
INFORMATION SYSTEMS SUPPORT
FOR MANUFACTURING PROCESSES
The standard S95 perspective
Patrícia Macedo
Centro de Engenharia Organizacional, INESC Inovação, R Alves Redol, 9, 1000-029 Lisboa, Portugal
Escola Superior de Tecnologia de Setúbal, IPS, Setúbal, Portugal
Pedro Sinogas
Centro de Engenharia Organizacional, INESC Inovação, R Alves Redol, 9, 1000-029 Lisboa, Portugal
Departamento de Engenharia Informática, Instituto Superior Técnico, UTL, Lisboa, Portugal
José Tribolet
Centro de Engenharia Organizacional, INESC Inovação, R Alves Redol, 9, 1000-029 Lisboa, Portugal
Departamento de Engenharia Informática, Instituto Superior Técnico, UTL, Lisboa, Portugal
Keywords: Manufacturing Enterprises, Enterprise Resource Planning, Manufacturing Execution Systems.
Abstract: Manufacturing Execution Systems and Enterprise Resource Planning Systems support the
Manufacturing Enterprise. The two families of systems have been developed independently, so
they have grown without a scope or a strictly defined border. The feature overlapping between
them raises relevant issues in the integration with control systems. This paper analyzes how
different types of manufacturing processes are supported by ERP and MES, and how the standard
developed by ISA: S95 defines the scope of each system. This standard also provides the
separation of production from non-production processes. A paper mill enterprise case study is
presented, where the business processes are identified and a system framework is proposed in
accordance with the S95 hierarchy function model.
1 INTRODUCTION
Manufacturing Execution Systems and Enterprise
Resource Planning Systems exist to support the
manufacturing enterprise. As these two families of
systems have been developed independently, they
have grown without a scope or a strictly defined
border.
MES systems were developed to support the
production processes and have been extended to
support quality control, warehouse and order
management. ERP systems began supporting
corporate activities such as finances, sales and
distribution and then extended their scope to support
quality control and production tracking. The
overlapping features of production planning and
quality control between both systems raises relevant
issues in their integration with control systems of the
plant-floor (Mark2000). This integration is required
for systems to be able to completely support the
value chain of manufacturing enterprises.
This context allows three possible scenarios:
• MES products evolve to support everything.
• ERP systems grow to support manufacturing.
• MES and ERP are integrated in order to keep
the strong points of each one.
As the last option preserves the know-how from
within each system, it implies a clear definition of
the scope, boundaries and information flows
between them.
552
Macedo P., Sinogas P. and Tribolet J. (2004).
INFORMATION SYSTEMS SUPPORT FOR MANUFACTURING PROCESSES - The standard S95 perspective.
In Proceedings of the Sixth International Conference on Enterprise Information Systems, pages 552-555
DOI: 10.5220/0002644805520555
Copyright
c
SciTePress
Instrument Automation and System Association
formed a committee of system vendors to develop
S95: Enterprise-Control System Integration
Standard (S952000). This standard provides means
to represent how ERP and MES are structured
inside the Enterprise Architecture.
This paper analyzes how different types of
manufacturing processes are supported by MES and
ERP systems. To better illustrate these ideas a
system framework is proposed in accordance with
the S95 hierarchy function model for a paper mill
enterprise.
2 MANUFACTURING PROCESSES
As business processes are the activities performed
within the business during which the state of
resources changes and which describe how work is
done, it is possible to define manufacturing
processes as business processes that transform
physical resources. ANSI/ISA classifies
manufacturing processes as discrete, continuous and
batch. This allows classifying manufacturing
processes according to resource type and their
relationship with time, as present on
Table 1
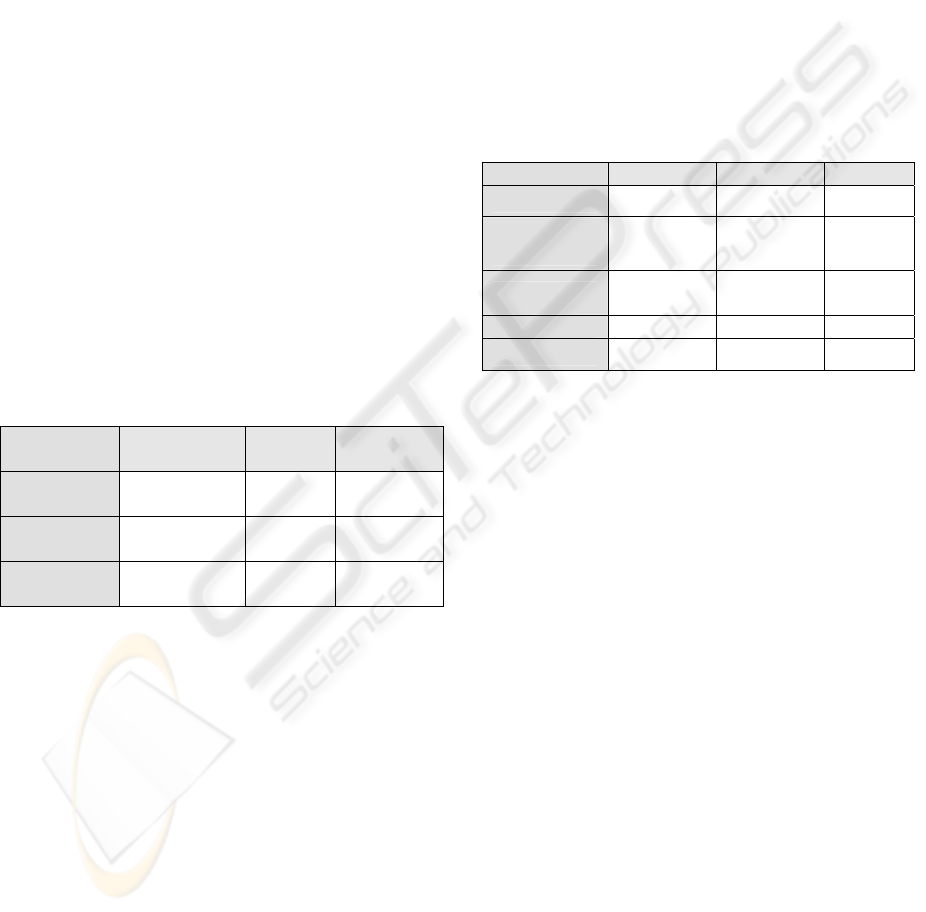
Table 1: Manufacturing types
Manufacturing
Process
Time
Characteristic
Type of
Input
Type of
Output
Discrete Discrete Time
Finite
Discrete
Finite
Discrete
Process
Continuous
Continuous
Time
Flow Flow
Process Batch
Interval of
Time
Finite not
discrete
Finite not
discrete
Discrete Manufacturing Processes are of two
types: Assembling: Several items are aggregated to
build one finished product (i.e. Auto Industry) and
Disassembling: Product is split in several sub-
products (i.e. Paper sheet production).
Manufacturing Batch Processes are based on a
recipe that is executed during a finite period of time,
consuming and producing finite quantities of
products, called lots (i.e. Pharmaceuticals Industry).
Continuous Manufacturing Processes
transform continuous input resources into
continuous output resources (i.e. Steel and Pulp
Industries).
There are industrial cases where the production
chain process is based on the aggregation of several
types of manufacturing processes. Production can be
composed by a continuous process followed by a
disassembling discrete process for cutting and an
assembling discrete process for packing, as in the
paper industry (Schroder1993).
3 MES AND ERP SYSTEMS
Systems to support quality and production planning
have to handle the different characteristics of each
manufacturing type described. The differences on
Manufacturing Processes that have influences in the
definition of applications are resumed on table 1.
Product identification is based on item number
for Discrete Process, lot number for Batch Process
and based on time interval or time instant on
Continuous.
Table 2: System features / manufacturing types
Discrete Continuous Batch
Identification Item Time Lot
Production
Planning entity
Bill of
Material
Rate Recipe Recipe
Quantities
Numbers of
items
Recipe Ratio
Based
Volume
or Weight
Quality Item based Time based Lot based
Trace Item based Flow based Lot based
The identification type influences quality
management, planning process and traceability
implementations, as all these processes have to
manipulate the product entity.
3.1 Overlapping features
The identification of the overlapping features
between MES and ERP systems is presented in
Table 3 where business activities are defined
according to the value chain model (Porter1985).
Inbound Logistics include activities of
planning, receiving and storing raw material,which
are usually supported by ERP systems.
Manufacturing aggregates activities of planning
and execution. It is the core capability of MES.
Quality control activity is usually well
supported by MES systems. ERP systems’ planning
is usually based on Bill Material or Recipe entities
that do not cover all Industries Operations
requirements.
Outbound Logistics as Inbound Logistics are
well supported by MES and ERP systems on storage
management, planning and execution of delivery
activities.
Sales are composed by the activities of order
fulfilment, planning and invoicing which are
supported by both systems. When the order deliver
INFORMATION SYSTEMS SUPPORT FOR MANUFACTURING PROCESSES - THE STANDARD S95
PERSPECTIVE
553
dates have to be calculated to support production
planning, MES suite better.
Service aggregates the activities of receiving and
of processing a reclaim.
Support activities as Human Resources,
Procurement and Administration are better suited in
the scope of ERP systems.
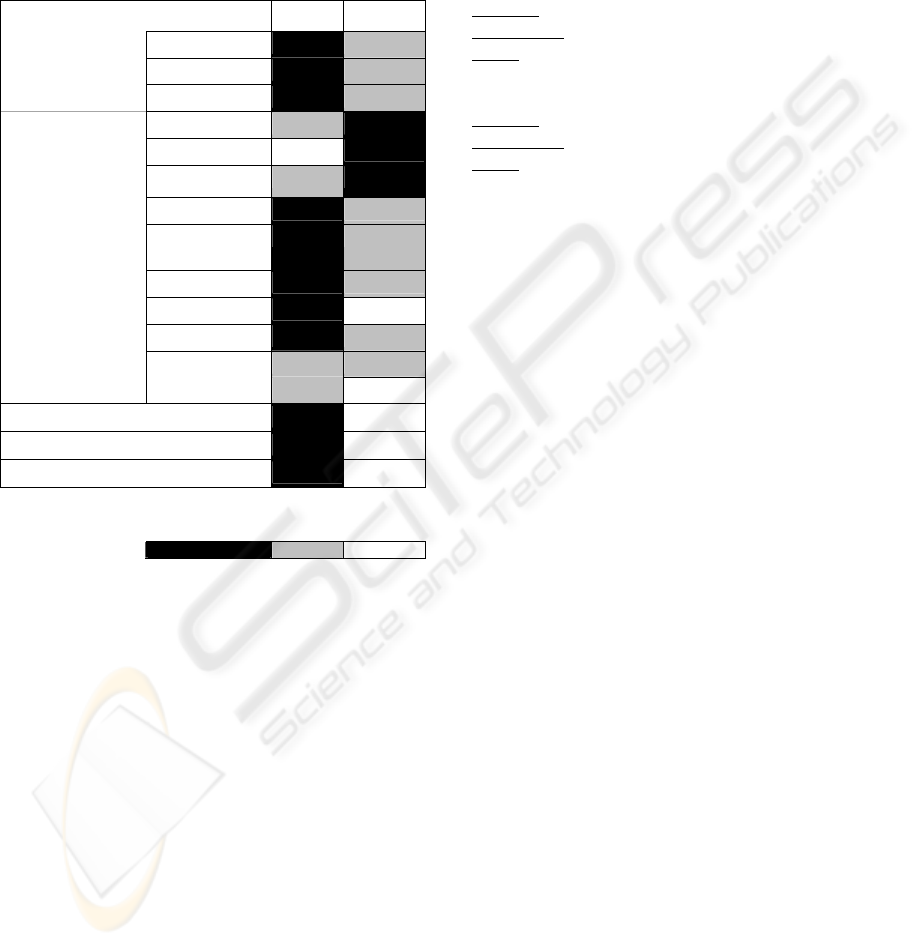
Table 3: General Application Fit Comparison
Processes ERP MES
Plan
Receive
Inbound Logistics
Store
Plan
Execute
Manufacturing
Control Quality
Plan
Store products
Outbound
Logistics
Deliver
Promoting Sales and
Marketing
Selling
Receive Reclaims Service
Repair
Human Resources
Procurement
Administration
Fit Well Medium No
The coexistence of both systems in a coherent
and robust way is a challenge. The goal of the
ANSI/ISA standard is to define a model to integrate
these different systems solving the overlapping
problem.
4 ANSI/ISA S95 STANDARD
“The ANSI/ISA S95 standard – Control Systems
Integration provides standard models and
terminology for defining the interfaces between an
enterprise’s business systems and manufacturing
control systems”.
S95 was developed to provide a common model
of integration, a standard terminology to define
system requirements and integration between
different software vendors. S95 is based on three
models: Hierarchy Model, Functional Model and
Object Information Model. (S952000)
4.1 Support of different
Manufacturing types
The analysis of S95, lead to the following
differences in the models, when changing the
manufacturing process type.
Equipment Hierarchy Model
Discrete
: Production line and work cell are defined.
Continuous
: Products units are defined.
Batch
: Process cell and unit are defined.
Product Segment of the Information Model
Discrete
: defines operation as assembly steps
Continuous
: defines operation as unit-operations
Batch
: defines operation as same location operations
Process Segment on the Information Model
Identifies the capability that can be defined in
absolute or rate units.
The implementation of S95 guaranties that MES
and ERP are independent from the manufacturing
type, as layer 0, 1 and 2 systems, supports the
differences.
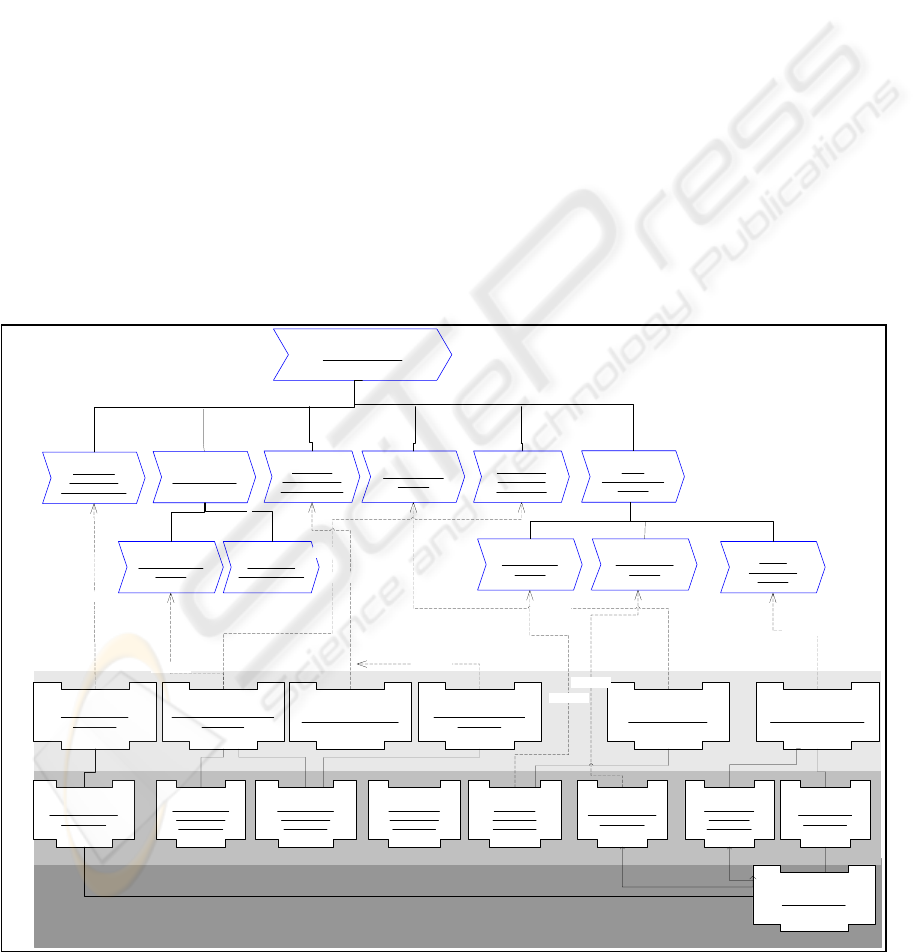
5 CASE STUDY
Paper Mill Enterprise Processes were analyzed in
order to propose a system framework in accordance
with the S95 hierarchy function model. The paper
production process was selected as it provides a
scenario where continuous, discrete and batch
processes are used in the same production chain.
The following methodology was applied to build
the framework in figure 3:
1. Business process modelling of a Paper Mill.
2. Identify the features of ERP and MES, and
which business process they support.
3. Follow S95 Hierarchy Functional Model to
identify the activities of each level.
4. From S95 Functional Model identify the
processes that should be supported by level 3
and by level 4 systems.
5. From point 3 and 4 infer which MES or ERP
component should support each process.
In the diagram MES was split into components
considering the activities defined on hierarchy
functional model of S95.
ICEIS 2004 - INFORMATION SYSTEMS ANALYSIS AND SPECIFICATION
554
6 CONCLUSION AND FUTURE
WORK
“A major business challenge for large enterprises is
to achieve the proper level of decentralization that is
to assign responsibility and decision making to the
appropriate organization level” (NIST1999).
S95’s hierarchy models provide a powerful tool
to build a manufacturing enterprise system
framework where the decentralization concept is
applied on the Information Systems Architecture.
Although the standard defines an object
information model, it only provides a functional
approach. This leads to a lack of clear definition
between functions and objects entities and hardens
its application when following a business process
oriented methodology.
An issue under research is how the information
entities could be defined to guarantee the
information integrity across system components and
from levels 2 throw level 4.
REFERENCES
(NIST1999) Ed Barkmeyer et al, 1999, NIST Response to
MES OMG Request for Information, NIST.
(Mark2000) Adams Mark e al, 2000, ERP;MES;APS;
Quality Management: How should we put these pieces
together?, PIMA 32nd Annual Information Systems
Conference.
(Porter1985) Michael Porter, 1985, Competitive
Advantage, New York: Free Press.
(Schroder1993) Roger G. Schoroder, 1993, Operations
Management, Decision Making in the Operation
Function, McGraw-Hill International Editions, 4
th
Ed.
(S952000) ANSI/ISA-95.00.01-2000, 2000, Enterprise-
Control System Integration, Part 1: Models and
Terminology, ISA, North Carolina.
(Vasconcelos2001) A. Vasconcelos, A. Caeteano, J.
Neves, P. Sinogas, R. Mendes, J. Tribolet, 2001, A
Framework for Modelling Strategy, Business Processes
and Information Systems, EDOC, Seattle.
Figure 1: Paper Production Process-System using CEO framework (Vasconcelos2001)
«process»
Bussiness
Administration:
support process
«process»
Paper Manufacturing
«process»
Sell Paper: core
Process
«process»
Distribuition
:support process
«process»
Logistic:process
«process»
Paper
Production:core
process
«process»
Storage: support
process
«process
»
Raw Material
Procurment:
core Process
«process»
Equipment
maintenance
:support process
«process»
Planning; core
process
«process»
Execution:core
process
«process»
Quality
Control:core
process
0
«system»
Control Systems
«system»
ERP: Human Resources
component
«system»
ERP financial:component
«system»
ERP: Quality component
«system»
ERP:Maintenance
component
«system»
ERP :Material Management
Componen
«supports»
«supports»
«supports»
«system»
ERP:Sell component
«supports»
«supports»
«supports»
«supports»
LEVEL 4
LEVEL 2
LEVEL 3
«system»
MES: Dispatching
Component
«system»
MES:Tracking
component
«system»
MES:detail
Scheduling
component
«system»
MES:Resource
Management
component
«system»
MES:definition
Management
Component
«supports»
«supports»
«system»
MES:Maintenance
Component
«system»
MES: Quality
Assurance
Component
«system»
MES:Process
Management
component
INFORMATION SYSTEMS SUPPORT FOR MANUFACTURING PROCESSES - THE STANDARD S95
PERSPECTIVE
555
