
Implementation of Task Routing on SCADA-Based Modular
Production System Using Topkapi Vision Software
Pipit Anggraeni
a
, Abdur Rohman Harits Martawireja
b
and Watsabbit Ala Hudalloh
Manufacture Automation & Mechatronics Engineering Department, Bandung Polytechnic for Manufacturing,
Jl. Kanayakan no.21, Bandung, Indonesia
Keywords: Supervisory Control Theory, Task Routing System, Modular Production System, Topkapi Vision.
Abstract: Task Routing System (TRS) applies a series of routes created on the station module in carrying out products
to work efficiently in terms of time and safe operation. The system creates to know the value of process time
and the level of security when simulating a production line on MPS. The station module on this system is a
Modular Production System (MPS) that works with sub-module stations with different interfaces and controls
production simulations. The test results consist of 4 routes. The first route, testing – pick & place - handling
- storing - separating obtained an average time of 507.3 seconds and had 1 unsafe condition. A second route,
testing - handling - storing - separating - pick & place gets an average time of 481.6 seconds and had 2 unsafe
conditions. A third route, testing - storing - separating - pick & place - handling got an average time of 434.3
seconds and had 3 unsafe conditions. A fourth route, testing – pick & place - storing - separating - handling
takes an average time of 443.3 seconds and had no unsafe conditions. So the recommendation of task routing
on the MPS station used is on route 4.
1 INTRODUCTION
The application of technology has been widely
applied in the industrial field, but there are still those
who use simple or conventional technology so it
requires a lot of energy, takes a lot of time and the
results are limited (Setiawan, 2012). Then the
development of technology in the industry at this time
is so fast and followed by an increasingly high level
of competition. One of the technologies that are
progressing is automation technology. The
development of automation systems aims able to
guarantee the quality of products produced, reduce
production time, and reduce costs for human labour
so that the demands of the production process more
quickly and efficiently can be achieved (Mandala et
al., 2015). One of the automation technologies used
by most industries is the Supervisory Control System
and Data Acquisition (SCADA) (Roop, 2016).
SCADA systems can increase production and
make it easier for operators to monitor and control
directly in real-time against ongoing processes
(Carmona et al., 2016).
a
https://orcid.org/0000-0003-1986-272X
b
https://orcid.org/0000-0001-5090-1016
The application of SCADA systems in conducting
control and surveillance systems can be used for
automated manufacturing systems, one of which is in
Modular Production Systems (MPS) as a prototype
used in education for production simulation (Diogo et
al., 2008). For the application of the system on MPS,
it is necessary to know how the production system is
carried out so it is important to follow the methods
that allow the integration of all areas involved in the
production process on MPS (Scotti et al., 2015). The
purpose of this method is to avoid a production
process that is not properly monitored which will
hinder the production process (Nugroho, 2015).
The development of automation technology
becomes a change in the manufacturing system used
in the industrial field because of the many variations
in consumer demand for a different product so that it
takes technology that can run with different
workflows automatically in increasing efficiency and
high productivity (Subakti, 2003). Flexible
Manufacturing Systems (FMS) is generally
considered the answer to building flexibility and
speed in a production system. These two things are
828
Anggraeni, P., Martawireja, A. and Hudalloh, W.
Implementation of Task Routing on SCADA-Based Modular Production System Using Topkapi Vision Software.
DOI: 10.5220/0011892000003575
In Proceedings of the 5th International Conference on Applied Science and Technology on Engineering Science (iCAST-ES 2022), pages 828-835
ISBN: 978-989-758-619-4; ISSN: 2975-8246
Copyright © 2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

needed so that the production system can produce
products that vary according to customers' wishes
quickly. This application is an example of a production
system where the concept of automation is applied in
different workflows (Pakpahan et al., 2019).
In the application of production to MPS, many
stages of product manufacturing work process
stations that allow for diversity of products to be
carried out when sorting products that will take a lot
of time and human manpower so that the process is
made with a series of routing tasks to optimize and
analyze the production flow process based on
different station standard specifications, to adjust
production capacity and functionality efficiently so
that the process is made with a series of routing tasks
to optimize and analyze the production flow process
based on different station standard specifications, to
adjust production capacity and functionality
efficiently (Rogers & Bottaci, 1997).
Task Routing Systems (TRS) on MPS is integrated
with surveillance control systems to properly monitor
and execute production machines. These control
systems are usually implemented by a programmable
logic controller (PLC), which is monitored and
controlled by the SCADA (Supervisory Control and
Data Acquisition) system to maintain security in the
observed production process (Automation, 2001).
Then from the above can be done research by
integrating the implementation of task routing or Task
Routing System on Modular Production System as a
field level of a plan which is then controlled and
monitored using SCADA system using Topkapi
vision software to monitor the system.
2 METHOD
The research method in this study refers to the
Supervisory Control Theory (SCT) method (Lopes et
al., 2016). Supervisory Control Theory (SCT) is the
theory of a framework on a system for synthesizing
controlling elements, and then carrying out
supervision called supervisors. This method is used to
be able to test the implementation of task routing on
SCADA-based MPS. In addition, the purpose of this
method is to avoid a production process that is not
properly monitored which will hinder the production
process (Nugroho, 2015).
2.1 Modular Production Systems
In this stage, an understanding of the basic theories
related to the system is to be tested, namely in the
form of descriptions of plants, working functions on
plants and plant flowcharts (Scotti et al., 2015). This
information facilitates the analysis and understanding
of systems and provides the basis for the system
modelling stage.
Table 1: Software & Hardware.
No
Specification
Device Specification
1 Software
- TIA PORTAL V13
- Topkapi Vision V5.1
-Ke
p
serverEX V6.6
2 Hardware
- 1 Personal Computer (PC)
- 5 Power Supply 24V
- 3 PLC Siemens S7-1200
- 2 PLC Siemens S7-300
- Festo MPS® Unit
- 1 Router TP-Link
-5 Ethernet
2.1.1 Testing Station
MPS Testing Station in Figure 1 serves to identify the
characteristics of the object inputted to then be sorted
automatically using a diffuse colour sensor that
detects the difference in the colour of the object (Ebel
& Pany, 2006).
Figure 1: Sensor and actuator on Testing Station.
Table 2: Testing Station Specification.
No. Specification Type
1Ca
p
acitive Proximit
y
Senso
r
Sensor
2O
p
tical Proximit
y
Senso
r
3 Inductive Proximit
y
Senso
r
4 Analogue Senso
r
5 Lifting Cylinde
r
Actuator
6 Ejecting Cylinde
r
7 Air Cushion
8 Pneumatic Su
pp
l
y
Additional
Part
9 Slide module
10 I/O Terminal
11 Comparato
r
Implementation of Task Routing on SCADA-Based Modular Production System Using Topkapi Vision Software
829

2.1.2 Pick and Place Station
MPS Pick & Place Station serves to provide
accessories to the workpiece to be placed by holding
the workpiece using a holding plate and detected by
infrared proximity sensors and then given accessories
that have been smoked by vacuum and placed on the
workpiece, both red, black and silver workpieces
(Didactic, 2016).
Figure 2: Sensor and actuator on Pick & Place Station.
Table 3: Pick and Place Specification.
No. Specification Type
1 Optical Diffuse Sensor
Sensor
2
Optical Proximity
Sensor (Through Beam)
3
Inductive Proximity
Senso
r
4 Pressure Switch sensor
5 Conveyor Belt
Actuator
6 Linear Drive 2 Axis
7 Suction Cup
8 Separator Valve Block
9 DC Gear Motor
Additional Part
10 I/O Terminal
11 Pneumatic Supply
2.1.3 Handling Station
MPS Handling station (handling) is a sub-function of
a material flow. Additional sub-functions are the
transfer process and storage process. Referring to the
VDI 2860 standard, a handling station is a process of
drafting, defined as changing or temporarily placing
an object in a predetermined layout (Ebel & Pany,
2006). Functions on the handling station are as
follows: Determine the material characteristics of an
item, Move work objects from the original place,
Move workpieces based on metallic (red) or black
and Move the workpiece to the next station.
Figure 3: Sensor and Actuator on Handling Station.
Table 4: Handling Station Specification.
No. Specification Type
1 Optical Diffuse Sensor
Sensor
2 Fibre-Optic Sensor
3
Inductive Proximity
Senso
r
4 Pneumatic Gripper
Actuator
5 Linear Flat Cylinder
6 Lifting Cylinder
7 Slide Module
Additional Part
8 Receptacle Module
9 I/O Terminal
10 Pneumatic Supply
11 Valve Terminal
2.1.4 Storing Station
MPS Storing station serves to sort and separate
workpieces based on the colour of the workpiece.
This is because there is a colour sensor that will be
active if it detects the workpiece according to the
colour detected (Ebel & Pany, 2006).
Table 5: Storing Station Specification.
No. Specification Type
1 Optical Diffuse Sensor
Sensor
2 Colour Diffuse Sensor
3 Inductive Proximity Sensor
4 Linear Drive Axis
Actuator
5 Rotary Drive Servo Motor
6 Storage Module
7 Pneumatic Gripper
8 Pneumatic Supply
Additional
Part
9 Rack Module
10 Holder Module
11 I/O Terminal
iCAST-ES 2022 - International Conference on Applied Science and Technology on Engineering Science
830

Figure 4: Sensor and Actuator on Storing Station.
2.1.5 Separating Station
Figure 5: Sensor and Actuator on Separating Station.
MPS Separating station serves to separate or sort
workpieces made of metal and non-metallic ones.
This is because there is a proximity sensor that will
be active if it detects a workpiece made of metal, and
then will activate the separator (in the form of a slab
that is moved with pneumatic) (Ebel & Pany, 2006).
Table 6: Separating Station Specification.
No. Specification Type
1 Optical Diffuse Senso
r
Sensor
2 Inductive Proximity Senso
r
3 Optical ProximitySensor (Through Beam)
4 Pneumatic Stoppe
r
Actuator
5 Conveyor Bel
t
6 Swiveling Wing
7 DC Gear Moto
r
Additional
Part
8 Valve Terminal
9 I/O Terminal
10 Analog Terminal
11 Pneumatic Supply
2.2 Configuration of Communication
System
The method of data collection that will be done is to
look at the results of sampling the incoming data in
the Topkapi Vision software when the process is
running and completed.
Figure 6: Communication System.
When the initial input is provided by the button, both
in the PLC and in HMI, the system will run and the
value in the form of the digital data type will go to the
PLC and HMI through the communication of data
that has been connected. HMI on Topkapi vision
sampling data when receiving output results from
sensors and actuators on the plant and then stored in
the database on Topkapi Vision to get the data needed
in this study, namely processing time at MPS.
Figure 7: Flow of OPC Server Communication.
Implementation of Task Routing on SCADA-Based Modular Production System Using Topkapi Vision Software
831

Figure 8: Flow of Modbus TCP Communication.
Figure 9: S7-Communication PUT.
2.2.1 Implementation of SCADA System
Implementation of SCADA SystemPerform SCADA
systems by monitoring the operator control system
and monitored on PCs using Topkapi Vision to run
the system on modular production systems.
Implements the entire SCADA system on elements in
the modular production system, by building a control
system on Topkapi vision software for PLC through
an OPC server intermediary for MPS modules:
Testing station, Pick&Place station, Storing station,
Separating station, and Handling station. after
implementing the entire SCADA system, then
running the entire SCADA system on a modular
production system.
Figure 10: SCADA Architecture.
2.2.2 Implementation Task Routing System
Figure 11: Task Routing System Flow Diagram.
In the implementation of the task routing system,
there are 5 stations in sequence according to the
iCAST-ES 2022 - International Conference on Applied Science and Technology on Engineering Science
832
layout of MPS station modules, namely testing
stations, pick&place stations, handling stations,
storing stations and separating stations. On this route,
there will be a process of simulating the production of
workpieces in sequence by conducting
communication between PLC level control and
monitoring of SCADA systems. Then the results will
be obtained time during the process of simulating the
production of workpieces as well as security in
carrying out task routing.
3 RESULTS
This section shows the results of research that has
been made before
3.1 Protocol Communication System
with Topkapi Vision
Data from the study showed the results of
input/output PLC addressing communication
connected to sensors and actuators in the Modular
Production System as well as the name of the sensor
and actuator name based on the model and
specifications from the station to the SCADA
Topkapi Vision software.
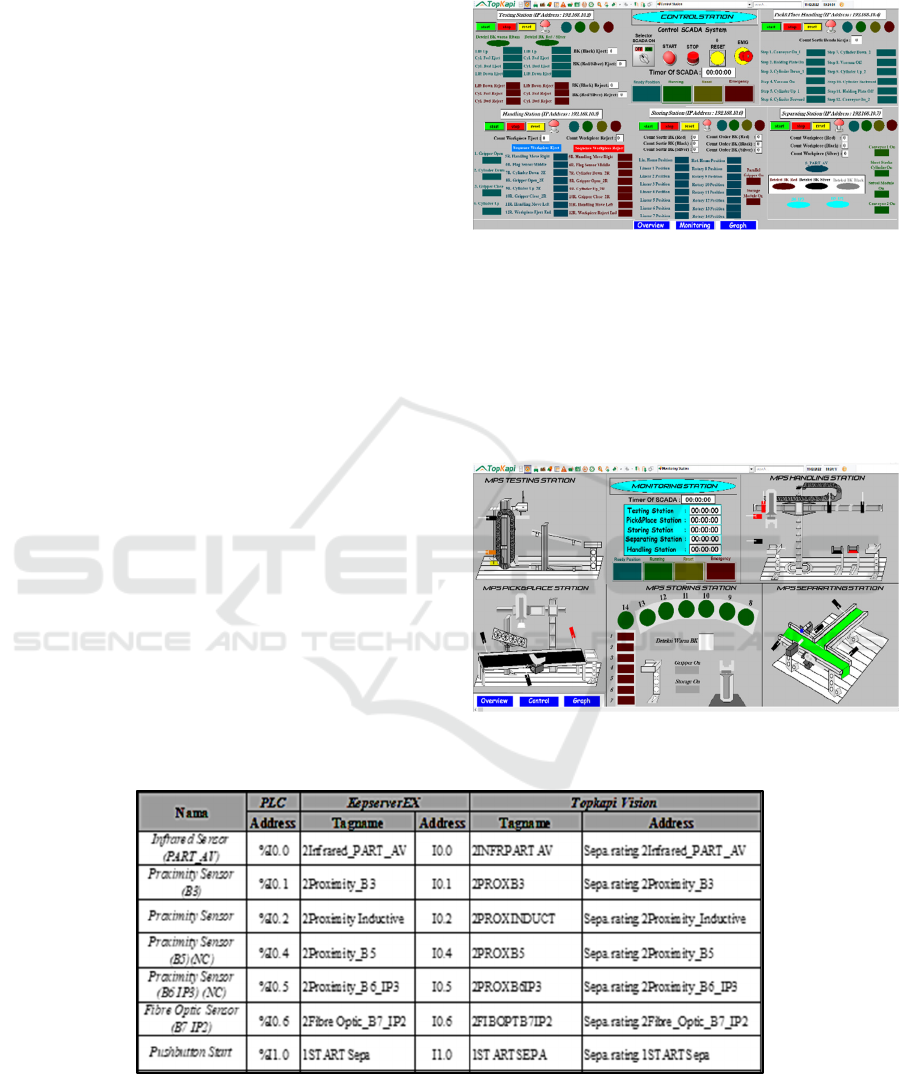
3.2 Visualization of SCADA System
Interface on Topkapi Vision
In the visualization of the control interface station,
there are inputs and output signal values on each
station. Each station has its controls. In the control
station, there is also a centralized control as a master
on all stations, namely SCADA system control that
will control all stations in integration at each station.
Figure 12: Visualization of control station interface.
In the visualization of the monitoring station
interface, there is visual image modelling on each
station. Each station will be monitored through visual
image modelling that has been created at the
monitoring station. Visual images at this monitoring
station will later change the signal value when doing
work processes or the production of workpieces.
Figure 13: Visualization Of Monitoring Station Interface.
Figure 14: OPC Server Addressing.
Implementation of Task Routing on SCADA-Based Modular Production System Using Topkapi Vision Software
833
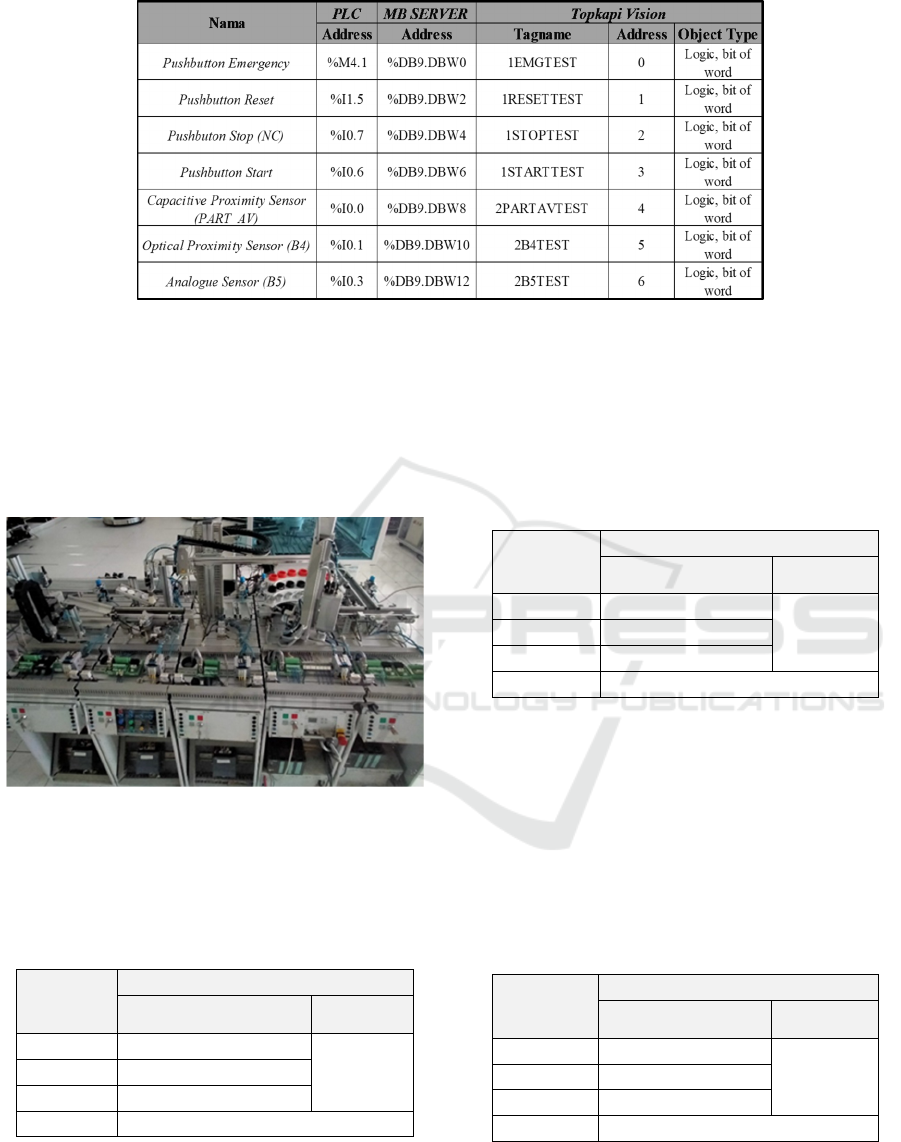
Figure 15: Separating Station Specification.
3.3 Control System Testing
This test aims to find efficient time value as well as
security on the MPS station route during the process.
3.3.1 Task Routing Route-1
Figure 16: Task routing system route 1.
TRS route 1 test result on MPS station with the order
of station module layout: Testing – Pick&Place –
Handling – Storing – Separating.
Table 7: Result Route 1.
Result
experiment
Process Time
SCADA integration
mode
Unsafe
1
st
508 s
1 condition
2
nd
508 s
3
rd
506 s
Average 507,3s
The table above is a comparison of testing on the
route 1 task routing process with an average process
time value of 507.3 seconds.
3.3.2 Task Routing Route-2
TRS route 2 test results on MPS station with the order
of station module layout: Testing – Handling –
Storing – Separating – Pick&Place.
Table 8: Result Route 2.
Result
experiment
Process time
SCADA integration
mode
Unsafe
1
st
484 s
2 condition
2
nd
482 s
3
rd
479 s
Average 481,6 s
The table above is a comparison of tests on the
task routing process route 2nd with an average
process time value of 481.6 seconds.
3.3.3 Task Routing Route-3
TRS route 3 test results on MPS station with the order
of station module layout: Testing – Storing –
Separating – Pick&Place – Handling.
Table 9: Result Route 3.
Result
experiment
Process time
SCADA integration
mode
Unsafe
1
st
431 s
1 condition
2
nd
435 s
3
rd
437 s
Average 434,3 s
The table above is a comparison of tests on the
3rd route routing task process with an average process
time value of 434.3 seconds.
iCAST-ES 2022 - International Conference on Applied Science and Technology on Engineering Science
834

3.3.4 Task Routing Route-4
TRS route 4 test results on MPS station with the order
of station module layout: Testing – Pick&Place
Storing – Separating – Handling.
Table 10: Result Route 3.
Result
experiment
Process time
SCADA integration
mode
Unsafe
1
st
431 s
1 condition
2
nd
435 s
3
rd
437 s
Average 434,3 s
The table above is a comparison of testing on the
4th route routing task process with an average process
time value of 443.3 seconds.
3.4 Task Routing Test
Table 11: Result Route.
System Task
Routing
Process time (Average)
Unsafe
SCADA integration
mode
Route 1
st
507,3 s 1
Route 2
nd
481,6 s 2
Route 3
rd
437 s 1
Route 4
th
443,3 s 0
The table above shows the process time value and the
non-safety value on each route in the task routing
system. The route that has a more efficient time value
is the route 3 task routing system with an average
process time of 443.3 seconds.
4 CONCLUSIONS
In this study, it can be known which MPS layout
sequence is safe and efficient in terms of time
implementation of Task Routing on Modular
Production System based SCADA using Topkapi
Vision software, the result is that the route 4 task
routing system has a good efficiency time value of
443.3 seconds and is safe for production simulation,
which is 100%.
ACKNOWLEDGEMENTS
The author is grateful for the support from the
Department of Mechatronics and Automation at
Bandung Manufacturing Polytechnic for using the
MPS station to make this experiment feasible.
REFERENCES
Automation, I. S. of. (2001). Enterprise Control System
Integration Part 2 : Object Model Attributes.
Carmona, J. A. R., Benítez, J. C. M., & Garćia-Gervacio, J.
L. (2016). SCADA system design: A proposal for
optimizing a production line. 2016 International
Conference on Electronics, Communications and
Computers, CONIELECOMP 2016, 192–197.
https://doi.org/10.1109/CONIELECOMP.2016.7438574
Didactic, F. (2016). Pick & Place station 8034567.
https://www.festo-didactic.com/int-en/services/mps-the-
modular-production-system/stations/pick-place-station-
8034567.htm?fbid=aW50LmVuLjU1Ny4xNy4zMi4xN
DkwLjc4MDA
Diogo, R. A., Vicari, C. A., Loures, E. de F. R., Busetti, M.
A., & Santos, E. A. P. (2008). An Implementation
Environment for Automated Manufacturing Systems.
In IFAC Proceedings Volumes (Vol. 41, Issue 2). IFAC.
https://doi.org/10.3182/20080706-5-kr-1001.01787
Ebel, F., & Pany, M. (2006). Bestimmungsgemäße
Verwendung / Intended use.
Lopes, Y. K., Trenkwalder, S. M., Leal, A. B., Dodd, T. J.,
& Groß, R. (2016). Supervisory control theory applied
to swarm robotics. Swarm Intelligence, 10(1), 65–97.
https://doi.org/10.1007/s11721-016-0119-0
Mandala, H., Rachmat, H., Sukma, D., & Atmaja, E.
(2015). Perancangan Sistem Otomatisasi Penggilingan
Teh Hitam Orthodoks Menggunakan Pengendali PLC
Siemens S7 1200 dan Supervisory Control and Data
Acquisition ( SCADA ) di PT . Perkebunan Nusantara
VIII Rancabali. Jurnal Tugas Akhir | Fakultas
Rekayasa Industri, 2(1), 1–8.
Nugroho, C. E. (2015). Sistem SCADA untuk Pengepakan
Produk. Compare A Journal Of Comparative
Education, 77.
Pakpahan, E. K. A., Kristina, S., & Setiawan, A. (2019).
Model Simulasi untuk Sistem Manufaktur Fleksibel.
Jurnal Telematika, 13(2), 119–126.
Rogers, G. G., & Bottaci, L. (1997). Modular production
systems: A new manufacturing paradigm. Journal
of Intelligent Manufacturing, 8(2), 147–156.
https://doi.org/10.1023/A:1018560922013
Roop, D. W. (2016). Power System SCADA and Smart
Grids. IEEE Power and Energy Magazine, 14(1), 115–
116. https://doi.org/10.1109/MPE.2015.2481786
Scotti, W. A. F., Portilla, N. B., De Queiroz, M. H., & Cury,
J. E. R. (2015). Modular and systematic design of
supervisory control system integrating PLC, SCADA
and task routing for a modular production system. IEEE
International Conference on Automation Science and
Engineering, 2015-October, 807–812. https://doi.org/
10.1109/CoASE.2015.7294180
Setiawan, H. (2012). pengaruh orientasi pasar,
orientasi teknologi dan inovasi produk terhadap
keunggulan bersaing usaha songket skala kecil di kota
Palembang. Jurnal Orasi Bisnis
, 8(2), 12–19.
https://jurnal.polsri.ac.id
Subakti, M. M. I. (2003). Simulasi Dan Fleksibelitas
Pengurutan Pada Flexible Manufacturing System.
Implementation of Task Routing on SCADA-Based Modular Production System Using Topkapi Vision Software
835
