
DEFECT-RELATED KNOWLEDGE ACQUISITION FOR
DECISION SUPPORT SYSTEMS IN ELECTRONICS ASSEMBLY
Sébastien Gebus and Kauko Leiviskä
Control Engineering Laboratory, Department of Process and Environmental Engineering
University of Oulu, P.O. Box 4300, FIN-90014 Oulu, Finland
Keywords: Decision support system, knowledge acquisition, quality, optimization, traceability, feedback.
Abstract: Real-time process control and production optimization are extremely challenging areas. Traditional
approaches often lack in robustness or reliability when dealing with incomplete, inaccurate, or simply
irrelevant data. This is a major problem when building decision support systems especially in electronics
manufacturing, where blind feature extraction and data mining methods on large databases are common.
Performance of these methods can be drastically increased when combined with knowledge or expertise of
the process. This paper describes how defect-related knowledge on an electronic assembly line can be
integrated in the decision making process at an operational and organizational level. It focuses in particular
on the acquisition of shallow knowledge concerning everyday human interventions on the production lines,
as well as on the conceptualization and factory wide sharing of the resulting defect information. Software
with dedicated interfaces has been developed for that purpose. Semi-automatic knowledge acquisition from
the production floor and generation of comprehensive reports for the quality department resulted in an
improvement of the usability, usage, and usefulness of the decision support system.
1 INTRODUCTION
A decision support system (DSS) can be defined as
“an interactive, flexible, and adaptable computer-
based information system, especially developed for
supporting the solution of a non-structured
management problem for improved decision
making. It utilizes data, provides an easy-to-use
interface, and allows for the decision maker’s own
insights” (Turban, 1995). Data, however, does not
exist naturally in a factory; it has to be collected,
stored, prepared, and eventually mined. Morover, it
might be incomplete, inaccurate, or simply irrelevant
to the problem that is being investigated thus leading
to the inability of decision makers to efficiently
diagnose many malfunctions, which arise at
machine, cell, and entire system levels during
manufacturing operations (Özbayrack & Bell, 2002).
These difficulties might be overcome by taking into
consideration knowledge about the environment, the
task, and the user (Gebus, 2006).
Knowledge-based approach takes advantage of
the fact that it is the people operating the process
who are most likely to have the best ideas for its
improvement. It is through the integration of these
ideas into the problem solving approach that a
solution for long term process improvement can be
found (Seabra Lopes & Caraminha-matos, 1995).
Additionally, as the use of knowledge and more
generally qualitative information better explains the
relationships between input process settings and
output response, it is well indicated for improving
the understanding and usability of DSS (Spanos &
Chen, 1997). In this paper, we shall examine the
possibility to integrate knowledge in general, and
especially shallow knowledge, into the decision
making process. Section 2 presents the problematic
related to knowledge acquisition and knowledge-
related improvements in man/machine interractions.
Section 3 presents our contribution to that field
through a case study that is followed by a discussion
on the results and the conclusion.
2 KNOWLEDGE ACQUISITION
Unlike data, knowledge does exist naturally in the
factory, but collecting and interpreting it constitutes
a major issue when building knowledge-based DSS.
270
Gebus S. and Leivisk
¨
a K. (2007).
DEFECT-RELATED KNOWLEDGE ACQUISITION FOR DECISION SUPPORT SYSTEMS IN ELECTRONICS ASSEMBLY.
In Proceedings of the Fourth International Conference on Informatics in Control, Automation and Robotics, pages 270-275
Copyright
c
SciTePress

These tasks commonly carried out by a knowledge
engineer are often referred to as the bottleneck in the
expert system development (Feigenbaum &
McCorduck, 1983).
First and main obstacle is the knowledge
engineering paradox (Liebowitz, 1993). Knowledge
and skills that constitute expertise in a particular
domain is tacit. Furthermore, the more competent
experts become, the less able they are to describe
how they solve problems. Another contribution to
the bottleneck is the lack of willingness to share
knowledge. It is often said that knowledge is power
and people can be reluctant to give up what makes
them inexpendable (Verkasalo, 1995). Finally,
knowledge availability constitutes another obstacle
as experts are not always known and have little time
to spare. Additionally, today’s global working
conditions make it hard reaching experts located at
the other end of the world or across the street at the
subcontractor’s plant. Distributed decision making
becomes therefore a major issue (Verkasalo, 1995).
Currently, face to face discussions are still the
most widely used way of transferring knowledge as
they have the ability to make tacit knowledge more
explicit by allowing the expert to provide a context
to his actions. But expert interviews and other
manual techniques are not always possible and
depend very much on the knowledge engineer’s own
understanding of the domain. The challenge in a
global company is therefore to develop tools and
methods that enable experts to be their own
knowledge engineers. Three topics are commented
upon here: knowledge representation, automatic
knowledge extraction and the user interface.
2.1 Knowledge Representation
Experts reasoning is often incomplete and not
suitable for machine processing. Creating the proper
ontology is therefore an essential aspect of sharing
and manipulating knowledge. Based on the notion
that different problems can require similar tasks, a
number of generic knowledge representations have
been constructed, each having application across a
number of domains (Holsapple et al., 1989).
Common classes of knowledge representations are
logic, semantic network, or production rules.
Computer programs can use forms of concept
learning to extract from exemples structural
descriptions that can support different kinds of
reasoning (MacDonald & Witten, 1989). More
generally, automatic elicitation of knowledge, if
possible, offers great advantages in terms of
knowledge database generation.
2.2 Automatic Knowledge Extraction
Automatic knowledge extraction methods make it
possible to build a knowledge base with no need for
a knowledge engineer and only very little need for
an expert, for example by using case-based
reasoning. This poses however a knowledge
acquisition dilemma: If the system is ignorant, it
cannot raise good questions; if it is knowledgeable
enough, it does not have to raise questions. Scalable
acquisition techniques such as interview
metasystems (Kawaguchi et al., 1991) or
interviewing techniques using graphical data entry
(Gaines, 1993) can help overcoming this difficulty.
Because the domain knowledge is often very
specific, knowledge acquisition is a labor-intensive
task. For that reason, generic acquisition shells have
been developed (Chien & Ho, 1992) and extended
with methods for updating incomplete or partially
incorrect knowledge bases (Tecuci, 1992) (Su et al.,
2002). The work has also been facilitated by studies
on the automatic acquisition of shallow knowledge,
which is the experience acquired heuristically while
solving problems (Okamura et al., 1991), or by
compensating for the knowledge engineer’s lack of
domain knowledge, so that the resulting knowledge
base is accurate and complete (Fujihara et al., 1997).
2.3 User Interface
In DSS users are often presented with an exhaustive
amount of data upon which they have to make
decision without necessarily having the proper
understanding or knowledge to do so. The user
interface (UI) is the dialogue component of a DSS
that facilitates information exchange between the
system and its users (Bálint, 1995).
The choice of an interface depends on many
factor, but there are only few reasons for its
inadequacy (Norcio & Stanley, 1989). Mainly, the
UI is often seen as the incidental part of the system.
Consequently it is not well suited to the system or to
the user, and more often to neither. Usability can be
seen as the degree to which the design of a particular
UI takes into account the psychology and physiology
of the users, and makes the process of using the
system effective, efficient and satisfying.
For its response to be understandable, a DSS
should be able to tailor its response to the needs of
the individual. UI adaptability can be achieved by
mapping user’s actions to what they intend to do
(Eberts, 1991) or need (Lind et al., 1994). This can
undermine however the user’s confidence in the
information given to him. Adaptability can therefore
DEFECT-RELATED KNOWLEDGE ACQUISITION FOR DECISION SUPPORT SYSTEMS IN ELECTRONICS
ASSEMBLY
271
be applied to the content instead of the interface
itself by increasing the ability of a DSS to explain
itself for example by using graphical hierarchies
instead of the equivalent flat interface to describe the
structure of a rule base (Nakatsu & Benbasat, 2003).
Different planning and design methodologies
have been developed to insure that user
specifications are taken into consideration (Wills,
1994) (Balasubramian et al., 1998) (McGraw, 1994).
The following steps, also used in the case study, aim
to build a separate methodology to develop user
interfaces for knowledge acquisition:
• Identify and characterize the real users;
• Define a work process model;
• Definition of a general fault model;
• Design of a prototype, and
• Test, debugging, and redesign.
3 CASE STUDY
The electronic subcontractor involved in this case
study is lacking the resources for long-term process
improvement. Process control is left to the operators
who make adjustments only based on experience and
personal knowledge of the production line. Thus
tuning of the system and consequent quality of the
product depend very much on human interpretation
of machine problems. A DSS integrating this
“know-how” could lower the variability inherent to
human choices and greatly improve the efficiency of
any response when a problem occurs.
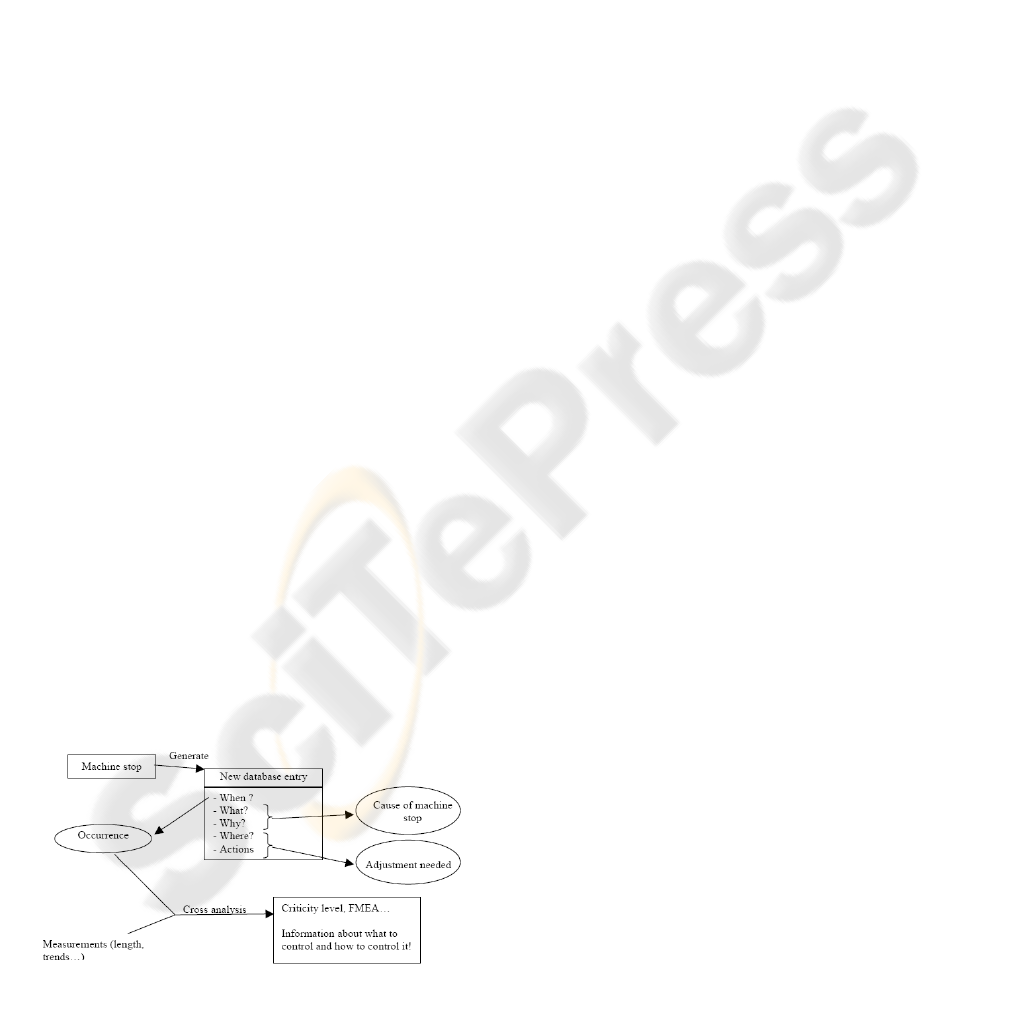
The proposed DSS tries to provide understanding
and formalization of the parameters influencing the
quality of the products, which are needed to improve
the operative quality. Traceability in terms of know-
how from the production floor is achieved through
an Expert Knowledge Acquisition System (EKCS)
recording the main breakdown information. Cross-
analysis of the subsequent enriched information with
measurement data can then improve the ability to
control the production as described in Figure 1.
3.1 Prototype Version
The approach based on fast prototyping has already
been described (Gebus, 2006). It is well suited for
creating tools that are both user and context specific.
This section serves as a reminder of the main points
and conclusions concerning the prototype version.
Line operators are the main users and knowledge
providers of the DSS, whereas quality engineers are
interested in getting knowledge in a way, which is
most suitable for a comparative analysis with
measurement data. The process model describes the
interactions between the process and the knowledge
sources. The fault model analyzes the cause and
effect relationships in the process model. Finally, a
prototype interface is designed to guide the operator
through the knowledge acquisition process using
pictures of the product and check boxes representing
the different cells of the production line. Fault
information is entered manually.
Prototype versions are time consuming but have
the advantage to allow the identification of problems
that the knowledge engineer would otherwise be
unaware of. All these problems can then be
addressed when designing a more complete version.
3.2 Final Version
3.2.1 Axes of Improvement
Based on the feedback from the test period, three
different user-oriented axes of improvement were
identified, Usability, Usefulness, and Usage (3U).
Usability concerns mainly knowledge input that
needs to be simpler, faster, and more intuitive. The
input method also has to favor system portability as
equipment is in constant evolution. In this context,
checkboxes that affect the appearance of the UI are
confusing and are replaced by clickable areas on
digital photographs of the production line and cells.
A defect is located by zooming in on an area, which
is linked to a list of problems and corrective actions.
This approach enables the needed flexibility and
portability while keeping the environment and the
interface very familiar, resembling a factory floor.
Usefulness probably is the most important target
of any system. However, experience has shown that
a system aimed at simplifying operators’ work, but
updated by design engineers, does not have any
long-term continuity. Motivating every single user
of the system into actually using is achieved by
transforming the DSS from a simple fault collecting
system to a factory wide information sharing system
providing user-specific levels of added value.
Figure 1: Flowchart representing the Expert Knowledge
Ac
q
uisition S
y
ste
m
.
ICINCO 2007 - International Conference on Informatics in Control, Automation and Robotics
272
Improved usage is consequent to improved
usefulness. Defect information is sent back to the
operators in forms that can be used during meetings
to discuss encountered production problems. In the
same way, quality engineers are more inclined to use
a system that automates some of their tasks and
provides information tailored to their needs it.
3.2.2 Overall Structure
In addition to specific interfaces for operators and
quality engineers, a dedicated UI has been created
for updating the system. As an information sharing
system benefiting all the users, Figure 2 shows only
closed loops of information flows. Operators provide
defect information stored in a database. The quality
department can access any relevant historical data to
produce statistical information. After analysis,
quality feedback is generated and sent back to the
production line. An administrator uses defect
information only casually for updating the system.
From the practical point of view, the three
interfaces use a unique database allowing an
automatic and immediate update of the system. This
database is stored on a SQL server providing the
needed flexibility that was missing in the prototype
version. Such a structure enables storing not only
information about date, time, defect and corrective
actions, but also all the settings relative to a certain
production line. This was added in order to make the
administrator interface a fully integrated subsystem.
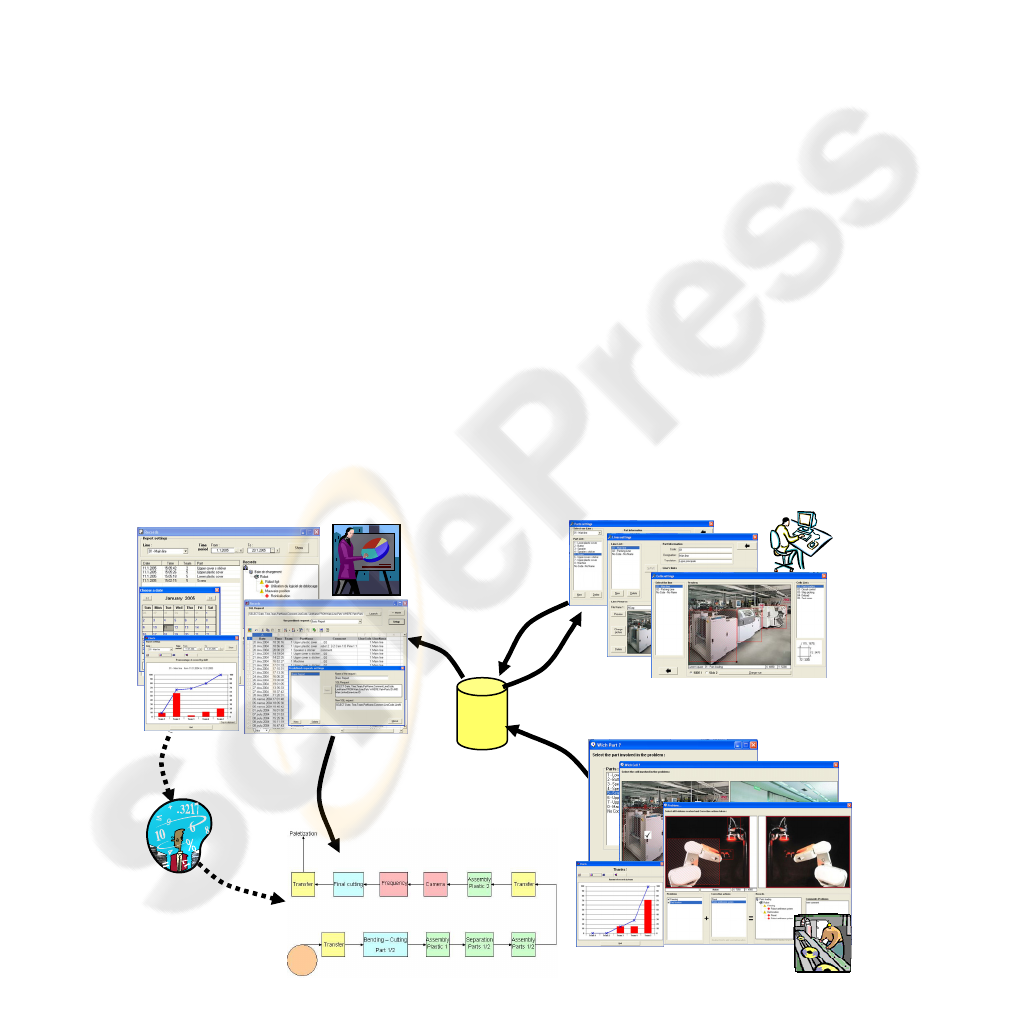
3.2.3 Some Features in Details
The administrator interface was designed so that
new setups can be created easily. Updating is done
by selecting digital photographs of the production
lines and cells, and creating clickable areas that are
then linked to defect types and possible solutions.
Concerning the operator interface, emphasis has
been put on simplicity and intuitiveness. Setup
options are limited to choosing the database location
and selecting the current line. This is done only once
when the DSS is implemented on a new production
line or when the digital photographs are updated. In
normal use, data input is done by choosing the
product part from a list, and choosing the defect area
by zooming in on the pictures as in Figure 3. The list
of known causes and corrective actions is made
available as well as a comment window in case of
unreferenced problems. Selection of causes and
actions generates automatically a decision tree and
updates charts representing short-term quality and
usage information.
The supervisor interface is more complex and
offers three main options as shown in Figure 4.
Similar reporting capability as in the operator
interface is available, but with no limitations in time.
Long-term trends can be visualized from historical
data. Furthermore, advanced database exploration
properties have been added. Customizable SQL
requests can be created and run on the entire
database before exporting the result to other
software.
Production Line
Data
base
Defect
information
O
p
erator
Statistical
information
Qualit
y
De
p
artment
Defect
information
New
setups
Administrator
Feedback
control
Control
Algorithms
Quality
feedback
Actions can be
taken to improve
production
Figure 2: General structure of the DSS with information flows between the different entities.
DEFECT-RELATED KNOWLEDGE ACQUISITION FOR DECISION SUPPORT SYSTEMS IN ELECTRONICS
ASSEMBLY
273

4 RESULTS AND DISCUSSION
During the testing of the prototype version 183
machine stops occurred, out of which only 70 were
commented on representing therefore a usage rate of
38%. After having made the modifications, the final
version started to be used in a systematic way at
different levels of the company, thus promoting
employee involvement towards quality issues. Line
operators, in particular, not only increased the usage
rate to nearly 100%, but extend that use to their
weekly quality meetings. For them the increased
usage has been triggered by an improved usefulness.
The acceptation level for this new tool is based
on fully graphical interactions and digital pictures.
These enable quick updates of the system while
keeping a familiar framework. It also shows that in
order to satisfy the user needs, the real challenge for
an adaptable interface is not to evolve with the
problem, but rather to remain static while presenting
an evolving situation.
The new systems enables the cross analysis of
data and expert information, which is a prerequisite
for developing feedback control policies that will
lead to a more efficient factory-wide knowledge and
defect management.
The supervisor interface in
particular can be the backbone for implementing
monitoring and control algorithms. It has shown that
any kind of previously stored data can not only be
easily accessible, but also be processed by any
chosen algorithm and the results can be sent back in
various forms (charts, decision trees etc.).
One can also imagine replacing manual feedback
with control algorithms generating automatic
feedback control. This is not possible in the current
state of the system as proper actuators necessary to
transform information into action on the production
line are missing. Even if they did exist, automatic
feedback control would still be highly dependent on
line technology and therefore not portable.
5 CONCLUSION
When building a knowledge-based system, the
approach that is used has to be very human oriented.
Defining the right interfaces for real-time knowledge
acquisition can be a major problem. They have to be
adapted to users with various degrees of knowledge.
In addition to this, the complexity of any interface
must be sufficient enough to catch the full scope of
information, but simultaneously keep the data
extraction process as simple as possible.
The general process for designing a knowledge
acquisition interface applied to this case study
presents the different tasks that have been
undertaken and the problems encountered. Unlike
traditional design techniques that emphasize doing it
right the first time, the 3U approach proposed in this
section leads to a better match with user concerns.
Knowledge acquisition software has been
implemented on the production floor in a factory
producing components for the electronics industry.
Based on a test period, the knowledge gained from
the use of this tool enabled defect classification and
standardization. This is the first step towards cross
analysis with monitored parameters from the
production floor, leading eventually to on-line fault
diagnosis.
REFERENCES
Balasubramanian, V., Turoff M., Ullman, D., 1998, A
Systematic Approach to Support the Idea Generation
Phase of the User Interface Design Process. 31st
Hawaii Int. Conf. on System Sciences. vol. 6, pp. 425 –
434.
Bálint, L., 1995, Adaptive Interfaces for Human-Computer
Interaction: A Colorful Spectrum of Present and
Future Options. IEEE Int. Conf. on Systems, Man and
Cybernetics. vol. 1, pp. 292 – 297.
Chien, C.C., Ho, C.S., 1992, Design of a Generic
Knowledge Acquisition Shell. IEEE Int. Conf. on
Tools with AI. pp. 346 – 349.
Eberts, R., 1991, Knowledge Acquisition Using Neural
Networks for Intelligent Interface Design. IEEE Int.
Conf. on Systems, Man, and Cybernetics. vol.2, pp.
1331 – 1335.
Feigenbaum, E.A., McCorduck, P., 1983, The fifth
generation: artificial intelligence and Japan's
computer challenge to the world. Addison-Wesley
Longman Publishing Co.
Fujihara, H., Simmons, D.B., Ellis, N.C., Shannon, R.E.,
1997, Knowledge Conceptualization Tool. IEEE
Transactions on Knowledge and Data Engineering
9(2): 209 – 220.
Figure 3: Interface for fault selection.
ICINCO 2007 - International Conference on Informatics in Control, Automation and Robotics
274

Gaines, B.R., 1993, Eliciting Knowledge and Transferring
it Effectively to a Knowledge-Based System. IEEE
Transactions on Knowledge and Data Engineering
5(1): 4 – 14.
Gebus, S., 2006, Knowledge-Based Decision Support
Systems for Production Optimization and Quality
Improvement in the Electronics Industry. Oulu
university press.
Holsapple, C.W., Tam, K.Y., Whinston, A.B., 1989,
Building Knowledge Acquisition Systems – A
Conceptual Framework. 22nd Hawaii Int. Conf. on
System Sciences. vol. 3, pp. 200 – 210.
Kawaguchi, A., Motoda, H., Mizoguchi, H.R., 1991,
Interview-Based Knowledge Acquisition Using
Dynamic Analysis. IEEE Expert: 47 – 60.
Liebowitz, J., 1993, Educating Knowledge Engineers on
Knowledge Acquisition. IEEE Int. Conf. on
Developing and Managing Intelligent System Projects.
pp. 110 – 117.
Lind, S., Marshak, W., 1994, Cognitive Engineering
Computer Interfaces: Part 1 – Knowledge Acquisition
in the Design Process. NAECon 1994 Conf. vol.2, pp.
753 – 755.
MacDonald, B.A., Witten, I.H., 1989, A Framework for
Knowledge Acquisition through Techniques of
Concept Learning. IEEE Transactions on Systems,
Man, and Cybernetics 19(3): 499 – 512.
McGraw, K.L., 1994, Knowledge Acquisition and
Interface Design. Software, IEEE 11(6): 90 – 92.
Nakatsu, R.T., Benbasat, I., 2003, Improving the
Explanatory Power of Knowledge-Based Systems: An
Investigation of Content and Interface-Based
Enhancements. IEEE Transactions on Systems, Man,
and Cybernetics 33(3): 344 – 357.
Norcio, A.F., Stanley, J., 1989, Adaptive Human-
Computer Interfaces: A Literature Survey and
Perspective. IEEE Transactions on Systems, Man, and
cybernetics 19(2): 399 – 408.
Okamura, I., Baba, K., Takahashi, T., Shiomi, H., 1991,
Development of Automatic Knowledge-Acquisition
Expert System. Int. Conf. on Industrial Electronics,
Control and Instrumentation. vol.1, pp. 37 – 41.
Seabra Lopes, L., Camarinha-Matos, L.M., 1995, A
Machine Learning Approach to Error Detection and
Recovery in Assembly. IEEE/RSJ Int. Conf. on
Intelligent Robots and Systems. vol. 3, pp. 197 – 203.
Spanos, C.J., Chen, R.L., 1997, Using Qualitative
Observations for Process Tuning and Control. IEEE
Transactions on Semiconductor Manufacturing 10(2):
307 – 316.
Su, L.M., Zhang, H., Hou, C.Z., Pan, X.Q., 2002,
Research on an Improved Genetic Algorithm Based
Knowledge Acquisition. 1st Int. Conf. on Machine
Learning and Cybernetics. pp. 455 – 458.
Tecuci, G.D., 1992, Automating Knowledge Acquisition
as Extending, Updating, and Improving a Knowledge
Base. IEEE Transactions on Systems, Man, and
cybernetics 22(6): 1444 – 1460.
Turban, E., 1995, Decision support and expert systems:
management support systems. Englewood Cliffs, N.J.,
Prentice Hall.
Verkasalo, M., 1997, On the efficient distribution of expert
knowledge in a business environment. Oulu university
press.
Wills, C.E., 1994, User Interface Design for the Engineer.
Electro/94 International Conference.
Özbayrak, M., Bell, R., 2003, A Knowledge-based
decision support system for the management of parts
and tools in FMS. Decision Support Systems 35(4):
487 – 515.
Reports with no limitations in time
and the possibility to edit the
information given by operators
Customizable SQL requests and
p
ossibility
t
o export data to othe
r
software
Same charts as for operators bu
t
without limitations in time
Figure 4: Structure of the supervisor interface.
DEFECT-RELATED KNOWLEDGE ACQUISITION FOR DECISION SUPPORT SYSTEMS IN ELECTRONICS
ASSEMBLY
275
