
ORDER PLANNING DECISION SUPPORT SYSTEM FOR
CUSTOMER DRIVEN MANUFACTURING: OVERVIEW OF
MAIN SYSTEM REQUIREMENTS
Henrique Proença
Departamento de Engenharia Informática – Escola Superior de Tecnologia de Castelo Branco,
Av. Do Empresário,6000-767Castelo Branco, Portugal
Américo Azevedo
Departamento de Engenharia Electrotécnica e de Computadores, Faculdade de Engenharia da Universidade do Porto e
INESC Porto, Rua Roberto Frias S/N, P-4200-465 Porto, Portugal
Keywords: Production Planning, Scheduling, Decision Support System, Customer Driven Manufacturing
Abstract: An important goal in schedule production orders through a manufacturing facility is to assure that the work
is completed as close as possible to its due date. Work that is late creates downstream delays, while early
completion can be detrimental if storage space is limited. Production planning and control manufacturing is
becoming more difficult as family products increase and quantity decreases. This paper presents an ongoing
information system development that aims the production planning of special test tables equipment for
automobile components manufacturers. The simulated based information system will be used to support
planning and schedule activities; to compare and analyze the impact of planning rescheduling; to forecast
the production completion date; to detect bottlenecks and to evaluate machines performance.
1 INTRODUCTION
Currently manufacturing companies are faced with
markets which demand a great variety of products,
with ever shorter lead times and smaller but more
frequent order quantities, accompanied by more
frequent changes. These companies must therefore
make their production system more flexible and
agile, reduce continuously the production and
storage costs and react rapidly to new customer
requirements and fluctuations in demand. For these
reasons, customer-driven manufacturing is the key
concept for the factory of future.
Customer-driven manufacturing requires greater
customer satisfaction at lower cost. In addition,
tailoring the product to the customer’s needs is
becoming increasingly important in quality
improvement. In this environment, the availability of
the right kind and quantity of resources able to
engineer, manufacture and assemble a product in
line with the customer’s needs is very important.
Therefore, the engineering and production processes
constitute the manufacturing system that has to be
managed (Wortmann et al., 1997).
The work presented in this paper was guided by
the design and implementation of a order planning
decision support system, addressing the
requirements of a make-to-order environment, in
order to produce realistic satisfactory delivery dates.
This work has being developed under a research
project in collaboration with a manufacturer of
special test equipments for the automobile industry,
and the ultimate objective of the work, as expressed
by management, is to optimise the overall
performance of the plant.
The frequent needs for anticipate deliveries or to
satisfy customer's orders, that are crucial in company
strategy, give rise to constant changes in current
production orders, as well as this situation results in
loss manufacturing capacity. In order to overcome
these limitations, the system under development
aims to simulate the company’s engineering and
manufacturing process. This will allow evaluating
the effectiveness of the engineering and
manufacturing process in terms of resources
417
Proença H. and Azevedo A. (2004).
ORDER PLANNING DECISION SUPPORT SYSTEM FOR CUSTOMER DRIVEN MANUFACTURING: OVERVIEW OF MAIN SYSTEM REQUIRE-
MENTS.
In Proceedings of the Sixth International Conference on Enterprise Information Systems, pages 417-422
DOI: 10.5220/0002653404170422
Copyright
c
SciTePress

performance and in terms of quality of planning
schedule generated. Also, the company will be able
to analyze the impact of rescheduling the
manufacturing planning and to predict the
production orders finish date and even detects
possible bottlenecks.
In order to model the information system under
development, an object-oriented approach was
followed, namely the UML - Unified Modelling
Language (Booch et al., 1999).
This paper is structured as follows. The
following section describes the company, presents
their manufacturing process, and concludes with
some issues concerning production planning and
control. An overview of the main requirements for
the decision support system under development is
presented in section three. Finally, we will
summarise our results and make a brief reference to
some topics for future work.
2 THE CASE STUDY
3.4
Company Description
The company to which reference is made throughout
this paper produces special test equipment tables for
automobile test components manufacturers, namely
cable testing tables. For each variant of automobile
cable, the company, at most, produces three testing
tables and they are always product specific. This
means that the same testing table cannot be used for
different automobile cable models.
The most important organisational aspect of the
company is their manufacturing production model to
be Make-to-Order oriented. The company plans the
production taking into account firm customer’s
orders and available capacity. Even though they
have a product portfolio, every potential customer
order, due the particular technical specification, is
nearly always a new product, and their
manufacturing cycle time is usually very tight,
normally between two or three weeks.
3.5 Manufacturing Process
The company considered here is a make-to-order
firm, with a discrete production model, which
manufactures and delivers complex products. The
total operations for realizing an order consists of
partly overlapping phases: design and engineering,
procurement, component production, pre-assembly
of subsystems, final assembly and testing. Within
the manufacturing plant, the resources are organised
as a functional layout, exploring at cell level, group
technology. This layout organisation was prepared
for ‘one-of-a-kind’ production and can be
conceptualized and managed as job-shop
manufacturing environment. In these areas are
manufactured all components and assembled the
final product, according order specification. In
Figure 1 is represented one of the core company’s
processes: the production business process with its
sub-process.
3.6 Production planning and
control issues
Production planning is an important task within a
manufacturing system. We define the planning
system as that part of the manufacturing system that
is responsible for regulating, coordinating, and
monitoring the flow of work through the production
system. The way the planning system accomplishes
its function strongly influences the performance of
the production system. Presently the company
performs the production planning based on the
delivery date of each order. When arrive a customer
order, it goes to an orders queue. The orders with
short delivery time are the first to be manufactured,
what means that the orders are orderly by priorities
Top priorities are given to express deliveries and
normal priorities are given to orders with large
delivery margin, being their priority raised as due
date became closer. In the beginning of every week
the production department analyzes the delivery date
for each order and with that, the current production
status, the tables lifetime and the better management
practice the week planning schedule is done.
This brings two problems for the company, the
major is that the capacity needs in different phases
of production changes abruptly as the needs for
anticipate deliveries or to satisfy orders that are
crucial in company strategy. The effect is that
modules progress through production quite
randomly and the lead times became longer what
results in a high level of WIP (Work-in-Progress).
The second problem is a consequence of the
first, i.e. if the manufacturing isn’t executed as initial
planned, the manufacture planning becames
unreliable, making almost impossible assess the
impact of new orders acceptance.
Ideally, the planning and control method should
level the need for capacity in a way that allows for
prediction completion for each order and
simultaneously results in adequate capacity
utilization.
ICEIS 2004 - ARTIFICIAL INTELLIGENCE AND DECISION SUPPORT SYSTEMS
418
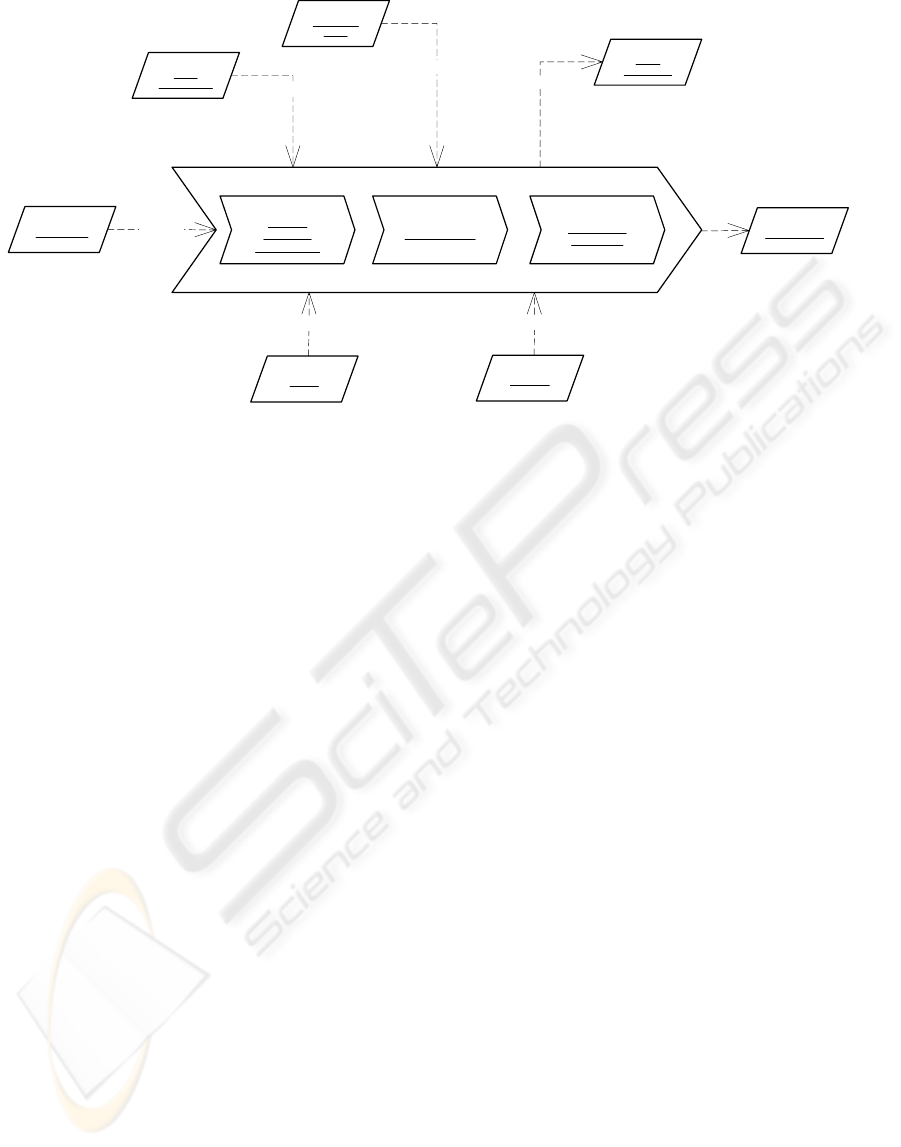
Figure 1: Business Process “Production”
3 OVERVIEW OF SYSTEM
REQUIREMENTS
3.1
Context
In recent years, there has been an enormous research
interest in topics such as manufacturing modelling
and simulation, techniques of due date prediction,
capacity planning methods and decision support
systems for order planning. Such interest comes
naturally from the need to respond to extremely
competitive and dynamic environments shaped by
an increasing globalisation, fast technological
advances and customer-driven manufacturing. In
fact, information systems for customer-order
production raises several specific requirements,
which distinguish these systems clearly from
systems designed for make-to-stock production.
Related to our problem there are several research
references. New et al. (1991) present a visual
interactive implementation of simulation for
capacity planning for an FMS cell. Due to
computational time, however, discrete event
simulation tends not to be suitable for capacity
analysis at the factory level. The detail involved
makes the output ‘nervous’ to small changes.
However, Srivatson and Kempf (1995) present an
abstract simulator which uses WIP allocation rules
to simulate the movement of lots through the system
with large time buckets. Roman and del Valle
(1996) present a method of assigning due dates by
means of simulation once the job arrives at the shop,
however the success of their method is reliant on the
use of a certain dispatching rule.
The company here considered, had already try to
implement commercial software at the
manufacturing process level. Even thought the
results were not dissatisfied, it takes to much time to
setup the information related to each new order. In
fact, the company tried two different kinds of
software solutions. The first one was lot production
oriented (MRP planning approach), but it reveals to
much weaknesses, namely concerning some
assumptions such as: lead times are assumed to be
known and constant and fixed product routings. The
second information system considered, was oriented
to engineer to order production and the major
weaknesses of this solution was the higher needs
concerning project details (several types of data), it
was specific or oriented for large and complex
engineer projects.
In order to overcome these drawbacks, and
taking into account the specificities of company’s
production system, the decision support system to be
implemented aim to follow an approach based on
simulation. The main goal is to develop a hybrid
application that simulates the plant production
system, loaded with the production plans under
evaluation, in order to determine machine and cells
performance, detect bottlenecks, forecast production
completion date, compare and analyze the impact of
planning rescheduling.
3.2 Main System Requirements
The system to develop should deliver the required
functionality and performance to the user and should
«process»
«Sub - process»
Product
Technical
Specification
«Sub - process»
Manufacturing
«Sub - process»
Testing and
inspection
«supports»
«control»
«resource»
People
«achieve»
Supply
Supply
«resource»
Machines
«physical»
Raw Material
«information»
Order
Specification
«information»
Production
Order
«goal»
Client
satisfaction
«physical»
Testing table
«control»
ORDER PLANNING DECISION SUPPORT SYSTEM FOR CUSTOMER DRIVEN MANUFACTURING: OVERVIEW
OF MAIN SYSTEM REQUIREMENTS
419

be maintainable, dependable and usable. In
customer-driven manufacturing environment, it is
crucial to provide fast, reliable and on-time
responses when dealing with new customer inquiries
and order commitments. These are the most
important high-level and general requirements to be
fulfilled by the system to be implemented.
System requirements are usually divided in into
two classes – functional requirements and non-
functional requirements. The first describe what the
system should do and are perceptible to the user,
while the second describes constraints on how the
functional requirements are implemented, and are
not necessarily perceptible by the user (Sommerville
and Sawyer, 1997).
3.3 Functional Requirements
Capacity modelling. To allow capacity planning to
be performed, the capacity of the different
production cells in the shop floor needs to be
appropriately translated into capacity models. This
requires some form of interface to translate the ‘real
world’ into a computer model. Each capacity model
should provide a measure of the corresponding
production unit capacity, support the creation of
capacity plans and evaluate the implications of a
given customer order (Azevedo and Sousa, 2000).
Support for order promising. The efficiency of
the company is on its ability to make immediate
order acceptance with absolute commitment to due
date, quantity and quality (Azevedo and Moreira,
2003). Thus, when an order arrives to the enterprise,
is necessary check its feasibility taking into account
the existing capacities and the current manufacturing
planning. The system must be able to answer the
following questions:
• What the impact on the current manufacturing
planning?
• On what date will be the customer request
complete?
• What additional resources would be needed in
order to satisfy the customer request?
Parts lifetime. This feature is considered a very
important method for measuring the performance of
manufacturing systems, as it is used to measure the
time spent by a part in the system from the arrival
time to the time that all its corresponding process are
finished. We aim that the system will be able to
produce estimate lead times for each component
object of each production order.
Orders Detail. In order to execute the
production schedule, it’s necessary specify first for
each order, the list of components, the operation
sequence for each component and it lead time.
Monitoring the production status. One
efficient strategy to reduce production costs is by
better control of the manufacturing process (Choi et
al., 2002). By monitoring the production status is
possible analyze on real-time the machines
performance, detect bottlenecks, analyze the impact
of this on the manufacturing process if disruptive
events occur in one or more machines, and know all
the orders status.
Global and cell optimization. In order to
optimize the manufacture flow across the shop floor,
and thus reducing the high level of WIP, the
application must perform capacity optimization at
cell and shop floor level.
3.4 Non-Functional requirements
Performance. The system response time depends on
how detailed or sophisticated the capacity models
and algorithms are. If the capacity models details are
rough and the algorithms are simple, the system will
be faster but no so accurate when using sophisticated
algorithms and high detailed capacity models. In
order to provide a faster response the system shall
require a reasonably small amount of memory so
that enough for being permanently resident.
Flexibility. The system must be flexible in order
to allow the user to insert, remove, edit or move
elements, such as production orders or operations
sequences.
Legacy Integration. In order to reach feasibly
responses on capacity planning the system must
know the current production status. This is done by
integration with current company information
system.
Dynamic and accurate capacity models.
Capacity models aren’t feasible if they don’t
consider unexpected conditions. The capacity model
must be able to adapt to the existent conditions by
the time the planning is done, i.e. must consider the
behaviour overtime of various factors, such as:
• Delays in production;
• Material absence;
• Variable output;
• Resources failures;
• Dependence of lead time on loading resources at
operations start on production mix.
Usability. A friendly interface, flexible, with
strong graphical capabilities and succinct and clear
messages can raise the system efficiency.
ICEIS 2004 - ARTIFICIAL INTELLIGENCE AND DECISION SUPPORT SYSTEMS
420
3.5 Use Case diagram
One of the first steps considered in the modelling
was to describe the system as a number of use cases
that are performed by a set of actors.
A Use Case diagram presents a set of use cases,
actors and their relations. Their common
applications are usually divided into two - system
context modelling and system requirements
modelling. The former gives emphasize to the
identification of the boundary system, their actors
and the meaning of their functions, while the second
consist on the identification of what the system
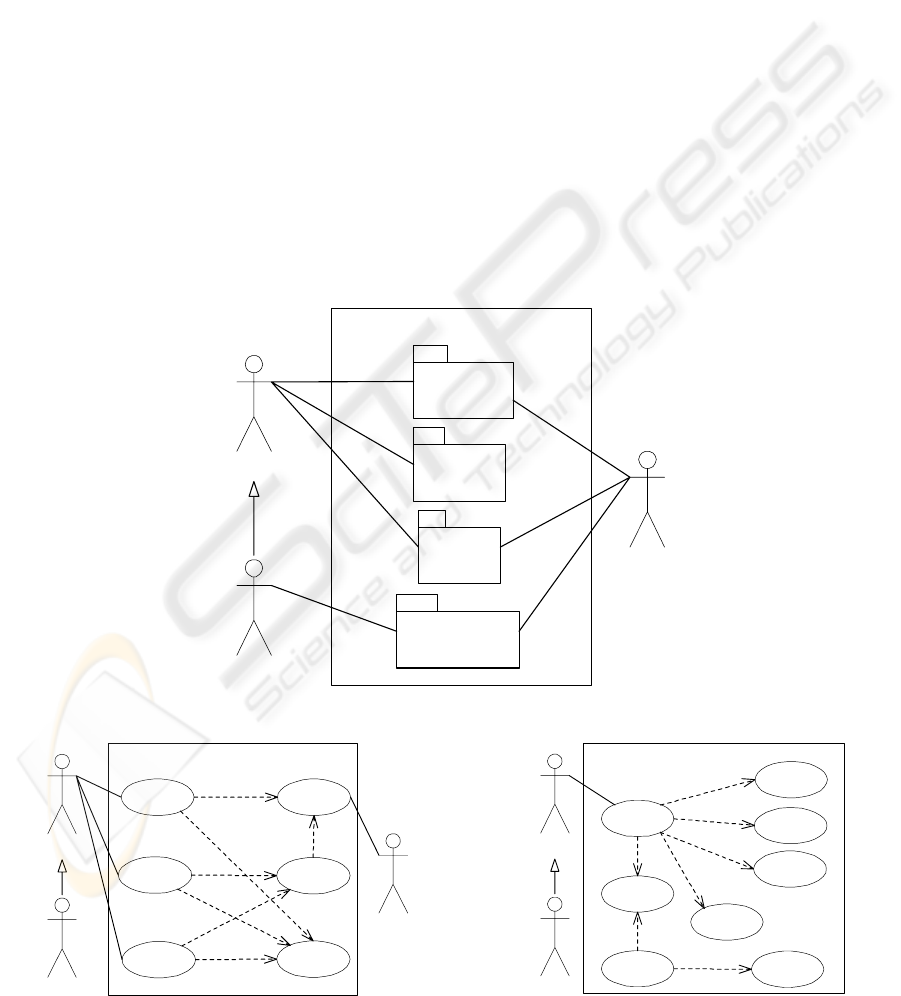
should do, no matter how. Figure 2 and 3 illustrate
some of the Use Case diagrams considered for the
system.
3.6 Data requirements
The structure of the data to be considered is
organized according to its nature and the context of
its use. We identify the following data requirements
in order to model the problem.
Demand information:
• Firm orders and sales forecast;
• Order control policies and dispatch policies;
• Demand pattern.
Manufacturing process and time information:
• Manufacturing process data (resources used,
process time, queue time, setup time, alternate
routes);
• Calendar data (shift information, holiday
information, preventive maintenance
information);
• Machine data (name, type, mean time to failure,
mean time to repair, alternate resources data,
preventive maintenance time);
• Bill of material structure;
• Monitoring data (state of operations available)
• Forecast data (scrap rate, stock levels, supplier
lead-time and capacity, etc).
Figure 2: Use Case diagram for the proposal system.
Figure 3: Use Case diagram for Orders Management package and for Execute Planning package.
Decision support system
in planning production - DSSPP
Industrial
Departement
Legacy
System
Orders Management
Execute Planning
Configure Capacity Model
Order Track
Administrator
DSSPP - Orders Management
Insert Order
Edit Order
Erase Order
Order Detail
Update Order's
List
{{ uses }}
{{ uses }}
{{ includes }}
{{ includes }}
{{ includes }}
Industrial
Departement
Legacy
System
Administrator
Orders List
{{ uses }}
{{ uses }}
DSSPP - Execute Planning
Generate
Scheduling
Order's List
Capacity Model
Optimization
Algorithms
{
{
u
s
e
s
}
}
{
{
u
s
e
s
}
}
Scheduling Report
{{ includes }}
Update Scheduling
{{ extends }}
Industrial
Departement
{
{
u
s
e
s
}
}
Administrator
Update Capacity
Modeling
{{ includes }}
Industrial
Calendar
{{ uses }}
ORDER PLANNING DECISION SUPPORT SYSTEM FOR CUSTOMER DRIVEN MANUFACTURING: OVERVIEW
OF MAIN SYSTEM REQUIREMENTS
421
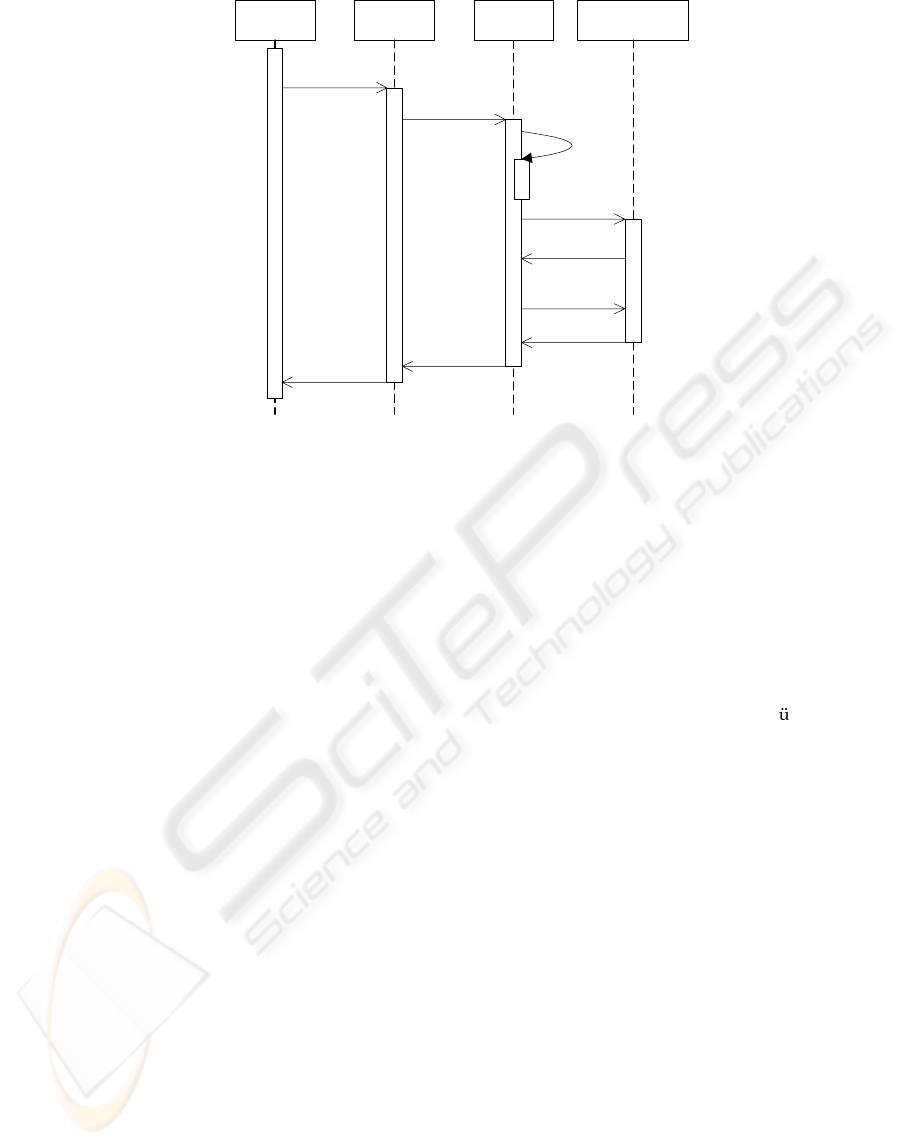
Figure 4: Sequence diagram representing Customer Inquiry
4 CONCLUSIONS AND FURTHER
WORK
The work presented in this paper has been guided by
the design and implementation of a decision support
order planning system, addressing the requirements
of a make-to-order environment. In fact, the goal is,
the implementation of an information system, based
in a real-time simulation model, able to produce
realistic satisfactory delivery dates taking into
account the available manufacturing capacity and
the specificities of the company’s manufacturing
system.
Among the goals considered, we expected that
the application would help to levelling the workload
at each production cell, avoiding at the same time
the high level of WIP at shop floor and provide the
company with a toll that allow to assess the impact
of new orders in the production planning, as
represented in figure 4.
Further work will involve the refinement of the
requirements and the choice of specific modelling
approaches, techniques and algorithms to use in the
system development.
REFERENCES
Azevedo, A.L. and Sousa J.P. (2000). Order Planning For
Networked Make-To-Order Enterprises-A Case Study.
Journal of the Operational Research Society, Volume
51, Issue 10, October 2000.
Azevedo, A. and Moreira, A. (2003). Requirements of a
Decision Support System for Capacity Analysis and
Planning in Enterprise Networks. Proceedings of the
ICEIS’03 – International Conference on Enterprise
Information Systems, Volume 2, 177-184. France.
Booch, G., Rumbaugh, J. and Jacobson, I. (1999). The
Unified Modeling Language User Guide, Addison
Wesley.
Choi, S. D., Kumar, A. R. and Houshyar A. (2002). A
simulation study of an automotive foundry plant
manufacturing engine blocks, Proceedings of the 2002
Winter Simulation Conference, E. Y cesan, C.H.
Chen, J.L. Snowdon, amnd J.M. Charnes, eds, San
Diego, CA, December, 1035-1040. IEEE, Pistcataway,
New Jersey.
New, S.J., Lockett, A.G. and Boaden, R.J. (1991). Using
Simulation in Capacity Planning, Journal of the
Operational Research Society, Vol. 42, No. 4, pp 271-
279.
Roman, D.B. and del Valle, A.G. (1996). Dynamic
assignation of due dates in an assembly shop based in
simulation, International Journal of Production
Research, Vol. 34, No. 6, 1539-1554
Sommerville, I. and Sawyer, P. (1997). Requirements
Engineering: A Good Practice Guide, John Wiley &
Sons. Chichester.
Srivatson, N. and Kempf, K. (1995). Effective modelling
of factory throughput times, Proceedings of the 1995
IEEE/CPMT International Electronics Manufacturing
Technology Symposium, IEEE 1995
Wortmann, J.C, Muntslag, D.R. and Timmermans, P.J.M.
(1997). Customer-Driven Manufacturing. Chapman &
Hall
Send Proposal
Customer
Sales
Departement
Negociation
Send Inquiry
Planning Production
Information System
Order
Specifications
Production
Departement
Define
Prototype
Is feasible?
NO
Confirmation
configure capacity
resources
YES
ICEIS 2004 - ARTIFICIAL INTELLIGENCE AND DECISION SUPPORT SYSTEMS
422
