
GENERATION OF PROCESS VARIANTS
Christiane Soika, Tobias Teich, Joerg Militzer and Daniel Kretz
Academic Department of Economics, University of Applied Sciences Zwickau, Zwickau, Germany
Keywords:
CAD, CAM, STEP, Ant colony optimization.
Abstract:
Small and medium sized enterprises (SME’s) are commonly dependent on large-scale enterprises in their
role as a supplier. In fact, growing international competition increases the pressure on SME’s. Hence, it is
enormously important, to react as fast and exact as possible on customer demands, while keeping high quality
standards atthe same time. In order to achieve these objectives, CAPP (Computer Aided Production Planning)-
systems were introduced. This paper provides an integrated solution for automated process and production
planning and we present our approach for generating process variants by using Ant Colony Optimization
(ACO).
1 INTRODUCTION
Inefficient production planning in small and medium
sized enterprises (SME’s) is commonly known but
still a significant problem. Generally, an integrated or
automated production planning is entirely missing for
small-series or single-part production. In their role
as a supplier it is existential, not only to react fast
and flexible on customer demands, but also to provide
high quality products. Furthermore, it is very impor-
tant to reduce or completely avoid additional costs by
preventing the manufacturing of deficient products.
These issues require an intelligent and very effi-
cient organized production planning. CAPP-systems
are a fundamental component for an optimized pro-
duction planning within SME’s. This paper presents
our approach for integrating computer aided produc-
tion planning (CAPP) systems directly with computer
aided design (CAD) and enterprise resource plan-
ning (ERP) systems forevaluatingproduction variants
within a given factory environment.
1.1 Process Model for Integrated and
Automated Production Planning
Our intended solution for the introductory outlined
problem consists of five modules that are visualized
in terms of an extended event-driven process chain
(eEPC) in Figure 1 and Figure 2. First of all, there
is the Design Module (DM) that is used for providing
a CAD model of either a single piece part or complex
assemblies. Regarding this, we utilize the ISO stan-
dard 10303, most informally known as STEP ‘Stan-
dard for the Exchange of Product model data’. Be-
sides a standardized exchange, application protocols
of ISO 10303 provide reference models for a stan-
dardized product data representation. Thereby, we
have focused our attention on the reference model of
the application protocol 224 that is a special part of
ISO 10303 for machining industries (South Carolina
Research Authority, 2006). Within AP 224 ‘Mechan-
ical product definition for process planning using ma-
chining feature’ parts are modeled and parameterized
by using feature based design with machining fea-
tures.
Machining features are objects, whose semantics
imply corresponding manufacturing operations, like
a pocket feature implies a milling operation or an
outer diameter feature could indicate a turning oper-
ation. After defining a base shape which defines an
initial volume, the final part geometry is derived by
applying manufacturing features which describe vol-
umes that shall be removed by machining or shapes
that result from machining. Manufacturingfeatures of
ISO 10303 are classified into machining, replicate and
transition features. Furthermore, machining features
are specialized as compound or multi-axis features.
Compound features consist of two or more manufac-
turing features and multi-axis features are commonly
manufactured by milling processes. Transition fea-
tures define a transition area between at least two sur-
73
Soika C., Teich T., Militzer J. and Kretz D..
GENERATION OF PROCESS VARIANTS.
DOI: 10.5220/0003516100730078
In Proceedings of the 8th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2011), pages 73-78
ISBN: 978-989-8425-74-4
Copyright
c
2011 SCITEPRESS (Science and Technology Publications, Lda.)

faces and replicate features are identical copies of any
arbitrary manufacturing feature or another replicate
feature.
Second, there is the Resource Description Module
(RDM) that is used for interpreting the design model
and determining alternative sets of required resources
and manufacturing operations for any involved man-
ufacturing feature (Gaese and Winkler, 2009), (Te-
ich et al., 2009). This module is additionally fed by
an ERP system, in our case the SAP system. The
RDM associates suitable manufacturing processes to
the corresponding manufacturing features from the
given product design model.
Figure 1: Automated process planning system (eEPC 1/2).
This n:n relation provides the input information
for our Graph Constructor Module (GCM) that gen-
erates process variants. Each process variant is sched-
uled and evaluated by a genetic algorithm (GA) of
our Evolutionary Module (EM). After a first evalua-
tion, the GCM constructs alternative process variants
driven by the evaluated scheduling result and an ant
colony algorithm within our Swarm Intelligence Mod-
ule (SIM). The generation and evaluation of process
variants is an iterative process.
It is the matter of fact, that every manufacturing
feature that is used for destructive designing the part,
exponentially increases the number of process vari-
ants because we do not only derive variants from man-
ufacturing features themselves but also consider the
resulting part as a whole. Consequently, we utilize ar-
tificial intelligence, especially Ant Colony Optimiza-
tion (ACO) and GA, for the generation and evaluation
of these variants. The ACO selects a set of process
variants in cooperation with the GCM. Afterwards,
each set is scheduled considering manufacturing ca-
pacity during a potential production time, claimed de-
livery date and further target criteria. This process
requires information that is received from the SAP
system via Core Interface Function (CIF) through the
SAP Java Connector (SAP JCo).
Figure 2: Automated process planning system (eEPC 2/2).
Accruing costs, the entire production time and ad-
herence to delivery dates are primarily focused during
our evaluation. Afterwards, these variants are com-
pared with each other. This results into a steered
selection and generation of new process variants for
further evaluation. Consequently, these process steps
are repeated iteratively until any determination crite-
rion or certain target criteria are met. After deriving a
process variant that fits the target criteria of costumer
and management, this solution is preserved. Further
details about the generation of process variants with
ACO are presented in detail within section 3.
1.2 Sequencing in Production Planning
The objective of sequencing is the determination of
a required manufacturing process sequence by us-
ing applicable machines (Loedding, 2005). Conse-
quently, sequencing always influences logistic target
values like delivery reliability, service level and yield.
Finally, there are two approaches for creating an ad-
vantageous sequence. There are mathematic definite
methods like branch and bound or the utilization of
heuristics like ant colony optimization or genetic al-
gorithms. The following sections discuss a concep-
tual solution for creating optimized sequences with
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
74

heuristic methods.
2 PROCESS VARIANTS
In this issue, we want to focus our attention on creat-
ing sequences of manufacturing processes for produc-
ing single piece parts by turning, drilling or milling
operations. Subsequently, scheduling will be involved
for an evaluation of the generated process variants.
There are different target criteria to consider during
evaluation, like accruing production costs or adher-
ence to delivery dates for avoiding contractual penal-
ties. For our intended solution - to generate process
plans directly from a CAD drawing - we utilize the
feature-based design with manufacturing features be-
cause otherwise an efficient and automated interpre-
tation of a complete and enhanced product design
model is absolutely hampered (Kretz et al., 2009).
Figure 3 illustrates required manufacturing fea-
tures of a roll-axis demonstrator. In fact, there are 21
features defined for the final shape. Considering, that
there may be several machines which could manufac-
ture the shape of one or many features with distinct
parameters for set-up time, accruing costs or process-
ing time, are facts increasing determination complex-
ity. To give an example for alternative machines, fea-
ture FE7 is an outer round-outer diameter that could
be manufactured either by a CNC-machining center
or a lathe. Furthermore, there could be technological
dependencies between feature aspects which shall be
minded.
Figure 3: Roll-axis with manufacturing features.
2.1 Feature Dependencies
Dependencies are distinguished between technologi-
cal and geometrical dependencies. The influence of
geometrical dependencies for process variant gener-
ation is low. But they are very important for the re-
sulting quality of a part. An example for geometrical
dependencies are FE20 and FE21. Both shall be man-
ufactured on exactly the same position on the left as
well as the right side of the part and right angular to
FE18. Inexactnesses and irregularities lead to a defi-
cient part, which finally cannot be used.
Instead of this, a technological dependency is
given, if at least one feature requires the manufac-
turing of shape aspects defined by other features.
Against geometrical dependencies, technological de-
pendencies influence process variants intensively. An
example for technological dependencies are the fea-
tures FE21 and FE16. FE21 is a round hole with
conical hole bottom and has to be manufactured first.
FE16 typifies a thread feature and could be only ap-
plied after drilling the hole. Consequently, we have
priorities that shall be considered for generating tech-
nological useful process variants.
Further restrictions are required for sequences
which could be technological manufactured but the
generated variant would be obviously inefficient. To
give an example, a chamfer feature (FE12) could
maybe manufacturedbefore an associated outer diam-
eter (FE11) feature, but this is extremely inefficient.
2.2 Graph Theory
For generating process variants we require a graph
representation. Features that shall be applied to man-
ufacture the final part are defined by the product
model. Consequently, our sequence graph is given
implicitly. Edges determine the application of man-
ufacturing features. Weighting of an edge depends
on the target criteria. Criteria are e.g. production
costs, time or a weighted combination of them. Fur-
thermore it has to be considered if a manufacturing
feature could be applied with a single manufacturing
operation.
Knots within our graph represent intermediate
products during the manufacturing of the part. Given
this fact, we have a dynamic graph. Depending on
the previous selection of features, the succeeding in-
termediate products are different. Therefore, we con-
struct our graph dynamically while generating a pro-
cess variant. The initial knot of our graph is always
defined by the base shape. Considering feature de-
pendencies, there are still many variant edges remain-
ing. Each intermediate product depends on the se-
lected feature.
Feature selection and determination of the result-
ing intermediate product are repeated iteratively un-
til the part is completely manufactured. Possibly the
application of one manufacturing feature requires at
least more than one manufacturing operation. Hence,
a manufacturing operation only prepare part aspects
and succeeding operations complete the shape. Gen-
erating process variants in this way is very similar to
the Traveling Salesman Problem (TSP). Considering
GENERATION OF PROCESS VARIANTS
75

TSP, knots are cities that have to be visited and edges
dimension the distance between two cities. The objec-
tive is to find the shortest round trip by visiting each
city exactly once. Both problems are very similar but
instead of our dynamic graph representation, the TSP
graph is static. Thus, the entire graph is traversable
every time and paths are fixed. Best performance and
efficiency for solving such represented minimization
problems are achieved by ant colony optimization. In
1991, the Italian mathematician Marco Dorigo pub-
lished the first ant algorithm for solving this problem
(Dorigo et al., 1991) (Dorigo and Stuetzle, 2004).
3 ANT COLONY OPTIMIZATION
Because the analogy of both problems, traveling
salesman and generation of process variants, we uti-
lize ant colony optimization. ACO is suitable for solv-
ing difficult discrete optimization problems that could
be described by a graph. Therefore, we use simple
agents, in this case artificial ants who communicate
with each other mediated by the environment.
Our previously discussed problems are classified
as static and dynamic combinatorial problems. TSP
is a static combinatorial problem, because the initially
given information cannot change. Against this, the
generation of process variants is a dynamic combi-
natorial problem. An example for changing informa-
tion are the intermediate products. Depending on the
preceding selected features, the resulting intermediate
product is quite different. In fact, shape aspects of one
feature could not be manufactured with a single oper-
ation because a particular machine is unavailable or
against this, a compound-feature that consists of two
or more atomic manufacturing features could be man-
ufactured with a single operation on a special milling
center. This forces our algorithm, to adapt the chang-
ing problem definition (Dorigo and Stuetzle, 2004).
Ant colony optimization was already used for solving
similar kinds of problems, like optimizing production
plans (Liu et al., 2010) or ad-hoc-networks (Kamali
and Opatrny, 2009). ACO summarizes a set of dis-
tinct algorithms that are based on the same approach
but optimized for special problems. For our purposes,
we apply the Ant Colony System (ACS).
3.1 Ant Colony System
Ant Colony Optimization is a nature analogue ap-
proach that imitates the behavior of Argentine ants.
Ants have limited opportunities to communicate with
each other. They use a chemical substance for com-
munication called pheromones and deposit these on
their way between anthill and source of food. Con-
sequently, succeeding ants can orient themselves on
the given trace. If there are two different ways with
different lengths between anthill and source of food
source, the first ant takes a random selection. A lit-
tle later, the pheromone concentration on the shorter
trace is higher than on the longer because of the length
this route could be more often passed. Consequently,
the probability of selecting the shorter route increases
with the pheromone concentration. But there always
remains a probability for selecting alternative routes
that characterizes a heuristic method. In fact, there is
never guaranteed that those algorithms find the opti-
mal solution but they always have an optimizing na-
ture. Hence, the natural approach was scientifically
adapted for solving combinatorial problems. Ant al-
gorithms consist of three phases, starting with solu-
tion construction, followed by pheromone update and
optional daemon-activities.
For creating a solution, an ant starts from the cur-
rent initial knot with a specific probability to a neigh-
bored knot. Afterwards, this task is repeated until
a termination criterion is met. During pheromone
update, the ant deposits pheromone by leaving the
edge. Daemon-activities are further optional activi-
ties e.g. deposition of pheromones on the entire fi-
nal ant path. Certain aspects of Ant Colony System
(ACS) differ from ant algorithm. To give an exam-
ple, ACS uses a global and a local pheromone update.
A global pheromone update addresses the deposition
and evaporation on the entire path of the current best
solution. Consequently, only the best evaluated ant is
authorized for a global pheromone update. Further-
more, there is a local pheromone update where every
ant reduces the pheromone concentration after leav-
ing an edge. This approach supports a wide search
that avoids a concentration on local optima as well as
premature convergence (Fischer, 2008).
Figure 4: Pseudo code for generating process variants.
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
76
3.2 Algorithm for Generating Process
Variants
Listing 4 presents the pseudo code of our process vari-
ant generation approach. First of all, a suitable raw
material and the base position of the final part are de-
termined. Against the default ant algorithm, our ap-
proach upgrades the ants with a memory about the
manufacturing features of the part and their techno-
logical dependencies (feature list). After determin-
ing the raw material, each ant decides which feature
shall be manufactured first. Therefore, it has to be
checked whether there is already pheromone on this
edge. Hence, we check for every feature in the list,
whether there is a pheromone value on the edge be-
tween initial shape and resulting intermediate prod-
uct. If there is no pheromone value for orientation,
the selection is straight randomly. Otherwise the se-
lection is weighted as a pheromone-steered random
selection.
The probability p(x
ij
), for selecting an edge from
either an initial base shape or an intermediate product
i to a further intermediate product j is derived by the
following formula:
p(x
ij
) =
τ
α
ij
· ν
β
ij
∑
k∈X
τ
α
ik
· ν
β
ik
!
(1)
τ
ij
represents the pheromone concentration on the
edge between intermediate product i and j. The
parameters α and β influence the concentration of
pheromone and heuristic information (Kramer, 2009).
After selecting an edge for the next step, it has to
be checked whether technological dependencies pre-
vent the manufacturing of the involved feature or not.
If there are not any technological dependencies, the
location and orientation of a feature are derived and
requested as a demand to our RDM. The correspond-
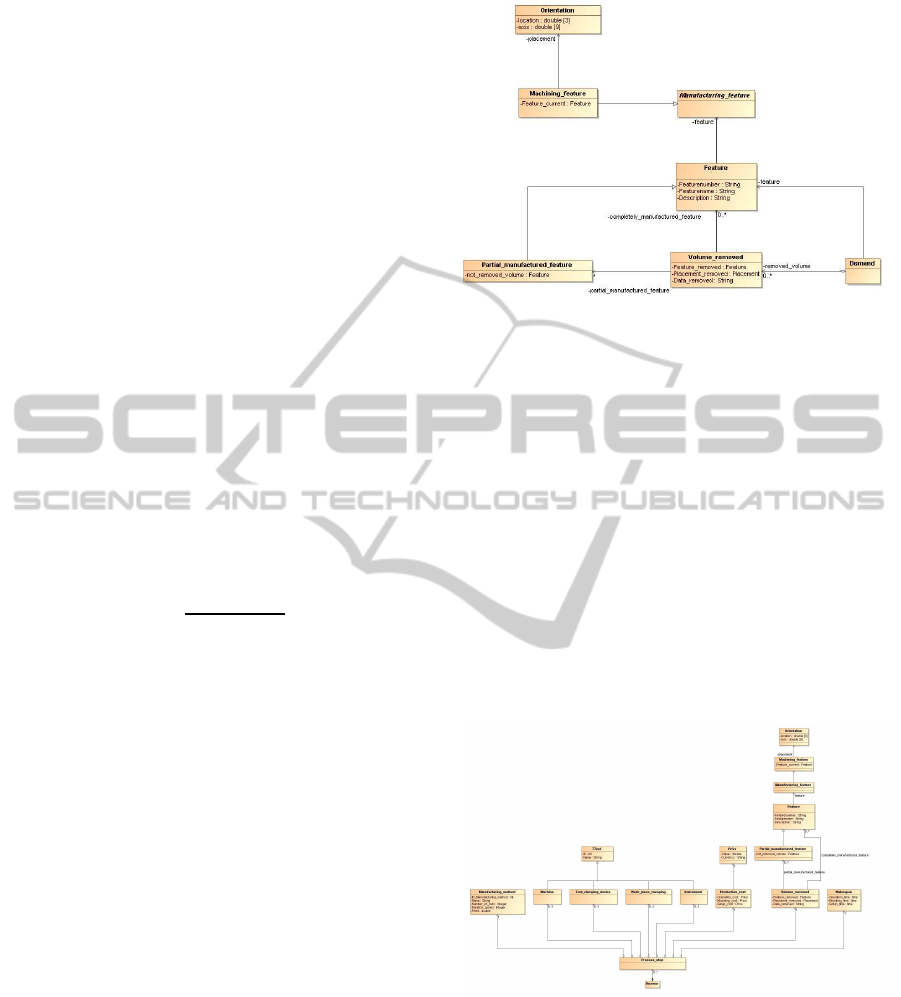
ing data structure is illustrated as class diagram in Fig-
ure 5.
The demand consists of two parts. First, there is
the feature information like identifier, name, descrip-
tion, location, orientation and other required parame-
ters. Those are used by the RDM for determining a set
of suitable manufacturing operations. Second, their is
an information about the concrete previous selection
from this set. Hence our RDM updates the current
intermediate product.
After determining suitable manufacturing opera-
tions, the set is replied as an answer as illustrated in
Figure 6. Possibly, there are no suitable manufac-
turing operations, e.g. if there currently is not any
machine available or a single manufacturing opera-
tion could apply more than one features. If an answer
Figure 5: UML class diagram: feature request.
contains at least one operation, then it supplies the
following information:
• removed volume,
• state of manufacturing,
• manufacturing method,
• selected machine,
• used tool,
• required tool clamping devices,
• required work piece clamping,
• production time (execution, mounting and set-up)
• production costs (execution, mounting and set-
up).
Figure 6: UML class diagram: RDM answer.
Driven by the target criteria, one of the opera-
tions are selected. The selection depends on time-
or cost-minimization or a composition of them. An-
other aspect is the state of manufacturing that indi-
cates whether a feature was manufactured completely
or not. If it was only prepared, hence a further pro-
cess step is later required for completion. Otherwise,
it was manufactured completely and consequently re-
moved from feature list. Afterwards, evaporation is
GENERATION OF PROCESS VARIANTS
77

utilized, if there is pheromone on the edge. Without
evaporation, the search would result in a premature
convergence on a local optimum. The evaporation is
calculated with the following formula:
τ
ij
= (1 − ϕ) · τ
ij
(2)
ϕ is a parameter which describes the evaporation
rate, defined by 0 < ϕ < 1 (Fischer, 2008).
Selection of the next feature, request to and re-
sponse from RDM, as well as the selection of a manu-
facturing operation from the response set are repeated
until the entire process variant is generated and thus
the final part produced. Afterwards, the process vari-
ant is preserved and evaluated with our GA. If the
current process variant is the best, then pheromones
are deposited on the entire path. Currently, we have
only focused production time and accruing costs of
the manufacturing operations. In fact, there are still
another aspects. To given an example, two features
have to be manufactured on two different machines.
The resulting intermediate product has to be trans-
ported from current machine to another. Hence, this
additional time and consequently it could be more ef-
ficient to execute both operations on the same ma-
chine.
4 CONCLUSIONS
We have stated our problem of generating process
variants in an automated integrated production plan-
ning within this paper. Therefore, we have geomet-
rical and technological dependencies defined which
derive from the feature based design. For solving our
generation problem, we utilize heuristic approaches,
especially ant colony optimization and genetic algo-
rithms. This paper provided a short introduction about
Ant Colony Optimization and our intention for their
usage. Finally, we have explained our approach for
generating process variants with the Ant Colony Sys-
tem. Future work deals with the implementation and
integration of this approach into our planing solution
as a software module.
REFERENCES
Dorigo, M., Maniezzo, V., and Colorni, A. (1991). Ant
system: An autocatalytic optimizing process.
Dorigo, M. and Stuetzle, T. (2004). Ant Colony Optimiza-
tion. MIT Press.
Fischer, M. (2008). Partnerauswahl in netzwerken. Verlag
Dr. Kovaˇc.
Gaese, T. and Winkler, S. (2009). Entwicklung eines
ressourcenmodells fr die automatische angebots-
generierung auf grundlage featurebasierter produk-
tbeschreibung. In Journal of the University of Applied
Sciences Mittweida, pages pp. 18–21. Hochschule
Mittweida.
Kamali, S. and Opatrny, J. (2009). A hybrid ant-colony
routing algorithm for mobile ad-hoc networks. In
Complex Sciences, pages pp. 1337–1354. Springer,
Berlin Heidelberg.
Kramer, O. (2009). Computational Intelligence. Springer
Verlag.
Kretz, D., Teich, T., Militzer, J., Jahn, F., and Neumann, T.
(2009). Step standardized product data representation
and exchange for optimized product development and
automated process planning. In Proceedings of the 6th
CIRP-Sponsored International Conference on Digital
Enterprise Technology, pages pp. 41–56. Springer.
Liu, X., Yi, H., and Ni, Z. (2010). Application of ant colony
optimization algorithm in process planning optimiza-
tion. In Journal of Intelligent Manufactoring, pages
pp. 1–13.
Loedding, H. (2005). Verfahren der fertigungssteuerung.
Springer Verlag.
South Carolina Research Authority (2006). STEP
Application Handbook ISO 10303. SCRA/ISG,
5300 INTERNATIONAL BOULEVARD. NORTH
CHARLESTON, SC 29418, 3. version edition.
Teich, C., Duerr, H., Militzer, J., Neumann, T., and Tran, N.
(2009). Automatische grobkalkulation auf basis funk-
tionaler beschreibung der nachfrage. In Logistics and
Supply Chain Management - Modern Trends in Ger-
many and Russia, pages pp. 294–305. Cuvillier Verlag
Goettingen.
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
78
