
A HOLONIC FAULT TOLERANT MANUFACTURING
PLATFORM WITH MULTIPLE ROBOTS
Theodor Borangiu, Florin Daniel Anton, Silvia Tunaru, Anamaria Dogar
Dept. of Automation and Industrial Informatics, University Politehnica of Bucharest,
313, Spl. Independentei sector 6, RO-060032
Keywords: Remote control, Network reliability, Flexible manufacturing systems, Monitoring, Fault tolerant systems.
Abstract: To be competitive, manufacturing should adapt to changing conditions existing in the market.
Manufacturing firms also need to adapt to newly developed technologies and to rapidly changing
environmental protection regulations. Modern automated manufacturing systems need robotized material-
conditioning systems capable of moving materials efficiently throughout the entire production area. This
involves not only moving and storing materials, but also identifying, locating, qualifying, controlling and
measuring them during processing and transportation. The objective of the proposed project is the design,
implementing, testing and validation of a holonic, fault-tolerant manufacturing control platform integrating
multiple robots with visual guidance for on demand material conditioning and automated visual inspection.
1 INTRODUCTION
In general robotic systems are composed by a
multitude of software and hardware components
which are susceptible to faults, such component
faults can lead to an unexpected behaviour of those
systems and also to loosing the supplied services.
Some systems are designed to be fault tolerant
which means that in case of malfunction of a
component, the system will present a well known
behaviour or will “hide” from the user the
malfunction of those components.
The paper describes a system which can be used
to unify, control and observe the cell's devices (in
particular each robot-vision system) from a remote
location, e.g. the CAM/CAQC server linked to other
design and planning compartments.
1.1 Traditional Manufacturing
The literature to date in the area of manufacturing
and material-handling control considers four basic
types of control architectures (CAs).
(CA1) In the centralized system, there is a single
control unit that produces all decisions about the
flow of materials in the system.
(CA2) The hierarchical architecture is based on a
top-down, master-slave approach, where the flow of
commands comes strictly from the higher-level
controllers to the lower-level controllers assuming a
deterministic behaviour of the system.
(CA3) The hybrid architecture is mainly derived
from the hierarchical architecture, yet it allows
cooperation and sharing of information between
lower-level controllers.
(CA4) The heterarchical architecture is formed by
a group of independent entities called agents that bid
for orders based on their status and future workload.
1.2 The Manufacturing Holonic
Area
To compensate for the deficiencies of both
hierarchical and heterarchical control systems, in
recent years the research community introduced
several new concepts for the design of
manufacturing systems such as Fractal Factory,
Bionic Manufacturing, and Holonic Manufacturing
Systems (Van Brussel, 1998). Each concept attempts
to model a manufacturing system based on some
analogies with other existing theoretical, natural or
social organization systems.
The holonic concept describe a basic unit of
organization in biological and social systems
(Koestler, 1968). Two important properties of
holons make the holonic concept a suitable
557
Borangiu T., Anton F., Anton S. and Dogar A. (2006).
A HOLONIC FAULT TOLERANT MANUFACTURING PLATFORM WITH MULTIPLE ROBOTS.
In Proceedings of the Third International Conference on Informatics in Control, Automation and Robotics, pages 557-560
DOI: 10.5220/0001220305570560
Copyright
c
SciTePress
modelling tool for use in the design of both
manufacturing and material-handling systems. First,
autonomy
grants holons the right to make decisions
without consulting any supervising entity. Second,
cooperation
permits holons to communicate with
other peer holons to develop mutually acceptable
plans and execute them.
Research to date in the holonic manufacturing
systems has no focused specifically on the material-
handling function. Machine vision systems are more
often used to guide the motion of robots and to
inspect materials for geometry and surface status.
Consequently, vision systems may provide both the
function: Guidance Vision for Robots - GVR and
Automated Visual Inspection – AVI. The
taxonomy of guidance vision systems for robotic
GVR tasks has included in recent years two
important architectures: Look-and-Move and Visual
Servoing, each one being able to use position or
image feedback information (Hutchinson, 1996).
2 THE FAULT TOLERANT
SOFTWARE PARADIGM
Fault tolerance in any system implies a redundancy
form. There are two kinds of redundancy in time and
space. Redundancy in time means that the activity
(computation) of a defected server is launched again
on the same processor (after the malfunction cause
has been eliminated) or on another and repeated
after is completed with success. Redundancy in
space implies simultaneous execution of server
activities on several processors in parallel, then by
voting the final result is chosen.
The most important paradigms for the proposed
objectives are:
• Transactions: software structuring mechanism for
applications which access shared data (typically
for data bases).
• Check pointing: mechanism which, in case of
malfunction, the activity (computation) can be
restarted from a coherent state preceding the
malfunction.
• Replicated State Machine: the provided service is
executed in parallel on few processors (collection
of duplicated servers).
• Passive replication: a service is implemented on
few processors but only one is active (primary)
and treat the clients requests.
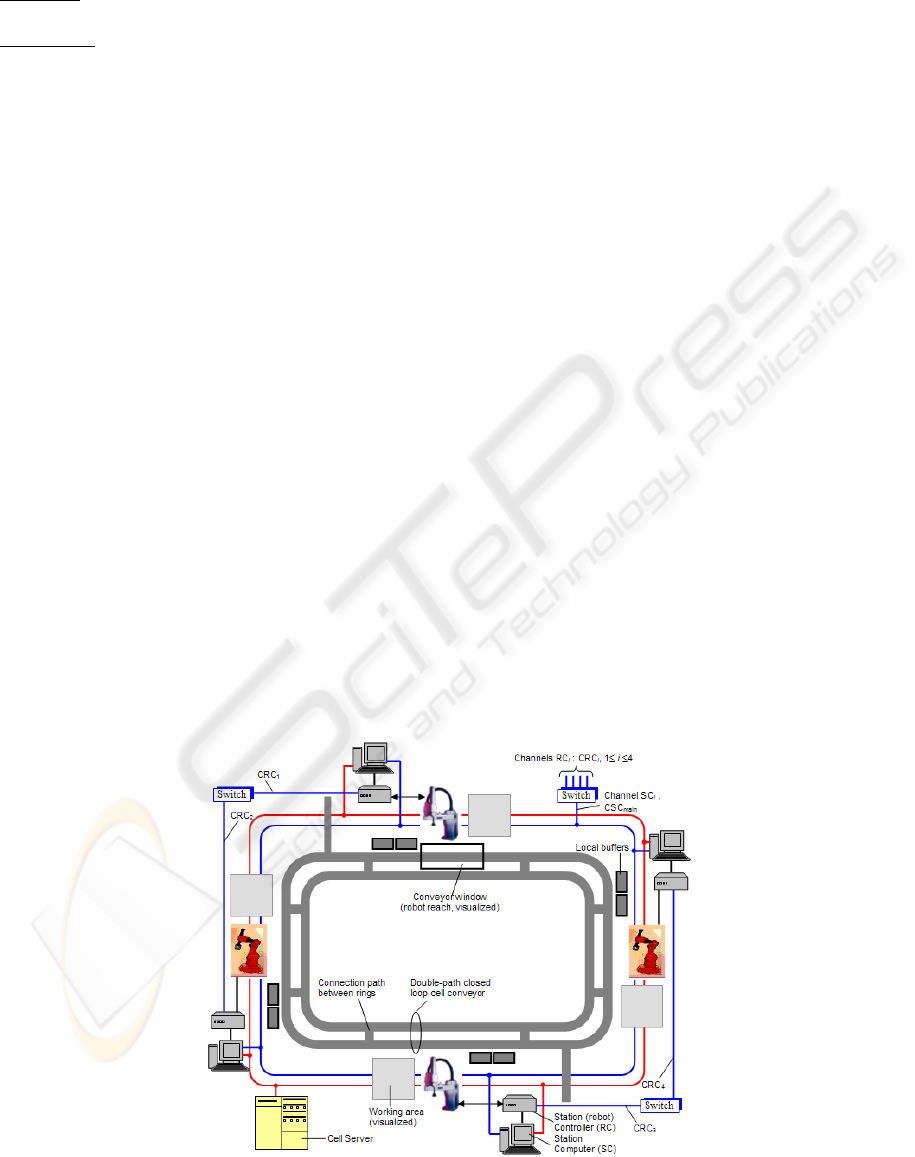
3 THE SYSTEM STRUCTURE
The physical layout of the multiple robot
development platform controlled according to the
holonic manufacturing concept is shown in Figure 1.
The platform contains four robots (of vertical-
and horizontal articulated type) accessing a double-
path, closed loop conveyor for part transportation.
Part diverting from the inner ring belt to the outer
ring belt of the conveyor is performed under the
control of a Programmable Logic Controller (PLC)
directly accessible for program editing and
Figure 1: The layout of the manufacturing platform with multiple robots, vision and holonic control.
ICINCO 2006 - ROBOTICS AND AUTOMATION
558
download from a IBM PC-type computer.
Robot controllers (RC) have master positions
over the four workstations, communicate between
them and are connected in a fault-tolerant multi-
network with Station Controllers of IBM PC-type.
The following issues are foreseen, deriving from
the objectives proposed above:
1. Process and system analysis, leading to the design
and configuring of a generic manufacturing cell
platform with four robot-vision stations, multiple
stationary and mobile matrix cameras covering
various fields of view including conveyor belt
windows; the backbone of the manufacturing is a
double-path, closed loop conveyor accessed by the
robots. The layout of the cell resources will allow
running different production scenarios under
holonic control at batch level.
2. Design and implementing of a fault-tolerant
communication system between station controllers
and computers (robot systems, conveyor control)
and the central cell server, both at controller level
and computer level.
3. Methodology, control solution and algorithms for
the material-conditioning problem in multi-agent
production structures, applying the holonic
manufacturing concept. There will be designed the
layered holonic control architecture (Global
Scheduler, Order Holon layer, Material-
Conditioning layer, System Monitoring and
Database) and implemented in a parallel
processing, multi tasking software architecture.
4. Design and implementing the Robot – Vision
cooperation mechanisms for merged tasks:
Guidance Vision of Robots (GVR) and Automated
Visual Inspection (AVI) of materials. The solution
5. is based on: (i) the description of material flows
by means of sets of specific features extracted
from images; (ii) configuring the operating
parameters of the vision environment by virtual
cameras; (iii) scene-, robot-, object-, and gripper's
fingerprint modelling; (iv) the utilization of a
powerful set of vision tools allowing user
definable measurements and evaluation of parts.
Related to the thematic area Integration of
technologies, advanced information technologies
(IT) will be integrated in the holonic production
control system: robot control with visual servoing,
intelligent image processing, feature-based material
description, object orientation, multi processing,
flexible manufacturing control.
The objectve of providing on demand qualities
for the production scheduling and manufacturing
control is representative for the thematic area ICT
supporting businesses and industry.
The holonic concept, transferred and tailored to
flexible manufacturing based on intelligent robots
guided by artificial vision, corresponds to the
thematic area Future and emerging technologies.
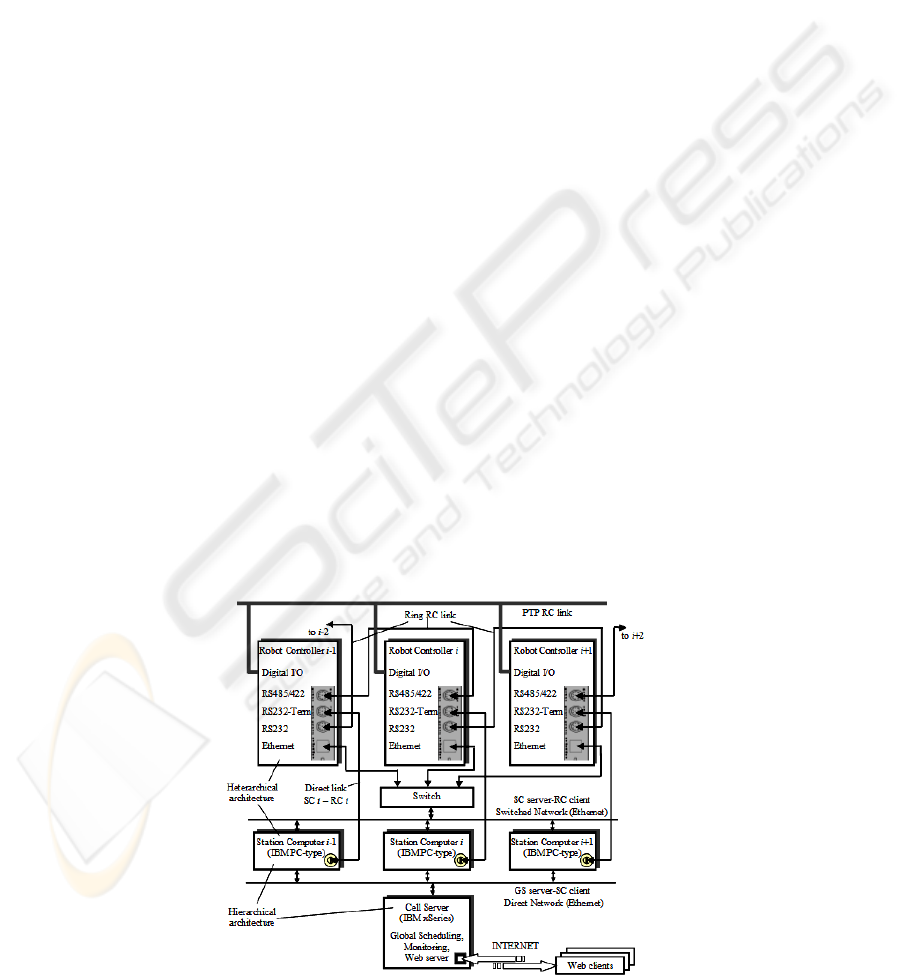
A significant scientific contribution will consist
in adding fault-tolerance to the cell's communication
system. A fault-tolerant communication architecture
is proposed in Figure 2, providing redundancy at
both the Station Controller level, and at the Station
Computer level. The Global Scheduler (GS) will be
implemented by a IBM xSeries Server, which
transfers the recommendations of job scheduling to
the cluster of Order Holons implemented in the IBM
PC-type Station Computers (SCs) via a GS server-
SC client Direct Network (Ethernet). This holonic
control layer is hierarchical.
Figure 2: Fault-tolerant communication architecture for the multiple-robot platform with holonic production control.
A HOLONIC FAULT TOLERANT MANUFACTURING PLATFORM WITH MULTIPLE ROBOTS
559

The cluster of SCs implementing the Order
Holon (OH) and Material Handling Holon (MHH)
holonic control layers is interconnected to the
process devices (Robot Controllers) via a SC server
– RC client Switched Ethernet Network, creating a
heterarchical fault-tolerant architecture:
• the failure of a Station Controller is detected by
continuous monitoring via the direct serial links
SC
i
– RC
i
and determines in consequence the
rescheduling of jobs for the (n – 1) remaining
valid Robot Controllers j, 1 ≤ j ≤ n, j ≠ i.;
• if one of the Station Computers is down, its role
is taken over by the remaining (n – 1)
workstations, as each SC data base is replicated
and updated on line in all the other (n – 1) ones;
• if the switch is down, the heterachical
communication between the SC and the RC
clusters still operates via the direct links SC
i
–
RC
i
and the Ring RC link.
The vital inter-operational conditioning between
device tasks (mutual exclusion, synchronization) is
provided by a cross connection I/O network.
4 THE FAULT TOLERANT
COMMUNICATION LEVEL
The communication level represents the key element
of the management systems and command integrated
with robot controllers of FMC.
A critical aspect in designing a communication
level is the building, partitioning and the on-line/off-
line data bases transfer, fact that involve the
multiplication of the communication links insuring
the a global fault tolerant behaviour. So, it must deal
the interoperability on the dynamic aspect, allowing
the modules connected to the communication system
to cooperate between them. The features announced
above belong to a communication level which must
combine the reliability and the performance of an
industrial network with the building simplicity of a
communication system used for parallel applications
executed on multiprocessor machines.
In a normal way, each controller is connected to
the communication network. If in the setup stage of
the manufacturing or during the manufacturing, a
controller is malfunctioning, another controller will
take the tasks. To make this possible we need to
make available the data bases on each controller, and
also a commutation of the informational routes with
the help of the network. The availability is assured
by software redundancy which involve keeping at
least one replica of each data base.
4.1 Network Reconfiguration
Rebuilding the communication route in the network
represent the last step required to restart the normal
behave of the FMC control system.
In case of malfunction of the communication
network the following important cases can appear:
1. if the connection between Switch and the
Supervisor PC is down the remote control will be
lost, but the FMC will reconfigure: the RC will
use the ethernet network for communication, and
the RC with the first IP from the class will take the
functions of the Supervisor PC. If the connexion is
re-established the Supervisor PC makes a query
finds the replacing controller, transfer the
databases and restart the normal behave.
2. if the switch is not functioning, all the Ethernet
connexions are lost, but the controllers will use the
serial “network”. The behave is like in the first
case only that the web users can view the status
from the Supervisor PC, including the images
acquired by the observation cameras.
3. if a controller lose the Ethernet connexion he will
use one of the two serial lines to reach the
Supervisor PC depending on the cpu time of the
neighbours.
5 CONCLUSION
The project is under construction; most of the Server
Application's functions are already implemented and
tested on a pilot platform in the Laboratory of
‘Robotics and AI’ of the University Politehnica of
Bucharest. The research project will provide a portal
solution for linking the existing fault tolerant pilot
platform with multiple V+ industrial robot-vision
controllers from Adept Technology located in
University Labs from various countries. The SA
module is basically finished and successfully tested.
Currently, the eCAs are under construction.
REFERENCES
Hutchinson, S.A., Hager, G.D. and P. Corke, 1996. A
Tutorial on Visual Servo Control, IEEE Trans. on
Robotics and Automation, 12, 5, pp. 1245-1266.
Koestler, A., 1968. The Ghost in the Machine, New York,
Macmillan.
Van Brussel, H., Valckenaers, P., Bongaerts, L. and P.
Peeters, 1998, Reference architecture for holonic
manufacturing systems: PROSA, Computers in
Industry, 37, pp. 255-274.
ICINCO 2006 - ROBOTICS AND AUTOMATION
560
