
Learning-Based Energy Consumption Model of Machining Processes
Using Gaussian Process Regression
Alicia Soto Bono
1,2
a
, Alan McGibney
1 b
, Susan Rea
1 c
and Kritchai Witheephanich
2 d
1
Nimbus Research Center, Munster Technological University, Cork, Ireland
2
Department of Electrical and Electronic Engineering, Munster Technological University, Cork, Ireland
Keywords:
Machining Processes, Digital Twin, Energy Efficiency, Gaussian Process Regression.
Abstract:
Currently, the global energy mix is largely dominated by the use of fossil fuels, with the industrial sector
accounting for a significant portion of this demand. This results in a significant carbon footprint. As such, the
manufacturing industry must become active participants in reducing their impact on the environment through
the r ealization of sustainable manufacturing practices. This study analyzes t he performance of a data-driven
model enhanced with machine learning techniques in order to build a digital twin that can update its parameters
in real-time in response to dynamic changes in t he energy consumption of a machining process. This t ype of
model is suitable for the application of a higher-level controller, such as a model predictive controller to
optimize the efficiency of the process operation. This paper proposes a digital twin modelling approach based
on Gaussian process regression, which updates model parameters wit h closed-loop data from the process in
real-time to retrain the model (evolving). The updating of the model online enables the model to maintain
accuracy over time despite changes in the system’s dynamics.
1 INTRODUCTION
The industrial sector accounts for more than 40% of
the world’s electricity consumption, and manufactur-
ing fir ms consume nearly 50% of tha t energy (IEA,
2020). Energy efficiency plays an important role in
transforming factories to become more sustainable
and more environm entally friendly to address th e key
societal challenge of the d e pletion of energy resour c es
and the deterioration of the environment. However,
improving the energy efficiency in the manufacturing
process is a non-trivial task. This is due to the com-
plexity of flexible manufacturing systems and their
power consumption dynamics.
The energy consumed by machining equipment in
discrete manufacturing processes has typically been
considered less sig nificant compared to other manu-
facturing processes, e.g. the furnaces of steel indus-
tries, therefore, there is a lack of relevant research
on the energy efficiency and mod e ling of machining
processes despite the fact the overall impact on in-
a
https://orcid.org/0009-0002-7198-875X
b
https://orcid.org/0000-0002-0665-2005
c
https://orcid.org/0000-0002-4388-661X
d
https://orcid.org/0000-0002-0243-8917
dustrial c onsumption can be compelling (Gu e t al.,
2020). In (Moradn a zhad and Unver, 2017), it was
highlighted that improving the energy efficiency of
machine tools can be impactful, and more research is
required to develop methods to improve real-time en-
ergy optimiza tion beyond optimizin g time and costs.
In (Huang et al., 2023), an energy-saving con trol
strategy was developed for multi-sleep states of ma-
chine tools conside ring component priority. The re-
sults show that the control stra tegy considering c om-
ponen t priority (i.e. the order in which the com-
ponen ts of a machine tool are started up or shut
down) can obtain more stable produc tivity and a bet-
ter energy-saving effect compared to other control
strategies.
In enhancing the energy efficiency of machine
tools, two approaches are typically employed. Firstly,
developing machine too ls that are energy a nd
material-efficient. Secondly, optimizing the machin-
ing process to conserve energy. The first approach
needs a significant monetary commitm e nt towards
modify ing the machine. Whereas, the second ap-
proach entails maximizing the efficiency of machin-
ing operations through scheduling optimiz ation and
management of both primary components and sup-
port units to minimize the usage of redundant en-
Soto Bono, A., McGibney, A., Rea, S. and Witheephanich, K.
Learning-Based Energy Consumption Model of Machining Processes Using Gaussian Process Regression.
DOI: 10.5220/0012180100003543
In Proceedings of the 20th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2023) - Volume 2, pages 127-134
ISBN: 978-989-758-670-5; ISSN: 2184-2809
Copyright © 2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)
127

ergy (Yi et al., 2020; Bermeo and Ocampo-Martinez,
2019; Quinn et al., 2022). The la tter can be carried
out by apply ing control strategies, e.g. Mod el p redic-
tive control (MPC), which has been extensively uti-
lized for industrial process optimization, resulting in
highly favourable outcomes (e.g., manufacturing sys-
tems (Lanzetti et al., 2019; Huang et al., 2023), c hem-
ical industry (Shin et al., 2020; Wu et al., 2019b),
and pharmaceutical industry (Wong et al., 2018)).
Moreover, it h as been more broadly implemented for
managing ene rgy efficiency (Bermeo and Ocampo-
Martinez, 2019). As a model-based control method,
MPC requires an accurate model of the controlled
system to enha nce its p e rformance. Wh e n it comes to
performance, MPC can outperform other control tech-
niques since predictions of the process permit control
actions to be calcu la te d based on future evolutions,
and it allows for preview information about references
and disturbances to be considered. Consequently, the
prediction model is a critical compon e nt of MPC (Ca-
macho, 2013).
Given the importance of an accurate mo del for
the perfo rmance of MPCs, most of the research in
learning-based MPC is focusing on improving the
model quality (Hewing et al., 2020; Narciso an d Mar-
tins, 2020). However the co mputation load required
to equate the prediction model ca n m ake the applica-
tion of the MPC in real time infeasible, e.g. compu-
tation fluid dynamics (CFD) is a powerful modelling
tool, but its computation cost is large, making it pro-
hibitive for a rea l-time optimisation application ( Jeon
et al., 2019). Therefore, recent research has been fo-
cused on developing acc urate data-driven models suit-
able to be applied in real-time by a n MPC. These
methods include modeling the system’s dynamics
with machining learning (ML) technique s such as ge-
netic algorithms (GA) (e.g. (Huang et al., 2023)),
Gaussian process r egression (GPR) (e.g. (Park et al.,
2015; Maiworm et al., 2021)), decision trees, deci-
sion forests, logistic regression, support vector ma-
chine (SVM), neural network (NN) (e.g. (Shin et al.,
2020; Lanzetti et al., 2019; Wu e t al., 2019a)), and
Bayesian classifiers (Jordan and Mitchell, 2015).
In (Shin et al., 2020), an MPC framework using a
NN to model the system’s dynamics was developed.
The aim was to increase the speed of optimization
and accuracy of the model. The adoptio n of the NN
model instead of using the existing linearized model
enhances the operational efficiency o f the process in-
dustry. In (Wu et al., 2019a), a machine learning-
based pre dictive contro l system was deve loped for
nonlinear processes using an e nsemble of rec urrent
neural network (RNN) models. Their Lyapunov-MPC
formu lation employs ma c hine learning ensemble re-
gression modelling tools to improve the prediction ac-
curacy of RNN models and overall closed-loop per-
formance while parallel computing is utilized to re-
duce computation time. In (Lanzetti et al., 20 19), a
tailored RNN model for system identification is pre-
sented. It is scalable a nd flexible for handling com-
plex systems encountered in industrial applications.
The proposed framework is applied in an industrial
simulation case study, showing good performa nce in
dealing with challeng ing prac tica l conditions such as
multiple-input multiple-output (MIMO) co ntrol, non-
linearities, noise, and time delays. Which makes this
method scalable to machining pro cesses.
Degradation of mach ines and dynamic production
environments can result in variations of energy con-
sumption. In these uncertain situations, it is proposed
that optimizing the machining process using real-time
data is the most appropriate method. To achieve on-
line optimization, it is necessary to have an accurate
energy model that can cope with uncertainty relate d to
changes in machine componen ts and production pro-
cesses. Developing a new real-time predictive model
or digital twin using ML techniques can address this
challenge since it has the potential to capture inher-
ent dynamics and update parameters co ntinually dur-
ing operation . Unlike traditional system identification
methods, most of which are suitable for offline pro-
cesses, this technology allows for real-time operation.
In (Hewing et al., 2020), the ad vantages of learning-
based MPC were explored, e. g. in c luding the ability
to ex ploit the abundance of data in a reliable m a n-
ner, particularly while taking safety constraints into
account. The proposed method addressed the auto-
mated and data-driven generation or adaptation of el-
ements of the MPC formulation such th a t the control
performance with respect to the desired clo sed-loop
system behavior is improved. The setup in which
this learning takes place can be diverse. For instance,
offline learning considers the adap ta tion of the con-
troller between different trials or episodes of a control
task, during which data are collected. In methods that
learn online, the c ontroller is adjusted during closed-
loop operation or using the data collected d uring one
task execution.
In (Park et al., 2015), energy prediction models
are developed for different subprocesses of a CNC
milling machine using a GPR model. The study in-
vestigates the effects of machining parameters on en-
ergy consumption and identifies the optimum inp ut
features for the mode l of each different subprocess.
An uncertainty analysis is also presented to develop
confidence boun ds for the prediction model. In ad-
dition, GPR can refine the mod el online during op-
eration. GPR models are capable of efficient on-
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
128

line learning and can reduce the computation load
by limiting the number of training data points while
maintaining good performanc e . Gaussian pro cesses
are also flexible and can handle non-linea r and non-
Gaussian systems (Maiworm et al., 2021).
Given the lack of research on the e nergy efficiency
of machining processes an d th e requir e ment of MPC
to have a sufficiently accurate model that enables real-
time op eration, this work proposes a modeling frame-
work based on GPR to capture the energy consump-
tion dynamics of machining processes. In addition,
the p roposed method is capable of online retraining
of the model (evolving), hence the accuracy of the
model is maintained even when the system’s dynam-
ics vary. M ost of the studies in this field employ mod-
elling te c hniques such as GPR to model the system,
however, these models are built for prediction pur-
poses and are not applied in MPC applications. In
this work, a framework is provided fo r the develop-
ment of a GPR model that can be applied in MPC
applications for optimizing the energy efficiency of
machining processes.
2 MODELING AND EVOLVING
GAUSSIAN PROCESS
REGRESSION MODEL
In this work, a mo del using GPR to capture the sys-
tem’s energy consumption dynamics of a machining
process is built. The model is updated with new data
when changes in the physical properties of the proce ss
are detected . This enables for the capture of the un-
certainties and any variation of the system’s dynam-
ics du e to agin g or any environmental change that af-
fects the system’s dynamics. This allows the model
to improve and maintain accuracy over time. The on-
line training will b e performed using new measure-
ments obtained in c losed-loop operation. With this,
the model can be used as a control model for MPC
in order to op timize the energy consum ption and the
control perform ance can be improved over time by
utilizing the mea sured data. In wha t follows, the fun-
damentals of GPR are introduced. Then the evolving
GPR concept is described that will be applied to iter-
atively update the energy consumption model.
2.1 Gaussian Process Regression
A Gaussian process regression is a non-
parametric model with unce rtainty predic-
tions (S¨arkk¨a, 2019 ). The GP prior distribution
GP f (u) ∼ GP(m(u), k(u, u
′
)) is defined by the
mean function m(u) = E[ f (u)] and the covariance
or kernel function k(u, z
′
) = cov[ f (u), f (u
′
)] =
E[( f (u) − m(u))( f (u
′
) − m(u
′
)))]. Where u is the
input called regressor and E is the expected valu e .
The mean and the covariance f unctions along with
their hyperp arameters θ define the GP. The GP is
then trained with a set of n measured input u and
output z data points defined as the training dataset
D = {u, z} that will be used to infer the posterior
Gaussian distribution (Jeon et al., 2 019),
f (u|D) ∼ GP(m(u|D), σ
2
(u|D)). (1)
The mean function mostly used is a constant zero
prior mean m(u|θ) = 0 . The covariance fun c tion
defines the smoothne ss property of the functio ns,
which is usually selected to be the squared expo-
nential covariance function (S¨arkk¨a, 2019) . Then,
the hyper-parameters θ are determined maximizin g
the log margina l likelihood for the training data set
D = {u, z},
log(p(z|ω, θ)) = −
1
2
z
T
k
−1
z −
1
2
log|K|−
1
2
log(2π). (2)
One advantage of this modeling technique is that
it gives a regression mean of the p rediction along with
upper and lower error bars for the predicted values, a s
shown in Figure 1, which can be used as an estimate
of prediction uncertainty (S¨arkk¨a, 2019).
-1.5 -1 -0.5 0 0.5 1 1.5
input, x
-0.5
0
0.5
1
1.5
2
2.5
3
3.5
output, y
95% confidence intervals
Predicted
Measured
Figure 1: Ilustration of a GPR prediction.
2.2 Evolving Gaussian Process
Regression
Any change in the environmen t of the system, suc h as
humidity, temperature, noise, or aging may vary the
system’s dynamic and if the model is not updated to
capture th ose changes in the dyna mics the accuracy
of the predictions will be affected. For that reaso n,
the training dataset D = {u, z} needs to be updated so
the GP evolves with the real system (Maiworm et al.,
2021).
There are different criteria to decide if a new data
point needs to be include d in D = {u, z}. In (Mai-
worm et al., 2021), it is determined if a new data point
Learning-Based Energy Consumption Model of Machining Processes Using Gaussian Process Regression
129
is included if the prediction erro r e
p
and the variance
σ
2
are higher than the determined thresholds ¯e and
¯
σ
2
respectively, i.e.
e
p
> ¯e (3)
σ
2
>
¯
σ
2
. (4)
Increasing the number of data points will increase
the computation time for the prediction, which could,
at some point, make the model unfeasible for a real-
time optimization application su c h as MPC. There-
fore, there is a nee d to maintain the number of data
points n when evolving the GPR. Different metho ds
can be used to determine which data point should be
replaced with a new one, e.g.
• Erasin g the oldest data point.
• Erasin g the data point that provides less informa-
tion to the model (i.e. the one with the highest
value of accuracy when used f or prediction).
The first method has less computational c ost,
while the second method would need to predict the
accuracy of the trainin g dataset at every time k the
model is updated ( Maiworm et al., 2021). In some
cases, the second meth od could be applied without
affecting the real-tim e performance of the model, e.g.
when the model is updated offline or if the compu-
tation time is less than the req uired prediction time-
step. In Section 5, the accuracy and computation time
of both methods is evaluated.
3 DATA ACQUISITION
This section describes the acquisition of training and
validation data. More details can be found in (Bhinge
et al., 2014). The data was used in (Park et al., 2015;
Bhinge et al., 2014; Ferguson and Park, a)
1
.
3.1 Training Data
The experiments were r un using a Mori Seiki NVD
1500 – Micro NC M illing machine with a 9.525 m m
diameter solid carbide tool to machine a 63 .5 mm x
63.5 mm x 56 mm cold finish mild steel 1018 ma-
terial. I t includes six basic c utting subprocesses: face
milling, countering, poc keting, slotting, spiraling, and
drilling, and three non-cutting subprocesses: air-cut
in x and y direction, air-cut in z-direction and rapid
motion (Bhinge et al., 2014 ).
Eighteen sample parts were machined. The face-
milling operations on the first nine parts were carried
1
Database at: http://lma.berkeley.edu/raunak.html
out in the y-direction, while the r emaining nine parts
were milled in the x-direction. This ensures a better
prediction performance of the model since the data
covers both axes equally. In each part, the parameters
that affect the energy consumption the most are varied
so that every combination of them is applied for each
sample part. The spindle speed is measured in revolu-
tions per minute (RPM), the values used can be seen
in Table 1. The feed rate measured in millimeters per
minute is then obtained as the product of the spindle
speed in RPM, the chip load me a sured in millimeters
per tooth, and th e number of tool teeth (Bhin ge et al.,
2014).
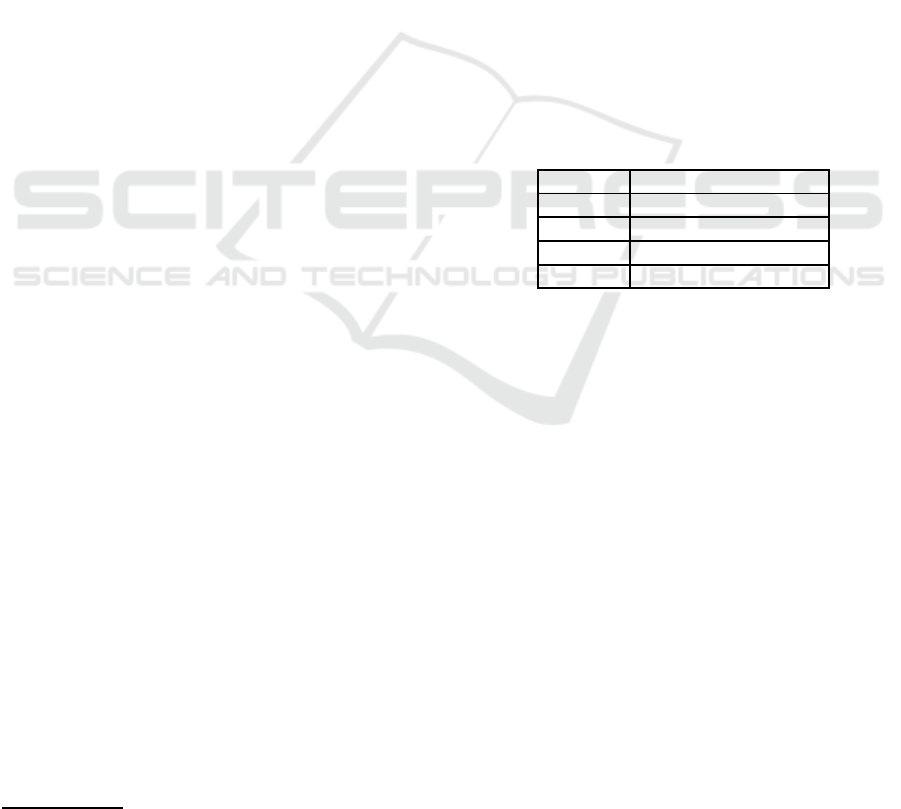
3.2 Validation Data
Three test datasets were generated for validation in-
cluding six basic cutting subpro cesses: face milling,
pocketing, and drilling, and three no n-cutting sub-
processes: air-cut in x and y direction, air-cut in z-
direction, and rapid motion. In this case, th e spindle
speed (RPM) for each test data set were varied as it
can be seen in Table 1 (Bh inge et al., 2014).
Table 1: Parameters of the training and validation data.
Dataset Spindle Speed (RPM)
Tra ining {1500, 3000 , 4500}
Te st 1 {1500, 3000 , 4500}
Te st 2 {1700, 2800 , 4300}
Te st 3 {2125, 2400 , 3750}
4 GAUSSIAN PROCESS
REGRESSION BASED ENERGY
CONSUMPTION MODELS
In this section, f our different GPR-based energy con-
sumption models for machining processes are pre-
sented. The performance s are compared in Section
5:
• Baseline mode l.
• Reduced training data set.
• Reduced training data set and evolved offline.
• Reduced training data set and evolved online.
The hyperparameters for the evolved models are
fixed with the values obtained with the reduced
model, i.e . only the training dataset D = {u, z} is
modified when retraining. This means that after re-
training the model, there is no need to maximize the
log marginal likelihood again, which saves most of
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
130
the computation load o f the retrainin g process. MAT-
LAB packages: PMML (Ferguson and Park, b) and
GPML (Rasmussen and Nickisch, 20 20) were used to
generate, tr ain, optimize, store, and use for prediction.
4.1 Baseline Model
The b aseline model correspo nds to the model pro-
posed in (Park et al., 2015). Each of the 9 subpro-
cesses has a corresponding GPR model. Th e input
features or regressor s for each GPR model vary, as the
impact of input parameters o n the e nergy consump-
tion dynamics varies depending on the subprocess.
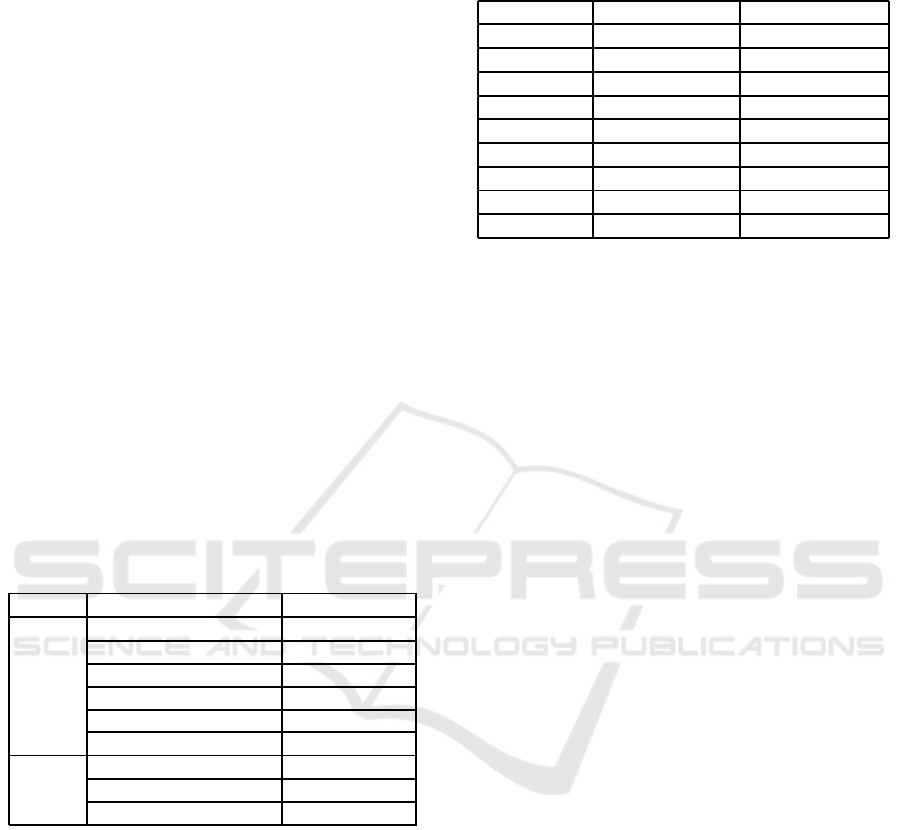
Table 2 shows w hich inputs were used for each sub-
process’s GPR m odel listed in order of importance,
i.e.
• Featur e 1 is the feed ra te (RPM).
• Featur e 2 is the spindle speed (mm/min).
• Featur e 3 is the depth of cut (mm).
• Featur e 4 is the a ctive tool axis ID. It is derived
from the length of the cut in each direction x, y,
and z.
• Featur e 5 is the cutting strategy ID. It is the
method for removing material.
Table 2: Input features of the GPR models by subprocess.
Feed Spindle speed (RPM) Input features
Cut
Facemilling {1, 2, 3, 4, 5}
Countouring {4, 1, 3, 2}
Slotting {4, 1, 2, 5}
Pocketing {4, 1, 2}
Spiraling {1, 4, 3}
Driling {1, 2, 4, 3}
No cut
Air cut in x and y {1, 2, 4}
Air cut in z {4, 1, 2}
Rapid motion {2, 4}
4.2 Reduced Training Data Set Model
In this model, the number of data points used in the
baseline model was reduced b y erasing data poin ts
from the training dataset D = {u, z}. The erased data
points were less meaningful data points for the model
e.g. the data points that we re predicted with the high-
est accuracy. Table 3 shows the difference in the num-
ber of trainin g d a ta po ints between the baseline and
the reduced models for each subprocess.
4.3 Offline Evolved Model
The reduced model is then evolved offline with data
from one of the validation datasets offline. This
Table 3: Number of tr ai ning data points of the GPR models
by subprocess.
Subpro cess Baseline model Reduced model
1 1466 733
2 425 212
3 134 67
4 168 134
5 16 8
6 18 14
7 122 120
8 140 139
9 24 24
method enables maintaining acc uracy with less c om-
putation time than the baseline model while it also en-
ables the updating of the model in order to adapt the
model to the changing dynamics of the system. Both
methods were evaluated to decide which data points
should be substituted, i.e.
• Erasing the oldest data point.
• Erasing the data point that provides less infor ma-
tion to the model.
4.4 Online Evolved Model
Our a im is to create an online learning GPR model
suitable to be applied by an MPC in real-time to op-
timize the operations of a machining proc ess. There-
fore, the threshold for substituting o ne of the train-
ing data po ints with a new one is evaluated every time
step. Both methods used f or the offline evolved mo del
to decide which data points are going to be substituted
are also benchmarked for this model.
5 RESULTS
The model has been tra ined and validated on a lap-
top machine equipped with an Intel Core i7-10610U
1.8GHz and 32GB RAM running MATLAB 2022b
64-bit with the PMML (Ferguson and Park, b) and
GPML (Rasmussen and Nickisch, 2020) packages.
Table 4 shows the accuracy of the baseline and
reduced models. Note that the accuracy o f the val-
idation is higher than the accuracy of th e training
since the training d ataset includes 9 machining sub-
processes, while the validation da ta sets only include
6 of the 9 subprocesses. It also shows that the ac-
curacy of the ba seline mo del is maintained when the
reduction of data points for training is carried out to
create the reduced model.
Table 5 shows the c omputation time for training
and the validation (prediction) processes, which are
significantly reduced with the reduced mode l.
Learning-Based Energy Consumption Model of Machining Processes Using Gaussian Process Regression
131

Table 4: Accuracy of the baseline and reduced models.
Baseline Reduced
Dataset NMRSE(%)
Tra ining 74.0121 72.2632
Te st 1 84.4659 83.55 76
Te st 2 80.4416 79.40 65
Te st 3 68.4466 68.00 77
Table 5: Computation time of the baseline and reduced
models.
Baseline Reduced
Dataset Time (s)
Tra ining 28.27641 0.003509
Te st 1 50.34184 22.30064
Te st 2 48.66615 21.81061
Te st 3 50.06636 22.19655
Tables 6 an d 7 show that both evolved methods in
each metho d a) and b) maintain and even increase the
accuracy of the reduced model when predicting the
validation dataset. The a c curacy when predicting the
training dataset is the one fixed in the reduced model.
Table 6: Accuracy of the evolved offline models.
Evolve offline
a) b)
Dataset NMRSE (%)
Tra ining 72.2632 7 2.2632
Te st 1 88.3044 88.1600
Te st 2 87.5672 86.8094
Te st 3 86.6200 86.8189
Table 7: Accuracy of the evolved online models.
Evolve online
a) b)
Dataset NMRSE (%)
Tra ining 72.2632 7 2.2632
Te st 1 86.1598 84.6490
Te st 2 85.4315 81.0116
Te st 3 76.3391 72.7208
In Ta ble 8 and 9 it can be observed that the com-
putation time for both evolving methods is similar.
The computa tional time shown in Table 5 represents
the computational time for predicting the full process,
while the c omputational time shown in Table 8 and
Table 9 represent the ave rage compu tational time for
predicting over an NC block.
Figure 2 shows the prediction s of the ba seline
model for Test 1, w hile Figures 3 and 4 show the
predictions of the evolved online model b) for Test
1. Figure 4 also shows at which NC block a train-
ing data point is substituted, e. i. wh en the thresh -
olds described by equations (3) and (4) are crossed.
Table 8: Computation time of the evolved offline models.
Evolve offline
a) b)
Dataset Time (s)
Tra ining 0.0033509 0 .003509
Te st 1 0.0045 0.0043
Te st 2 0.0048 0.0045
Te st 3 0.0052 0.0043
Table 9: Computation time of the evolved online models.
Evolve online
a) b)
Dataset Time (s)
Tra ining 0.003509 0.003509
Te st 1 0.00469 0.0075
Te st 2 0.00486 0.0074
Te st 3 0.00596 0.0088
86 88 90 92 94 96
NC block
0
100
200
300
400
Predicted
Measured
Figure 2: Measured values for Test 1 and predicted values
using the baseline model.
86 88 90 92 94 96
NC block
0
100
200
300
400
Predicted
Measured
Figure 3: Measured values for Test 1 and predicted values
using the evolved online model b).
For example, between NC blocks 85-95, the train-
ing data points are substituted in con secutively NC
blocks. Comparing Figures 2 and 3 it can be observed
that the pre dicted signal is c loser to the measured one
when using the evolved online model b). In Figure 4
it can be observed that between NC blocks 85-95 the
retraining of the mode l is carried out every two NC
blocks.
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
132

0 50 100 150
NC block
0
200
400
600
Predicted
Measured
0 50 100 150
NC block
0
0.5
1
Retraining (1/0)
Figure 4: Measured values for Test 1 and predicted values
using the evolved online model b) and retraining signal.
6 CONCLUSION
The aim of this work is to build a digital twin that uses
a non-parametric regression model, i.e. Gaussian pro-
cess regression, suitable to be update d online allowing
the model to sustain its a ccuracy over time despite any
alterations that might oc cur in the system’s dynam-
ics. The performance of four different GPR models
was analysed. The baseline mo del demonstrates the
Gaussian process regression can be used to model the
energy consumption of a CNC machine. The reduced
model results demonstrate that the computation time
could be reduced when less re levant data points are
erased from the training data set while maintaining
accuracy. The offline evolved mo del results show the
reduced data po ints GP model can be retrained with
new data, so the model changes along with the real
system. Th e online evolved model demonstrate s that
the retraining of the model of the energy consumption
of a CNC machine can be done online. Both evolved
models, offline and online, have similar accuracy and
computation time, but the model evolved online will
include real-time changes in the system’s dynamics.
These results deter mine that online retraining of the
model to capture the changes in the behaviour of the
energy con sumption of a machinin g process in real
time is feasible.
A test be d is being built in order to collect new
data to analyse the performance of the evolved on-
line models. The computation time and accuracy
of the evolved online models meet the cha racter-
istics require d to build a DT–MPC framework to
model th e energy consumption of machining pro-
cesses enhanced with real-time adaptative learning of
the model and real- time optimization to reduce the en-
ergy consumption of the system. The literature review
on energy efficiency in machining typ ic a lly employs
alternative tec hniques for system modelling or GPR,
but does not incorp orate M PC for ene rgy efficiency
optimization. Thus, this study’s primary contribu-
tion is the proposed GPR model’s suitability for future
MPC applications in optimizing energy efficiency in
machining processes.
ACKNOWLEDGEMENTS
This research work has been supported by Science
Foundation Ireland (SFI) Co nfirm Centre for Smart
Manufacturin g ( CONFIRM), under Grant Number
SFI/16/RC/3918.
REFERENCES
Bermeo, M. A . and Ocampo-Martinez, C. (2019). Energy
efficiency improvement through mpc-based peripher-
als management for an industrial process test-bench.
IFAC-PapersOnLine, 52(13):648–653.
Bhinge, R., B iswas, N., Dornfeld, D., Park, J., Law, K. H.,
Helu, M., and Rachuri, S. (2014). An intelligent ma-
chine monitoring system for energy prediction using
a gaussian process regression. In 2014 IEEE Inter-
national Conference on Big Data (Big Data), pages
978–986. IEEE.
Camacho, Eduardo F., C. B. (2013). Model predictive con-
trol. Springer science & business media.
Ferguson, M. and Park, J. Energy consumption
prediction with gpr. https://github.com/maxkferg/
milling-energy-prediction. Online. Accessed May-
2023.
Ferguson, M. and Park, J. Gaussian process regres-
sion pmml package for matlab. https://github.com/
maxkferg/matlab-pmml. Online. Accessed May-
2023.
Gu, W., Li, Z., Chen, Z., and Li, Y. (2020). An energy-
consumption model for establishing an integrated
energy-consumption process in a machining system.
Mathematical and computer modelling of dynamical
systems, 26(6):534–561.
Hewing, L., Wabersich, K. P., Menner, M., and Zeilinger,
M. N. (2020). Learning-based model predictive con-
trol: Toward safe learning in control. Annual Re-
view of Control, Robotics, and Autonomous Systems,
3:269–296.
Huang, Z., Li, H., Cao, H., Wen, X., Ge, W., Wang, Q.,
Zhang, Q., and L i, C. (2023). Energy-saving con-
trol strategy for multi-sleep states of cnc machine tool
considering components priority. IEEE Transactions
on Industrial Electronics.
IEA, I. E. A. (2020). Key world energy stati stics 2020.
Jeon, K., Yang, S., Kang, D., N a, J., and Lee, W. B. (2019).
Development of surrogate model using cfd and deep
Learning-Based Energy Consumption Model of Machining Processes Using Gaussian Process Regression
133

neural networks to optimize gas detector layout. Ko-
rean Journal of Chemical Engineering, 36:325–332.
Jordan, M. I. and Mitchell, T. M. (2015). Machine learn-
ing: Trends, perspectives, and prospects. Science,
349(6245):255–260.
Lanzetti, N., Lian, Y. Z., Cortinovis, A., Dominguez,
L., Mercang¨oz, M., and Jones, C. (2019). Recur-
rent neural network based mpc for process i ndustries.
In 2019 18th European Control Conference (ECC),
pages 1005–1010. IEEE.
Maiworm, M., Limon, D., and Findeisen, R. (2021). Online
learning-based model predictive control with gaus-
sian process models and stability guarantees. Inter-
national Journal of Robust and Nonlinear Control,
31(18):8785–8812.
Moradnazhad, M. and Unver, H. O. (2017). Energy ef-
ficiency of machining operations: A review. Pro-
ceedings of the Institution of Mechanical Engi-
neers, Part B: Journal of Engineering Manufacture,
231(11):1871–1889.
Narciso, D. A. and Martins, F. (2020). Application of ma-
chine learning tools for energy efficiency in industry:
A review. Energy Reports, 6:1181–1199.
Park, J., Law, K. H., Bhinge, R., Biswas, N., Srinivasan, A.,
Dornfeld, D. A., Helu, M., and Rachuri, S. (2015). A
generalized data-driven energy prediction model with
uncertainty for a milling machine tool using gaus-
sian process. In International Manufacturing Science
and Engineering Conference, volume 56833, page
V002T05A010. American Society of Mechanical En-
gineers.
Quinn, W. , Cionca, V., Witheephanich, K., and Ozturk,
C. (2022). A learning factory framework: Chal-
lenges and solutions f or an irish university. IFAC-
PapersOnLine, 55(10):631–636.
Rasmussen, C. E. and Nickisch, H. (2020). Gpml mat-
lab code version 4.2. http://gaussianprocess.org/gpml/
code/matlab/doc/. Online. Accessed May-2023.
S¨arkk¨a, S. (2019). The use of gaussian processes in system
identification. arXiv preprint arXiv:1907.06066.
Shin, Y., Smith, R., and Hwang, S. (2020). Development
of model predictive control system using an artifi ci al
neural network: A case study with a distillation col-
umn. Journal of Cleaner Production, 277:124124.
Wong, W. C., Chee, E., Li, J., and Wang, X. (2018). Re-
current neural network-based model predictive control
for continuous pharmaceutical manufacturing. Math-
ematics, 6(11):242.
Wu, Z., Tran, A., Rincon, D., and Christofides, P. D.
(2019a). Machine learning-based predictive control
of nonlinear processes. part i: theory. AIChE Journal,
65(11):e16729.
Wu, Z., Tran, A., Rincon, D., and Christofides, P. D.
(2019b). Machine-learning-based predictive control
of nonlinear processes. part ii: Computational imple-
mentation. AIChE Journal, 65(11):e16734.
Yi, Q., L i, C., Ji, Q., Zhu, D., Jin, Y., and Li, L. (2020).
Design optimization of lathe spindle system for opti-
mum energy efficiency. Journal of Cleaner Produc-
tion, 250:119536.
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
134
