
Design Patterns for Monitoring and Prediction Machine Learning
Systems: Systematic Literature Review and Cluster Analysis
Richard May
1
, Tobias Niemand
2
, Paul Scholz
3
and Thomas Leich
1
1
Harz University of Applied Sciences, Wernigerode, Germany
2
Siemens Mobility GmbH, Brunswick, Germany
3
Hilti AG, Th
¨
uringen, Austria
Keywords:
Monitoring, Prediction, Machine Learning, Systematic Literature Review, Cluster Analysis.
Abstract:
Although machine learning methods for industrial maintenance systems have already been well described
in recent years, their practical implementation is only slowly taking place. One of the reasons is a lack
of comparable analyses of machine learning systems. To address this gap, we first conducted a systematic
literature review (2012–2021) of 104 monitoring and prediction systems. Second, we extracted 5 design
patterns (i.e., high-level construction manuals) based on a k-means cluster analysis. Our results show that
monitoring and prediction systems mainly differ in their choice of operations. However, they usually share
similar learning strategies (i.e., supervised learning) and tasks (i.e., classification, regression). With our work,
we aim to help researchers and practitioners to understand common characteristics, contexts, and trends.
1 INTRODUCTION
The manufacturing industry produces an ever increas-
ing data amount due to the digitalization of machines
(e.g., cyber-physical systems) (Tang et al., 2014). The
generated data is particularly valuable for applications
that are able to use it in machine learning systems
(MLS), enabling diverse possibilities, such as moni-
toring and prediction applications (Monostori et al.,
2016). Since the costs of maintaining machines is a
major part of the total costs of manufacturing sys-
tems (Mobley, 2002), the importance of monitoring
and prediction systems, e.g., condition monitoring
(CM) or predictive maintenance (PM) applications,
increased in recent years (Motaghare et al., 2018;
Serin et al., 2020). However, their practical imple-
mentation in actual manufacturing companies is only
slowly taking place, e.g., due to a missing under-
standing of relevant technological layers (Schuh et al.,
2020). Usually, MLS lack comparable investigations
of their technological structure. So, despite the ex-
tensive research regarding maintenance systems, we
are missing a comprehensive systematization of MLS
which is oriented towards a comparable tool to ex-
tract design patterns representing their technological
structure. Precisely, we define a design pattern as
the systematization of the most frequently occurring
characteristics of a specific software system, i.e., a
high-level construction manual as a decision aid for
system design and development, consisting of prin-
cipal MLS-related properties. In this context, we ar-
gue that similar problems offer similar solution pat-
terns. Thus, these patterns may provide a high trans-
ferability to facilitate the transfer of theoretical de-
scribed MLS into practice. Moreover, design patterns
can provide a highly valuable basis for the engineer-
ing process of MLS software for both researchers and
practitioners (Schuh et al., 2020).
Overall, our goal is to classify and discuss the
technological structure of monitoring and predic-
tion MLS. To achieve this goals, we first conduct
a systematic literature review (SLR) of 104 papers
(2012–2021). Second, the results of the SLR are fur-
ther analyzed by applying a k-means clustering algo-
rithm. In detail, we contribute the following:
• An analysis of the current state-of-the-art of moni-
toring and prediction MLS (SLR).
• An identification and discussion of monitoring and
prediction design patterns (clustering).
• An open-access repository to ensure a replicability
of our study.
1
With our results, we aim to provide an understanding
and uniform decision aid for the design and imple-
mentation of MLS in the manufacturing industry.
1
https://doi.org/10.5281/zenodo.7540506
May, R., Niemand, T., Scholz, P. and Leich, T.
Design Patterns for Monitoring and Prediction Machine Learning Systems: Systematic Literature Review and Cluster Analysis.
DOI: 10.5220/0012005800003538
In Proceedings of the 18th International Conference on Software Technologies (ICSOFT 2023), pages 209-216
ISBN: 978-989-758-665-1; ISSN: 2184-2833
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)
209
2 BACKGROUND
Next, we provide information regarding MLS and
monitoring and prediction systems.
2.1 Machine Learning Systems
Machine learning (ML) refers to the artificial acqui-
sition of information based on experiences (e.g., sen-
sor data), which can be applied to new data to start
learning processes (Patil et al., 2017) that reduce time,
costs, or improve product and process quality (Wang
et al., 2018). When ML is implemented in a holis-
tic system to address such value added, the resulting
system is called MLS (Schuh et al., 2020). Overall,
MLS are mostly categorized in terms of their learning
strategies, tasks, and operations (Dogan and Birant,
2021). Learning strategies are related to the way in-
formation is generated, including 3 major categories:
supervised learning, unsupervised learning, and rein-
forcement learning (Wuest et al., 2016). Tasks refer to
how systems receive feedback according to the learn-
ing strategies, e.g., classification (Schuh and Scholz,
2019). Operations involve models or methods used to
fulfill tasks, e.g., support vector machines (SVM) or
artificial neural networks (ANN) (Schuh et al., 2020).
2.2 Monitoring and Prediction Systems
Monitoring and prediction mainly refer to the term
maintenance, which is considered as part of opera-
tion phases in the product and machine life cycle (IEC
60300-3-3:2017, 2017). Precisely, Monitoring refers
to identifying the current condition state of a ma-
chine or process. So, it is focused on the derivation
of symptoms (e.g., failure) based on input data, e.g.,
generated by sensors (VDI/VDE 2651 Part 1:2017-
05, 2017). Prediction (also called prognosis) deals
with the derivation of future machine or tool condi-
tions based on the previous and current conditions.
Predictive techniques estimate the remaining useful
life (RUL) based on retrieved data to improve oper-
ating time and to schedule maintenance tasks (ISO
13372:2012, E/F). Usually, the selection of suitable
monitoring and prediction systems is made in relation
to the failure and wear behavior of a system. This
selection depends on the use case, such as tool wear
monitoring (TWM), i.e., determining the actual con-
dition state, or tool wear prediction (TWP), i.e., esti-
mating the RUL and (actual) condition states in rela-
tion to following machining cycles. However, MLS
provide diverse operations to address diverse types of
systems or analytics, making the appropriate selection
of strategies highly challenging (Qiao et al., 2020).
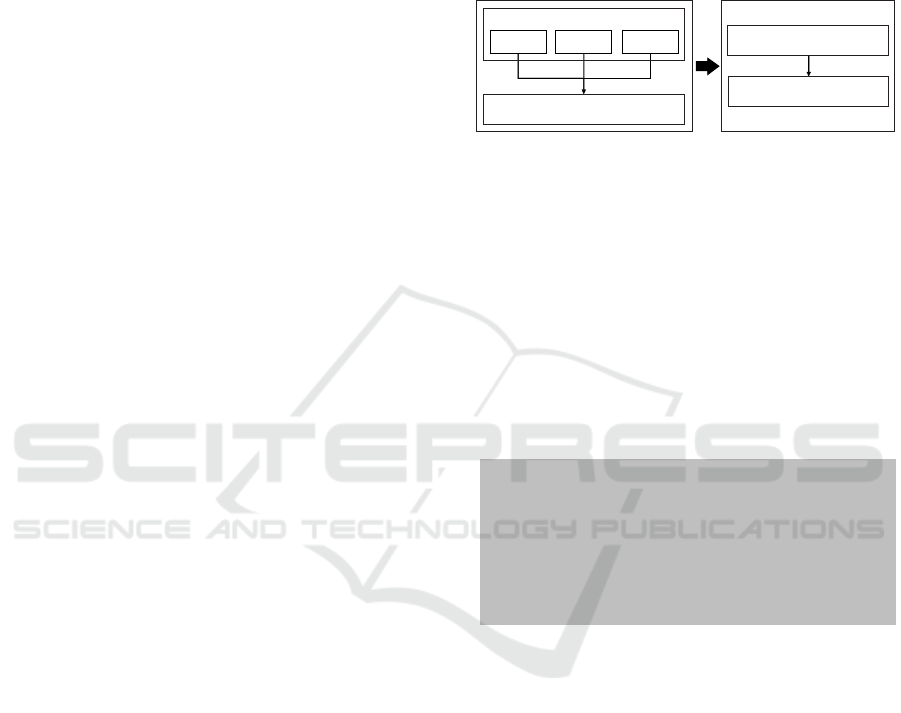
3 METHODS
To achieve our research goal, we employed an
SLR (Kitchenham et al., 2015) to collect data and an-
alyzed it by applying a k-means clustering algorithm
to extract common design patterns (cf. Figure 1).
automated search
IEEE
Scopus
ACM
data extraction
I. systematic literature review
II. k-means cluster analysis
cluster creation
design pattern extraction
104 after selection
Figure 1: Methodological overview consisting of 2 steps.
3.1 Systematic Literature Review
In the following sections, the methodological steps of
the SLR are described.
3.1.1 Study Design
Search String. To identify suitable papers, the fol-
lowing search string consisting of relevant terms in
the context of MLS, manufacturing, and maintenance
was applied to SCOPUS, IEEE XPLORE, and the
ACM GUIDE TO COMPUTING LITERATURE.
("machine learning" OR "deep learning"
OR "artificial intelligence" OR "neural
network") AND "manufacturing" AND ("machine
tool" OR "cutting" OR "machining" OR
"turning" OR "milling" OR "drilling" OR
"CNC") AND ("condition monitoring" OR
"predictive maintenance" OR "tool wear
prediction")
Selection Criteria. We selected only papers that
have been published in 2012–2021 at a conference or
in a journal and deal with manufacturing-related MLS
approaches focusing on CM, PM, or TWP. As we did
not perform a detailed quality assessment of all pa-
pers, a certain quality was ensured by defining a min-
imum of 3 pages of only peer-reviewed papers.
Extraction Criteria. To extract data, we relied on
an extended version of the framework by Schuh and
Scholz (2019) as it provides a well-founded basis for
a uniform classification of MLS approaches:
• Manufacturing Processes, i.e., actual manufac-
turing operations performed by a machine, e.g.,
milling (Sevic and Keller, 2019).
• Machines, i.e., hardware performing certain manu-
facturing processes, e.g., a CNC machine (Krishna
and Kannadaguli, 2020).
• Use Cases, i.e., technological tasks of the applica-
tion, e.g., monitoring of health state in water pump-
ing (Griffiths, 2020).
ICSOFT 2023 - 18th International Conference on Software Technologies
210

• Technology Value Add, i.e., economic incentives
to use ML-driven technology, e.g., improvement of
quality, time, or costs (Wang et al., 2018).
• Implementation Procedures, i.e., tools for devel-
oping the MLS, e.g., programming languages such
as Python (Lutz et al., 2019).
• Working Areas, i.e., ML-related activities or ap-
plication fields, e.g., CM (Davies, 2012).
• Learning Strategies, i.e., the strategy used by MLS
to learn from data, e.g., supervised learning (Good-
fellow et al., 2016).
• Tasks, i.e., main workflows used to recognize cer-
tain patterns in data, e.g., classification or cluster-
ing (Schuh et al., 2019).
• Operations, i.e., representation forms and charac-
teristics of the tasks applied for analysis purposes,
e.g., decision trees or ANN (Schuh et al., 2019).
• Data Base, i.e., data used to learn, e.g., vibration
data (Espinoza Sep
´
ulveda and Sinha, 2021).
3.1.2 Study Conduct
The first and second authors conducted an automated
search on December 01, 2022, retrieving 246 publica-
tions (231 after duplication removal). Next, the publi-
cations’ titles and abstracts were analyzed to identify
the approaches relevant for our study (111 papers). To
find missing related articles, we performed backward
snowballing with an unrestricted number of iterations
(117 papers). After reading the full-texts, we selected
104 papers. These papers are not explicitly listed in
our paper, but can be accessed via the open access
repository including their analysis.
1
3.2 Cluster Analysis
An unsupervised k-means algorithm was imple-
mented (scikit-learn, Python 3.9) to recognize pat-
terns in the collected data (Kanungo et al., 2002). The
clustering method consists of the following 5 steps:
1. Text values (i.e., extracted MLS properties) are
converted into numerical values, including the
correction of assignments. We mitigated the
threat of affecting the external validity by exclud-
ing the technology value add and implementation
procedures. Both properties contained too little
information or too much space for interpretation.
2. Cluster seeds were initialized randomly according
to a predefined number of expected clusters. In
this context, the elbow method was used which
suggested a number of 5 clusters as appropriate.
3. The Euclidean distance between each point and
seed was calculated by our method, meaning the
smallest distance became part of the given seed.
4. The seeds were placed in the centroids of the gen-
erated clusters to become their representatives.
5. The numerical values are converted to their text
values, including the correction of assignments.
4 RESULTS
Next, the SLR and clustering results are described (or-
ganized according to monitoring and prediction).
4.1 Literature Review Results
This section presents the results of the SLR. For rea-
sons of simplicity, each publication that is concerned
with CM, PM, and TWP is assigned to its predomi-
nant concern.
4.1.1 Monitoring Systems
We selected 67 monitoring MLS publications. Note
that we do not address working areas since we only
focus on CM.
Manufacturing Processes. The most mentioned
manufacturing process is milling (32). Others include
cutting (10), turning (8), drilling (4), grinding (3), and
sawing (2), which are typically concerned with a spe-
cific use case, e.g., gun drilling. Besides, we found
processes that were unique and thus could not be clas-
sified adequately, e.g., processes for bearings (2).
Machines. The majority of the papers refers to CNC
machines (49). The remaining publications focus on
diverse (parts of) machines, e.g., lathes (4).
Use Cases. We divide the use cases into 2 categories:
monitoring approaches regarding the condition of ma-
chines, machine parts or their components (62), or
monitoring approaches focusing on the workpiece (5).
Most papers refer to CM of machines, machine parts,
or components, including TWM or tool CM. The sec-
ond category was mentioned by less papers, however,
also including 2 TWM approaches.
Technology Value Add. We identified 5 major
incentives for monitoring MLS, including improv-
ing manufacturing quality (51), product quality (32),
productivity (38) and life time (12), and reducing
waste/consumption (16) to reduce costs (50).
Learning Strategies. The majority of the monitor-
ing systems is based on supervised learning (54). A
small number of publications refers to unsupervised
learning (8) or a combination of supervised and unsu-
pervised learning methods (5).
Tasks. 38 publications are based on classification.
Moreover, there exist 2 approaches using a combi-
nation of dimension reduction with classification al-
Design Patterns for Monitoring and Prediction Machine Learning Systems: Systematic Literature Review and Cluster Analysis
211

gorithms. 20 papers mention regression as their task.
Furthermore, there exist combinations of regression
and dimension reduction (2) or clustering algorithms
(1). Only few papers refer solely to clustering (3).
Operations. Most approaches are based on ANN
(23), including traditional ANN (15). In addition,
14 papers are based on convolutional NN (CNN), in-
cluding besides the traditional CNN specific forms,
Bayesian CNN. Moreover, we found approaches us-
ing SVM (10) or recurrent NN (RNN) (6), e.g., recur-
rent long-short term memory network. The remaining
papers present various ML operations, such as deci-
sion trees (4), autoencoders (3), ensemble algorithms
(2), c-means (2), k-star (1), or deep belief networks
(1). We also identified several mixed operations oc-
curring only once, e.g., ANN and cluster analysis.
Data Base. The dominant signals used as a single
data base are vibration (36), force (21), audio (19),
images (6), current (9), and power (6). The combina-
tions of signals are commonly based on force or vi-
bration and include other signals, such as audio, tem-
perature, or power. Moreover, we found out that the
most applied combination is force, vibration, and au-
dio signals (9).
Implementation Procedures. The most preferred
programming language is MATLAB (21). Moreover,
in 11 publications the usage of Python is described,
usually in terms of libraries, such as Tensorflow. Oth-
ers include G (3), Visual Basic (1), Java (1), Excel (1),
and both Python and MATLAB (2). 27 papers did not
mention a certain implementation procedure.
4.1.2 Prediction Systems
We selected 37 prediction MLS publications. Note
that we intentionally considered both PM and TWP.
Manufacturing Processes. The most common pro-
cess is milling (22). Others include cutting (5), turn-
ing (3), or machining (2). Among the general process
categories, there are several use case-specific manu-
facturing processes, e.g., laser melting.
Machines. The most common machines are CNC
machines (28). Other machines mentioned are lin-
ear axes (2), lathes (2), steckel mills (1), melting ma-
chines (1), and wafer-handling robotics (1). Two pa-
pers that did not focus on a specific machine (2).
Use Cases. The use cases are mainly in the context
of TWP (31). Prediction systems are typically com-
bined with monitoring processes, e.g., bearing CM
and TWP of the machine tools. Other papers relied
on more specific prediction use cases, such as degra-
dation state prediction.
Technology Value Add. The major incentives are im-
proving manufacturing quality (30), product quality
(16), productivity (25) and tool life (10), and reduc-
ing waste (9) to reduce costs (31).
Working Areas. We extracted 2 working areas: tradi-
tional PM (14) and TWP (23). Both areas are primar-
ily concerned with predicting future conditions for
maintaining purposes rather than monitoring.
Learning Strategies. Most papers are based on su-
pervised learning (27). A small number of papers
refer to unsupervised learning (5). Others rely on a
combination of supervised and unsupervised learning
methods (4). 1 approach is based on semi-supervised
learning.
Tasks. The most common task is regression (19). In
addition, combinations of regression with other tasks
were found, e.g., classification (1) or dimension re-
duction (2). Classification is mentioned in 9 cases.
We also found 2 combinations of dimension reduction
and classification. Moreover, there are also clustering
(3) and dimension reduction approaches (1).
Operations. ANN are implemented the most (8), in-
cluding traditional ANN and deep NN. Other opera-
tions mentioned in the papers are CNN (6), ensem-
ble algorithms (6), decision trees (5), RNN (4), clus-
ter analyses (3), SVM (3), and Bayesian approaches
(3). These general categories often include use case-
specific operations, e.g., multi-scale convolutional
gated recurrent unit networks.
Data Base. The most frequently signals used are vi-
bration (22), force (17), and audio (14). Combina-
tions of signals are more common than single signals,
mostly based on at least force or vibration.
Implementation Procedures. The majority did not
mention an implementation procedure (27). Concrete
programming languages are rarely mentioned, e.g.,
Python (4), MATLAB (3), or G (1).
4.2 Cluster Analysis Results
In this section, we present the clustering results based
on the k-means method applied to the SLR data.
Overall, we identified 5 clusters, where each cluster
represents a design pattern (cf. Table 1).
4.2.1 Monitoring Design Patterns
We identified 3 relevant clusters for monitoring MLS.
Monitoring Design Pattern 1. This pattern (22%
of all monitoring approaches) comprises supervised
learning, classification, and ANN/CNN, i.e., 2 oper-
ations. Vibration signals (67%) are used the most
as data base for the certain learning processes. This
design pattern refers mainly to cutting processes by
CNC machines. Precisely, it is focused on CM ap-
plications for machines, parts, or individual compo-
ICSOFT 2023 - 18th International Conference on Software Technologies
212

Table 1: Monitoring and prediction design patterns based on the framework of Schuh and Scholz (2019).
Monitoring Prediction
Technological layer Design pattern 1 Design pattern 2 Design pattern 3 Design pattern 1 Design pattern 2
Manufacturing processes cutting milling milling milling milling
Machines CNC CNC CNC CNC CNC
Use cases TWM/TWP TWM/TWP TWM/TWP TWM/TWP TWM/TWP
Working areas CM CM CM TWP PM
Learning strategies supervised learning supervised learning supervised learning supervised learning supervised learning
Tasks classification classification regression regression classification
Operations CNN/ANN ANN/CNN/SVM ANN CNN/ANN/ensemble ANN/clustering/RNN
Data base vibration acoustic/vibration vibration/force vibration/force/acoustic vibration
nents. For example, the pattern is actually imple-
mented by Alegeh et al. (2019).
Monitoring Design Pattern 2. The most applied pat-
tern (40% of all monitoring approaches) is based on
a combination of supervised learning, classification,
and ANN/CNN/SVM, i.e., diverse operations. Vibra-
tion and acoustic signal (both 37%) are mentioned the
most. Force is only described in 26% of the papers.
The characteristics regarding machines and process
focus on milling for CNC machines. The use case
is usually TWM or TWP. For instance, this pattern is
followed by Kotsiopoulos et al. (2021).
Monitoring Design Pattern 3. This pattern (37% of
all monitoring systems) relies on supervised learning,
regression, and ANN, e.g., fulfilled by Javed et al.
(2012). Data bases are vibration (64%) and force
(56%). Moreover, it refers mainly to CNC-based
milling where the use case is mostly TWM or TWP.
4.2.2 Prediction Design Patterns
We found 2 prediction clusters, i.e., 2 design patterns.
Prediction Design Pattern 1. Regarding the first de-
sign pattern (59% of all prediction approaches), the
combination of supervised learning, regression, and
CNN/ANN/ensemble algorithms, i.e., diverse opera-
tion, is most common. Interestingly, design pattern
1 consists exclusively of TWP approaches, which are
a dominant decisive criteria. The data base of these
TWP approaches typically consists of force (59%),
vibration (59%), and acoustic signals (41%). Simi-
lar to 2 monitoring patterns, methods for milling with
CNC machines are often proposed. For instance, this
design pattern is followed by Li et al. (2021).
Prediction Design Pattern 2. This pattern (41% of
all prediction approaches) relies on supervised learn-
ing, classification, and ANN/cluster analysis/RNN,
i.e., diverse operations. The data base used is usually
based on vibration signals (64%). Similar to pattern
1, this pattern focuses on milling for CNC machines.
Interestingly, all but 1 paper deals with PM, which in-
dicates that the working area is decisive here. For ex-
ample, this pattern is addressed by Luo et al. (2018).
5 DISCUSSION
Next, the extracted design patterns are compared
to each other, additional findings are presented and
threats to validity are discussed.
5.1 Design Pattern Comparison
Monitoring Design Patterns. First, the monitoring
design patterns are mainly characterized by their MLS
tasks. While the first and second pattern deal with
classification, the third pattern focuses on regression
tasks. Second, in all patterns TWM and TWP are the
most mentioned use cases. Here, the paper count in-
creases with cluster number, i.e., design pattern 1 has
the lowest and design pattern 3 the highest propor-
tion, i.e., classification MLS are applicable in more
diverse applications. Third, the manufacturing pro-
cesses correspond to the machines. So, in pattern
2 and 3 milling is most common. In contrast, the
first pattern consists primarily of cutting and barely
milling processes. Fourth, while in design pattern 1
mainly vibration is used, design pattern 2 is quite bal-
anced based on acoustic, vibration, or other data like
force and current. Design pattern 3 is focused on vi-
bration, force, and acoustic.
Prediction Design Patterns. First, the major dif-
ference are the working areas (i.e., TWP and PM).
We argue that most other differences in the technol-
ogy layers are caused by this fact. Second, although
TWM/TWP is the most applied use case in both pat-
terns, the proportion in the first design pattern is sig-
nificantly higher corresponding to the working area.
While TWM/TWP is the only use case in design pat-
tern 1, the second pattern shows more diverse use
cases, e.g., machine health monitoring. Third, a simi-
lar situation exists regarding the machine and the cor-
Design Patterns for Monitoring and Prediction Machine Learning Systems: Systematic Literature Review and Cluster Analysis
213

responding process (i.e., CNC and milling). Fourth,
while the first pattern deals in general with regression
tasks, classification is dominant in the second pattern.
Thus, supervised learning is the main strategy for
both. However, the second pattern consists of more
unsupervised learning applications, possibly due to
the fact that PM requires much data from various data
sources. These are not only limited to information
from machines or processes but also from the mainte-
nance management system. In consequence, MLS in
PM applications comprise upstream dimension reduc-
tion or clustering methods to handle the complexity
of high dimensional huge amounts of data. Fifth, de-
sign pattern 1 consists mainly of vibration, force, and
acoustic signals related to the working area and use
case TWM/TWP. Design pattern 2 is more balanced,
except the dominance of vibration, i.e., showing many
other information, such as power or temperature.
Monitoring & Prediction Design Patterns. The de-
sign patterns seem quite similar, but there is a signif-
icant number of differences. The ratio between mon-
itoring and prediction is about 2:1, possibly due to
the fact that prediction is located on a higher com-
plexity level than monitoring. This assumption is
emphasized by the prediction approaches which ad-
dress more unsupervised learning tasks. In addition,
prediction MLS mainly use regression in contrast to
monitoring which are usually based on classification.
We argue that regression is more suitable to predic-
tion systems because it deals with continuous target
values in contrast to classification with discreet tar-
get variables. As a result, monitoring MLS deploy
more ANN, CNN, and SVM while prediction MLS
are significantly more balanced with a higher num-
ber of RNN, ensemble methods, and variations of DT
which are very powerful, e.g., on time series data.
5.2 Additional Findings
Data Base. Interestingly, the design patterns are
mostly based on a similar data base: vibration or
force, sometimes also acoustic signals. The main rea-
son for this particularity is the use of open data sets,
e.g., the PHM challenge data set or the NASA milling
data set. We highlight that such data sets are the ba-
sis for uniform and comparable evaluations of MLS
regardless of their working area. By considering the
same evaluation metrics, ideally based on evaluation
criteria or practice-oriented MLS requirements, as-
sessments could increase in value. So, the qualitative
assessment of the operations could be supported by a
benchmark with quantitative evaluation criteria, e.g.,
accuracy or efficiency.
Learning Strategies. The extracted learning strate-
gies seem quite similar, i.e., the MLS are usually
based on supervised learning. We assume that super-
vised learning is often implemented because it is cur-
rently one of the most common learning strategies and
is well suited due to its associated tasks, i.e., classifi-
cation in the context of monitoring MLS and regres-
sion in the context of prediction MLS. Furthermore, it
is conceivable that the implementation of more com-
plex forms of learning such as reinforcement learning
is still too challenging or too critical referring to data
security or privacy (e.g., data manipulation).
Machines. The majority of the MLS approaches
is based on CNC machines. This fact indicates
the widespread use of CNC machines in small and
medium-sized manufacturing companies, mainly due
to their flexibility. We argue that this finding could
also be related to the use of the open data sets. How-
ever, there is a number of machine tools that cannot
be addressed by our design patterns in detail, even
though we support the trend towards CNC machines.
Technology Value Add. The technology value add is
quite similar in most of the cases, i.e., improving qual-
ity and productivity, as well as reducing costs. These
incentives are closely related to the widespread trian-
gle of production (Wang et al., 2018). However, we
note that more than 3 properties would also be feasi-
ble in the manufacturing domain, e.g., by adding flex-
ibility (Erlach, 2013).
5.3 Threats to Validity
There are several threats that could impair the validity
of our study.
Systematic Literature Review. We could not find
out whether all authors share the same understanding
of certain terms, e.g., monitoring systems with actual
predictive capabilities. However, this fact exempli-
fies the convergence of these technologies to benefit
from their specific strengths in different contexts. In
addition, there was a lack of completeness in depth
of content and consistency. Interestingly, more than
half of the authors did not mention a concrete learning
strategy, leading to assignments by ourselves (e.g.,
tasks as indicator for learning strategies). Neverthe-
less, misclassifications cannot be excluded. Although
we are aware of the fact that an even higher number
of papers might have gone beyond the thematic scope
of the paper, we know that the lower the number of
papers, the higher the impact of misinterpretations.
Clustering. There is no guarantee for an objective va-
lidity of the generated clusters, e.g., k-means is sen-
sitive to outliers that could mitigate our validity. So,
it is important to validate our design patterns based
on the clusters and further investigate the exact nature
ICSOFT 2023 - 18th International Conference on Software Technologies
214

and role of the approaches that do not entirely fit in
one of the design patterns.
Although the described issues could threaten our
findings, we aimed to mitigate them, e.g., we re-
lied only on peer-reviewed publications of 3 relevant
databases. Moreover, in several previous studies, it
was already demonstrated that the selected framework
is appropriate and valuable for the uniform classifica-
tion of MLS, e.g., Schuh et al. (2020). Note that we
mitigated the threat of possibly affecting the external
validity of the identified design patterns by excluding
the technological layers that do not provide enough
or reliable information, namely technology value add
and the implementation procedures. Overall, we ar-
gue that our study is highly valuable, reproducible,
and provides detailed insights into monitoring and
prediction MLS research.
6 RELATED WORK
We are aware of related work in our subject areas.
However, none of these publications provides a com-
parable overview of the technological structure from
a technology management perspective. In contrast,
our study is based on a successfully evaluated frame-
work that has been developed by practitioners and re-
searchers to identify design patterns. In the following
we present a selection of the closest related work.
Monitoring Systems. Serin et al. (2020) employed
a study to summarize CM systems using deep learn-
ing and described opportunities of CM in Industry 4.0
environments. Mohanraj et al. (2020) presented a lit-
erature review focusing on monitoring methods for
tool CM in the milling process which have been de-
scribed in manufacturing-related literature. Soother
and Daudpoto (2019) as well as Choudhary et al.
(2019) reviewed CM techniques in an engineering
context (induction motors). However, Choudhary
et al. (2019) focused more on the fault diagnosis pro-
cess and diagnostic schemes.
Prediction Systems. Zonta et al. (2020) presented
a literature review of PM applications in Industry
4.0 environments focusing on existing methods, stan-
dards, and applications. Carvalho et al. (2019) pub-
lished a literature review of ML methods focusing on
their performance, challenges, and opportunities in
the context of PM. Theissler et al. (2021) surveyed
PM approaches in the automotive industry from an
application and ML perspective. Moreover, C¸ ınar
et al. (2020) reviewed smart manufacturing PM ap-
plications by focusing on ML-related criteria, such as
data acquisition and data classification.
7 CONCLUSION
We presented a comprehensive overview of monitor-
ing and prediction MLS in the manufacturing indus-
try, i.e., performing a classification of 104 papers and
extracting 5 design patterns.
We conclude that research on monitoring and pre-
diction MLS is quite diverse. This trend is highlighted
by the growing capabilities of MLS, their operations,
and tasks in recent year, especially in the field of NN.
We emphasize the dependence of MLS operations and
tasks on use cases, the resulting systems’ variability,
as well as the high impact of data sets on the compa-
rability of MLS. We strongly recommend continuing
research, e.g., analyzing further MLS working areas
and manufacturing-related diagnosis applications.
REFERENCES
Alegeh, N., Shagluf, A., Longstaff, A. P., and Fletcher, S.
(2019). Accuracy in detecting failure in ballscrew
assessment towards machine tool servitization. In-
ternational Journal of Mechanical Engineering and
Robotics Research, 8(5):667–673.
Carvalho, T. P., Soares, F., Vita, R., Francisco, R. d. P.,
Basto, J., and Alcal
´
a, S. G. S. (2019). A systematic
literature review of machine learning methods applied
to predictive maintenance. Computers & Industrial
Engineering, 137:106024.
Choudhary, A. K., Goyal, D., Shimi, S. L., and Akula, A.
(2019). Condition monitoring and fault diagnosis of
induction motors: A review. Archives of Computa-
tional Methods in Engineering, 26(4):1221–1238.
C¸ ınar, Z. M., Abdussalam Nuhu, A., Zeeshan, Q., Korhan,
O., Asmael, M., and Safaei, B. (2020). Machine
learning in predictive maintenance towards sustain-
able smart manufacturing in industry 4.0. Sustainabil-
ity, 12(19):1–42.
Davies, A. (2012). Handbook of Condition Monitoring:
Techniques and Methodology. Springer Science &
Business Media.
Dogan, A. and Birant, D. (2021). Machine learning and
data mining in manufacturing. Expert Systems with
Application, 166:1–45.
Erlach, K. (2013). Value Stream Design. Springer.
Espinoza Sep
´
ulveda, N. F. and Sinha, J. K. (2021). Blind
application of developed smart vibration-based ma-
chine learning (svml) model for machine faults diag-
nosis to different machine conditions. Journal of Vi-
bration Engineering & Technologies, 9(4):587–596.
Goodfellow, I., Bengio, Y., and Courville, A. (2016). Deep
Learning. The MIT Press.
Griffiths, I. (2020). Automated condition monitoring us-
ing artificial intelligence. In International Conference
on Vision, Image and Signal Processing, pages 1–7.
ACM.
IEC 60300-3-3:2017 (2017). Dependability management –
Design Patterns for Monitoring and Prediction Machine Learning Systems: Systematic Literature Review and Cluster Analysis
215

part 3-3: Application guide – life cycle costing. Stan-
dard, IEC.
ISO 13372:2012(E/F) (2012). Condition monitoring and
diagnostics of machines – vocabulary. Standard, ISO.
Javed, K., Gouriveau, R., Zerhouni, N., Zemouri, R., and
Li, X. (2012). Robust, reliable and applicable tool
wear monitoring and prognostic: Approach based on
an improved-extreme learning machine. In Confer-
ence on Prognostics and Health Management, pages
1–9. IEEE.
Kanungo, T., Mount, D. M., Netanyahu, N. S., Piatko,
C. D., Silverman, R., and Wu, A. Y. (2002). An effi-
cient k-means clustering algorithm: Analysis and im-
plementation. Transactions on Pattern Analysis and
Machine Intelligence, 24(7):881–892.
Kitchenham, B. A., Budgen, D., and Brereton, O. P. (2015).
Evidence-Based Software Engineering and Systematic
Reviews. Taylor and Francis.
Kotsiopoulos, T., Leontaris, L., Dimitriou, N., Ioanni-
dis, D., Oliveira, F., Sacramento, J., Amanatiadis,
S., Karagiannis, G., Votis, K., and Tzovaras, D.
(2021). Deep multi-sensorial data analysis for produc-
tion monitoring in hard metal industry. The Interna-
tional Journal of Advanced Manufacturing Technol-
ogy, 115(3):823–836.
Krishna, M. and Kannadaguli, P. (2020). Iot based cnc
machine condition monitoring system using machine
learning techniques. In Conference on Communica-
tion Systems and Network Technologies, pages 61–65.
IEEE.
Li, G., Wang, Y., Wang, J., He, J., and Huo, Y. (2021).
Tool wear prediction based on multidomain feature
fusion by attention-based depth-wise separable con-
volutional neural network in manufacturing. The In-
ternational Journal of Advanced Manufacturing Tech-
nology, pages 1–18.
Luo, B., Wang, H., Liu, H., Li, B., and Peng, F. (2018).
Early fault detection of machine tools based on deep
learning and dynamic identification. Transactions on
Industrial Electronics, 66(1):509–518.
Lutz, B., Kisskalt, D., Regulin, D., Reisch, R., Schiffler,
A., and Franke, J. (2019). Evaluation of deep learn-
ing for semantic image segmentation in tool condition
monitoring. In International Conference on Machine
Learning and Applications, pages 2008–2013. IEEE.
Mobley, R. K. (2002). An Introduction to Predictive Main-
tenance. Elsevier.
Mohanraj, T., Shankar, S., Rajasekar, R., Sakthivel, N. R.,
and Pramanik, A. (2020). Tool condition monitoring
techniques in milling process – a review. Journal of
Materials Research and Technology, 9(1):1032–1042.
Monostori, L., K
´
ad
´
ar, B., Bauernhansl, T., Kondoh, S., Ku-
mara, S., Reinhart, G., Sauer, O., Schuh, G., Sihn, W.,
and Ueda, K. (2016). Cyber-physical systems in man-
ufacturing. CIRP Annals, 65(2):621–641.
Motaghare, O., Pillai, A. S., and Ramachandran, K. (2018).
Predictive maintenance architecture. In International
Conference on Computational Intelligence and Com-
puting Research, pages 1–4. IEEE.
Patil, R. B., Patil, M. A., Ravi, V., and Naik, S. (2017). Pre-
dictive modeling for corrective maintenance of imag-
ing devices from machine logs. In International Con-
ference of the IEEE Engineering in Medicine and Bi-
ology Society, pages 1676–1679. IEEE.
Qiao, H., Wang, T., and Wang, P. (2020). A tool wear moni-
toring and prediction system based on multiscale deep
learning models and fog computing. The Interna-
tional Journal of Advanced Manufacturing Technol-
ogy, 108:2367–2384.
Schuh, G. and Scholz, P. (2019). Development of a frame-
work for the systematic identification of ai applica-
tion patterns in the manufacturing industry. In Inter-
national Conference on Management of Engineering
and Technology, pages 1–8. IEEE.
Schuh, G., Scholz, P., Leich, T., and May, R. (2020). Iden-
tifying and analyzing data model requirements and
technology potentials of machine learning systems in
the manufacturing industry of the future. In Interna-
tional Scientific Conference on Information Technol-
ogy and Management Science, pages 1–10. IEEE.
Schuh, G., Scholz, P., Schorr, S., Harman, D., M
¨
oller, M.,
Heib, J., and B
¨
ahre, D. (2019). Prediction of work-
piece quality: An application of machine learning in
manufacturing industry. In International Conference
on Computer Science, Engineering and Information
Technology, pages 189–202. CS & IT.
Serin, G., Sener, B., Ozbayoglu, A. M., and Unver, H. O.
(2020). Review of tool condition monitoring in ma-
chining and opportunities for deep learning. The In-
ternational Journal of Advanced Manufacturing Tech-
nology, 109(3):953–974.
Sevic, M. and Keller, P. (2019). Design of cnc milling ma-
chine as a base of industry 4.0 enterprise. MM Science
Journal, 12:3555–3560.
Soother, D. K. and Daudpoto, J. (2019). A brief review
of condition monitoring techniques for the induction
motor. Transactions of the Canadian Society for Me-
chanical Engineering, 43(4):499–508.
Tang, L.-A., Han, J., and Jiang, G. (2014). Mining sensor
data in cyber-physical systems. Tsinghua Science and
Technology, 19(3):225–234.
Theissler, A., P
´
erez-Vel
´
azquez, J., Kettelgerdes, M., and
Elger, G. (2021). Predictive maintenance enabled by
machine learning: Use cases and challenges in the au-
tomotive industry. Reliability Engineering & System
Safety, 215:107864.
VDI/VDE 2651 Part 1:2017-05 (2017). Plant asset manage-
ment (pam) in the process industry definition, model,
task, benefit. Standard, VDI/VDE-Gesellschaft Mess-
und Automatisierungstechnik (GMA).
Wang, J., Ma, Y., Zhang, L., Gao, R. X., and Wu, D. (2018).
Deep learning for smart manufacturing: Methods
and applications. Journal of Manufacturing Systems,
48:144–156.
Wuest, T., Weimer, D., Irgens, C., and Thoben, K. D.
(2016). Machine learning in manufacturing: Ad-
vantages, challenges, and applications. International
Journal of Production Research and Manufacturing
Research, 4(1):23–45.
Zonta, T., da Costa, C. A., da Rosa Righi, R., de Lima,
M. J., da Trindade, E. S., and Li, G. P. (2020). Pre-
dictive maintenance in the industry 4.0: A systematic
literature review. Computers & Industrial Engineer-
ing, 150:106889.
ICSOFT 2023 - 18th International Conference on Software Technologies
216
