
Optimization of a Deep Reinforcement Learning Policy for
Construction Manufacturing Control
Ian Flood and Xiaoyan Zhou
Rinker School, University of Florida, Gainesville, FL 32611, U.S.A.
Keywords: Control Policies, Construction Manufacture, Decision Agents, Deep Neural Networks, Precast Reinforced
Concrete Components, Process Simulation, Reinforcement Learning.
Abstract: The paper is concerned with the optimization of a deep learning approach for the intelligent control of a
factory process that produces precast reinforced concrete components. The system is designed and optimized
to deal with the unique challenges associated with controlling construction work, such as high customization
of components and the need to produce work to order. A deep reinforcement learning strategy is described
for training an artificial neural network to act as the factory control policy. The performance of the approach
is maximized via a sensitivity analysis that ranges key modelling parameters such as the structure of the neural
network and its inputs. This set of experiments is conducted on data acquired from a real factory. The study
shows that the performance of the policy can be significantly improved by an appropriate selection of the
modelling parameters. The paper concludes with suggestions for potential avenues for future research that
could build upon the current work and further advance the approach.
1 INTRODUCTION
Manufacturing construction components in a factory
has the potential to overcome many of the
inefficiencies of traditional on-site construction
methods. Achieving production efficiency in a
construction factory is, however, far more difficult
than for other manufacturing industries. The
techniques used in mass production are not suitable
for construction work. The workload is received in
unpredictable batches with significant variations in
demand, and the design of the work can differ widely
both within and between batches, with little or no
reproduction of the components. As a result, work
must be produced on request with limited or no
possibility for inventory accumulation, and with
significant fluctuations in the demand for productive
resources.
The uncertainties of construction operations and
demand make it challenging to formulate a
straightforward policy for efficient control. One
potential solution to this problem is to employ
artificial intelligence (AI) agents to assist with
operation control. These agents could function as
advisors in a human-in-the-loop system or as
controllers in an automated environment, providing
solutions whenever an operational decision is
required. This approach shows promise in improving
construction operations as shown by Flood and Flood
(2022).
There is limited use of AI-based decision agents
for controlling operations in the construction
industry. In a study by Shitole et al. (2019), an agent
was developed using artificial neural networks
(ANNs) and reinforcement learning (RL) to optimize
a simulated earth-moving operation. The agent
performed better than previously published heuristics
that were designed by hand. RL is a learning
technique that has demonstrated much success in
recent years by discovering and rewarding behaviour
(Sutton and Barto, 2018). The earth-moving system
in the study consisted of two excavators and a fleet of
dump trucks. The agent's role was to direct the trucks
to either of the excavators at a junction on the return
road, with the goal of maximizing the overall
production rate of the system.
A drawback of the approach adopted by Shitole et
al. (2019) is its lack of extensibility, meaning the agent
can only be applied to the earth-moving system
considered in the study. If applied to a new situation
with a different site layout or equipment combination,
the agent would require redevelopment. Although this
could be done prior to starting a new construction
82
Flood, I. and Zhou, X.
Optimization of a Deep Reinforcement Learning Policy for Construction Manufacturing Control.
DOI: 10.5220/0012091400003546
In Proceedings of the 13th International Conference on Simulation and Modeling Methodologies, Technologies and Applications (SIMULTECH 2023), pages 82-91
ISBN: 978-989-758-668-2; ISSN: 2184-2841
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

operation, it would still be a significant planning
burden.
Given current technology, an alternative area
where AI can be applied more immediately without
the extensibility issue is factory-based manufactured
construction. In this context, the lifespan of an AI
agent should be relatively long and endure until any
reconfiguration of the factory system is required or a
change occurs in its operating environment. Flood
and Flood (2022) undertook a proof-of-concept study
that showed that an RL trained deep artificial neural
network (DANN) can significantly outperform a
hand-crafted rule-of-thumb approach to making
decisions in the control a construction factory. The
focus of their study was factory-based production of
precast reinforced concrete (PRC) components,
where the arrival of batches followed a Poisson
process, the number of components in a batch was
determined stochastically, and all components were
custom designed and therefore varied in their
processing times.
Researchers such as Benjaoran and Dawood
(2005), Chan and Hu (2002), and Leu and Hwang
(2001), have examined ways to optimize precast
reinforced concrete (PRC) component production
using genetic algorithms (GAs). The approach proved
to be effective although heuristic search techniques
like GAs can be computationally demanding, making
them unsuitable for scenarios where decisions need to
be made promptly.
Once trained, RL solutions based on a learned
model like the one developed by Shitole et al. (2019)
can produce prompt solutions to a decision problem.
Several researchers, such as Waschneck et al. (2018),
Zhou et al. (2020), and Xia et al. (2021), have utilized
this method for the control of factory operations and
have observed encouraging results when compared to
conventional approaches like rules-of-thumb.
However, these applications have been beyond the
scope of construction manufacturing, and therefore,
fail to address numerous challenges within this
industry.
This study represents a significant advancement
beyond the proof-of-concept work reported by Flood
and Flood (2022). It conducts a comprehensive
analysis of the impact of the DANN's structure, input
variable selection, and RL algorithm variables on the
system's performance, with the ultimate goal of
optimization. In addition, the RL policy is applied to
a genuine factory scenario, demonstrating its practical
application in a real-world context.
2 PROCESS CONTROL
2.1 Decision Agents
Both controllable and uncontrollable events shape the
trajectory of a construction manufacturing system in
the future and therefore its performance. The
controllable events can be leveraged to direct this
trajectory in a favourable direction for the
manufacturer, maximizing productivity and/or profit.
This is accomplished by making optimal decisions at
critical junctures, such as prioritizing tasks in a queue,
determining when to maintenance equipment, and
allocating machines to processes.
Figure 1 demonstrates how one or more agents
make decisions dynamically throughout the system's
lifetime by monitoring relevant variables that define
the system's current state (s
t
), and utilizes this
information to determine appropriate actions at the
next state (s
t+1
). While the agent's actions are
generally focused on the immediate future to make
use of the most relevant and accurate information,
they may also extend to events further in the future
for decisions with long lead times. The decisions
made by the agents will affect the performance of the
system over time.
Figure 1: Process control by a Decision Agent.
Decision agents can be categorized as search-
based or experience-based entities (Flood & Flood,
2022). Search-based agents, including blind and
heuristic methods, adopt a systematic approach to
explore the solution space in search of the optimal
action. They create a solution that is tailored to the
specific problem instance at hand, which can
potentially lead to better optimized solutions than
experience-based agents. Moreover, search-based
agents are highly adaptable, allowing them to be
easily modified to new versions of the problem.
However, they may not be suitable for situations that
Optimization of a Deep Reinforcement Learning Policy for Construction Manufacturing Control
83
require swift decision-making due to their
computational complexity.
On the other hand, experience-based agents, such
as rules-of-thumb and ANNs, rely on past exposure
to similar situations to make decisions. Once
developed, these agents can rapidly generate
decisions. However, their solutions are generic, rather
than customized to each specific situation, which can
result in suboptimal decisions compared to those of
search-based agents. Additionally, experience-based
agents typically lack extensibility, meaning that each
new version of the problem requires the agent to be
redeveloped. This redevelopment process involves
acquiring and integrating large amounts of new
information on system behaviour, making it time-
consuming and resource-intensive.
This paper compares the performances of two
experience-based agents used to decide which PRC
component to process next from a queue, baselined
against a random decision policy as detailed in
section 3.2. The two experience-based methods
considered are a rule-of-thumb and a RL trained
DANN, representing two extremes in policy
complexity. DANNs are a type of ANN that feature
multiple hidden layers or recursion between units.
This additional structure increases the functional
complexity of the model, but also presents additional
challenges in its development. Despite being an
experience-based approach, the development of the
DANN will involve the use of search techniques to
find effective training solutions, in the form of
reinforcement learning (RL) techniques.
2.2 DANN Developing Strategies
In a construction manufacturing environment,
optimal solutions to decision problems are difficult to
determine beforehand or through direct observation
of the real system. As a result, using supervised
training techniques directly for developing a DANN
is not feasible. However, there are several ways to
address this challenge, such as adopting a hindsight
strategy where the agent explores different decision
paths and chooses the most successful ones,
effectively learning through trial-and-error. The most
successful decision paths found at any one stage can
be used to train or further train the DANN. The
updated DANN can then be used search for even
better decision paths. This approach is the essence of
RL and can provide a viable alternative to direct
supervised training for developing a DANN in
construction manufacturing environments (Flood &
Flood, 2022).
Experimenting with alternative decision policies
using the real system is not feasible in construction
production, including factory-based construction
manufacturing. Construction work is typically unique
are rarely reproduced, making it almost impossible to
compare the effectiveness of alternative strategies
through direct experimentation. Artificially
reproducing work is also not a practical option, given
the cost and time required to manufacture a
construction component.
One way around this problem is to build a
simulation model of the construction production
system, and then to use this to explore and test
alternative policies. Information about the real system
and its past behaviour would be used to develop and
validate the simulation model. The information
gathered from the simulated system would be used to
develop and validate the policy, as described in
section 4.1.
3 MODELLING
3.1 Factory Production Simulator
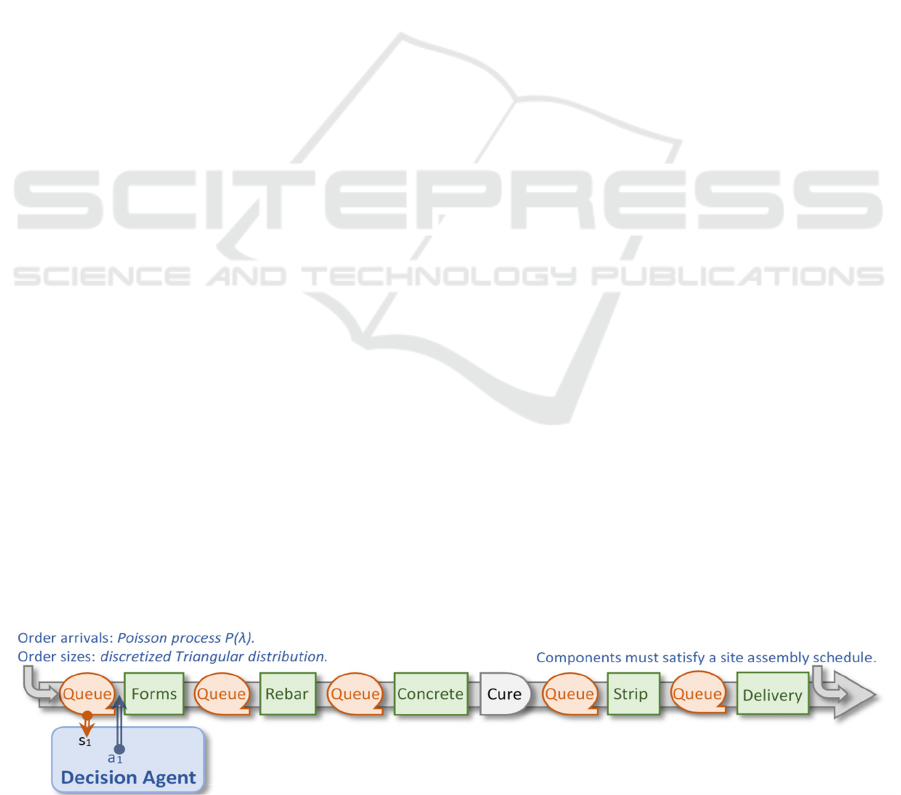
Figure 2 shows the factory based process model used
for simulation, taken from the real system reported by
Wang et al. (2018), representing the manufacture of
precast reinforced concrete (PRC) components such
as walls, floors, beams, and column units. The system
selected was chosen as it captured the following
challenging and somewhat unique features of
construction manufacturing:
orders arrive in a sparse random manner, must be
made to order and cannot be stockpiled;
each order consists of a batch of components
variable in number;
Figure 2: Factory based process model for precast reinforced concrete (PRC) components.
SIMULTECH 2023 - 13th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
84
many if not all components are unique in design
both within a batch and between batches, and
therefore have variable handling times at each
process;
all components have uncertainty in the handling
times at each process; and
all components must be delivered by a given date
in accordance with a site assembly schedule.
The study also incorporates several assumptions
regarding the logic of the PRC manufacturing system:
the processes are executed sequentially by all
components, in the order shown in Figure 2;
the order in which components are served can
change between processes; and
each process has just enough resources to handle
one component at a time, with the exception of the
Cure process, which can process an unlimited
number of components simultaneously.
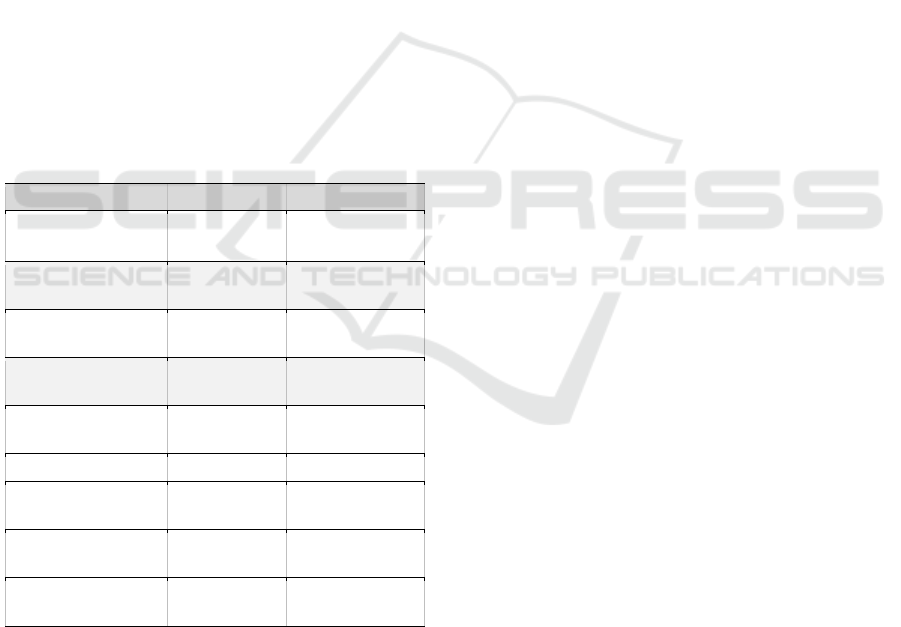
The stochastic time related data used in this study was
taken from Wang et al. (2018). This is summarized
in Table 1, along with the distribution types used. The
units of time are not given because the behaviour of
the system is given by the relative values of these data
rather than by their absolute values.
Table 1: Modelling time parameters.
S
y
stem Variable Distribution Parameters
Order arrival time
Poisson
process
Arrival rate (λ)
1
/
7,000
Batch size
Discretized
triangular
Min Mode Max
1 20 100
Forms duration
Triangular
distribution
Min Mode Max
130 150 170
Rebar duration Fixed
Min Mode Max
120 200 250
Concrete duration
Triangular
distribution
Min Mode Max
0 50 70
Cure duration Fixe
d
~
Strip duration
Triangular
distribution
Min Mode Max
80 100 120
Delivery duration
Triangular
distribution
Min Mode Max
30 50 70
Contingency relative
to site assembly time
Triangular
distribution
Min Mode Max
10 100 200
When an orders at the factory it consists of a batch
of PRC components, the number of which is sampled
from a positively skewed triangular distribution,
rounded to a positive integer. The arrival of orders is
considered to be a Poisson process, with an arrival
rate, λ, selected so that the work demand would
slightly exceed the factory production – in this way
the DANN will have something to improve upon.
Each PRC component is considered to have a
different design and therefore their process durations
(for Forms, Rebar, Concrete, Strip, and Delivery) are
sampled separately. Curing time is considered to be
the same for all PRC components. On site delivery of
a PRC component is measured as a contingency time
beyond the sum of the component’s process
durations, and sampled from a triangular distribution.
3.2 Policy Types Considered
The PRC component factory process is managed by a
decision agent, as illustrated in Figure 2. When a
process becomes vacant, the agent selects a PRC
component from the appropriate queue for
processing, using its current policy. Using the
parameters outlined in Table 1, it was found that the
only bottleneck in the system was at the Forms
process. As such, the rule-of-thumb policy (described
below) was used as the default policy type for all
processes except the Forms process. For the Forms
process, two alternative experience-based policies
were considered baselined against a random policy:
1. A DANN based policy developed using the RL
method described in section 4. The selection of a
PRC component is based on the current state of
the system and predictions about the handling
times for all the PRC components at Forms
processes.
2. A rule-of-thumb policy in which the PRC
component with the least remaining contingency
time in the queue is selected. Note, negative
contingencies (delays) are possible. This type of
policy was included as the default and, when
implemented at the Forms process, it acts as a
performance benchmark for comparison with the
DANN based policy.
3. A random policy strategy in which the PRC
component is selected from the Forms queue
using a uniformly distributed random variate.
This was included as a baseline for comparison
with the DANN policy.
3.3 DANN Structure
The DANN has a layered feedforward structure as
shown in Phase II of Figure 3.
3.3.1 Input Layer
The input layer receives spatiotemporal information
about the state of the system and the work to be
completed. The input values specify the estimated
process durations and the remaining contingencies for
Optimization of a Deep Reinforcement Learning Policy for Construction Manufacturing Control
85
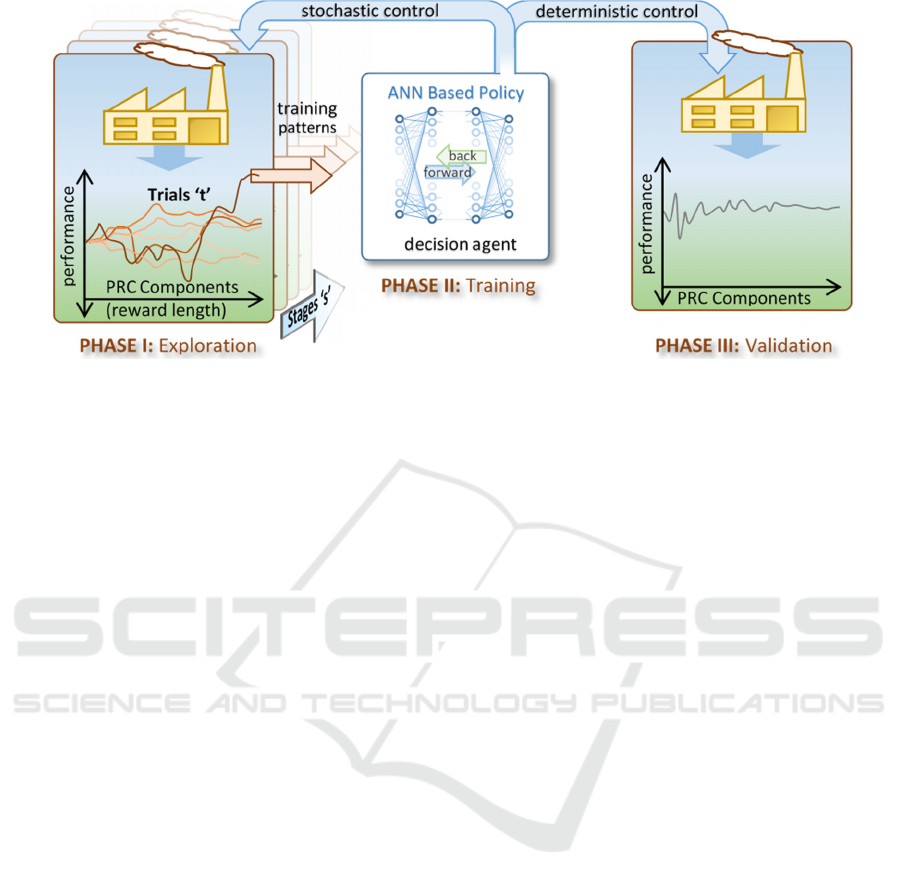
Figure 3: Three phase reinforcement learning DANN development cycle.
the PRC components waiting to be processed. These
data are normalized at the input for each process. The
location of the values at the input indicates the
position in the queue, and the relevant process.
An issue with this approach stems from the fact
that the structure of the inputs to the DANN is fixed
(DANNs are structurally rigid) yet the number of
PRC components in the system that need to be
evaluated is variable. To get around this, the DANN
was designed to allow up to a stipulated number (N)
of PRC components to be evaluated in each queue: if
the number of PRC components in a queue is less than
N then the spare input values are set to 0.0; and if the
number of PRC components in a queue is greater than
N then only the first N PRC components will be
evaluated. Furthermore, the N PRC components
evaluated are those with the least contingency (or
greatest delay), and in this sense this the DANN is a
hybrid with the rule-of-thumb policy. For this study,
N was initially set to 20 PRC components, but then
was ranged as reported in section 5 to see how it
affects performance.
3.3.2 Hidden Layers
The number of hidden layers was initially set to 6 and
the number of hidden units per layer was initially set
to 64. These values were then ranged to seek an
optimum configuration for the DANN, as reported in
section 5. All hidden units adopted the ReLU
(rectified linear unit) activation function due its
computational efficiency and avoidance of the
vanishing gradient problem (Glorot et al., 2011).
3.3.3 Output Layer
The DANNs output layer is where the PRC
components are selected from the Forms queue for
processing. All output units use a sigmoid activation
function, thereby limiting their activation to values
between 0.0 and 1.0. Each output unit represents a
position in the Forms queue. The number of units in
a group is limited to N, the number of PRC
components to be evaluated in Forms queue (see
section 3.3.1 above). The current length of the Forms
queue or N, whichever is smallest, determines the
number of units that are active. The values generated
at the active output units are normalized to sum to 1.0.
This allows the output values to be treated as
probabilities for selecting PRC components from the
queue.
The DANN based policy has two modes of
operation:
Exploration. This mode is used to steer the
simulation through alternative partially-
randomized paths, to gathering high-reward input-
output pattern pairs for training the DANN. Monte
Carlo sampling is used to select PRC components
based on the values generated at the relevant
output units. The higher the value generated at an
output, the more likely the corresponding PRC
component will be selected. The broader strategy
adopted for learning is given in section 4 below.
Validation/Implementation. This mode operates
by selecting a PRC component from the queue
based on the output unit that generates the highest
value. The operation is entirely deterministic. It is
used to control the simulated system in non-
training mode, to validate the performance of the
current policy. In addition, this is the mode that
SIMULTECH 2023 - 13th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
86

would be adopted when using the policy to control
the real system.
4 RL LEARNING STRATEGY
Figure 3 shows the overall RL strategy used to train
the DANN policy. There are three main steps: Phase
I, the collection of training patterns through the
exploration of alternative decision paths; Phase II, the
training of the DANN; and Phase III, validation of the
policy. These phases are iterated through a number of
times until learning converges, each occasion using
the most recent version of the DANN to control the
simulation. Each time the system iterates back to
Phase I, the simulation is reset to a new starting point.
These phases are described in detail in the following
two sections.
4.1 Exploration
In Phase I, the collecting training patterns is
undertaken in a series of stages ‘s’, as illustrated to
the left of Figure 3. Each stage experiments with a
predefined number of trials ‘t’ simulating the
fabrication of a set of PRC components, the reward
length. The trial with the best delivery performance
(see section 4.1.1 below) is selected for later training
of the DANN, and as the lead-in for the next stage in
the simulation. The training patterns collected are the
mappings from input to output for each state
transition in the selected trial.
This process continues until a specified number of
stages have been completed, each time collecting
training patterns from the best performing trial. After
completion of the exploration phase, the system
moves to Phase II, DANN training.
4.1.1 Delivery Performance
Delivery performance is measured in terms of delays
to the delivery of PRC components, with smaller
delays being more favourable. The cost function used
for training is the root-mean-square (RMS) of these
delays, as shown in Equation 1. Note, a PRC
component could be delivered early (indicated by a
negative delay) but the square operation would cancel
the negative sign and thereby treat it as an equivalent
delay. Therefore, the delays in this function are offset
relative to a base value to give greater emphasis to
actual delays over early deliveries.
𝑐𝑜𝑠𝑡
∑
𝑑
𝑏
𝑛
(1)
where:
d is the delay for the i
th
PRC component at its
completion;
n is the number of PRC components completed
at the current trial;
b is the base value against which the delays are
offset - this value is the maximum
contingency time possible for a PRC
component.
4.1.2 Rewards
The learning strategy presented here collects training
patterns based on their success in improving delivery
performance. For this reason, a training pattern’s
output values are modified from that produced by the
DANN to increase the probability of making the same
selection in a similar circumstance. The modification
(a reward) is to move the selected output value closer
to 1.0, and to move the other relevant output values
closer to 0.0, remembering that the output values are
treated as probabilities of selecting a RC component
from the queue. The extent of the modification will
be treated as an experimental hyper-parameter,
although for this study the rewards are set to 0.0 and
1.0 without any discount.
4.2 Training
In Phase II, the training patterns collected in the
exploration phase are used to train the DANN, or to
further train it in repeat iterations, as illustrated in the
centre of Figure 3. The DANN was implemented in
Python (Van Rossum, 1995) and PyTorch (Paszke et
al., 2019), using the optimizer RMSProp (root-mean-
square propagation) and the loss function MSELoss
(mean-squared-error) with reduction set to ‘mean’.
Data loading used a mini-batch size of 64 (with a
training set size around 2,000) with shuffling
switched on. The learning rate was set to 0.001.
Training was conducted until the output from the
loss function had converged, which was found to be
within 1,000 epochs.
4.3 Validation
After training, the system moves to Phase III,
validation of the policy, as illustrated to the right of
Figure 3. This involved running the simulation in
validation/implementation mode (see section 3.3.3)
using a PRC component start point not used for
learning. After validation, the RL iteration returns to
Phase I. This cycling through the phases continues
until either the delivery performance at the validation
Optimization of a Deep Reinforcement Learning Policy for Construction Manufacturing Control
87
phase plateaus or tends to decline. The policy with the
with the best performance measured at the validation
phase is adopted.
5 RESULTS AND DISCUSSION
A series of experiments were undertaken to optimize
the delivery performance of the DANN (see section
4.1.1) by adjusting its structure, and to compare this
to both the rule-of-thumb and random policies
outlined in section 3.2. In the experiments reported
here, training data was collected over a 2,000 PRC
component production run, divided into 100 stages of
20 components each and with 100 trials per stage.
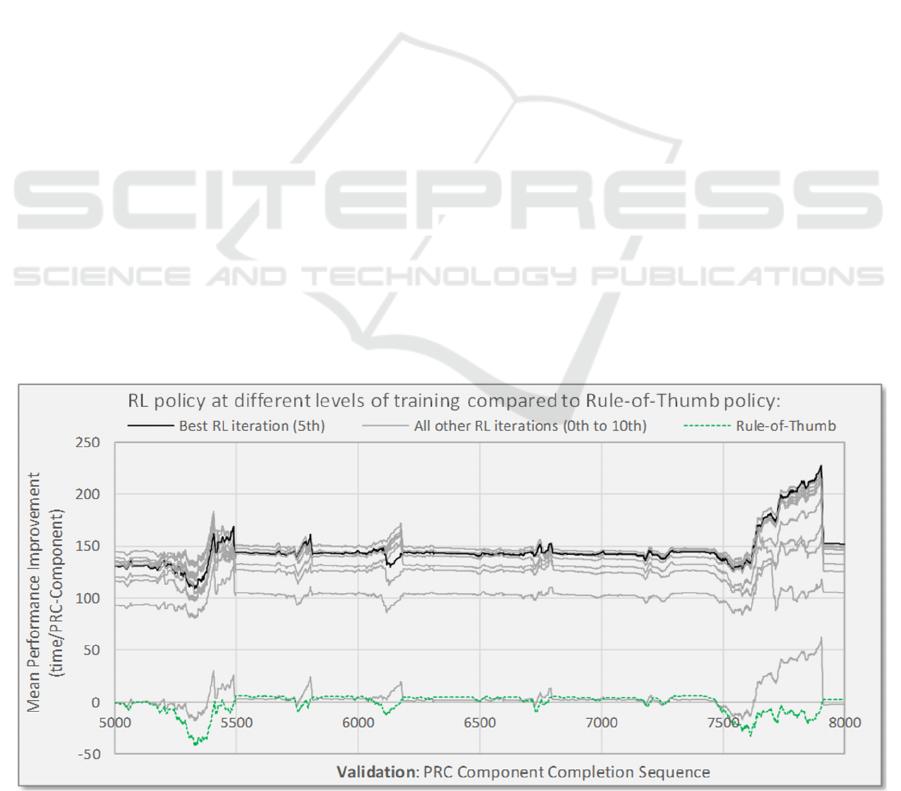
5.1 Performance for the DANN with
the Optimum Structure
Figure 4 shows the performance of the DANN policy
for the last 2,000 PRC components in an 8,000
validation run. Performance is measured on the
vertical axis as the mean improvement in delivery
time for each PRC component compared to the
random policy. For example, a value of 150 indicates
that the policy delivers the PRC components 150 time
units earlier on average than the random policy. The
value is the average measured from the start of the
PRC component completion sequence.
Each grey line in the figure represents the DANN
policy’s performance at different iterations in the RL
process. The dark grey line represents the iteration
that gave the best performance measured at the end of
the 8,000 PRC component validation run. The DANN
always finished learning within 10 iterations in the
experiments reported here. The green dashed curve
represents the performance of the rule-of-thumb
policy.
This figure presents the results after the DANNs
structure had been optimized, having just 1 hidden
layer, 64 hidden units, and N (the number of PRC
components that can be inspected by the policy) set
to 10. After 8,000 PRC components had been
completed in the validation run, the DANN had a
mean improvement per PRC component of about 152
time units, approximately 62 times better than the
rule-of-thumb.
5.2 Optimizing N
Figure 5 shows the relationship between performance
and N, for the first 10 RL iterations. This was for the
DANN with the optimum structure of 1 hidden layer
and 64 hidden units. The graph indicates that the
DANN with N=10 had the best overall performance,
happening at the 5
th
RL iteration. It is reassuring that
these curves are relatively smooth indicating that
performance dependence is well behaved.
These results are summarized in Figure 6 showing
the improvement in performance versus N. Again, the
curve is smooth giving validity to the assessment that
N=10 is around the optimum solution.
5.3 Optimizing the Internal Structure
of the DANN
Figure 7 shows the dependence of performance on the
number of hidden neurons per hidden layer, for a
Figure 4: Delivery performance for the optimum DANN structure.
SIMULTECH 2023 - 13th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
88
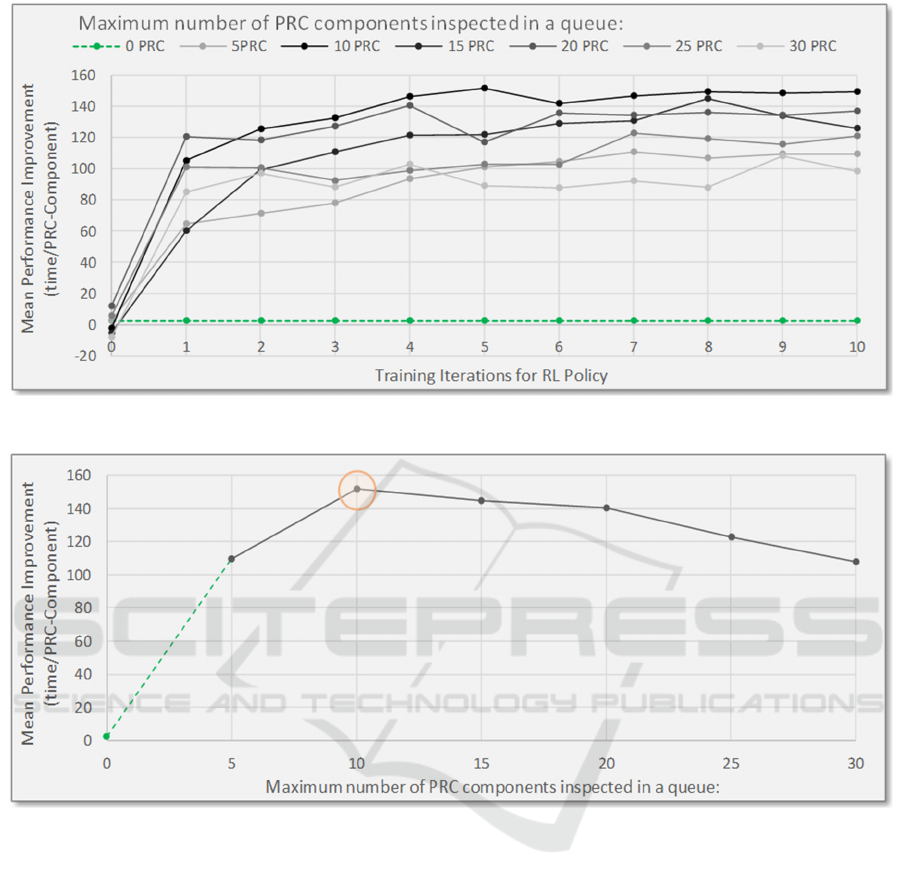
Figure 5: Dependence of performance on N versus RL iteration.
Figure 6: Summary of dependence of performance on N.
DANN with 1 hidden layer. In this case, the number
of hidden units is increased logarithmically as ANNs
tend to demonstrate a linear dependence on the
number of units per hidden layer. The curve suggests
the optimum structure is around 64 hidden units.
Finally, Figure 8 shows how performance
changes with the number of hidden layers, assuming
there are 64 hidden units per hidden layer. There is a
clear vertical trend in performance as the number of
hidden layers decreases, with 1 hidden layer being the
optimum. This is somewhat surprising as deep
structures usually perform better than shallow
structures, although not all the time. This could be
due to the nature of the problem, or that the RL
algorithm is not conducive to learning composite
functional relationships. It will be intresting to see if
this basic trend holds for other case studies, or when
multiple DANN policies have to be trained and work
together, serving concurrent processes.
6 CONCLUSION AND FUTURE
WORK
The work presented in this paper was concerned with
optimizing the performance of a RL trained DANN to
provide high-performance control of factory based
construction processes. The problem is particularly
challenging given the nature of construction projects:
uneven and uncertain demand, high customization,
the need to manufacture work to order, and a lack of
opportunity to stockpile work.
Optimization of a Deep Reinforcement Learning Policy for Construction Manufacturing Control
89

Figure 7: Dependence of performance on the number of hidden units per hidden layer.
Figure 8: Dependence of performance on the number of hidden layers.
A series of experiments, using a real factory as the
case study, showed the approach to significantly
outperform a rule-of-thumb policy and a random
policy in the control of long validation production
runs. In addition, the study demonstrated the
importance of selecting an appropriate structure for
the DANN and its inputs.
Future work will be aimed at improving the
performance of the RL approach, and increasing the
applicability of the technique to a more diverse range
of construction manufacturing problems. This will
include:
Undertaking sensitivity analyses on the RL hyper-
parameters such as the reward term lengths, the
rewards discount rate, the number of trials per
stage, and the number of stages in an iteration.
Consideration of the use of alternative RL
algorithms, and the use of heuristic search
techniques to solve the same problem.
Increasing the range of state data used for input
and the scope of the type of decisions made by the
decision agent.
REFERENCES
Benjaoran, V., Dawood, N., (2005). An application of
Artificial Intelligence Planner for bespoke precast
concrete production planning: a case study. (ISSN:
2706-6568), http://itc.scix.net/paper/w78-2005-a11-5-
benjaoran.
Chan, W.T., and Hu, H., (2002). Production scheduling for
precast plants using a flow shop sequencing model.
Journal of Computing in Civil Engineering, 16 (3), pp.
165-174.
Flood, I and Flood, PDL., (2022). Intelligent Control of
Construction Manufacturing Processes Using Deep
Reinforcement Learning. In Proceedings of the 12th
International Conference on Simulation and Modeling
SIMULTECH 2023 - 13th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
90

Methodologies, Technologies and Applications,
SIMULTECH 2022, Lisbon, Portugal, pp 112-122.
Glorot, X., Bordes, A., Bengio, Y., (2011). Deep Sparse
Rectifier Neural Networks. In proceedings of the
Fourteenth International Conference on Artificial
Intelligence and Statistics, Proceedings of Machine
Learning Research, 15, pp. 315-323.
Leu, S., and Hwang, S., (2001). Optimal repetitive
scheduling model with sharable resource constraint.
Journal of Construction Engineering and Management,
127 (4), pp. 270-280.
Paszke, A., Gross, S., Massa, F., Lerer, A., Bradbury, J.,
Chanan, G., … Chintala, S., (2019). PyTorch: An
Imperative Style, High-Performance Deep Learning
Library. In Advances in Neural Information Processing
Systems, 32, pp. 8024–8035.
Shitole, V., Louis, J., Tadepalli, P., (2019). Optimizing
Earth Moving Operations via Reinforcement Learning,
In 2019 Winter Simulation Conference (WSC), pp.
2954-2965.
Sutton, R., Barto, A. (2018). Reinforcement Learning: An
Introduction, The MIT Press. London, 2
nd
edition.
Van Rossum, G., & Drake Jr, F. L., (1995). Python
reference manual. Centrum voor Wiskunde en
Informatica Amsterdam.
Wang, Z., Hu, H., and Gong. J., (2018). Framework for
Modeling Operational Uncertainty to Optimize Offsite
Production Scheduling of Precast Components.
Automation in Construction, 86, Elsevier, pp 69-80.
Waschneck, B., Reichstaller, A., Belzner, L., Altenmüller,
T., Bauernhansl, T., Knapp, A., & Kyek, A. (2018).
Optimization of global production scheduling with
deep reinforcement learning. In proceedings of 51
st
Conference on Manufacturing Systems, CIRP, 72, pp.
1264-1269.
Xia, K., Sacco, C., Kirkpatrick, M., Saidy, C., Nguyen, L.,
Kircaliali, A., Harik, R., (2021). A digital twin to train
deep reinforcement learning agent for smart
manufacturing plants: Environment, interfaces and
intelligence, Journal of Manufacturing Systems, Vol.
58, Elsevier, pp. 210-230.
Zhou, L., Zhang, L., Horn, BKP., (2020). Deep
reinforcement learning-based dynamic scheduling in
smart manufacturing. In proceedings of 53
rd
Conference on Manufacturing Systems, CIRP, 93, pp.
383-388.
Optimization of a Deep Reinforcement Learning Policy for Construction Manufacturing Control
91
