
SOLVING THE MULTI-OBJECTIVE MIXED MODEL
ASSEMBLY LINE PROBLEM USING A FUZZY
MULTI-OBJECTIVE LINEAR PROGRAM
Iraj Mahdavi, Babak. Javadi and S. S. Sabet
Mazandaran University of Science and Technology, Babol, Iran
Keywords: Mixed model assembly line, Multi-objective linear program, Fuzzy multi-objective decision-making.
Abstract: This paper develops a fuzzy multi-objective linear program (FMOLP) model for solving the multi-objective
mixed model assembly line problem. In practice, vagueness and imprecision of the goals, constraints and
parameters in this problem make the decision-making complicated. The proposed model attempts to
simultaneously minimize total utility work cost, total production rate variation cost, and total setup cost. In
this paper, an asymmetric fuzzy-decision making technique is applied to enable the decision-maker to assign
different weights to various criteria in a real industrial environment. The model is explained by an
illustrative example.
1 INTRODUCTION
Mixed model assembly lines are a type of
production line where a variety of product models
similar in product characteristics are assembled.
The effective utilization of a mixed-model assembly
line requires solving two problems in a sequential
manner as follows: 1) line design and balancing and
2) determination of the production sequence for
different models. In this paper, we assume that the
line has already been balanced and sequencing
problem is only considered.
Korkmazel and Meral (2001) consider two major
goals in the mixed model sequencing problems: (1)
smoothing the workload on each workstation on the
assembly line, and (2) keeping a constant rate of
usage of all parts used on the assembly line. In their
study, first, some well-known solution approaches
with goal (2) are analyzed through minimizing the
sum-of-deviations of actual production from the
desired amount. The approaches that are found to be
performing better than the others are extended for
the bi-criteria problem considering both goals,
simultaneously.
Ponnambalam et al. (2003) investigate the
performance of genetic algorithms for sequencing
problems in mixed model assembly lines.
Mansouri (2005) presents a Multi-Objective
Genetic Algorithm (MOGA) approach to a Just-In-
Time (JIT) sequencing problem where variation of
production rates and number of setups are to be
optimized simultaneously.
Ding et al. (2006) compares two weighted
approaches in sequencing mixed model assembly
lines for a joint objective of multiple objectives.
Minimizing the weighted sum of percentage
differences from the best solution values of the
respective objectives is considered as the joint
objective.
Mixed model assembly line is a multi-objective
decision-making problem, in which criteria should
have different weightes. Vagueness of the
information in this problem, make the decision-
making complicated. In this paper, a fuzzy multi-
objective model developed to assign different
weights to the various criteria.
2 THE MULTI-OBJECTIVE
MIXED MODEL ASSEMBLY
LINE (MMAL) MODEL
2.1 Mixed-model Assembly Line
The design of the MMAL involves several issues
such as determining operator schedules, product
mix, and launch intervals. Two types of operator
schedules early start schedule and late start schedule,
are found in Bard et al. (1994). An early start
370
Mahdavi I., Javadi B. and S. Sabet S. (2007).
SOLVING THE MULTI-OBJECTIVE MIXED MODEL ASSEMBLY LINE PROBLEM USING A FUZZY MULTI-OBJECTIVE LINEAR PROGRAM.
In Proceedings of the Ninth International Conference on Enterprise Information Systems - AIDSS, pages 370-373
DOI: 10.5220/0002353003700373
Copyright
c
SciTePress

schedule is more common in practice and is used in
this paper (Chul et al. (1998)). Second, the master
production schedule (MPS) production, which this
strategy is widely accepted in mixed model
assembly lines, is also used in this paper. MPS is a
vector representing a product mix, such that
(d
1
,…,d
M
)=(D
1
/h,…,D
M
/h); where M is the total
number of models, D
m
is the number of products of
model type m which needs to be assembled during
the entire planning horizon and h is the greatest
common divisor or highest common factor of
D
1
,D
2
,…,D
M
. This strategy operates in a cyclical
manner. The number of products produced in one
cycle is given by
∑
=
=
M
i
i
dI
1
. Obviously, h times
the repetition of producing the MPS products can
meet the total demand in the planning horizon.
Third, the launch interval
)(
γ
is set to
()TIJ
×
, in
which T is the total operation time required to
produce one cycle of MPS products (Chul et al.
(1998)).
2.2 Objective Function
2.2.1 Minimizing Total Utility Work Cost
The utility work is typically handled by the use of
utility workers assisting the regular workers during
the work overload. Let L
j
be the fixed line length of
station j and U
ij
be the amount of the utility work
required for product i in a sequence at station j. The
following model is presented by Chul et al. (1998).
Minimize
)]/(
)1(
11
cji
I
i
ij
J
j
vZU
+
==
+
∑∑
(1)
s.t.
1
1
=
∑
=
M
m
im
x
i∀
(2)
m
I
i
im
dx =
∑
=1
m∀
(3)
=
+ ji
Z
)1(
max (4)
ji
vLvtxvZ
cjcjm
M
m
imcij
,
))](),(min(,0[
1
∀
×−×−
∑
+
=
γγ
=
ij
U
max
jivLtxvZ
c
j
M
m
jmimcij
,]/)(,0[
1
∀−
∑
+
=
(5)
0=
im
x
or 1
mi,∀
(6)
0
1
=
j
Z
,
jiZ
ij
,0∀≥
(7)
jiU
ij
,0
∀
≥
(8)
ij
Z is the starting position of the work on product i
in a sequence at station j, and
im
x is 1 if product i in
a sequence is the m
th
model; otherwise
im
x is 0. The
second term in the objective function takes into
account for the utility work that may be required at
the end of a cycle. Eq. (2) ensures that exactly one
product is assigned to each position in a sequence.
Eq. (3) guarantees that demand for each model is
satisfied. Eq. (4) indicates the starting position of the
worker at each station j on product i+1 in a
sequence. Utility work
ij
U for product i in a
sequence at station j is determined by Eq. (5).
2.2.2 Minimizing Total Production Rate
Variation Cost
One basic requirement of JIT systems is continual
and stable part supply. Since this can be realized
when the demand rate of parts is constant over time,
the objective is important to a successful operation
of the system. Thus, the objective can be achieved
by matching demand with actual production. The
following model is suggested by Miltenberg (1989).
Minimize
)(
111
∑∑∑
===
−
i
l
mlm
I
i
M
m
I
d
i
x
(9)
s.t.
Constraints (2), (3), and (6).
The first term in the objective function is the
production ratio of model m until product i is
produced. The second term is the demand ratio of
model m.
2.2.3 Minimizing Total Setup Cost
In many industries, sequence-dependent setups are
considered as an important item in assembly
operations. The model considering sequence-
dependent setups developed by Chul et al. (1998) is
considered in this paper.
Minimize
jmr
J
j
I
i
M
m
M
r
imr
cx
∑∑∑∑
== ==11 11
(10)
s.t.
1
11
=
∑∑
==
M
m
M
r
imr
x
i∀
(11)
∑∑
=
+
=
=
M
p
rpi
M
m
imr
xx
1
)1(
1
rIi ∀−= ,1,...,1
(12)
∑∑
==
=
M
p
rp
M
m
r
xx
1
1
1
Im
r
∀
(13)
m
I
i
M
r
imr
dx =
∑∑
==11
m∀
(14)
SOLVING THE MULTI-OBJECTIVE MIXED MODEL ASSEMBLY LINE PROBLEM USING A FUZZY
MULTI-OBJECTIVE LINEAR PROGRAM
371
imr
x =0 or 1
rmi ,,∀
(15)
where
jmr
c
is the setup cost required when the
model type is changed from m to r at station j.
imr
x
is 1 if model type m and r are assigned respectively
at position i and i+1 in a sequence; otherwise
imr
x is
0. Eq. (11) is a set of position constraints indicating
that every position in a sequence is occupied by
exactly one product. Eqs. (12) and (13) ensure that
the sequence of products is maintained while
repeating the cyclic production. Eq. (14) imposes the
restriction that all the demands should be satisfied in
terms of MPS.
In a real case, DMs do not have exact and
complete information related to decision criteria and
constraints. For mixed model assembly line
problems the collected data does not behave crisply
and they are typically fuzzy in nature.
2.3 The Fuzzy Mixed Model Assembly
Line Model
In this section, first the general multi-objective
model for mixed model assembly line is presented
and then appropriate operators for this decision-
making problem are discussed.
A general linear multi-objective model can be
presented as:
Find a vector x written in the transformed x
T
=
[x
1
, x
2
,…, x
n
] which minimizes objective function Z
k
with
.1,2,...,
1
pkxcZ
n
i
ikik
=
∑
=
=
(16)
and constraints:
⎪
⎭
⎪
⎬
⎫
⎪
⎩
⎪
⎨
⎧
≥=≤==∈
∑
=
0 ,,...,2,1 ,)(/ ,
1
xmrbxaxgxXXx
r
n
i
iridd
(17)
where c
ki,
a
ri
and b
r
are crisp or fuzzy values.
Zimmermann (1978) has solved problems (16-
17) by using fuzzy linear programming. He
formulated the fuzzy linear program by separating
every objective function Z
j
into its maximum Z
j
+
and
minimum Z
j
–
value by solving:
dk
-
kak
k
XxZZXxZZ ∈=∈=
+
,min , ,max
(18)
−
k
Z is obtained through solving the multi-objective
problem as a single objective using, each time, only
one objective and
d
Xx ∈ means that solutions
must satisfy constraints.
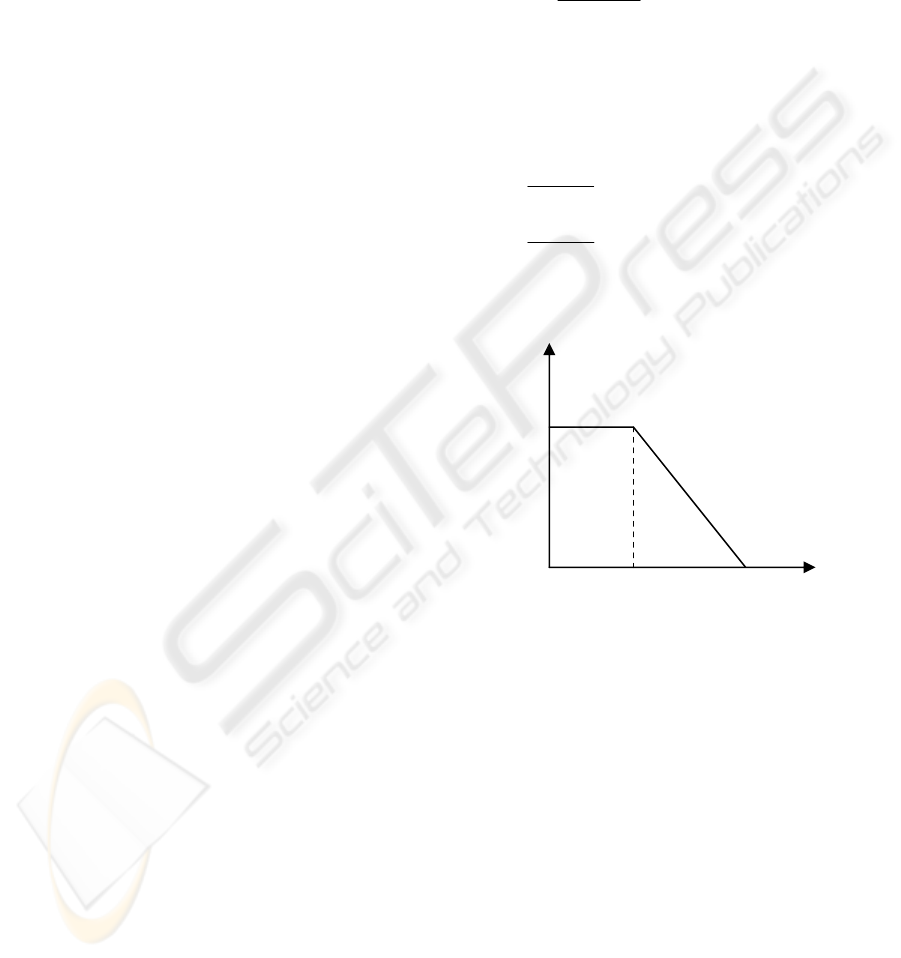
Since for every objective function Z
j
, its value
changes linearly from
−
j
Z
to Z
j
+
, it may be
considered as a fuzzy number with the linear
membership function
(
)
x
j
Z
μ
as shown in Fig.1.
Assuming that membership function, based on
preference or satisfaction is the linear membership
for minimization goals (Z
k
) is given as follows:
()
()
(
)
()
()
⎪
⎪
⎪
⎩
⎪
⎪
⎪
⎨
⎧
≥
≤≤
−
−
≤
=
+
+−
−+
+
−
.for 0
,for
,for 1
k
k
k
kk
k
k
k
k
kk
Z
ZZ
ZxZZ
ZZ
xZZ
ZZ
x
k
μ
for
,, ... , 2 , 1 pk
=
(19)
The linear membership function for the fuzzy
constraints is given as
()
()
()
()
()
() ()
⎪
⎪
⎪
⎪
⎩
⎪
⎪
⎪
⎪
⎨
⎧
≥≤
<<
−
<<
−
−
=
+−
+
+
−
−
−
. and for 0
,for
,for
bxgbxg
bxgb
b
xgb
bxgb
bb
bxg
x
rrrr
rrr
r
rr
rrr
rr
rr
g
r
μ
(20)
Figure 1: Objective function as fuzzy number for
minimizing objective function.
Z
k
.
+−
rr
bb , are the subjectively chosen constants
expressing the limit of the admissible violation of
the rth inequalities constraints.
In order to find optimal solution (x
*
) in the above
fuzzy model, it is equivalent to solve the following
crisp model (Zimmermann, 1978):
Maximize
α
(21)
s.t.
(
)
pjx
j
Z
,..., 2 , 1 =
≤
μ
α
(for all objective functions), (22)
(
)
,..., h , rx
r
g
21 =
≤
μ
α
(for fuzzy constraints), (23)
(
)
, ... , m hpbxg
pp
1 +
=
≤
(for deterministic constraints), (24)
Z
k
-
Z
k
+
0
1
(
)
x
k
Z
μ
Z
k
ICEIS 2007 - International Conference on Enterprise Information Systems
372

[
]
0,1 and 21 0 ∈=≥
α
, ... ,n, ix
i
(25)
where
() () ()
xxx
rj
gZD
μ
μ
μ
and ,
represent the
membership function of solution, objective functions
and constraints.
In this solution the relationship between
constraints and objective functions in a fuzzy
environment is fully symmetric (Zimmermann,
1978). In other words, in this definition of fuzzy
decision, there is no difference between the fuzzy
goals and fuzzy constraints. Therefore, depending on
the mixed model assembly line problem, situations
in which fuzzy goals and fuzzy constraints have
unequal importance to DM and other patterns, as the
confluence of objectives and constraints, should be
considered.
The convex fuzzy model proposed by Bellman
and Zadeh (1970) and the weighted additive model,
is given in equations (26) and (27)
() () ()
xxwx
rj
g
h
r
rZ
p
j
jD
μβμμ
∑
+
∑
=
== 11
(26)
0, 1
11
≥=
∑
+
∑
==
rj
h
r
r
p
j
j
ww
ββ
(27)
where w
j
and
j
β
are the weighting coefficients that
present the relative importance among the fuzzy
goals and fuzzy constraints. The following crisp
single objective programming is equivalent to the
above fuzzy model:
∑∑
==
+
h
r
rrj
p
j
j
w
11
max
γβα
(28)
s.t.
()
,, ... , 2 , 1 pjx
j
Zj
=≤
μ
α
(29)
()
, , ... , 2 , 1 hrx
r
gr
=≤
μ
γ
(30)
()
,, ... , 1 mhpbxg
pp
+=≤
(31)
[]
, ..., , 2 , 1 and ..., , 2 , 1 1,0, hrpj
rj
==∈
γ
α
(32)
,0, 1
11
≥=
∑
+
∑
==
rj
h
r
r
p
j
j
ww
ββ
(33)
nix
i
,..., 2 , 1 ,0 =≥
(34)
3 CONCLUSIONS
Mixed model assembly line is a multiple criteria
decision-making problem in which the objectives are
not equally important. In real cases, many input data
are not known precisely for decision-making. In this
paper, a fuzzy multi-objective model is developed
for mixed model assembly line in order to assign
different weights to various criteria. This
formulation can effectively handle the vagueness
and imprecision of input data and the varying
importance of criteria in mixed model assembly line
problem.
Also in this model, the α-cut approach can be
utilized to ensure that the achievement level of
objective functions should not be less than a
minimum level α.
In a real situation, the proposed model can be
implemented as a vector optimization problem; the
basic concept is to use a single utility function to
express the preference of DM, in which the value of
criteria and constraints are expressed in vague terms
and are not equally important.
REFERENCES
Bard, J.F., Shtub, A., Joshi, S.B., 1994. Sequencing
mixed-model assembly lines to level parts usage and
minimize the length. International Journal of
Production Research 32, 2431–2454.
Bellman, R.G., Zadeh, L.A., 1970. Decision making a
fuzzy environment. Management Sciences 17, B141-
B164.
Chen, S.H., 1985. Ranking fuzzy numbers with
maximizing set and minimizing set. Fuzzy Sets and
Systems 17, 113-129.
Chul J. H., Yeongho K., Yeo, K. K., 1998. A genetic
algorithm for multiple objective sequencing problems
in mixed model assembly lines. Computers &
Operations Research 25(7-8), 675-690.
Ding, F.Y., Zhu, J., Sun, H., 2006. Comparing two
weighted approaches for sequencing mixed-model
assembly lines with multiple objectives. International
Journal of Production Economics 102(1), 108-131.
Korkmazel, T., Meral, S., 2001. Bi-criteria sequencing
methods for the mixed model assembly line in just-in-
time production systems. European Journal of
Operational Research 131(1), 188-207.
Mansouri, S. A., 2005. A Multi-Objective Genetic
Algorithm for mixed-model sequencing on JIT
assembly lines. European Journal of Operational
Research 167(3), 696-716.
Miltenberg, J., 1989. Level schedules for mixed-model
assembly lines in just-in-time production systems.
Management Science 35, 192-207.
Ponnambalam, S. G., Aravindanb, P., Subba Raoc M.,
2003. Genetic algorithms for sequencing problems in
mixed model assembly lines. Computers & Industrial
Engineering 45(4),669-690.
Sakawa, M., 1993. Fuzzy sets and Interactive
Multiobjective Optimization. Plenum Press, New
York.
Zimmermann, H.J., 1978. Fuzzy programming and linear
programming with several objective functions. Fuzzy
Sets and Systems 1, 45-55.
SOLVING THE MULTI-OBJECTIVE MIXED MODEL ASSEMBLY LINE PROBLEM USING A FUZZY
MULTI-OBJECTIVE LINEAR PROGRAM
373
