
Towards a Knowledge-driven Maintenance Support System for
Manufacturing Lines
E. Garcia
1
, N. Montes
2
and M. Alacreu
2
1
Ford Spain, Pol
´
ıgono Industrial Ford S/N, CP 46440, Almussafes, Valencia, Spain
2
Department of Mathematics, Physics and Technological Sciences, University CEU Cardenal Herrera, C/ San Bartolom,
55, Alfara del Patriarca, Valencia, Spain
Keywords:
Knowledge-driven Support System, Maintenance, Prognosis, Mini-term, Change Point.
Abstract:
This paper presents how to design a Knowledge-driven Maintenance Support System (MSS) to prognostic
breakdowns in production lines and how it affects to the production rate. The system is based on the sub-
cycle time monitorization and how the cycle time variability of machine parts can be used as a deterioration
indicator that could describe the dynamic of the failure for the machine parts. For this proposal, a novel model
based on mini-terms and micro-terms introduced in our previous work as a machine subdivision is used. A
mini-term subdivision can be selected by the expert team for several reasons, the replacement of a machine
part or simply to analyze the machine more adequately. (A micro-term is a component from a mini-term and
it can be as small as the user wishes. Without loss of generality, the paper focuses its attention on a welding
line at Ford Motor Company located at Almusafes (Valencia) where a welding unit was isolated and tested
for some particular pathologies. The cycle time of each mini-term is measured by changing the deteriorated
components in the cycle time. The deterioration of the parts (a proportional valve, a cylinder, an electrical
transformer, the robot speed and the loss of pressure) are tested within the range of normal production, which
is the range that cannot be detected by alarms or maintenance workers but when the change point is occured.
The statistical analysis of the data obtained in the experiments allows us to define the rules that govern the
decisions for the real-time Knowledge-driven MSS. This analysis and the welding line simulation also allows
us to know the loss of productivity when the change point occurs. In the worst case, the welding line reduces
their production rate almost 40%.
1 INTRODUCTION
A production line is composed of a set of sequential
operations established in a factory whereby materials
are put through a refining process to produce an end-
product.
During the lifespan of the line, which could be de-
cades, the throughput depends on an amount of pa-
rameters like, maintenance policy, downtime events,
machine breakdowns, deteriorating systems, dynamic
bottleneck behavior, bowl phenomenon, market de-
mand, etc. There are open questions to be resol-
ved that are not treated in literature in depth which
produces an enormous gap between academic the-
ory and real plant problems, bringing up a conside-
rable amount of research topics where maintenance
and replacement problems of deteriorating systems
are some of them.
Maintenance operations have a direct influence on
production performance in manufacturing systems.
Maintenance task prioritization is crucial and impor-
tant, especially when availability of maintenance re-
sources is limited. Generally, maintenance can be ca-
tegorized into two major classes: corrective mainte-
nance (CM) and preventative maintenance (PM). CM
is performed when a machine fails. It usually involves
replacing or repairing the component that is responsi-
ble for the failure of the overall system. However, PM
is performed before machine failure. The objective of
PM is to achieve continuous system production. In
condition-based maintenance framework, a deteriora-
tion indicator that correctly describes the dynamic of
the failure process is required. Usually, this efficient
indicator can be constructed from collected informa-
tion on various deterioration-related monitoring pa-
rameters such as vibration, temperature, noise levels,
etc. However, the need of continuous monitoring may
increase the system costs when expensive monitoring
devices are required (A.K.S.Jardine and D.Banjevic,
2006). In fact, that is the main drawback in PM using
Garcia, E., Montes, N. and Alacreu, M.
Towards a Knowledge-driven Maintenance Support System for Manufacturing Lines.
DOI: 10.5220/0006834800430054
In Proceedings of the 15th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2018) - Volume 1, pages 43-54
ISBN: 978-989-758-321-6
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
43

these techniques.
Over the last two decades, numerous prognos-
tic approaches have been developed. Prognostic is
a major scientific challenge for industrial implemen-
tation of maintenance strategies in which the remai-
ning useful life estimation (RUL) is an important task.
For environmental, economic and operational purpo-
ses, the prognostic and the remaining useful lifetime
prediction arouse a big interest. In the framework
of prognostic and health management (PHM), many
prognostic techniques exist and they are basically
classified into three principal classes: data-driven ap-
proaches, model-based approaches, experience-based
approaches, but these can also be classified in two
groups, non-probabilistic methods and probabilistic
methods, see (K.L.Son, 2013). In non-probabilistic
methods the deterioration phenomenon is not random
and in most observations the deterioration can be
fuzzy. With probabilistic methods, the deterioration
phenomenon is considered to be random and with sto-
chastic tools it is considered a random behavior. In
this case the prognostic is based on the future beha-
vior of the stochastic deterioration process and can
give results in terms of probabilities, see (K.L.Son,
2013).
1.1 Knowledge-driven Support Systems
and the Industry 4.0
In modern manufacturing, real-time control of pro-
duction operation to improve system responsiveness,
increase system efficiency and reduce downtime is be-
coming more and more critical. More recently, this
concept is moving forward to the concept of ”Industry
4.0”. It is a current trend and data exchange in ma-
nufacturing technologies. It includes cyber-physical
systems, the internet of things and cloud computing
creating what has been called a ”smart factory”. Most
manufacturing industries have sought to improve a
productivity and quality with this new techniques
where data-driven decision support systems (DSS)
appear as a new paradigm. In (S.H.Muhammad,
2017) we can find a recent review on the use of DSS
in manufacturing. One of the data-driven DSS is the
one called Knowledge-driven DSS. It has its origin in
the Intelligent Decision Support Systems or in a broa-
der sense, in Artificial intelligence (AI),(H.R.Nemati,
2002) ,(M.Negnevitsky, 2005) . Knowledge-driven
DSS are computed-based reasoning systems with the
distinction that AI technologies, management expert
systems, data mining technologies and communica-
tion mechanism are integrated. Intelligent DSS are
divided in some evolutionary developments. One of
them is about rule-based expert systems (A.Chakir,
2016). These systems are based on the use of heuris-
tics, which can be understood as strategies that lead
to the correct solution for the problem. For this sys-
tems it is always necessary to use human expert kno-
wledge collected in a database, (M.Chergui, 2016).
Knowledge-driven DSS are successfully applied for
many applications like for instance, market manage-
ment, (M.Murthadha, 2013) or for radiation therapy
treatment planning (R.R.Deshpande, 2016).
The present study proposes a novel protocol on
how to design Knowledge-driven Maintenance Sup-
port Systems (MSS). Based on real-time measure-
ment of sub-cycle times, with the help of expert kno-
wledge and the statistical analysis of the measure-
ments, we could define rules that allow us to predict
the deterioration of a particular machine part or com-
ponent. In adition to that and, based on the same sta-
tistical analysis and the numerical simulation techni-
ques, allows us to know the loss of production produ-
ced by the component deterioration.
The present paper is organized as follows. Section
2 describes our previous works, in particular, the mat-
hematical model that will allow us to study sub-cycle
times,(E.Garcia, 2016), (E.Garcia and N.Montes,
2017).
Section 3 desribes the change point concept and
their link with the sub-cycle time.
Section 4 shows the experimental platform used to
design our Knowledge-driven MSS. This platform is
based on a welding unit used at Ford Motor Company
located at Almusafes (Valencia).
Section 5 describes the statistical analysis used to
define the rules of our Knowledge-driven MSS.
Section 6 describes the numerical simulation de-
veloped to compute the loss of production rate when
the change point occurs in a welding station.
Section 7 presents the conclusions with an empha-
sis on future research challenges towards a real-time
Preventive Maintenance Schedule System.
2 PREVIOUS WORK. FROM
MICRO-TERM TO
LONG-TERM
The data used in the analysis of the production lines
is classified into long-term and short-term. Long-term
is mainly used for process planning, while short-term
focuses, primarily, on process control. Following the
definition in (L.Li and J.Ni., 2009), short-term is re-
ferred to an operational period not large enough for
machine failure period to be described by a statis-
tic distribution. The machine cycle time is conside-
ICINCO 2018 - 15th International Conference on Informatics in Control, Automation and Robotics
44

Figure 1: Real change points measured in Ford Almussafes Factory.
Figure 2: A pyramid of terms.
red short-term. In (E.Garcia, 2016), (E.Garcia and
N.Montes, 2017) redefines short-term into two new
terms, mini-term and micro-term, see figure 2. A
mini-term could be defined as a machine part, in a
predictive maintenance policy or in a breakdown, re-
placeable easier and faster than another machine part
subdivision. Furthermore, a mini-term could be defi-
ned as a subdivision that allows us to understand and
study the machine behavior. These sub-cycle times
(micro-terms and mini-terms) are not the same at each
repetition and they follow a probabilistic distribution,
mean value µ and standard deviation σ. In addition to
that, the probabilistic sub-cycle time for each machine
component varies during the lifespan of the compo-
nent. In other words, the deterioration indicators that
can be measured with thermal cameras, vibration and
ultrasonic devices have an effect on the machine cycle
time. In most cases, the measurement of these cycle
times does not imply any additional costs because the
actuators that allow the sub-cycle time measurement
were installed in the machine and are used for their
automated work.
3 Mini-term DEGRADATION
PATH. A CHANGE POINT
Prediction and analysis of degradation paths are im-
portant to condition-based maintenance (CBM). It is
well known that the degradation paths are non-linear.
It means that in the degradation path, a sudden change
point apears when the RUL (Remaining Useful Life)
is near to the end, see (X.Zhao, 2018), (X.Zhao,
2014). Before the change point, the component works
in optimal conditions and after the change point the
component works in bad conditions anouncing that
the failure is near, see Figure 3.
Figure 3: Change point.
The change point in the physical part of the
machine components produce similar effect in the
sub-cycle time, that is a change point in the mini-
term, Figure 1 shows two examples measured at Ford
Almussafes factory. The first one is a change point
produced in the mini-term due to the deterioration of
a welding clamp proportional valve. The second one
is a ciylinder with inner leakage, also in a welding
clamp. These change points in the mini-terms can
be detected using common data analysis techniques,
see (X.Zhao, 2018), (X.Zhao, 2014). When a change
point in the min-iterm is detected, an alarm must
Towards a Knowledge-driven Maintenance Support System for Manufacturing Lines
45

be activated for the maintenance workers in order
to replace it, as soon as possible. There are some
questions to solve about the use of mini-terms in
maintenance systems;
- Which kind of pathology produced the change
point?
- How it affects to the production rate?
- How many time have the maintenance worker to
replace it before breakdown?
The present paper treats to answer the first two
questions.
4 WELDING LINE CASE
In order to test and illustrate the analysis of the pre-
sent paper, a real welding line located at Ford Al-
mussafes (Valencia) is used, see Figure 4. In a real
welding line like this, there are welding workstations
where, each one has welding stations working in pa-
rallel and sometimes in serial. Each welding station
makes some welding points in the same cycle time. It
is possible to find 1,2,4 or at least 6 welding station
in the same workstation, where each one makes up to
19 welding points. In our particular case, our wel-
ding line has 8 workstations where workstation 1,5
and 6 have 4 welding units,workstations 2,4,7 and 8
have 6 welding stations and workstation 3 has 1 wel-
ding unit, see Figure 5. The welding line was instal-
led in 1980. The staff group that designed the line
defined the maximum running capacity, ECR (engi-
neering running capacity), 60 JPH (Jobs Per Hour).
However, the plant engineers have another maximum
running capacity, that is the ERR (engineering run-
ning rate), in this case defined in 51 JPH. Nowadays,
this line welds 68 different models and variants. Dif-
ferent car models with 3,5 doors with or without so-
lar roof, etc. Obviously, from 1980 to today, the line
suffers a lot of changes and updates, new models and
variants are appear and old models and variants disap-
peared, most advanced robot arms and welding units
are introduced, etc. Therefore, the line is re-balanced,
if it is possible, when new update occurs.
4.1 A Test Bench for a Welding Station
Without loss of generality, the present paper uses a
real welding station for Ford S.L. located at the Al-
mussafes factory as an example for the proposed met-
hodology. The welding station is one of the most re-
levant stations because there are 4,500 welding points
in a car. A robot arm and a welding clamp compose a
welding station, see figure 6. The behavior of the wel-
Figure 4: Welding line at Ford Almussafes (Valencia).
ding station is simple. First, the robot arm moves the
welding clamp to the point to weld. Then, a pneuma-
tic cylinder moves the welding clamp in two phases:
One to bring closer the clamp and a second one to
weld. The pressure applied by the clamp is controlled
by a control system.
The Robot Arm and Welding Clamp need a cer-
tain time to develop their task and their components
also need a certain time to develop their own tasks.
In order to analyze the deterioration effect of some
mini-terms, an expert team decided that the most con-
venient division is in three mini-terms, the robot arm,
the welding clamp motion and the welding task. The
reason was that it is easier and faster to replace these
parts in a maintenance tasks than another machine
part subdivision.
Figure 7 shows the experimental setup to measure
the cycle time of each mini-term in the welding sta-
tion where the PLC and the PC are used to measure
the time. The experimental test is quite simple. The
robot arm, starting from a predefined initial point, mo-
ves the clamp to a predefined welding point; then the
clamp is closed and develops the welding task.
4.2 Pathologies Analysed
The welding station, as well as other stations in the
industry, is bound to suffer from pathologies that pro-
duce an effect on the cycle time. Based on the opera-
tor’s experience, we selected the most common ones
for the experimental welding station. These patho-
logies produce a cycle time modification but do not
produce failure of the component, going unnoticed for
maintenance workers and also for the control system,
in other words, after the change point and before the
failure of the component, see Figure 3. The patholo-
gies rated are; for the welding clamp mini-term: the
proportional valve, the cylinder stiffness, welding fai-
lure produced by the transformer and pressure loss,
and for the robot arm mini-term; the robot arm speed.
A brief description of each one is hereby explained:
ICINCO 2018 - 15th International Conference on Informatics in Control, Automation and Robotics
46

Figure 5: Welding line layout.
Figure 6: Welding station.
Figure 7: Experimental setup.
- Pathology 1 (P
1
) (Proportional valve): This valve
transmits the pressure to the cylinder and is managed
by the controller. It is responsible for maintaining the
proper pressure in the cylinder. During its lifetime, its
components suffer fatigues that produce the stiffness
of some of them. This condition creates a time delay.
When it is too deteriorated the valve cannot transmit
enough pressure to the cylinder and the welding task
is not possible.
- Pathology 2 (P
2
) (Cylinder stiffness): A critical
term in welding task is the pressure applied on the me-
tals. This force is necessary to ensure good electrical
contact between the parts to be welded, and to main-
tain the fixed parts until the metal forming the solid
board has time to solidify. The elements responsible
for transmitting the proper pressure to these plates are
the cylinder clamps. If one of the cylinders has is
worn off, has galling or there is communication in-
side the stem, a time delay is produced. Maintenance
workers detect this pathology when the cylinder can-
not transmit enough pressure on the metals and the
welding task cannot be performed.
-Pathology 3 (P
3
) (Welding failure): The welding
process between parts consists of passing an electric
current through intensive metals in order to be joined.
The device generally used for this task is a transfor-
mer. The fatigue of this component is mainly pro-
duced due to the loss of wire insulation. It produces
a modification in the value of the insulated resistance
and therefore produces a current reduction that affects
the welding time. Maintenance workers detect this
pathology when the welding task cannot be perfor-
med due to failure.
- Pathology 4 (P
4
) (Pressure loss): One of the most
common delays is produced by pressure losses in a
pneumatic circuit. The pressure drop causes a delay
or malfunction in the pneumatic devices to be opera-
ted. This pathology could be produced by many facts
such as a simple pore that produces a failure in the
compressor. Maintenance workers detect this failure
when the low pressure alarm is triggered.
- Pathology 5 (P
5
) (Robot Speed): The common
industrial robots have 6 axes. All these axes are syn-
chronized to achieve the points that have been defined
by the program to perform its function or task. If there
is a failure in the operation, it causes an engine speed
reduction that directly affects the process cycle time.
There are several reasons that produce this pathology.
In these industrial robot arms, high speed and high
accurate operation are required. However, in the case
Towards a Knowledge-driven Maintenance Support System for Manufacturing Lines
47

of high speed operations, strong jerks often arouse,
i.e., rapid change of acceleration. Jerk causes deterio-
ration of control performance such as vibration in a tip
of a robot arm. Jerk forces are not equally distributed
and as the robot arm does the same movement again
and again, the deterioration is located in some parti-
cular joint. Mechanical structure deterioration or the
deterioration of electrical parts also affects the speed.
This pathology is very difficult to detect by mainte-
nance workers because it does not produce the break-
down of the machine and, as the robot moves at high
speed, it is nearly impossible to be detected without a
specific procedure.
4.3 Experimental Test
The experimental methodology is as follows. The
clamping task is to weld the same point 6 times in
order to obtain enough time precision. The robot arm
trajectory is the same in all the movements. Then, the
clamping task is repeated 40 times in order to obtain
a sufficient number of samples to measure the mean
value and the standard deviation for each mini-term.
As the welding motion and the welding task are low
time consuming, the task is repeated 6 times to obtain
one of the forty samples. Firstly, the welding clamp
station is tested without the hereby explained patho-
logies. Secondly, a particular component with each
pathology is replaced in the station and the test is re-
peated.
5 RULES DEFINITION BASED ON
STATISTICAL ANALYSIS
The goal of the present section is to analyze the expe-
rimental samples to understand how the pathologies
affect the cycle time and to generate rules that allow
us to define our Knowledge-driven MSS. From now
on, we are going to call Control, without pathology,
as ”C” and the behaviour with one of the pathologies
(P
1
...P
5
), that is, six different situations for each mini-
term. There are 40 samples for each situation, that is
n = 240 for each miniterm. As the times for the wel-
ding clamp motion and for the welding clamp task
mini-term are obtained repeating the task six times,
each sample is precomputed as;
x
i
=
z
i
6
(1)
where x
i
is the i
th
sample obtained by the z
i
sample
that contains 6 repetitions.
The statistical tests used in the present section are
Shaphiro-Wilk, Levene, ANOVA, Kruskal-Wallis and
a variance. For all the tests, the significance level is
α = 0.05. After the descriptive analysis of the data,
see Figure 8, it is obvious that the cycle time for
the mini-terms with pathology are different compared
with the control or bassal situation. Next subsections
analyze, in detail, each mini-term.
5.1 Robot Motion mini-term Analysis
Table 1: Robot motion mini-term.
n Shapiro −Wilk Variance Mean;Sd
P −Value
C 40 0.8186 0.0005 35.5497;0.0215
P
1
40 0.2150 0.0011 35.5472;0.0336
P
2
40 0.7667 0.0007 35.5496;0.0257
P
3
40 0.7671 0.0013 35.5492;0.0361
P
4
40 0.5451 0.0009 35.5485;0.0302
P
5
40 0.0559 0.0010 46.3314;0.0314
Levene ANOVA
P − value P − value
= 0.0824 < 0.0001
5.1.1 Normality Analysis
Shapiro-Wilk test is used to analyze if the groups fol-
low a normal distribution. Table 1 shows the p-values,
where all of them are meaningful, meaning that each
group, independently of the pathology, is able to be
approximated to a normal distribution.
5.1.2 Homogeneity of Variances
Levene test is used to analyze if there are differences
among variances for the control group and patholo-
gies. As can we see in Table 1, p-values are meaning-
ful meaning that there are no significant differences
among them.
5.1.3 Mean Analysis
After to check that the groups follow a normal distri-
bution and the variances have no significant differen-
ces, ANOVA test can be computed, see Table 1. The
conclusion is that at least two of the six situations are
significativaly different. Tukey’s range test allow us to
check this result as well as to determine which mean
values are different and to sort them, see Figure 9
Therefore, the rule obtained for the mean value is:
µ
C
= µ
P1
= µ
P2
= µ
P3
= µ
P4
< µ
P5
(2)
It means that there are no significant differences
among the mean value without pathology and the
mean time for pathologies P
1
, P
2
, P
3
, P
4
. However
ICINCO 2018 - 15th International Conference on Informatics in Control, Automation and Robotics
48

Figure 8: Descriptive analysis.
Figure 9: Tukey test for the robot motion miniterm.
there are significant diferences with P
5
and can be de-
tected by means of the robot motion mini-term.
5.1.4 Variance Analysis
Although with the Levene test it is possible to con-
clude that there are no significant differences among
variances, for practical purposes, it is observed that
when a pathology exists, the standard deviation also
increases, see Table 1. Therefore, it is possible to
define a contrast hypothesis individually through the
basal variance (0.0005) for each one of the patholo-
gies (σ
2
P
x
> σ
2
P
c
), distributed as a Chi-Squared,
˜
χ
2
n−1
,
to estimate the standard deviation limit that, up to it,
detects a pathology. As a result, if the standard devia-
tion is greater than 0.0254, a pathology is expected.
5.2 Welding Clamp Motion mini-term
Analysis
Table 2: Welding clamp motion mini-term.
n Shapiro −Wilk Variance Mean;Sd
P −Value
C 40 0.5069 0.0000 0.4158;0.0061
P
1
40 0.5727 0.0000 0.4302;0.0060
P
2
40 0.0542 0.0002 1.4087;0.0448
P
3
40 0.0869 0.0000 0.4643;0.0070
P
4
40 0.0040 0.0024 1.5594;0.0489
P
5
40 0.7584 0.0000 0.4185;0.0060
Levene
C, P
1−5
P − value
< 0.0001
Levene ANOVA
C, P
1,3,5
C, P
1,3,5
P − value P − value
< 0.7538 < 0.0001
Levene Kruskal −Wallis
P
2,4
P
2,4
P − value P − value
< 0.0001 < 0.0001
5.2.1 Normality Analysis
Shapiro-Wilk test is used to analyze if the groups have
a normal distribution. As can we see in Table 2, p-
values are meaningful except for P
4
. It means that
it is possible to detect pathology 4 by means of this
criteria.
5.2.2 Homogeneity of Variances
Levene test is used to analyze if there are differences
among variances for the control group and patholo-
gies. As can we see in Table 2, there are no significant
differences for the group {C, P
1
, P
3
, P
5
}. However, cy-
cle times for the group {P
2
, P
4
} do not accomplish this
criteria.
Towards a Knowledge-driven Maintenance Support System for Manufacturing Lines
49

5.2.3 Mean Value Analysis
After to check if the groups have a normal distribu-
tion and if there are significant differences among
variances, ANOVA test is computed just for the
groups that accomplish the applicability criteria, that
is, {C,P
1
, P
3
, P
5
}, see Table 2. The conclusion is that
at least two of the four situations are significativaly
different. Tukey’s range test allow us to check this
result as well as to determine which mean values are
different, see Figure 10.
Figure 10: Tukey test for the clamp motion miniterm.
By means of the Tukey’s range test it is possible
to obtain the next rule;
µ
C
= µ
P
5
< µ
P
1
< µ
P
3
(3)
The other two pathologies, P
2
and P
4
are analyzed
using Kruskal- Wallis, see Table 2. As a conclusion,
pathology P
2
is significantly greater than Pathology
P
4
. Therefore, mean rule for the welding motion mini-
term is;
µ
C
= µ
P
5
< µ
P
1
< µ
P
3
< µ
P
2
< µ
P
4
(4)
5.2.4 Variance Analysis
As can we see at the Levene test, all the groups do not
accomplish homogeneity of variances. However, as in
the robot motion variance analysis, it is observed that
when a pathology exists, the standard deviation also
increases, see Table 2. This fact has a direct relati-
onship with the change point if basal sample variance
is considered as a population sample variance (σ
2
C
).
Therefore, using a contrast hypothesis, σ
2
P
x
6= σ
2
C
, dis-
tributed as a Chi-Squared,
˜
χ
2
n−1
, it is possible to esti-
mate the standard deviation that detect pathologies P
2
and P
4
, that is S
P
x
6∈ [0.0048, 0.0075].
Therefore, the rule obtained for the welding clamp
motion variance values is:
σ
2
C
= σ
2
P
1
= σ
2
P
3
= σ
2
P
5
< σ
2
P
2
< σ
2
P
4
(5)
5.3 Welding Clamp Task mini-term
Analysis
Table 3: Welding clamp task mini-term
n Shapiro −Wilk Variance Mean;Sd
P −Value
C 40 0.9905 0.0001 1.4373;0.0109
P
1
40 0.0102 0.0251 4.0523;0.1585
P
2
40 0.4012 0.0061 1.1391;0.0783
P
3
40 0.8340 0.0001 1.4389;0.0119
P
4
40 0.2287 0.0044 1.2945;0.0665
P
5
40 0.1851 0.0001 1.4489;0.0110
Levene
C, P
1−5
P − value
< 0.0001
Levene ANOVA
C, P
3,5
C, P
3,5
P − value P −value
= 0.788 < 0.0001
Levene ANOVA
P
2,4
P
2,4
P − value P −value
= 0.3105 < 0.0001
5.3.1 Normality Analysis
Shapiro-Wilk test is used to analyze if the groups have
a normal distribution. As can we see in Table 3, p-
values are meaningful except for P
1
. Therefore, it is
possible to detect P
1
by means of this criteria.
5.3.2 Homogeneity of Variances
Levene test is used to analyze if there are differen-
ces among variances for the control group and patho-
logies. As can we see in Table 2, there are signifi-
cant differences among {C, P
1
, P
2
, P
3
, P
4
, P
5
}. Howe-
ver, following the descriptive analysis depicted in Fi-
gure 8, the analysis is repeated splitting the groups in
two groups, G
1
= {C,P
3
, P
5
} and G
2
= {P
2
, P
4
}. As
can we see in Table 3, Levene test is accomplished in
both cases.
5.3.3 Mean Value Analysis
Following the same steps of the previous subsection,
ANOVA test is applied following the same group di-
ICINCO 2018 - 15th International Conference on Informatics in Control, Automation and Robotics
50

Table 4: Rules for the Knowledge-driven MSS. Welding station case.
mini-term mean rules variance rules Stand. desv. rules normality rule
Robot Motion µ
C
= µ
P1
= µ
P2
= µ
P3
= µ
P4
< µ
P5
− − − S > 25.4 · 10
−3
→ All − − −−
Welding Motion µ
C
= µ
P5
< µ
P1
< µ
P3
< µ
P2
< µ
P4
σ
2
C
= σ
2
P1
= σ
2
P3
= σ
2
P5
< σ
2
P2
< σ
2
P4
S 6∈ [47 · 10
−4
74 · 10
−4
] → P
2
, P
4
P4 f ail
Welding task µ
P2
< µ
P4
< µ
C
= µ
P3
< µ
P5
< µ
P1
σ
2
C
= σ
2
P3
= σ
2
P5
< σ
2
P2
= σ
2
P4
< σ
2
P1
S > 12.9 · 10
−3
→ P
1
, P
2
, P
4
P1 f ail
vision, see Table 3. For both groups G
1
, G
2
, the con-
clusion is that at least two situations are significativaly
different. Figure 11 and figure 12 show the Tukey test
result.
Figure 11: Tukey test for the clamp task mini-term, G
1
.
Figure 12: Tukey test for the clamp task mini-term, G
2
.
Therefore, the rule obtained for the welding clamp
motion mean values is:
µ
P
2
< µ
P
4
< µ
C
= µ
P
3
< µ
P
5
< µ
P
1
(6)
5.3.4 Variance Analysis
As in the previous variance analysis, it is observed
that when a pathology exists, the standard deviation
also increases, see Table 3. This fact has a direct
relationship with the change point if bassal sample
variance is considered as a population sample vari-
ance (σ
2
C
). Therefore, using a contrast hypothesis,
σ
2
P
x
6= σ
2
C
, distributed as a Chi-Squared,
˜
χ
2
n−1
, it is
possible to estimate the standard deviation that detect
pathologies. In this case, if S
x
> 0.0129254 indicates
that P
1
, P
2
or P
4
are occurring.
With this, the rule obtained for the welding clamp
motion variance values is:
σ
2
C
= σ
2
P
3
= σ
2
P
5
< σ
2
P
2
= σ
2
P
4
< σ
2
P
1
(7)
5.4 Rules for the Knowledge-driven
MSS. Welding Station Case
A summary of the statistical rules obtained in the pre-
sent section is shown in Table 4. the first two columns
are rules that classify mean and variance values ac-
cording to the pathology. Column four shows thres-
hold values to determine if there are pathologies or
not and the last column shows extra rules like for in-
stance, when pathology 4 occurs, the data do not pass
the normality test.
Real-time Knowledge-driven DSS could use the
rules shown in Table 4 to determine if there is some
kind of pathology or not and even to determine which
kind of pathology is occurring during normal pro-
duction.
6 DETERIORATION EFFECT IN
THE PRODUCTION RATE. A
NUMERICAL SIMULATION
The goal of the present section is to answer the que-
stion, How it affects to the production rate?. As can
we see in the previous section, when the change point
occurs, the cycle time, and then the mini-term, incre-
ase but, how it affects to the production rate?. The
present analysis is focused in the welding line located
at Ford Almussafes, Valencia, and the goal is to de-
termine How many Jobs per Hour (JPH) are lost after
change point.
Towards a Knowledge-driven Maintenance Support System for Manufacturing Lines
51
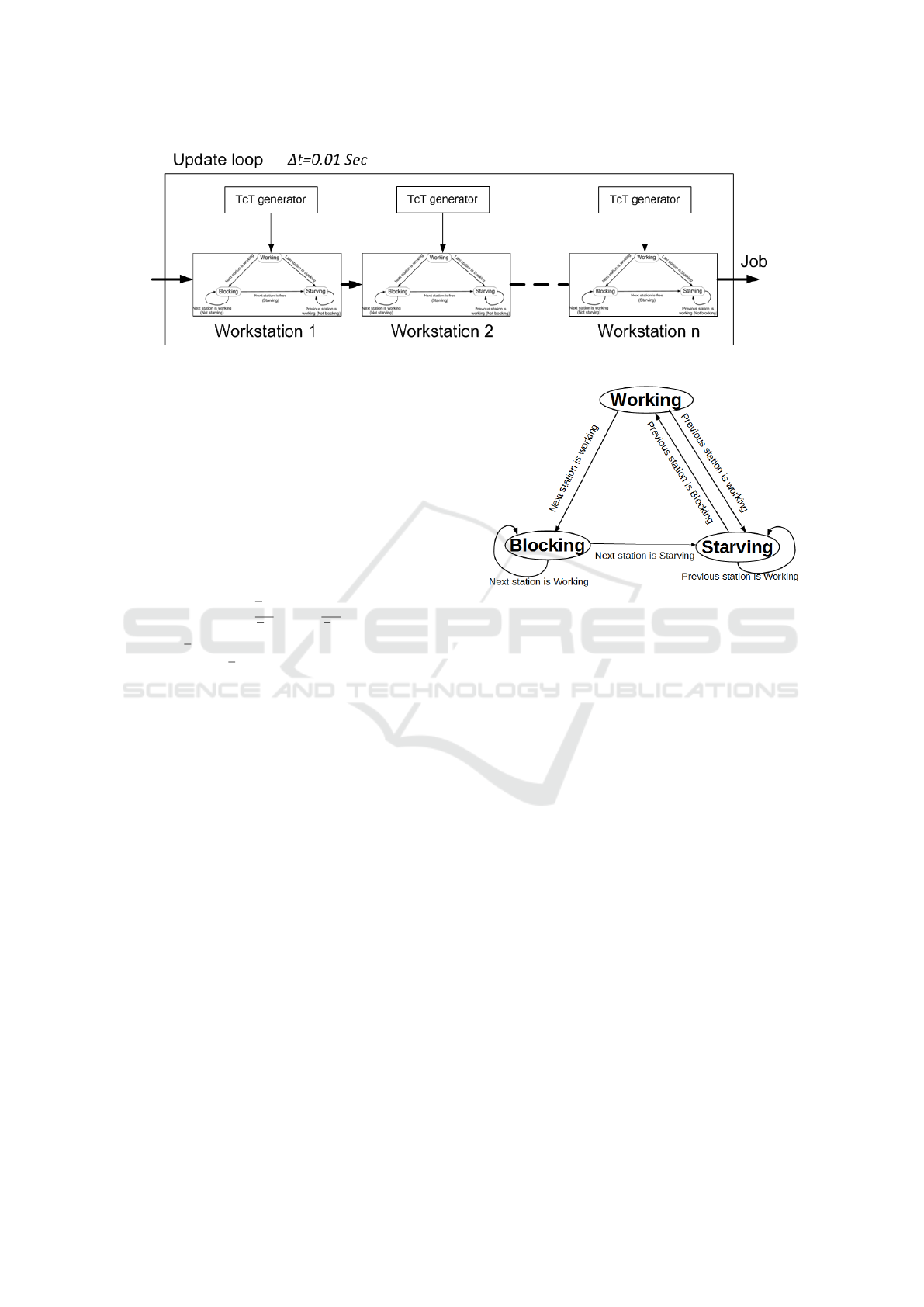
Figure 13: Welding line simulation.
6.1 Welding Line Modelling
The welding line was modeled taking into account the
mini-terms subdivision. that is, the motion of the ro-
bot arm (the time that the robot is in movement), and
the number of welding point for all the 68 different
models and variants, see (E.Garcia, 2016), Anex 4. In
order to adapt the time of each robot is in movement
with the experimental results, thus are recomputed in
cycle time per second, by means of the next equati-
ons;
x
P
x
=
x
P
x
x
C
;S
P
x
=
S
P
x
x
C
(8)
Where x
C
is the mean value without pathology
(Control test) and x
P
x
is the mean value for the x pat-
hology. Also in (E.Garcia, 2016), Anex 4, there is
the offset, time that a particular robot is awaiting for
another robot in the same workstation and the trans-
fer time, the required time to move the car body to the
next workstation, (12 seconds). With this model and
using a computer simulation explained below, the pro-
ductivity rate was re-computed in, (E.Garcia, 2016),
taking into account the variability and the production
schedule.
6.2 Welding Line Simulation
The common way to simulate a production line is to
use a simplified machine state, see Figure 14, with
three possible states, Working, Starving and Blocking.
First of all, let us to define a serial production line
with three stations, a,b and c, that are chained in this
order. If station b is in Working state and the work is
finished, it checks station c, if it is in Starving state,
the finished part of product is delivered to it and sta-
tion b is free to receive another job. If station c is in
Working state when station b finishes its work, station
b changes its state to Blocking, blocking itself until
station c is free. If station b is free to receive another
part, it checks the previous station. If station a is in
Figure 14: Simplified state machine.
Working state, station b changes to Starving state wai-
ting until station a has a part to work on. If station a
is in Blocking state, station b receives the part so, the
state of station b changes to Working and the state of
station a changes to Starving. When simulation starts,
every station state is set to Starving, until the first sta-
tion is set to Working state. The simulation loop runs
at predefined step time (t). For each step time, the cy-
cle time of each workstation decreases until the cycle
time is zero, meaning that the work is finished and the
events are triggered.
In order to simulate the welding line, a chain state
machine simulator is developed, see Figure 13. The
loop is updated with an incremental time of 0.01 se-
conds. When the cycle time is finished in a particu-
lar workstation, a new cycle time is computed for the
next part, taking into account the car model that will
be manufacture in the next cycle. It is important to
point out that there are different mini-terms and repe-
titions of each one for each particular car model deve-
loped in a welding line, see figure 16.
In the simulated welding line, a job is always per-
formed in the first workstation, so that the blocking
state cannot be reached in the first station. In addition,
all the finished jobs in the last workstation are retired,
so that the Starving state cannot be reached in the last
workstation. The loop starts with all the stations in
the Blocking state.
ICINCO 2018 - 15th International Conference on Informatics in Control, Automation and Robotics
52
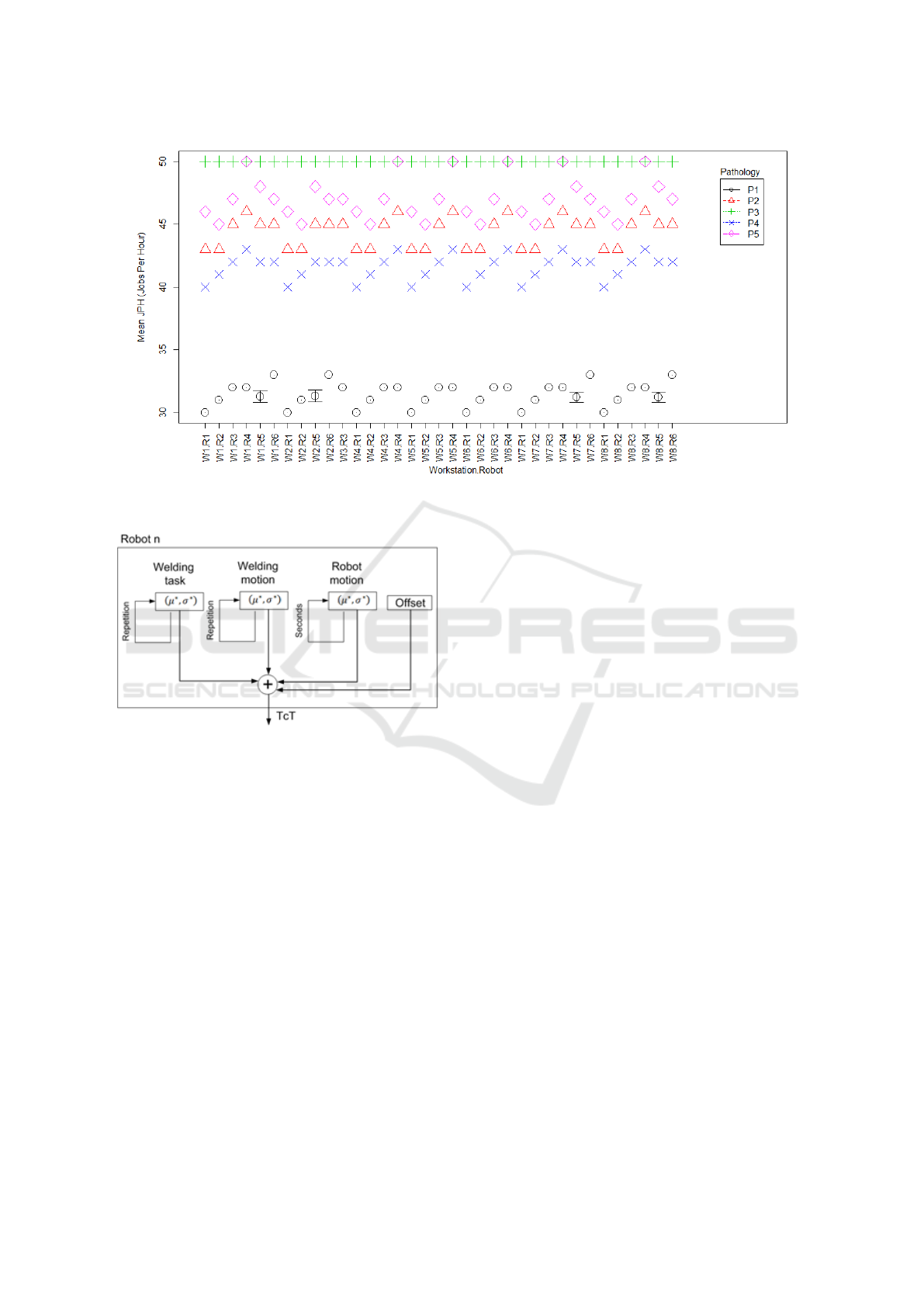
Figure 15: JPH VS Pathologies VS Welding station.
Figure 16: Cycle time computation for each welding unit.
The cycle time for each workstation is the max-
imum cycle time of each welding station that works
in parallel, indicating the slower welding unit and the
bottleneck in a particular workstation.
6.3 Simulation Results
Figure 15 shows the simulation results. As can we
expect, there are a variability between pathologies.
While Pathology 3 has a neglictible effect, nearly to
the ERR of the line, pathology 1 has a deep effect,
reducing the production rate around 32 JPH. Also the
simulation results shows the variability if the patho-
logy apperas in a different welding station, around 4
JPH. This behaviour is due to the dynamic behaviour
of the bottleneck.
The information provided by the simulation could
be useful to prioritize the maintenance tasks after
change point, with the goal to minimize the loss of
productivity.
7 CONCLUSIONS AND FUTURE
WORKS
This paper shows how to design a Knowledge-driven
Maintenance Support System (MSS) to prognosticate
breakdowns in production lines. The system is based
on the sub-cycle time (mini-terms) monitorization and
statistical analysis of the data obtained in the experi-
ments allowing us to define the rules that govern the
decisions for the real-time Knowledge-driven MSS.
By means of the same statistical analisys and a nu-
merical simulation techniques, it is possible to know
the loss of production rate produced after the change
point. Not only does it allow to predict breakdowns
but it also allows to know the loos of productivity pro-
duced by each pathology.
Our immediate future work is to connect the
Knowledge-driven MSS to the real welding line.
Starting from the initial configuration defined here,
Knowledge-driven MSS could be continuously enri-
ched, tuning the thresholds values and adding new
pathologies and rules to the system. Real-time nume-
rical simulation will allow us to prioritize the mainte-
nance tasks with the goal to minimize the impact in
the production rate.
Moreover, the remaining useful life estimation
(RUL) for each component after change point is anot-
her fact that the Knowledge-driven MSS could learn,
giving an accurate breakdown prognostic and allo-
wing the maintenance team to schedule maintenance
tasks by another priority criteria.
Towards a Knowledge-driven Maintenance Support System for Manufacturing Lines
53

ACKNOWLEDGEMENTS
The authors wish to thank Ford Espa
˜
na S.L and in
particular Almussafes Factory for the support in the
present research.
REFERENCES
A.Chakir (2016). A decision approach to select the best
framework to treat an it problem by using multi-agent
system and expert systems. Advances in Ubiquitous
Networking, pages 499–511.
A.K.S.Jardine, D. and D.Banjevic (2006). A review on
machinery diagnostics and prognostics implementing
condition-based maintenance. . Mechanical Systems
and Signals processing, 20(7):1483–1510.
E.Garcia (2016). Anlisis de los sub-tiempos de ciclo tcnico
para la mejora del rendimiento de las lneas de fabrica-
cin. PhD.
E.Garcia and N.Montes (2017). A tensor model for automa-
ted production lines based on probabilistic sub-cycle
times. Nova Science Publishers, 18(1):221–234.
H.R.Nemati (2002). Knowledge warehouse: an architec-
tural integration of knowledge management, decision
support, artificial intelligence and data warehousing.
Decision Support Systems, 33(2):143–161.
K.L.Son (2013). Remaining useful life estimation based on
stochastic deterioration models: A comparative study.
Reliability Engineering and System Safety, 112:165–
175.
L.Li, Q. and J.Ni. (2009). Real time production im-
provement through bottleneck control. International
Journal of production research, 47(21):6145–6158.
M.Chergui (2016). A decision approach to select the best
framework to treat an it problem by using multi-agent
systems and expert systems. Advances in Ubiquitous
Networking, pages 499–511.
M.Murthadha (2013). Knowledge-driven decision support
system based on knowledge warehouse and data mi-
ning for market management. Journal of Management
and Business Research, 13(10):2249–4588.
M.Negnevitsky (2005). Artificial intelligence: a guide to
intelligent systems. pearson Education.
R.R.Deshpande (2016). Knowledge-driven decision sup-
port for assessing dose distributions in radiation ther-
apy of head and neck cancer. International Jour-
nal of Computational assistant in Radiology Surgery,
11(11):2071–2083.
S.H.Muhammad (2017). Decision support system classifi-
cation and its application in manufactoring sector: A
review. Jurnal Teknologi, 79(1):153–163.
X.Zhao (2014). Localized structural damage detection: A
change point analysis. Computer-Aided Civil and In-
frastructure Engineering, 29:416–432.
X.Zhao (2018). Optimal replacement policies for a shock
model with a change point. Computers & Industrial
Engineering, 118:383–393.
ICINCO 2018 - 15th International Conference on Informatics in Control, Automation and Robotics
54
