ENERGY MODEL BASED CONTROL FOR FORMING
PROCESSES
Patrick Girard
Industrial Materials Institute, National Research Council, 75 Boulevard de Mortagne, Boucherville, Canada
Vincent Thomson
Mechanical Engineering, McGill University, 817 Sherbrooke St.W. Montreal, Canada
Keywords: Model based control, forming energy, simulation, real time identification, intelligent agents, on-line
diagnostics.
Abstract: Thermoforming consists of shaping a plastic material by deforming it at an adequate deformation rate and
temperature. It often exhibits abrupt switches between stable and unstable material behaviour that have
neither been identified nor controlled up to now. PID control, although adequate for simple parts, has not
been able to control very well the forming of complex parts and parts made of newer materials. In this
paper, the state parameters that allow the development of predictive models for the forming process and the
construction of control systems are identified. A robust, model based control system capable of in-cycle
control is presented. It is based on a simulator continuously tuned and supported in real time by intelligent
agents that incorporate diagnostic capabilities.
1 INTRODUCTION
Forming processes are widely used in a number of
industries, including automotive, aerospace and
home appliances. Forming is an apparently simple
process in which a sometimes pre-shaped sheet of
plastic material is first heated to the correct forming
temperature in a first phase, and then deformed in a
second phase at the correct strain rate, generally by
pressing it against a mould to impart a specific
shape. The deformation of the sheet is insured by
using either a vacuum or pressure at a given
temperature and deformation rate, sometimes with
the assistance of a mechanical plug. After the part is
ejected from the mould some additional, post-
processing steps may be required, such as cooling at
a controlled rate, or annealing to relieve the built in
stresses that were induced by this transformation
process.
Effective control of forming needs to address the
following issues.
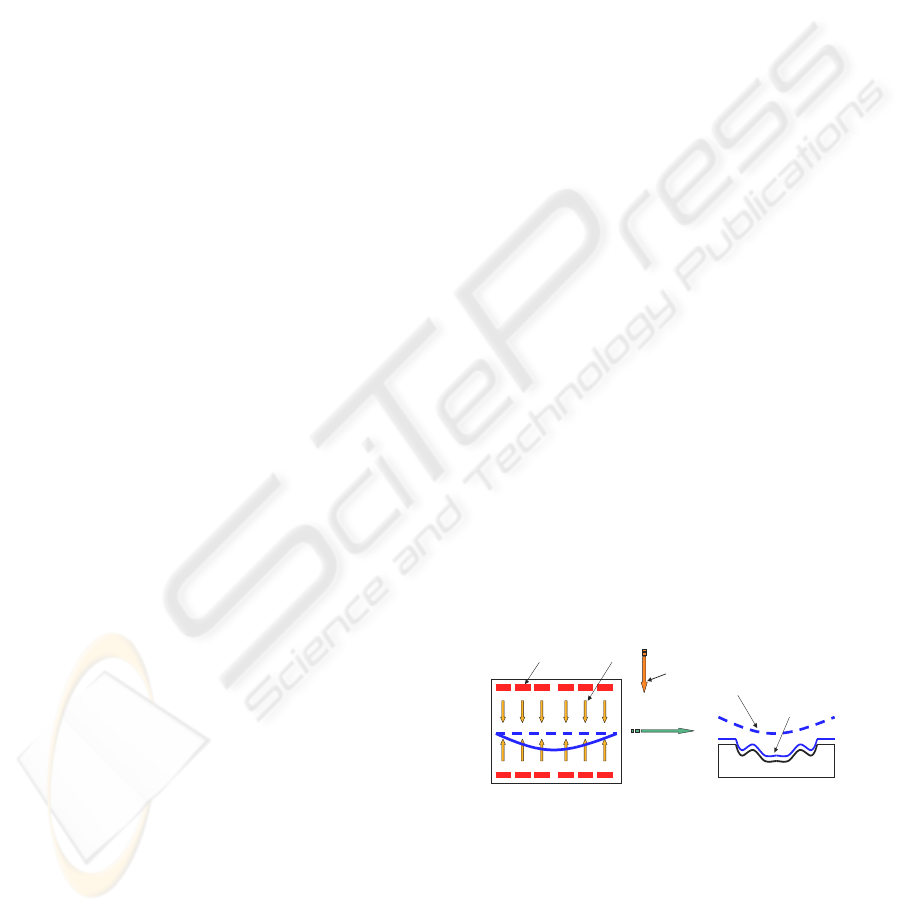
• How energy is transferred to the part can be
transformed into two separate processing
steps, first to bring it to the correct forming
temperature, and then to shape it (Figure 1).
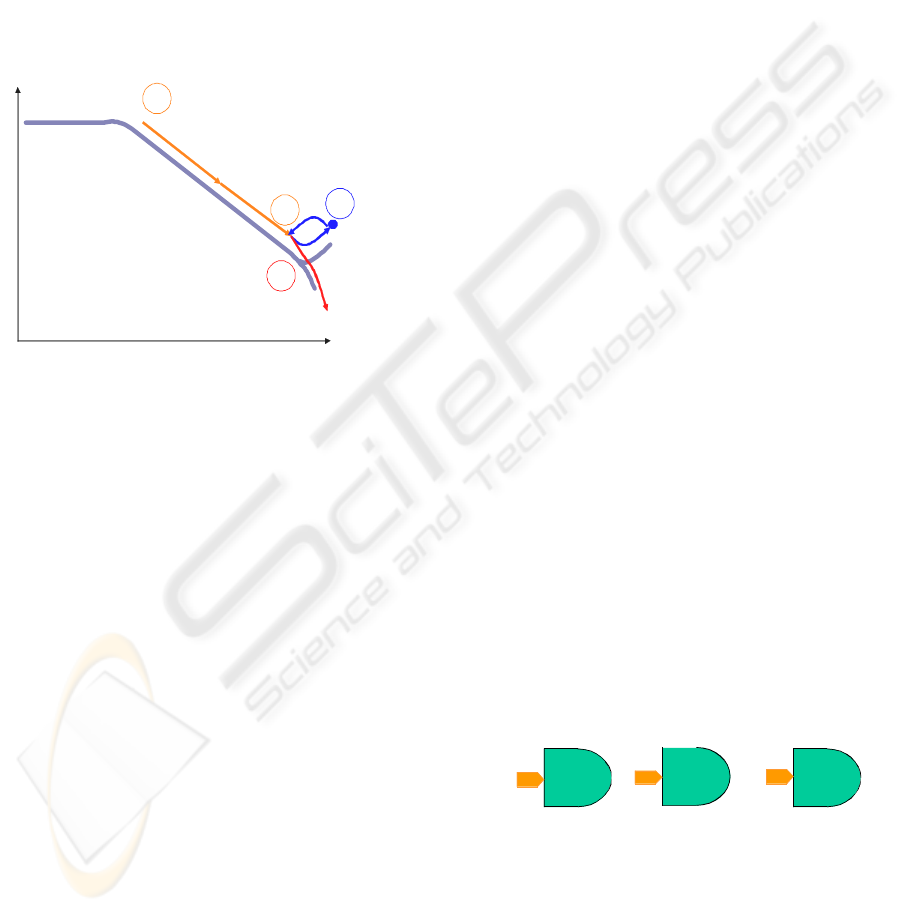
• Depending on the rate that the material
deforms, variations in the deformation rate
produce enormous changes in the viscosity of
the material, resulting in very high and
unstable variations of the energy required for
deformation as shown in Figure 2.
Heating elements
Radiation heatin
g
To Forming
Station
Initial Shape
Of Sheet
After Forming through
Pressure
Or
Vacuum
Forming Station
2D Temperature scan
at exit of oven
Oven
Figure 1: The thermoforming process (Girard et al., 2005).
Up to now forming has been controlled in a very
empirical and indirect manner. For example, during
the heating phase of the sheet only the temperature
of the heating elements has been controlled. The rate
of deformation during forming is controlled by
applying pressure on the material either as a constant
51
Girard P. and Thomson V. (2008).
ENERGY MODEL BASED CONTROL FOR FORMING PROCESSES.
In Proceedings of the Fifth International Conference on Informatics in Control, Automation and Robotics - ICSO, pages 51-59
DOI: 10.5220/0001499300510059
Copyright
c
SciTePress
air or hydraulic pressure, or as the result of a semi-
controlled explosion. As a result (Figure 2), the
forming process is seen as a seemingly random
succession of stable and unstable phases where the
triggering point from stability to instability is often
neither identified nor taken into account. This makes
it very difficult to ensure robustness.
This paper proposes a model based control
system based on a simulator that predicts the process
energy requirements. A similar approach has been
successfully applied to the control and on-line
optimization of metal powder grinding (Albadawi et
al., 2006).
Log(Viscosity) η
Plateau
Linear variation
Shear
strengthening
material
Shear thinning
material
1
2
3
4
Figure 2: Typical variation of viscosity for thermoplastic
materials as forming pressure is applied.
Once a relatively steady state is attained the
simulator is tuned on-line and in real time by a
number of intelligent agents that identify drifts and
variations of the process. The tuned simulator is then
used to generate a linear sensitivity matrix and it is
upon this matrix that the control model is built, and
it provides the response time required for in-cycle
control, i.e., while the part is being made. Although
the forming process is non-linear, linear control is
quite adequate since the operating point predicted by
the simulator is close to the actual operating point.
Also, the simulator by itself can actually predict
and control the dynamic startup phase of the
process. The startup procedure for thermoforming
complex, technical parts, for example, can result in
up to 5 rejected parts costing $100 each in material
(from the thermoforming company, PlastikMP,
Richmond, Quebec, Canada).
Further to this introduction, the thermoforming
process along with key process parameters needed
for effective control is described in Section 2. The
present situation for control of thermoforming is
given in Section 3. Section 4 outlines the model
based control system. Process parameters that can be
identified in real time are listed in Section 5. Section
6 presents the real time diagnostic capability of the
system, and finally, there is a brief conclusion.
2 IDENTIFICATION OF STATE
VARIABLES FOR CONTROL
OF THE FORMING PROCESS
The first task is to identify the state variables of the
thermoforming process that can be used to control
the heating and the forming phase.
2.1 Heating Phase
The purpose of the sheet heating phase is to bring
the whole sheet above the minimum forming
temperature while remaining below the maximum
allowable forming temperature, i.e., be within the
forming ‘window’. By knowing this, the minimum
and maximum amount of energy required for the
heating process can be easily calculated. It is also
very amenable to use energy as a control parameter
since process energy is the main variable.
This means that the in-oven heating cycle can
stop when the required energy has been transferred
to the plastic sheet. However, the temperature
profile inside the sheet still has to be appropriately
distributed (usually uniform). This is presently
realized in the real world by allowing the sheet to
stand for a while outside the oven before forming.
2.1.1 Energy Transfer to the Sheet during
Sheet Heating
Representing this transfer of power with transfer
functions allows representation of the state of the
system by using either the power or the temperature
(Figures 3 and 4). It is a feature required of the
control system since the operator needs to view the
machine parameters for this phase in the usual
manner, which is a temperature display in this case.
Heating
Element
Power
(Watts)
Power
or
Temp.
Sheet
absorption
View factor
Power
or
Temp.
Figure 3: The heating phase as a cascade of energy or
temperature transfer functions.
2.1.2 Heat Flux Matrix during the Heating
Phase (View Factor)
In the thermoforming process a sheet of material is
positionned in an oven and heated by an array of
heating elements (shown at the right of Figure 5).
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
52
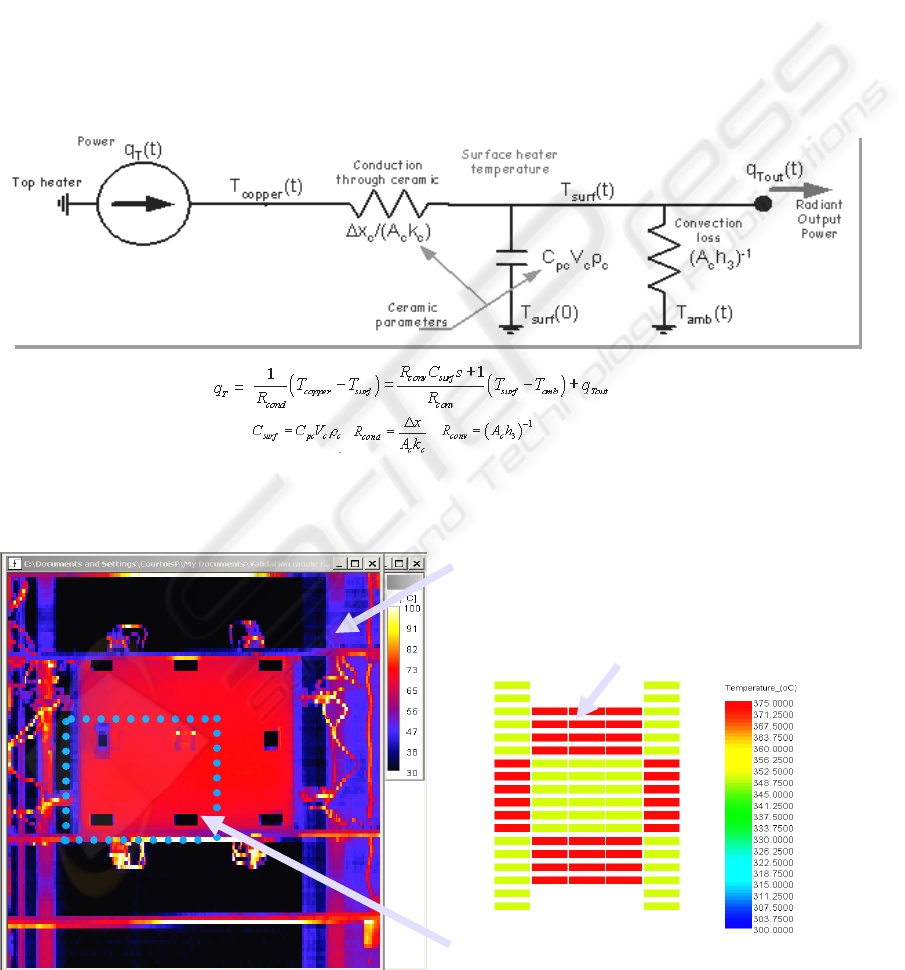
The view factor defines the relation W
ij
between the
heat flux produced by heating element i and the
radiative power absorbed by sheet zone j in equation
(1). This heat flux can be measured by a sensor as
has been demonstrated by Kumar (2005).
Welement
i
[]
W
ij
[]
= Wzone
j
[]
(1)
The left part of Figure 5 presents the temperature
map at the exit of the oven with the holes provided
for the heat flux sensors appearing in black. In this
picture the heat flux sensor was located at the center.
2.1.3 Energy Absorption by the Sheet
(Process Parameter)
Energy is transferred throughout the sheet by two
mechanisms: conduction from the surface and
radiation absorption. The two related material
parameters are the conductivity and the absorptivity
of the material, respectively. A major source of
uncertainty in the process stems from the fact that
these parameters can vary widely from batch to
batch, especially for absorptivity which can vary
enormously when the colorant supplier is changed
for example, and techniques were designed to detect
on-line variations in these parameters.
Figure 4: Heating element transfer function (Gauthier et al., 2006).
4 Fluxmeter positions studied
Gains matrix is identified by generating a 50C
variation from uniform 350C heater map
Simulation run directly from scanning
thermometer output and then tuned from the
flux and tem
p
erature measurements
Figure 5: Sheet heat map at the exit of oven and heating element array (Girard et al., 2005).
ENERGY MODEL BASED CONTROL FOR FORMING PROCESSES
53
In general, the temperature increase in a given zone
of the sheet and at a given depth for a steady heat
flux can be represented with very good precision by
the following empiric equation where θ is
temperature, t is time, and d is depth into the sheet
(Girard et al., 2005).
(2)
Using this equation means that we know the
constant heat flux that is required to heat the sheet to
a given temperature θ
1
at time t and depth d. The
constants a1, a2 and a3 are determined by the fit
with modelled data. Figure 6 presents the variation
of temperature for a steady heat flux (constant
heating element temperature) together with the
repeated adjustments needed by a PID controller.
Repeated adjustments for ramping
PID control with major final error
Time
T
e
m
pe
r
atu
r
e
θ
Temperature
θ
1
To be realized at time t
FluxSteadyfor
dt
θ
,
PID Ramp
Final error
for PID ramp
Figure 6: PID ramp and model based temperature control
comparison. Model based control achieves final state
temperature with more accuracy and less adjustment
during heating.
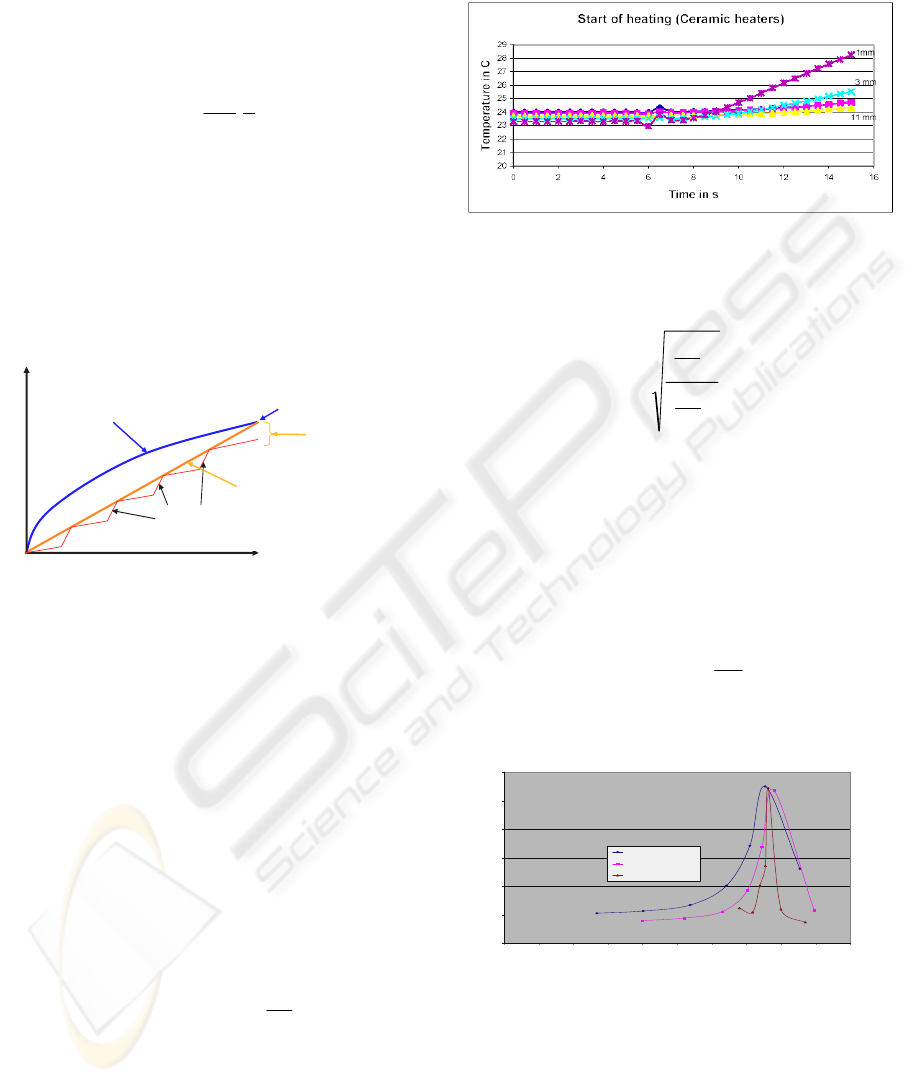
2.1.4 Absorptivity (Material Parameter)
The measurement of the start of heating for a virgin
(i.e., not colored) high density polyethylene thick
sheet reveals that even at a depth of 11 mm the
material temperature starts to increase nearly
immediately with the start of radiative sheet heating
(Figure 7). Since conduction heating requires several
minutes to get to this depth, the only heating
mechanism that can allow for such a behavior is
radiation absorption.
The energy absorbed, q
absn
, in layer ‘n’ contributes to
the internal temperature change according to:
x
T
cqF
pabsn
n
τ
ραα
∂
∂
==− )1(
1
(3)
where F
1
is the heat flux at the surface of the sheet,
α is the absorptivity, ρ is the sheet density, c
p
is the
heat capacity, ∂T is the sheet temperature difference
during time ∂τ, and x is the n
th
layer thickness. From
equation (4) (Kumar, 2005), the absorptivity α can
be calculated from the slopes of the temperature
increase measured at layers 3 and 1.
Figure 7: An enlargement of the start of sheet heating
(Girard et al., 2005). The data show the temperature
increase with time at different depths in a plastic sheet
being heated from the surface.
1
3
)(
)(
1
τ
τ
α
∂
∂
∂
∂
−=
T
T
(4)
2.1.5 Heat Capacity (Material Parameter)
The heat capacity C
p
is evaluated during the cooling
phase from the cooling rate with a given heat
transfer coefficient at the sheet surface (Figure 8)
(Zhang, 2004). The total energy, q
tot
, can also be
determined from the heat transfer coefficient as
follows
q
tot
≅ q
conv
≅
ρ
C
p
x
Δ
T
Δ
τ
(5)
where the energy from the heating elements hitting
the sheet is the convection energy, q
conv
.
0
500
1000
1500
2000
2500
3000
50 60 70 80 90 100 1 10 120 130 1 40 150
Tem perature(C)
Heat Capacity(J/kg C)
1.5 m/s fan speed
0.55 m/s fan speed
0.005 m/s fan speed
Figure 8: Experimental heat capacity curves determined by
different cooling rates obtained on-line by varying fan
speed (bottom heating of the sheet at 280°C).
Please note in Figure 8 that different cooling rates
predict mostly the same heat capacity, and that the
shape of this peak is directly related to the level of
crystallinity of the material.
t,d
θ
=
1
a
1
+
d
()
+
2
a
t
⎛
⎝
⎜
⎜
⎜
⎞
⎠
⎟
⎟
⎟
*
3
a
⎛
⎝
⎜
⎜
⎜
⎞
⎠
⎟
⎟
⎟
exp
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
54
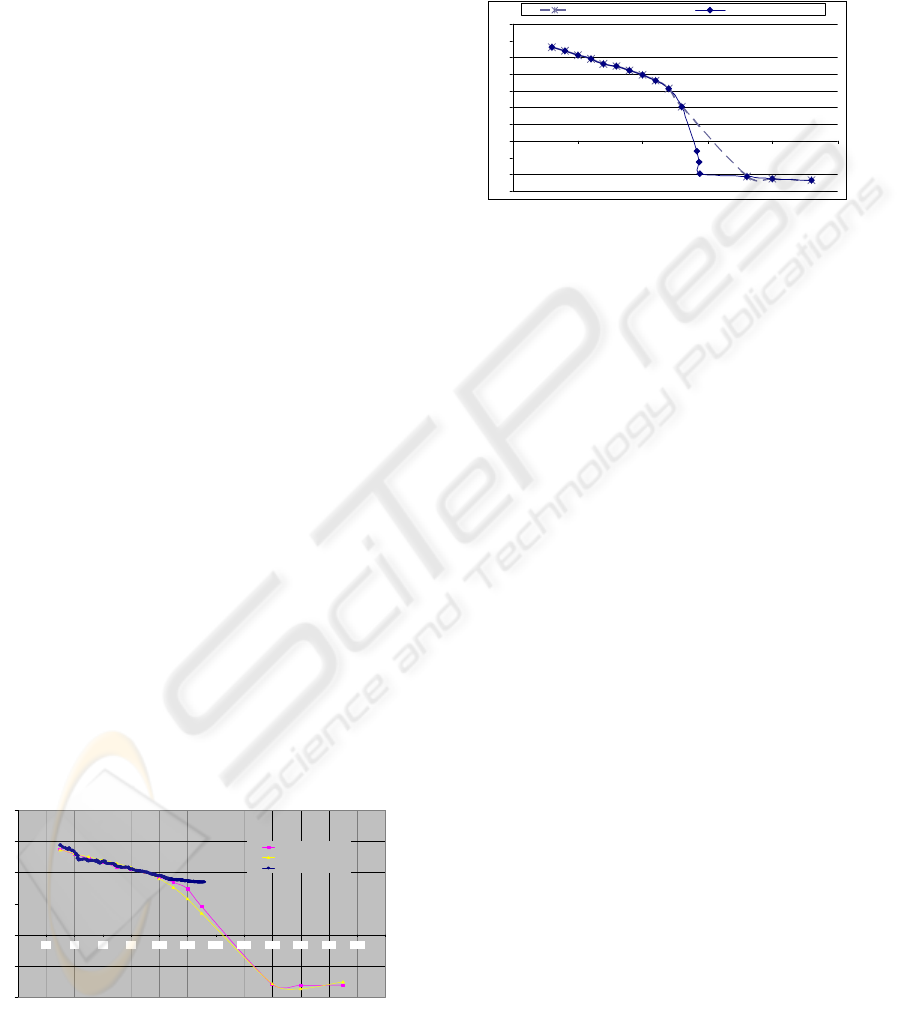
2.1.6 Elastic Modulus (Material Parameter)
During the re-heat phase of the thermoforming
process the frozen in stresses induced in the material
during the calendering process are relaxed. This
results in anisotropic shrinkage of the sheet that
causes variation of the sag in the heating oven. The
forming of the shrunk sheet results in variations of
the final thickness of the produced part. Also, the
sag during heating must be adequately controlled
since it can result in catastrophic variations in the
distance from the sheet to the heating elements.
The elastic modulus, E, and level of frozen-in
stresses are the main predictors for sag and
shrinkage during the heating phase of the
thermoforming process.
It is however difficult to get adequate data for
process control and simulation purposes given the
variability of sheet material properties from batch to
batch and the fact that the variation of E is difficult
to evaluate by the usual techniques in the vicinity of
the melting point of the material where the
experimental data reveals a very sharp inflection
point related to the phase change of the material.
Since forming takes place in this temperature region
simulation models are quite deficient in this crucial
area.
To address these issues an on-line identification
technique was developed that uses two different
steps of the blow forming process (Bahadoran,
2005). The low temperature variation of the elastic
modulus is identified from the development of the
sag at the entry in the oven (Figure 9) allowing for a
better evaluation of E near the melting point.
However, an existing forming mould can be used to
produce a bubble on-line on the actual forming
machine, and the value of the elastic modulus is
characterized near the transition point of the material
from the variation of the bubble and the blow
pressure (Figure 10) (Bahadoran, 2005).
-2
-1
0
1
2
3
4
0
20 40 60 80 100 120 140 160 180 200 220 240 260
Temperature (C)
Log
(E)
E(T)
Fit_3D
E(T) from Sag
Figure 9: Experimental data obtained on-line showing the
variation of the elasticity modulus with temperature at
lower temperatures.
This provides a much better definition of the ‘elbow’
zone of E versus temperature. This technique
requires minimal additional instrumentation to an
existing machine. Also most any existing mould can
be used for this purpose.
-1.5
-1
-0.5
0
0.5
1
1.5
2
2.5
3
3.5
0 50 100 150 200 250
Temp.(°C)
Log E (MP)
Without Bubble Data Bubble Data Added
Figure 10: Experimental data obtained on-line showing the
variation of the elasticity modulus with temperature,
particularly near the melting point.
2.2 Forming Energy during the
Forming Phase
Referring to Figure 2, after the sheet has been heated
the forming process begins at point 1 by applying a
constant pressure from one side of the sheet to be
formed. The material starts taking a more or less
spherical shape and its thickness diminishes. As the
shear rate of the material increases, the viscosity of
the material drops. Since the input pressure remains
relatively constant, this results in an unstable and
very fast evolution towards point 2 when the shear
rate rises above a triggering level.
After this point, the forming process can behave
either in a stable or an unstable manner depending
on the type of thermoplastic.
• If the material is shear strengthening,
deformation under constant pressure is
relatively easy to control since it will be
mostly spherical and bounded at point 3 and
then revert back to a stable behaviour. Also,
since the deformation is self-stabilizing the
shape of deformation tends to be spherical.
This is how the blow moulding of PET
(polyethylene terephthalate) materials is
controlled, for example.
• If the material is shear thinning, a pressure
control scheme results in the sheet being
ripped apart in an explosive manner. Also, any
deformation that starts at a given location
typically ‘grows‘ in a random direction and
pattern. In this case, the forming process needs
to be either bound geometrically by a mould
or by the flow rate that is applied to ‘blow’ the
sheet.
ENERGY MODEL BASED CONTROL FOR FORMING PROCESSES
55
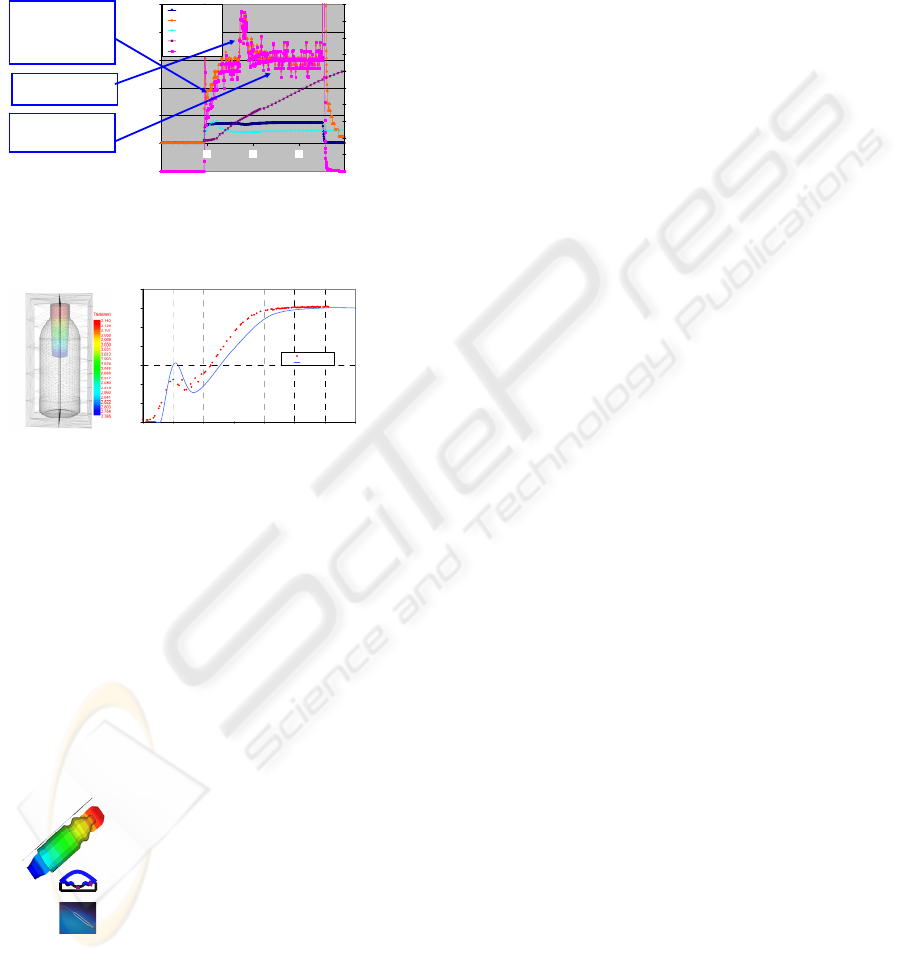
Figure 11 presents how the volume and pressure
develop for the free blow (forming without a mould)
of a PET bottle. It can be seen that the formed part
starts by expanding in a smooth manner in phase 1
until it suddenly expands very rapidly in phase 2.
Since PET is shear strengthening it will then
consolidate in phase 3.
-5.00E+01
0.00E+00
5.00E+01
1.00E+02
1.50E+02
2.00E+02
2.50E+02
10 15 20 25 30
Time in s
Pressure in PSI
0.00E+00
5.00E-03
1.00E-02
1.50E-02
2.00E-02
2.50E-02
3.00E-02
3.50E-02
4.00E-02
4.50E-02
5.00E-02
Pressure PSI
Flow Rate *100
Pred. P PSI
Pred. Vol. M^3
Power
Phase 2: Part expansion
takes place
Phase1: Pressure
increases until it
overcomes
material
resistance
Phase 3: Material
reaches
consolidation
Figure 11: Measuring the pressure/volume relationship for
free blow (blowing without a mould) of a PET bottle
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0 0.10.20.30.40.50.60.7
Blowing Time (Sec)
Pressure (MPa)
Measured
Predicted
Initial Volume = 0.026 L
Final Volume = 0.473 L
Figure 12: Predicted and measured pressure with the
W
forming
simulation approach (PET bottle in mould).
It is easy to measure on-line the pressure and the
flow rate for these processes, and recent
developments show that simulations based on the
forming energy are much more accurate than those
relating constitutive equations to initial temperature
and pressure conditions on the sheet (Figure 12)
(Mir et al., 2007). Also, minimizing the amount of
energy required by the process, which allows for the
use of smaller machines, is often one of the
objectives of the control system.
Blowing of PET bottle:
Q is high and V is low
Triggering point: strain rate goes above given level
Bubble forming, gas tank:
Q is low and volume is high
Triggering point not reached
Angioplasty balloon forming:
Q is extremely low and volume is low
Triggering point: thickness goes below given level
Figure 13: Development of volume flow Q and volume V
for some thermoforming processes.
It must be noted that the start and development of
phase 2 (Figure 11) is not predicted by the usual
techniques, but that it poses no problem with the
W
forming
approach (Figure 12). Also, the ‘trigger’
point (Figure 13) that starts the expansion phase is
not predicted at all with the regular modeling
approach.
3 CONTROL TECHNIQUES
PRESENTLY USED FOR
THERMOFORMING
The control techniques presently used are typically
based on indirect sheet temperature control and a
forming pressure that is set to a constant value.
These techniques have major drawbacks.
• They do not directly control the main
parameters of the process.
• They do not monitor and do not control
adequately the primary process variables. This
is especially true of the forming pressure since
it is only regulated at the entry of the mould,
and often very imprecisely.
• They do not identify nor take into account the
switch point from stability to instability.
• During the unstable phases of the process,
minor variations in the input variables of the
process can develop into chaotic variations in
the end process. These variations are presently
not detected and are only taken into account in
the system indirectly. They can be:
o material properties that vary from
batch to batch,
o environmental variations such as
ambient temperature or air flow, and
o variations in machine parameters such
as heating elements output or line
pressure.
• Present temperature controllers, such as
implemented by MAGI Control (Montreal,
Canada), use a PID controller to track a ramp
that is calculated from the θ
1
temperature to be
realized. Figure 5 presents a comparison of the
model based and PID ramping approach based
on the results obtained by MAGI Control.
• These process uncertainties are compounded
by the new ‘designer’ materials that typically
have a very narrow processing window, and
also by the very tight dimensional
requirements that are required of technical
parts
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
56
It can be seen that PID control based on a ramp
requires repeated adjustments during the heating
phase and ends up with a considerable final error.
Model based control however only requires the
adjustment of the heat flux by integration of the
heating curve, which achieves much smoother
control and better final temperature precision.
4 MODEL BASED CONTROL
SYSTEM
In place of PID control, we are proposing to use a
model based control system that is continuously
tuned and based on on-line identification of the main
parameters of the forming processes that were
presented in Section 2. This ‘tuning’ is achieved by
intelligent agents as defined by (Weiss, 1999):
“Agents are autonomous, computational entities
which sense their environment either by physical or
virtual sensors, and then initiate actions by actuators
and/or by communicating with other agents.” In our
case each agent is a fast response routine that
monitors a specific aspect of the process, for
example, the variation of the specific heat of the
material. If this variation is
above a specific level,
the agent contacts the main system so that the
process parameters are adjusted to reflect the
change.
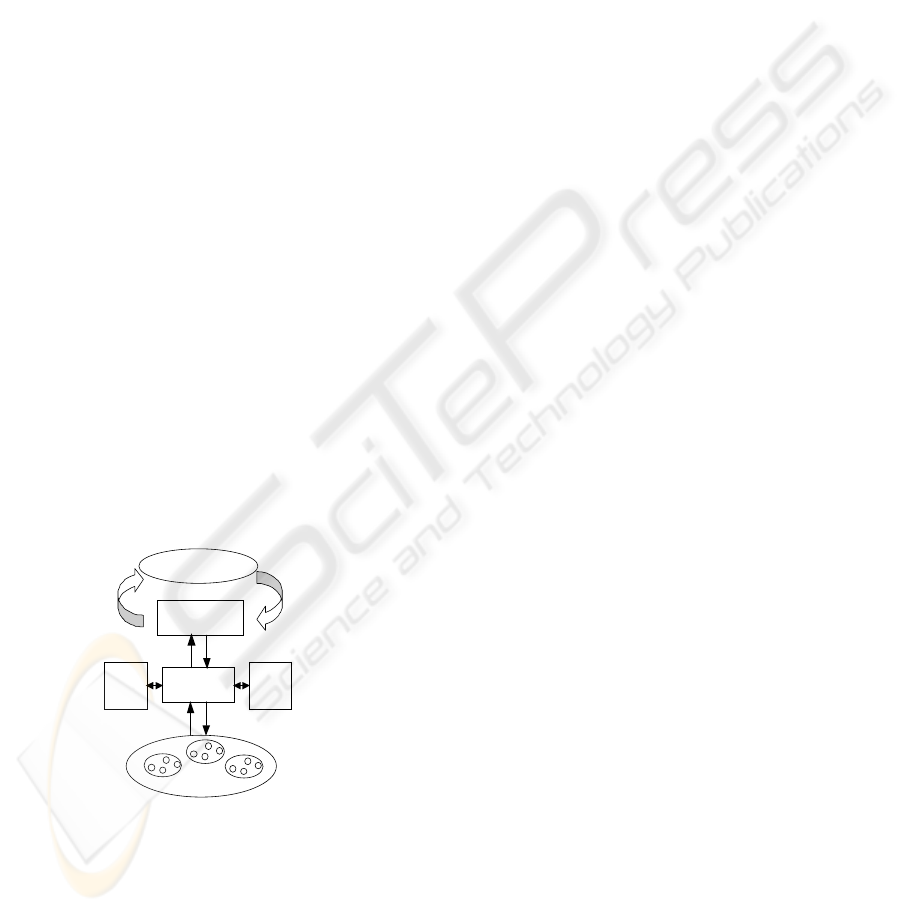
4.1 General Specifications of the
System
Error
Recovery
Module
Physical Layer
Database
Model
Control Module
Process model
Module
Diagnosis
Module
Figure 14: General architecture of the model based control
system.
4.1.1 Objective
• Implementation of a generalized controller
that is based on a model of the process to be
controlled and that updates and tunes the
process model in real time.
4.1.2 Inputs
• Real time measurements of the process and
equipment data.
• Results of quality control.
• Process submodels implemented as intelligent
agents that identify and track parameters and
that calculate process state parameters.
4.1.3 Outputs
• Updated control model with control
parameters that are sent to the forming
process.
• Process and material parameters are estimated
during part manufacture and are updated after
each part is made.
• Diagnostics of the process are executed during
part manufacture.
4.2 Main Control Module
4.2.1 Simulator Agent
The first step for the creation of a model based
control system using intelligent agents is to build an
accurate process model and simulator. The process
model identifies critical state variables and the
simulator predicts the parameter adjustments
required for the desired outcome from the state
variable history. A finite element simulation of the
thermoforming process based on the E
forming
energy
in equation (3) is very easy to correlate to real time
machine measurements of the flow rate and
pressure. This simulation typically requires:
• the geometric description of the part, machine
and moulds,
• a material database for the rheological and
physical properties of materials, and
• the processing parameters for the part, often
called recipe by the manufacturer.
Also, two main challenges need to be addressed for
adequate control.
• Inaccessible internal sheet temperatures need
to be controlled precisely within the forming
window for part quality.
• The execution time frames of the different
agents need to be adjusted and synchronized.
ENERGY MODEL BASED CONTROL FOR FORMING PROCESSES
57

4.2.2 Simulation of a Virtual Sensor
The tuned simulation can function as a virtual
sensor, also called a soft sensor. The integrated
history of the sheet surface temperature as measured
directly by infrared sensors with the heat transfer
simulation to predict the sheet internal temperature
and to indicate the time required for adequate sheet
heating inside the oven.
One of the main outputs of the simulation is the
predicted heating curve for the material for a
constant heat flux (Equation (2)) shown in Figure 6.
From this, the system can control the heat flux by
controlling the heating element input power, which
results in a given temperature at a given depth at
time t in the material.
4.2.3 Adjusting the Time Frames of the
Different Modules
Unfortunately, the time frame of such a simulation is
orders of magnitude greater than what is needed to
control the thermoforming process in real time. This
problem is solved by generating the sensitivity
matrix of the simulation every time the simulation is
updated. For example, the heat flux in equation (3)
can be generated from the tuned simulation.
Equations (2, 3) are used to predict the sheet
temperatures at different depths for different sheet
zones for the time sequenced trajectories of the
heating element energy input allowing for heat flux
control as shown in Figure 5.
Since the simulation is reasonably accurate, the
control system only needs to apply the updated
parameters in the vicinity of the initial prediction for
the calculated operating point, which allows the use
of linear interpolations to adjust the operating point
as required, thus achieving a very fast response time.
4.3 Agent based Control
An intelligent agent based system is a loosely
coupled network of problem solving entities (agents)
that work together to find the answer to problems
that are beyond the individual capabilities or
knowledge of each entity (Florez-Mendez, 1999).
An agent based system was chosen for model based
control since it can deal well with multiple
submodels and data streams, and can cope with
submodels that are very different in size and that
operate on dissimilar time scales. These features
make agent technology especially suited for building
control systems based on models of processes,
where the processes are very complex and many
process and material parameters are dynamic.
All agents in the architecture operate
independently and asynchronously. The control
agent acquires sensor data from the physical layer
and sends control parameters as they become
available. Similarly, the process agents retrieve
sensor data and calculate state variables. The
retrieval of sensor data and the calculation of state
variables are interrupt driven based on detected
variations from previous states; thus, calculations are
only launched when needed and with the best
information available. This design minimizes control
cycle time while allowing data to flow
asynchronously and implements just in time delivery
of the different data streams, while still setting
control parameters with complex, but validated
parameters. The result is that during a short
production period certain parameters are updated
infrequently. This is not a problem, since they do not
highly impact the operating point of the process.
This architecture allows many processes to be
controlled in-cycle, i.e., while a part is being made
so that near perfect parts can be made every time. If
the process is very fast or parameters cannot be
measured during part manufacture, cycle-to-cycle
control can be done, i.e., parameters measured
during or after a part is being made are used to
control the next part being manufactured.
Control can be done with a single processor, if
the amount of computation is small. Nevertheless,
for a complex process like thermoforming, the
amount of calculation for process models tends to be
large and distributed over different time frames;
therefore, multiple processors may be required
depending on the complexity of the heating process.
With multiple processors, the control system can
dynamically allocate the execution of different
agents to different processors. Due to the
asynchronous operation of the architecture,
processes can be optimally controlled for submodel
execution times from milliseconds to hours.
5 PARAMETERS IDENTIFIED
ON-LINE
If the agent in charge decides that the drift or
variation of the parameter warrants an adjustment of
the simulator, parameters are changed and the
simulation is then re-run and the control models
regenerated. For the thermoforming process, the
following parameters are continuously monitored in
real time.
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
58

• absorptivity
• heat capacity
• elastic modulus of the material.
Machine parameters that are monitored on-line
are:
• input power of the heating elements
• surface temperature of the sheet in the oven
• forming pressure
• forming energy flow rate
• mould temperature.
Ambient parameters that are monitored on-line
are:
• ambient temperature
• oven air temperature
• air velocity in the oven during sheet heating
• air velocity during the cooling phase after
forming.
6 DIAGNOSTIC SYSTEM
A diagnosis module monitors the behaviour of the
process during control. The agents that monitor the
system act to detect any abnormal behaviour based
on previously accumulated know-how about the
process. They then either try to correct the anomaly
(error recovery agent) or stop the machine in the
case of a non-recoverable error. In all cases the
operator is advised. Diagnostics and error recovery
operate independently and asynchronously with
respect to the process and control modules. More
detail is given in Albadawi et al. (2006).
7 CONCLUSIONS
The model based control system proposed here for
the thermoforming process:
• uses the energy required as the main control
variable, allowing for easy energy
minimization,
• can target a specific temperature at a specific
depth and a specific time by adjusting a single
state parameter,
• can predict the switch from steady to unsteady
state in the process,
• can detect and adjust for a range of variations
of material and machine parameters,
• has a response time that is adequate for in-
cycle control, and
• inherently minimizes cycle time while
respecting the process and material limitations.
Agent technology is an excellent match for control
based on process models since it allows distributed
intelligence and decision making to be applied to the
control problem.
Subsystems for the control system have been
developed and a system is being built to test control
of an industrial thermoforming process.
REFERENCES
Ajersch, M., 2004. Modeling and real-time control of
sheet reheat phase in thermoforming. Master’s thesis,
Department of Electrical Engineering, McGill
University.
Albadawi, Z., Boulet, B., DiRaddo, R., Girard, P., Rail, A.
and Thomson, V., 2006. Agent-based control of
manufacturing processes. Int. J. Manufacturing
Research, 1(4) 466–481.
Bahadoran, 2005. Online characterization of viscoelastic
and stress-relaxation behavior in thermoforming.
Master’s thesis, Department of Mechanical
Engineering, McGill University.
Florez-Mendez, R., 1999. Toward a standardization of
multi-agent system frameworks. ACM Crossroad,
5(4), 18-24.
Gauthier, G., Ajersch, M., Boulet, B., Haurani, A., Girard,
P., DiRaddo, R., 2005. A New Absorption Based
Model for Sheet Reheat in Thermoforming, SPE
Annual Technical Conference, ANTEC, Boston,
Massachusetts.
Girard, P., Thomson, V., Boulet, B., DiRaddo, R.W.,
2005. Advanced in-cycle and cycle-to-cycle on-line
adaptive control for thermoforming of large
thermoplastic sheets. SAE World Congress, Detroit,
MI, USA.
Kumar, V., 2005. Estimation of absorptivity and heat flux
at the reheat phase of thermoforming process.
Master’s thesis, Department of Mechanical
Engineering, McGill University.
Mir, H., Benrabah, B., Thibault, F., 2007. The use of
elasto-visco-plastic material model coupled with
pressure-volume thermodynamic relationship to
simulate the stretch blow molding of polyethylene
terephthalate, Numiform, Porto, Portugal.
Weiss, G., 1999. Multiagent systems, MIT Press,
Cambridge, USA.
Zhang, Y., 2004. Generation of component libraries for
the thermoforming process using on-line
characterization. Master’s thesis, Department of
Mechanical Engineering, McGill University.
ENERGY MODEL BASED CONTROL FOR FORMING PROCESSES
59
