
ON THE USE OF AUTOMATED GUIDED VEHICLES IN
FLEXIBLE MANUFACTURING SYSTEMS
Samia Maza
*
and Pierre Castagna
**
*
Centre de Recherche en Automatique de Nancy, UMR 7039, CNRS-Nancy university
2, avenue de la Forêt de Haye, 54506 Vandoeuvre lès Nancy, France
**
Institut de Recherche en Communications et Cybernétique de Nantes, UMR CNRS 6597
1, rue de La Noë, BP 92101 Nantes Cedex 3, France
Keywords: Manufacturing systems, automated guided vehicles, conflicts, routing, traffic management.
Abstract: In manufacturing systems, material transport plays a key role for production process efficiency. Because of
their advantages over other material handling systems such as conveyors and robots, AGVs are widely used
in flexible manufacturing systems. The scheduling of several AGVs in a non-conflicting manner is a
complicated problem, especially when the AGV system is bi-directional. In fact, many undesirable
situations may arise such as deadlocks and head-on conflicts if no efficient control policy is used to prevent
them. This paper presents the key issues to be addressed to efficiently employ these devices, and deal
particularly with the traffic management problem.
1 INTRODUCTION
Automatic Guided Vehicle Systems (AGVS) are one
of the most exciting and dynamic areas in material
handling today. But AGVS is really not so new.
Fifty years ago when AGVS was invented it was
then called driverless systems. Through the years,
advances in electronics have led to advances in
guided vehicles. Technological developments may
have given AGVS more flexibility and capability,
but market acceptance has really given AGVS the
application variety to allow it to expand into the
standard accepted material handling method it is
today.
Automated guided vehicles (AGVs) are material
handling devices used to transport products and
goods among the workstations and storage areas of a
manufacturing system. The basic functions of an
AGVS are:
Navigation and Guidance allow the vehicle to
follow a predetermined route which is
optimized for the material flow pattern of a
given application
Routing is the vehicle's ability to make
decisions along the guidance path in order to
select optimum routes to specific destinations
Traffic Management is a system or vehicle
ability to avoid collisions with other vehicles
while at the same time maximizing vehicle
flow and therefore load movement throughout
the system.
Load Transfer is the pickup and delivery
method for an AGVS system, which may be
simple or integrated with other subsystems.
System Management is the method of system
control used to dictate system operation.
The goal of this paper is to present some
interesting problems related to the use of AGV
systems and a short overview of papers dealing with
those problems especially the routing problem. We
will present our research works and results
concerning the routing of bi-directional AGV
Systems.
In the second section, the key issues to be
adressed to efficiently use the AGVs are presented.
The approaches we have developed for the conflict
free routing of bi-directional AGVs will be briefly
presented in the third section. The simulation study
is presented in section four and the study we have
made for the compact disc manufacturer is presented
in section five. Section six is devoted to the
conclusions.
476
Maza S. and Castagna P. (2007).
ON THE USE OF AUTOMATED GUIDED VEHICLES IN FLEXIBLE MANUFACTURING SYSTEMS.
In Proceedings of the Fourth International Conference on Informatics in Control, Automation and Robotics, pages 476-483
DOI: 10.5220/0001637004760483
Copyright
c
SciTePress
2 DESIGN AND CONTROL OF
AN AGVS
An AGV system is a set of a cooperative driver-less
vehicles moving on the same manufacturing floor
and coordinated by a control system.
For a successful deployment of an AGVS, the
following key issues should be addressed
(Reveliotis, 2000):
2.1 The Flow Path Design
The manufacturing floor is specified by a set of
physical or virtual guide-paths. If the AGVs are
allowed to move only according to one direction,
they are called unidirectional, otherwise, i.e., if they
can move into the two directions, they are said to be
bi-directional. It has been shown that the bi-
directional AGVS can improve considerably the
performances of a manufacturing system (Egbelu
and Tanchoco, 1986). The design of the guide-path
is an important problem, i.e., the choice of the guide-
path configuration in order to minimise the travelled
distances. Many research works deal with such a
problem, the others deal with the determination of
the guide-path’s lanes direction for unidirectional
AGVSs (for example Gaskins and Tanchoco, 1987).
Such a problem is generally formalised as an integer
programming problem with distance as criterion to
optimise. The most known configurations are the
simple loop, multiple loops, tandem and
conventional configurations.
2.2 The Fleet Size and Vehicle’s
Capacity Determination
The AGVs can be classified according to their load
capacity into two categories: single and multiple
load vehicles. And one of the important problems to
be addressed when designing AGVS is the
determination of the AGVs number and their loading
capacity. The research works which deal with such
problem are numerous and can be classified into
three categories:
Analytical methods;
Simulating methods;
Hybrid or mixed methods.
For example in (Egbelu and Tanchoco, 1987), four
analytical methods are proposed to determine the
minimum fleet size to satisfy the production needs.
These methods were tested for various dispatching
rules. Beamon and Chen (Beamon and Chen, 1998a)
reproach the traditional methods to not consider the
system reliability when determining the optimal fleet
size. To consider the reliability of the AGVs and the
guide-path intersections, they include in their
proposed approach, the vehicles and intersections
failure rates in order to calculate the minimum
number of AGVs needed. Beamon and Deshpande
(Beamon and Deshpande, 1998b) proposed an
approach to jointly optimise the fleet size the
vehicle’s load capacity (i.e., the load batch size).
The objective is to make the better trade-off between
those two criteria. Indeed, more great is the load
size; shorter will be the total travelled distances,
since one vehicle will make only one displacement
with many loads. However, the loading and
unloading time will be greater than for a single load.
In the same manner, when there is a great number of
AGVs, the system performances will be improved
until the optimal number. Beyond this optimal
number, the performances will be degraded since a
great number of vehicles increases the traffic
congestion and deadlocks.
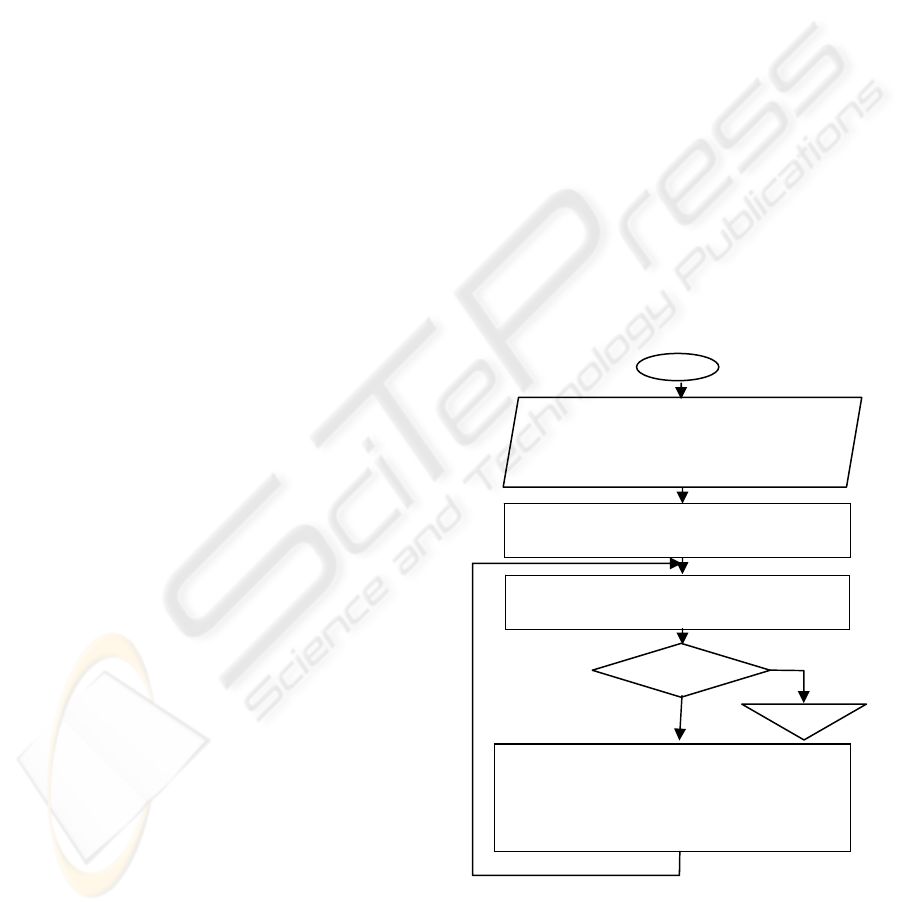
In (Castagna and Maza, 2004) we proposed a
simulation approach to determine the optimal
fleet size given a production horizon T, the
manufacturing ranges, the production rate, and
the guide-path.
Figure 1: the fleet size calculation procedure.
The basic idea of this approach is:
In the first step, the number of AGVs needed to
realise the specified number of products into the
specified makespan T is calculated.
Start
The production rate;
The manufacturing order;
The production horizon T;
The manufacturing ranges
Calculation of the fleet size N according
to the management policy of idle vehicles
Make a simulation test and evaluate the
real production time T
R
T
R
≤T ?
Considering the deadlocks and T
R
,
calculate a new fleet size N to satisfy the
constraint on the productin duration T:
N=N+[T
R
/T]+1
End
Yes
No
ON THE USE OF AUTOMATED GUIDED VEHICLES IN FLEXIBLE MANUFACTURING SYSTEMS
477
In the second step, a simulation study is conducted
to test the calculated number; and to refine it by
considering the achieved performances (see figure
1). Indeed, when the fleet size is calculated in the
first step, deadlocks are not considered. The
simulation allows the determination of the real
production time T
R
needed to accomplish all the
transportation missions. This new makespan is used
to determine the AGVs fleet size once again and is
tested by simulation. The optimal fleet size is
obtained when all the transportation tasks are
effectively achieved in the specified production
horizon T.
This study was made for various management
policies of idle AGVs and was compared to the
analytical approach proposed in (Egbelu and
Tanchoco, 1987).
2.3 The Dispatching Problem
To achieve a product or a job, it has to be routed on
several stations of the manufacturing system to
undergo some transformation operations. These are
those transitions which introduce the problem of
vehicle’s task assignment.
Indeed, when an operation is completed on one
workstation, the product makes a request for a
vehicle to be transported to the next station.
The dispatching problem consists in choosing one
request among several ones in a standby state, and
choosing one vehicle to be affected to that request.
This vehicle should be able to make the resulting
displacement.
The dispatching problem was developed in many
research papers, but their number is still smaller than
the one of the papers dealing with the scheduling
problem without transportation resources. For
example Blazewicz et al (Blazewicz et al, 1991)
propose an approach to search for a scheduling that
jointly considers the jobs and vehicles. Egbelu and
Tanchoco (Egbelu and Tanchoco, 1984) describe the
major vehicles’ dispatching rules for two special
cases: (a) when there is only one transporting
request and many idle vehicles, and (b) when there
is only one idle AGV and many jobs requesting a
vehicle.
Other dispatching cases were considered in (Albert,
1998).
2.4 The AGVs Routing and Traffic
Management Problem
The aim of routing AGVs is to find an optimal (e.g.
shortest possible time path) and feasible route for
every single AGV.
Actually, the routing decision includes three
aspects. Firstly, it should detect whether there exists
a route which could lead the vehicle from its origin
to the destination. Secondly, the route selected for an
AGV must be feasible, i.e., the route must be
congestion-, conflict- and deadlock-free (Taghaboni
and Tanchoco, 1995), etc. Thirdly, the route must be
optimal or at least partially optimal, e.g. minimize
idling runs of vehicles.
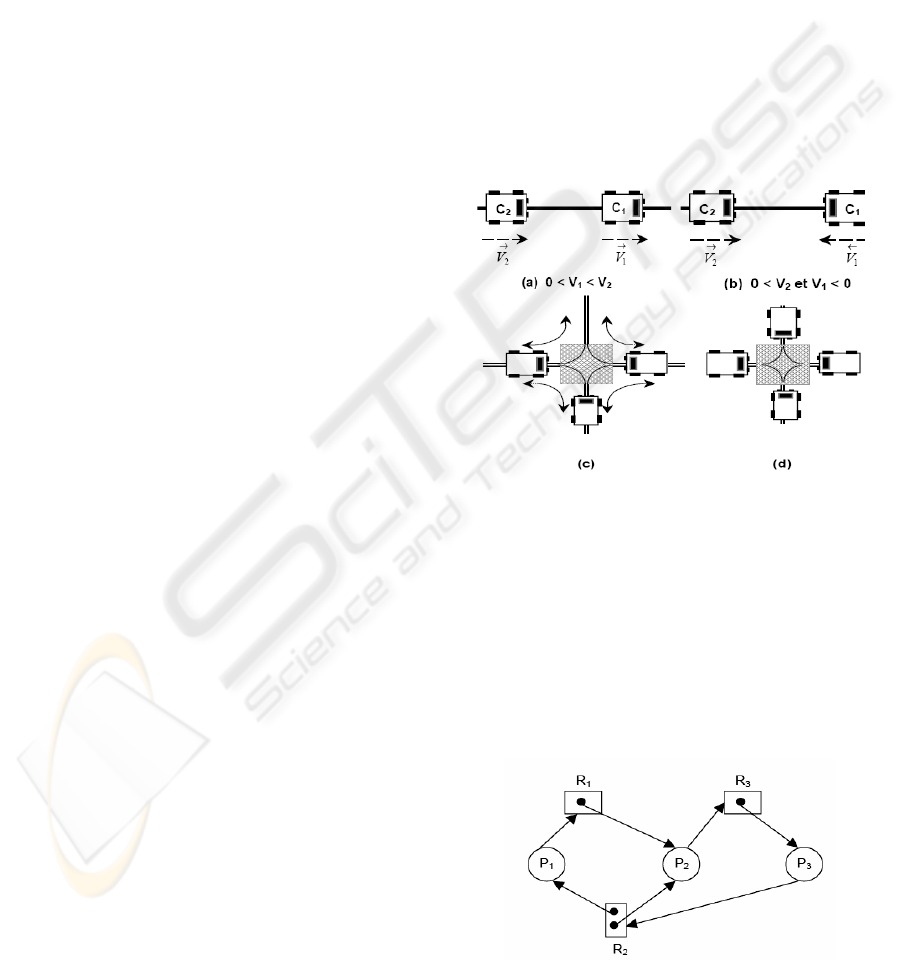
Indeed, AGVS are the seat of a great number of
undesirable situations, in particular when they are
bi-directional. Situations like conflicts and
deadlocks. Conflicts occur when for example two
AGVs are attempting to travel one lane at the same
direction but at different speeds, or into opposite
directions. Other conflicts occur when several
vehicles attempt to cross one intersection at the same
time (Figure 2.)
Figure 2: Example of conflicts between AGVs.
Deadlock is a well known problem in the resource
allocation systems and technological areas such as
computer operating systems, transportation and
automated manufacturing systems (Lawley and
Reveliotis, 1999).
A resource allocation system (RAS) consists of a
finite set of resources that must be allocated to
competing processes. The processes enter the
system, request, acquire, use, and release their
required resources, and then exit the system.
Figure 3: Example of deadlock situation in a resource
allocation graph for a RAS of 3 processes and 3 resources,
where R
2
is of capacity 2.
ICINCO 2007 - International Conference on Informatics in Control, Automation and Robotics
478

Many types of RASs are prone to deadlock, an
insidious halting condition in which there exists a set
of processes with every process in the set awaiting
the allocation of resources held by other processes in
the set (Figure 3).
Well known strategies for handling deadlock are
(1) prevention, (2) detection-resolution, and (3)
avoidance. Prevention restrains the request structure
of processes so that deadlock is impossible. Because
it limits process concurrency, prevention tends to be
overly restrictive and typically achieves poor
resource utilization.
Detection-resolution approaches allow deadlock
to occur and then concentrate on expedient
resolution. This approach achieves the greatest
flexibility in resource allocation at the cost of system
stoppage and resolution procedures, which may
involve aborting processes or the time consuming
transport and reshuffling of physical entities.
Avoidance uses current state information along with
knowledge of process request and release structures
to restrain the way resources are allocated so that
deadlock never occurs. Avoidance achieves a middle
ground in terms of allocation flexibility, being more
flexible than prevention but less flexible than
detection. It does not incur the cost of system
stoppage and resolution and thus is the preferred
method when the incremental increase in allocation
flexibility does not merit the cost of allowing
deadlock to occur. Dijskstra was pioneer in that field
and proposed a polynomial algorithm, known as the
banker algorithm, to resolve a sequential resource
allocation problem. A more complete discussion of
fundamental deadlock concepts can be found in most
books on computer operating systems, for example
see (Silberschatz and Peterson, 1991).
These few last years, many research works were
conducted to avoid deadlocks in automated
manufacturing systems, for example (Pia Fanti,
1997) and (Reveliotis, 1996).
An AGV system can be considered as a resource
allocation system, where the processes are the AGVs
and the resources are intersections and lanes of the
guide path. The problem of deadlock and conflict
free routing in AGVS will be developed in the next
section.
3 CONFLICT FREE ROUTING OF
BI-DIRECTIONAL AGVS
In our research work, we were especially interested
in conflict-free routing of bi-directional AGVS.
Several routing approaches were proposed in the
literature and can be classified into two categories:
(1) Predictive or planning methods: here the
conflicts are predicted off-line and vehicles’
paths are planned to avoid these conflicts and
to minimise a performance criterion see for
example (Krishnamurthy et al, 1993) and
(Oboth et al, 1998).
(2) Reactive or dynamic methods: here, an AGV
path is not planned and routing decisions are
made in a real time manner according to
system’s state. Such methods are always
qualified as zone dynamic control methods,
since the guide path is divided into non
overlapping zones considered as non-
sharable resources; see for example
(Reveliotis, 2000), and (Branislav, 2002).
The advantage of the first category of methods is
that the system’s performances (like the makespan
or travel time of AGVs) are a priori considered and
optimised. However, unlike the reactive methods,
the planning approaches are sensitive to
perturbations since the scheduling is made in a
deterministic way. Dynamic methods are very robust
but do not consider the performances optimisation
beyond a short horizon.
In order to have the advantages of the types of
methods, we proposed a new approach in (Maza ad
Castagna, 2005a, 2005b) based on a planning
method proposed in (Kim and Tanchoco, 1991).
This planning method is based on an algorithm
called cfstp (i.e. conflict free shortest time
procedure), which calculates for each AGV, having
a transporting mission the fastest route, considering
the traffic status, to reach its destination without
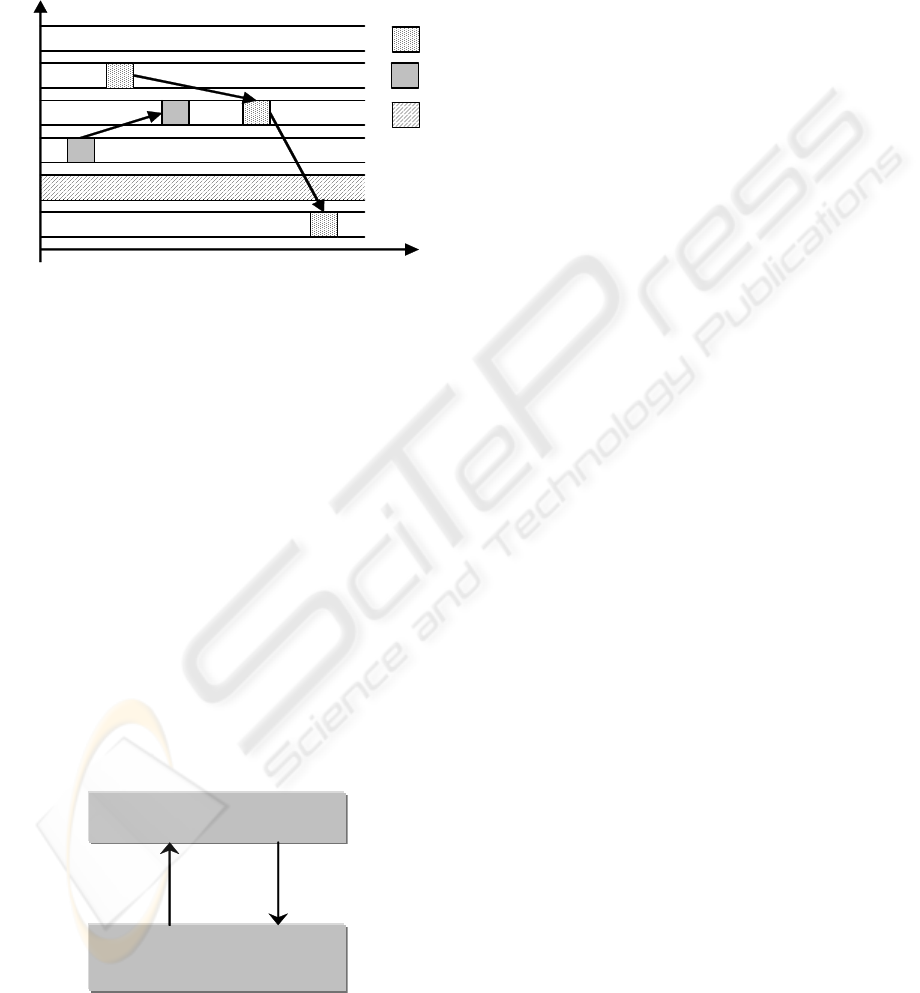
conflicts. To this end, intersections and
characteristic point of the guide path are modelled
by square areas, called nodes, which are considered
as non sharable resources. When an AGV moves on
this guide path, it reserves some nodes for a while
(see figure 4). This duration is called reserved time
window (noted r
n
for node n), where the node is
exclusively reserved by that vehicle. Other time
intervals where nodes are free are called free time
windows (noted f
m
for node m).
The cfstp calculates the shortest path on a
directed time windows graph, in which the vertices
represent the free time windows and the links model
the reachability between these time windows. The
ability to reach a time window from another one is
established by calling another algorithm called the
reachability test procedure. For two free time
windows f
n
p
and f
m
q
associated respectively to the
nodes n and m, this last procedure makes the
following reachability tests between them:
ON THE USE OF AUTOMATED GUIDED VEHICLES IN FLEXIBLE MANUFACTURING SYSTEMS
479
(1) Check for space feasibility, i.e., the existence
of a physical link relating m to n.
(2) Check for time feasibility, i.e., the node m is
reachable from the node n within its free
time window f
m
q
.
(3) Check for potential conflicts.
Figure 4: Example of time-windows table.
⎯ r
i
j
is the j
th
reserved time window of node i
⎯ f
l
k
is the k
th
free time window of node l.
When a mission is possible, the cfstp delivers for its
assigned AGV a set of nodes to be visited and the
arrival and exit times to those nodes to avoid
conflicts and minimise the travel time. As said
before, such method is sensitive to perturbations.
There are two types of contingencies: temporary
and permanent. We consider only the first type, such
as a slowing down in front of a fixed or a moving
obstacle, or a temporary stop on a lane or a node to
charge the battery, etc. In that case, the scheduled
arrival and exit times will not be respected and
consequently, there is no security guarantee for the
AGVs since collisions can occur.
To ensure the reliability of an AGVS in the
presence of interruptions while maintaining the
scheduled trajectories, a control architecture was
proposed in (Maza and Castagna, 2001, 2005a).
Figure 5: The AGV control architecture.
(1) the scheduling level delivers for each node i, an
ordered list, O
i
, of AGVs having to cross it in a growing
order of their arrival dates.
(2) the deadlock avoidance level operates in presence of
contingencies by respecting the predicted node’s crossing
order (RVWA) or by re-ordering the AGVs (RVRAA or
RVDA). It informs the 1
st
level about the current changes.
Indeed, a second level of real-time control was
added to the AGVs scheduling level which uses the
cfstp, in order to avoid deadlocks and conflicts when
needed (see Figure 5). First, the AGVs are scheduled
on the nodes of the guide-path in a non conflicting
manner while optimising the mission’s duration.
Then, the scheduled entry times to each node are used
to establish for each AGV, its own priority to cross
these nodes.
Three polynomial algorithms were proposed. The
first one based on static priorities, called RVWA (or
Robust Vehicle Waiting Algorithm). RVWA is based
on a theorem that says that if each AGV respects its
node crossing order, the property of non-conflict is
conserved.
The second algorithm based on dynamic
priorities, called RVRAA (or Robust Vehicle Routing
Ahead Algorithm) allows the rescheduling of the
AGVs on some nodes in order to improve the RVWA
which always induces unnecessary waiting of
vehicles to respect their crossing priorities (Maza and
Castagna, 2005a). The basic idea of RVRAA is to give
the AGV V which calls the algorithm the greatest
priority on some specified path [N,M], where N is the
node where V calls RVRAA, and M is the node where
V has the highest priority.
The third algorithm called RVDA (or Robust
Vehicle Delaying Algorithm), also based on dynamic
priorities, penalises the AGV which is late, say U, in
front of some other AGVs on a path [N,M]. N is the
node where the algorithm is called, and M is a node
which is calculated by the algorithm to insure that
the system will never reach an unsafe state (Maza
and Castagna, 2005b). An AGV state is called
unsafe if it can conduct the AGV system to a
deadlock state, i.e., it satisfies the necessary
condition for the occurrence of conflicts.
These three algorithms were tested and compared in
a simulation study which is developed in the next
section.
We have developed another approach for the
reactive conflict-free routing of the AGVs based on
multi-agent systems (Breton et al, 2006). The main
idea of this approach is to consider an AGV as a
reactive agent, whose goal is to reach a predefined
destination node without conflict with the moving
AGVs. In order to design the AGV-agent, the
N
odes
1
2
3
5
4
6
r
3
1
r
4
1
r
4
2
r
4
2
f
2
1
V
2
V
1
V
3
Ti
1
5
f
2
5
f
1
4
f
2
4
f
3
4
f
1
3
f
2
3
f
1
1
f
2
1
f
r
5
1
6
f
Scheduling level
On-line deadlock avoidance
level
(
1
)
(
2
)
ICINCO 2007 - International Conference on Informatics in Control, Automation and Robotics
480
Cassiopea Multi-Agent System (MAS) design
methodology is used (Collinot and Droguoul, 1996).
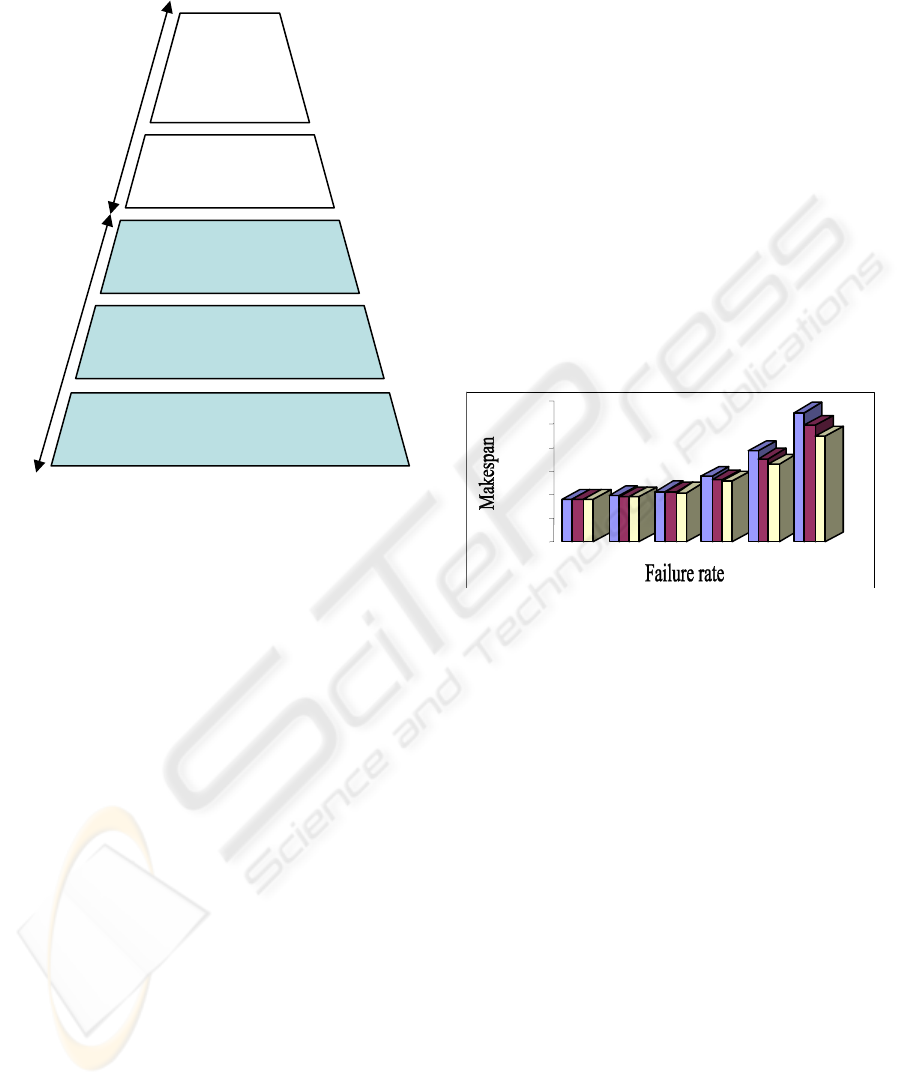
Figure 6: The application of the Cassiopea methodology to
design an AGV-agent of a deadlock-free AGV system.
This methodology defines an agent in five
incremental layers, considering the agent’s different
roles. This incremental construction has the
advantage of satisfying the principle of parsimony,
i.e., the definition of the agent can be stopped as
soon as the system completes its desired function.
The steps followed to design an AGV-agent are
given in figure 6. A gradient G
j
is calculated in each
step j to meet some specification (for example a
track follow-up). An AGV-agent will move to
minimise this gradient, i.e. according to the direction
where the gradient is minimal. This approach was
also compared in a simulation study to the predictive
approach described before. For more details see
(Breton et al, 2006).
4 SIMULATION OF BI-
DIRECTIONAL AGV SYSTEMS
To test the various approaches described before, we
have used the ARENA software to develop a new
template panel, which allows us to model the routing
of bi-directional AGVs. This function is actually not
included in ARENA package. Our template also
allows the modelling of real AGVSs, subject to
contingencies. This template panel is well described
in (Maza and Castagna, 2005a).
To check for the efficiency of our algorithms
RVWA, RVRAA and RVDA, we made some
simulation tests using our template. The AGVS
under study is composed of bi-directional mesh-like
guide-path of 45 nodes and 60 links and a fleet of 8
AGVs. Each simulation essay is a sequence of at
least 10 replications. In one replication, each AGV
has to realise a set of 100 missions randomly
generated. To approach reality, random failures of
AGVs are generated in the simulation model. They
are characterised by two parameters: the failure rate
τ and the mean time between failures MTBF.
Different simulations were done with various system
parameters in order to compare these algorithms and
bring out the situations where the use of one
algorithm is more appropriate than another (Maza
and Castagna, 2005b).
For example, by varying the failure rate and fixing
other parameters, it can be concluded that more
the failure rate is important, better will be the
makespan achieved by the algorithms RVRAA and
RVDA and that the RVDA gives the best results
(Figure 7. This can be explained by the fact that
the RVDA algorithm is more permissive than the
two other algorithms. More simulation results are
available in (Maza and Castagna, 2005b).
5 AN INDUSTRIAL
APPLICATION
We briefly present here an example of a simulation
study we have done for an industrialist MPO who
wanted to implement an AGV system. The goal of
this study was the prediction of the stores evolution
according to various AGVs management policies.
For more than fifty years now, MPO has been an
expert in the manufacture and replication of pre-
recorded media. Every year, 600 millions discs and
Level 1: Definition of G0
The track follow up and
obstacles avoidance
Level 2: Definition of
G1/ G1=G0+coeff
The move toward a destination
Level 3: Definition of
G2/ G2=G1+coeff
The move awa
y
when blocked
Level 4: Definition of
G3/ G3=G2+coeff
The move away to a node
Level 5:
Definition of
G4/ G4=G3+coeff
The conflict
prediction
The
individual
role of an
agent
The social
role of an
agent
0
5000
10000
15000
20000
25000
30000
0 5 10 20
30 40
Figure 7: The makespan evolution according to the failure
rate (τ=0, 5%, 10%, 20%, 30%, 40%).
ON THE USE OF AUTOMATED GUIDED VEHICLES IN FLEXIBLE MANUFACTURING SYSTEMS
481
150 millions printings elements come out of the
MPO’s plants.
This simulation project took place in the
production plant of Averton (France). The
production plant is composed of four workshops
(Figure 8):
The pressing shop: the CDs and DVDs are
obtained by injection of fluidized polycarbonate in a
press mold. Then, a fine layer of aluminum is
deposited in a vacuum, by pulverization, onto the
surface of the disc (Figure 8 (a)).
The printing shop: two printing principles are
utilized. The first one is silkscreen printing. This
technique consists of printing by means of a cloth
frame, which favors the flat decorations. The second
one is offset printing, by means of linked rolls which
is suitable for photos and illustrations in several hues
(Figure 8 (b)).
The packaging shop: the discs are packaged in
their boxes (Figure 8 (c)).
The storage zone: the store is utilized both to
store raw materials and to store the CDs waiting for
package (Figure 8 (d)).
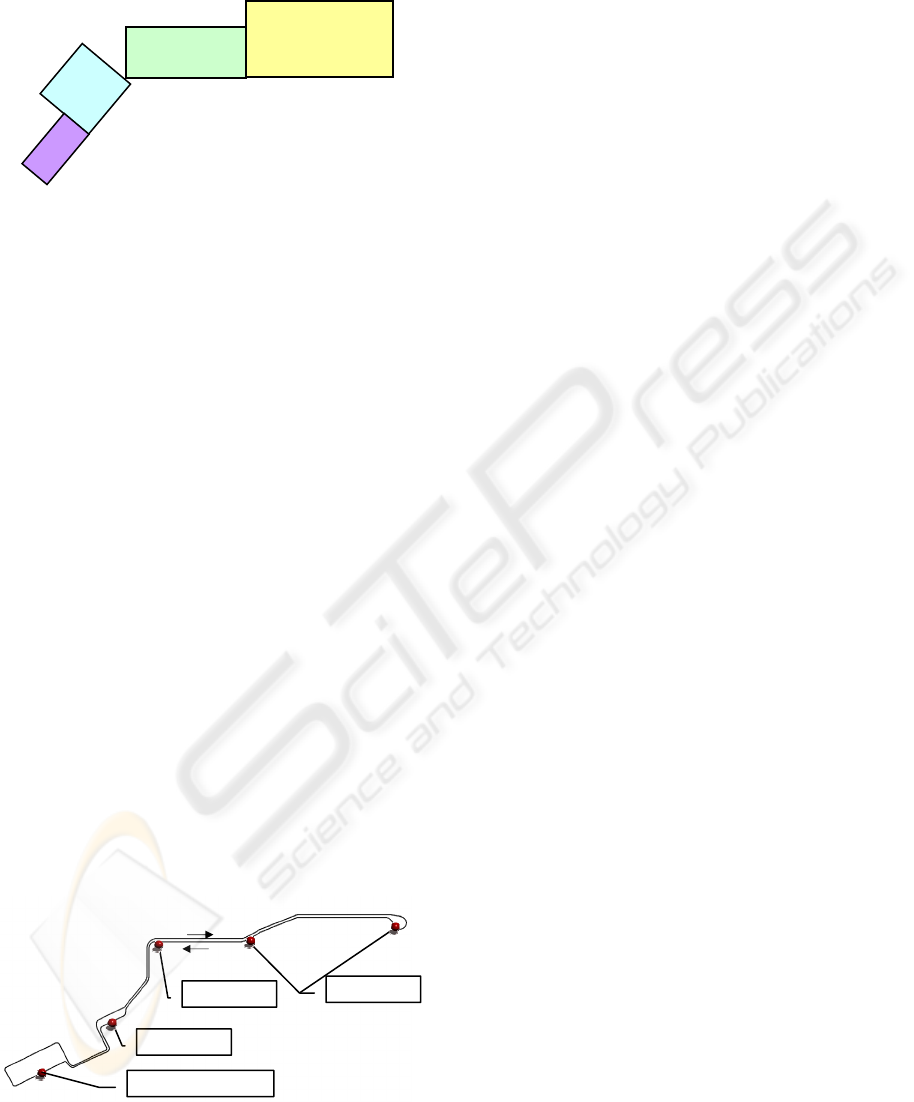
All the transports of goods between the workshops
are realized using an AGV system.
The particularity of this system is that one AGV is
used for towing one or more non-powered carriers as
a train. The AGVs are moving along a unidirectional
loop guided path (Figure 9).
The simulation study is made with a couple of
objectives. The first one is to determine the rule to
be applied to load the carriers. We consider the two
following rules:
R1: the products resulting from different
production orders can be mixed on the same carrier.
R2: one carrier holds only products of the same
production order.
The second objective is to locate and to size the
waiting areas of the carriers. Indeed, it is necessary
to place one or more garages near each workshop
where the carriers can wait for a tow.
The simulator we developed shows how the 600
carriers are distributed between the different storage
areas according the applied production rules. The
evolution of the total number of the waiting carriers
in each storage area according to time is shown on
Figure 10.
6 CONCLUSION
In this paper, we presented some important problems
to be considered when employing AGV systems.
Some of these problems concern the design aspect,
the others the piloting or control aspect. In our
research work, we were concerned with the control
aspect, particularly with the conflict-free routing of
bi-directional AGVSs.
This paper recalls the principle of the approaches we
developed for reactive routing of bi-directional
AGVs and gives some simulation results. We also
briefly presented a simulation study we have done to
help an industrialist to make decisions at the design
stage of their AGV system and also at the piloting
stage. Since this application is confidential, we could
not give more information on it.
REFERENCES
Albert P., 1998. Pilotage de véhicules autoguidés dans
un système automatisé de production. PhD thesis –
University of Nantes.
Beamon, B.M, Chen, V.C.P., 1998a. Performability-
based fleet sizing in a material handling system.
International Journal of Advanced Manufacturing
Technology, Vol.14, No.6, pp.441-449.
Beamon, B.M., Deshpande, A.N., 1998b. A
mathematical programming approach to
simultaneous unit-load and fleet size optimisation
in material handling systems design. International
Journal of Advanced Manufacturing Technology,
Vol.14, No.11, pp.858-863.
Blazewicz, J., Eiselt, H., Finke, G., Laporte, G.,
Wegrlarz, J., 1991. Scheduling tasks and vehicles in
Figure 9: The transportation loop with the stations.
Storage zone
Printing Shop
Packaging Shop
Pressing Shop
Figure 8: The MPO Production facilities.
(a)
(b)
(c)
(d)
ICINCO 2007 - International Conference on Informatics in Control, Automation and Robotics
482

Figure 10: Example of time evolution of the carriers’ number in each waiting area.
0
600
Time
Q
uantit
y
o
f
waitin
g
carriers
0
10000000.0
a flexible manufacturing system. The International
Journal of Flexible Manufacturing Systems, Vol.4,
pp.5-16.
Branislav, H., Mrafko, L., Bielko, V., 2002. A
compraison of the AGV control approaches unsing
Petri Nets. International conference on Systems,
Man and Cybernetics, Tunisia.
Breton, L., Maza, S., Castagna, P., 2006. A multi-agent
based conflict-free routing approach of bi-
directional automated guided vehicles. American
Control Conference, USA.
Castagna, P., Mebarki, N., Maza, S., 2004. Evaluation
du nombre d’AGVs sur un système de production
de type Job shop. 5ème Conférence Francophone
de Modélisation et SIMulation (MOSIM’04),
pp.619-626, France.
Collinot, A., Droguoul, A., 1996. La méthode de
conception multi-agent cassiopée: Application à la
robotique collective. Technical Report LAFORIA,
LIP6.
Egbelu, P.J., Tanchoco, J.M.A., 1984. Characterization
of automatic guided vehicle Dispatching rules.
International Journal of Production Research,
Vol.22, No.3, pp.359-374.
Egbelu, P.J., 1987. The use of non-simulation
approaches in estimating vehicle requirements in an
automated guided vehicle based transport systems.
Material flow, No.4, pp.209-221.
Gaskins, R.J., Tanchoco, J.M.A., 1987. Flow path
design for automated guided vehicle systems.
International Journal of Production Research,
Vol.27, No.6, pp.915-926.
Krishnamurthy, N.N., Batta, R., Karwan, H., 1993.
Developing conflict-free routes for automated
guided vehicles. Operations Research, 41(6),
pp.1077-1090.
Kim, C.W., Tanchoco, J.M.A., 1991. Conflict-free
shortest-time bi-directional AGV routing.
International Journal of Production Research,
Vol.29, No.12, pp.2377-2391.
Lawley, M., Reveliotis, S., Ferreira, P., 1999. Design
guidelines for deadlock handling strategies in
flexible manufacturing systems. International
Journal of Manufacturing Systems, Vol.9, pp.5-30.
Maza, S., Castagna, P., 2001. Conflict-free AGV
routing in bi-directional networks. 8th IEEE
International conference on Emerging Technologies
and Factory Automation, pp.761-764, France.
Maza, S., Castagna, P., 2005a. A performance-based
structural control policy for conflict-free routing of
bi-directional Automated Guided Vehicles.
Computers in industry, Elsevier publication,
Vol.56, n°7, pp.719-733.
Maza, S., Castagna, P., 2005b. Sequence-based
hierarchical conflict-free routing strategy of bi-
directional automated guided vehicles. 16th IFAC
World Congress, Praha.
Oboth, C., Batta, R., Karwan, M., 1999. Dynamic
conflict-free routing of automated guided vehicles.
International Journal of Production Research,
Vol.37, No.9, pp.2003-2030.
Pia Fanti, M., Maione, B., Mascolo, S., Turchiano, B.,
1997. Event-based feedback control for deadlock
avoidance in flexible production systems. IEEE
Transactions on Robotics and Automation, Vol.13,
No.3, pp.347-363.
Reveliotis, S.A., Conflict resolution in AGV systems.
IIE Transactions, Vol.32, No.7, pp.647-659.
Reveliotis, S.A., Ferreira, P., 1996. Deadlocks
avoidance policies for automated manufacturing
cells. IEEE Transactions on Robotics and
Automation, Vol.12, No.3, pp.845-857.
Silberschatz, A., Peterson, J.L., 1991. Operating system
concepts, Addison Wesley.
Taghaboni, F., Tanchoco, J. M. A., 1995. Comparison of
Dynamic Routing
Techniques for Automated Guided Vehicle Systems.
International Journal of Production Research, Vol.10,
No.33, 2653-2669.
Tanchoco, J.M.A., Egbelu, P.J., 1986. Potentials for bi-
directional guide-path for automated guided vehicle
based systems. International Journal of Production
Research, Vol.24, No.5, pp.1075-1097.
ON THE USE OF AUTOMATED GUIDED VEHICLES IN FLEXIBLE MANUFACTURING SYSTEMS
483
