
A DECISION SUPPORT SYSTEM FOR MULTI-PLANT
ASSEMBLY SEQUENCE PLANNING USING A PSO APPROACH
Yuan-Jye Tseng, Jian-Yu Chen and Feng-Yi Huang
Department of Industrial Engineering and Management
Yuan Ze University, 135 Yuan-Tung Road, Chung-Li, Taoyuan 320, Taiwan
Keywords: Assembly sequence planning, Multi-plant, Collaborative manufacturing, Particle swarm optimization, PSO.
Abstract: In a multi-plant collaborative manufacturing system in a global logistics chain, a product can be
manufactured and assembled at different plants located at various locations. In this research, a decision
support system for multi-plant assembly sequence planning is presented. The multi-plant assembly
sequence planning model integrates two tasks, assembly sequence planning and plant assignment. In
assembly sequence planning, the components and assembly operations are sequenced according to the
operational constraints and precedence constraints to achieve assembly cost objectives. In plant assignment,
the components and assembly operations are assigned to the suitable plants under the constraints of plant
capabilities to achieve multi-plant cost objectives. A particle swarm optimization (PSO) solution approach
is presented by encoding a particle using a position matrix defined by the numbers of components and
plants. The PSO algorithm simultaneously performs assembly sequence planning and plant assignment with
an objective of minimizing the total of assembly operational costs and multi-plant costs. The main
contribution lies in the new multi-plant assembly sequence planning model and the new PSO solution
method. The test results show that the presented method is feasible and efficient for solving the multi-plant
assembly sequence planning problem. In this paper, an example product is tested and illustrated.
1 INTRODUCTION
In assembly sequence planning, the components and
the assembly operations are to be arranged in an
ordered sequence under the constraints of
operational constraints and precedence constraints to
achieve the assembly cost objectives. In traditional
assembly sequence planning models, the
components are assembled in a single plant with
fixed resources of assembly operations and limited
cost considerations.
In a multi-plant collaborative manufacturing
system in a global logistics chain, a product can be
manufactured and assembled at different plants
located at various locations. Therefore, besides
assembly sequence planning, the components need
to be assigned to the suitable plants to complete the
required assembly operations in a multi-plant
manufacturing system.
In this research, a decision support system for
multi-plant assembly sequence planning is
presented. The multi-plant assembly sequence
planning model performs two tasks, (1) assembly
sequence planning, and (2) plant assignment. First,
in assembly sequence planning, the components and
the assembly operations are ordered in an assembly
sequence by considering the assembly precedence
constraints and assembly costs. Second, in plant
assignment, each of the components is assigned to a
suitable plant by considering the capabilities and the
costs of the available plants. A complete decision
support system is presented by integrating both
assembly sequence planning and plant assignment.
In this research, a particle swarm optimization
(PSO) algorithm is developed for finding the
solutions with an objective of minimizing the fitness
function formulated by the total cost. A new
encoding scheme is developed by defining a particle
with a position matrix represented by the number of
components and the number of plants. The new
encoding scheme is suitable for simultaneously
performing assembly sequence planning and plant
assignment. The presented models and algorithms
are implemented and tested.
This paper is organized as follows. Section 2
presents a literature review. Section 3 describes the
124
Tseng Y., Chen J. and Huang F. (2009).
A DECISION SUPPORT SYSTEM FOR MULTI-PLANT ASSEMBLY SEQUENCE PLANNING USING A PSO APPROACH.
In Proceedings of the 11th International Conference on Enterprise Information Systems - Artificial Intelligence and Decision Support Systems, pages
124-129
DOI: 10.5220/0001968601240129
Copyright
c
SciTePress
models for representation of multi-plant assembly
sequences. Section 4 presents the PSO algorithm.
Implementation and test results are presented in
Section 5. Conclusions are discussed in Section 6.
2 LITERATURE REVIEW
In the related research, it can be summarized that
assembly sequence planning can be performed with
three stages: (1) assembly representation and
modelling, (2) assembly sequence generation, and
(3) assembly sequence evaluation and optimization.
Lin and Chang (1993) presented an assembly
precedence diagram (APD) which is a directed
graph representing the precedence of the
components and the associated assembly operations.
In Abdullah et al. (2003), a review of assembly
sequence planning methods was presented. Lai and
Huang (2004) presented a systematic approach for
automatic assembly sequence generation. Chen et al.
(2004) presented optimizing assembly planning
through a three-stage integrated approach. Su
(2007) introduced a geometric constraint analysis
method to generate assembly precedences and to
evaluate feasible assembly sequences. Dong et al.
(2007) presented an assembly tree hierarchy to
analyze geometric and non-geometric information
for assembly sequence planning.
With a given set of components, sequencing the
components may become a combinatorial problem.
From the solution aspect, the PSO (particle swarm
optimization) algorithm has been shown to be
effective and efficient in solving different
optimization problems. The PSO has been
successfully applied to many continuous and
discrete optimizations (Kennedy and Eberhart, 1995,
1997). Banks el al. (2008) reviewed and
summarized the related PSO research in the areas of
hybridization, combinatorial problems, multiple
objectives and constrained optimization areas.
In this research, a PSO algorithm with a new
encoding scheme is developed for concurrently
performing assembly sequence planning and plant
assignment with an objective of minimizing the total
of assembly operational costs and multi-plant costs.
3 REPRESENTATION MODELS
3.1 Assembly Precedence Graph (APG)
An assembly precedence graph (APG) is modelled
for representing the components and the assembly
operations.
APG is a directed graph G = (C, A),
(1)
where C = {c
1
, …, c
n
} = the set of components,
c
i
= (component node) = a component, i = 1, …, n,
A = {a
1
, …, a
m
} = the set of operation arcs between
component nodes,
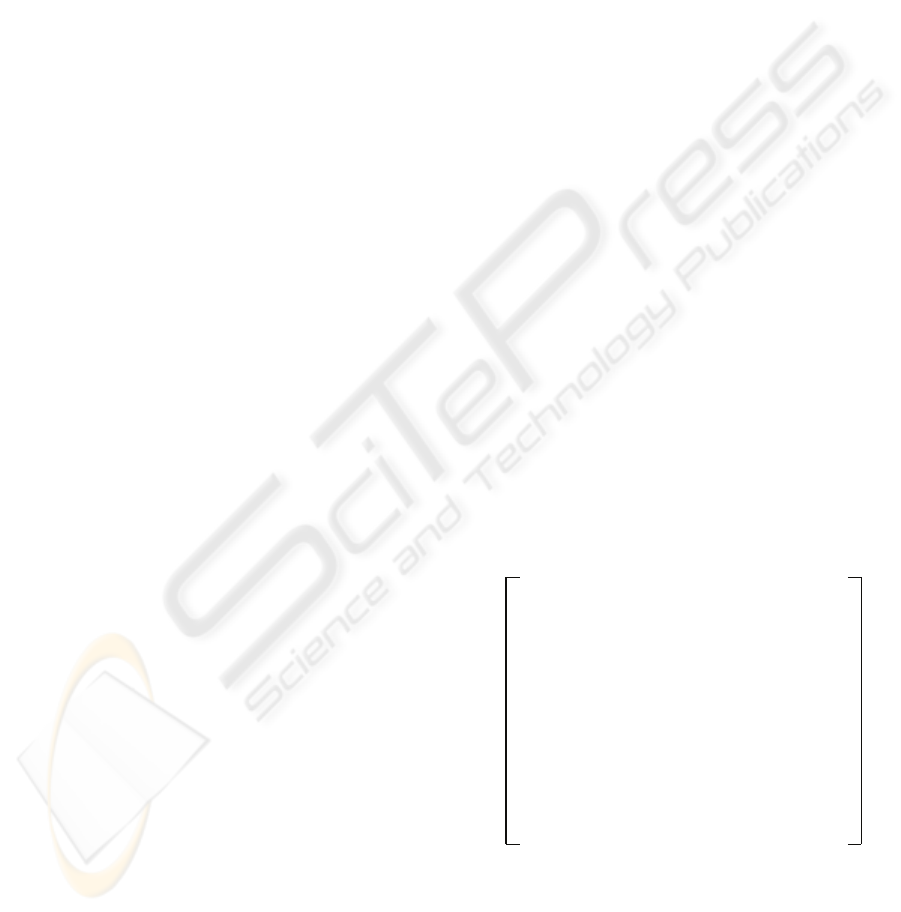
As shown in Figure 1, the example product A is
a mobile phone with 13 main components. The
APG of the product A is shown in Figure 2.
3.2 Assembly Precedence Matrix
(APM)
An APG is transformed into an assembly
precedence matrix (APM) for use in the PSO.
A
PM
=
⎥
⎥
⎥
⎥
⎦
⎤
⎢
⎢
⎢
⎢
⎣
⎡
=
=
=
===
nnnn
ij
n
ni
i
i
njjj
bbb
b
b
bbb
c
c
c
ccc
"
###
"
"
#
"
21
21
12111
2
1
21
,
(2)
where c
i
and c
j
are components,
b
ij
= 1 represents that component c
j
must be
assembled before component c
i
.
APM for the example product A =
000000000000013
100000000000012
100000000000011
111001000000010
111001000000009
111000000000008
111001000000007
111
001000000006
111001100000005
111001100000004
111001101000003
111001100100002
111111111111001
13121110090807060504030201
=
3.3 Plant Capability Table (PCT)
A plant capability table (PCT) is developed for use
in the plant selection and assignment. The general
form of a PCT is shown in Table 1. In the table, a
value of t
ij
= 1 indicates that the component c
i
can be
A DECISION SUPPORT SYSTEM FOR MULTI-PLANT ASSEMBLY SEQUENCE PLANNING USING A PSO
APPROACH
125

assembled in the plant f
j
. The PCT of the product A
is shown in Table 2.
4 SOLUTION USING PARTICLE
SWARM OPTIMIZATION (PSO)
A PSO algorithm is presented for simultaneously
performing assembly sequence planning and plant
assignment. The PSO algorithm is an evolutionary
computation method introduced by Kennedy and
Eberhard (1995, 1997). In PSO, each particle
moves around in the multi-dimensional space with a
position and a velocity. The velocity and position
are constantly updated by the particle’s own
experience and the experience of the whole swarm.
Given a problem, a particle can be encoded to
represent a solution. Each solution, called a particle,
flies in the search space towards the optimal
position.
A particle is defined by its position and velocity.
The position of a particle i in the D-dimension
search space can be represented as X
i
=[x
i1
, x
i2
, …,
x
id
, …, x
iD
]. The velocity of the particle i in the D-
dimension search space can be represented as
V
i
=[v
i1
, v
i2
, …, v
id
, …, v
iD
]. Each particle has its
own best position P
i
=[p
i1
, p
i2
, …, p
id
, …, p
iD
]
representing the particle’s personal best objective
(pbest) at time t. The global best particle is denoted
as p
g
and the best position of the entire swarm
(gbest) is denoted as P
g
=[p
g1
, p
g2
, …, p
gd
, …, p
gD
] at
time t. To search for the optimal solution, each
particle adjusts its velocity according to the velocity
updating equation and position updating equation.
()
()
idgdidid
old
idi
new
id
xprcxprcvwv −⋅⋅+−⋅⋅+⋅=
2211
,
(3)
where d =1, …, D, i =1, …, E (number of particles),
new
id
v
: the new velocity of i in the current iteration t,
old
id
v
: the velocity of i in the previous iteration (t - 1),
c
1
and c
2
: constants called acceleration coefficients,
w
i
: the inertia weight,
r
1
and r
2
: two independent random numbers with a
uniform distribution [0, 1],
p
id
: the best position of each individual particle i,
p
gd
: the best position of the entire swarm.
new
id
old
id
new
id
vxx +=
,
(4)
where
new
id
x
is the new position in the current
iteration t,
old
id
x is in the previous iteration (t - 1).
4.1 Encoding Scheme
In the developed encoding scheme, a particle
represents a feasible multi-plant assembly sequence.
A heuristic sequencing and assignment rule for
encoding and decoding is introduced as follows.
The position of particle i is represented by a
position matrix, denoted as X
ijk
, j = 1, …, (M+1), k =
1, …, N, where N is the number of components and
M is the number of plants. In the heuristic
sequencing rule, the values in the first row S of R
s1
,
R
s2
, …, R
sN
represent the ranked order values of the
N components in an assembly sequence.
In each column, the values from row F
1
to row
F
M
represent the ranked assignment values for plant
assignment of a component. In the heuristic
assignment rule, the component C
k
is assigned to the
plant with the smallest value in the column of R
1k
,
R
2k
, …, R
Mk
.
X
ijk
=,
⎥
⎥
⎥
⎥
⎥
⎥
⎥
⎦
⎤
⎢
⎢
⎢
⎢
⎢
⎢
⎢
⎣
⎡
MNMkMM
jk
Nk
Nk
sNskss
M
j
Nk
RRRR
R
RRRR
RRRR
RRRR
F
F
F
F
S
CCCC
""
##
""
""
""
#
#
""
21
222221
111211
21
2
1
21
(5
)
where i = 1, …, E, where F
j
is a plant, j =1, …, M,
and C
k
is a component, k =1, …, N,
R
sk
represents the ranked order value of a
component k,
R
jk
represents the ranked assignment value for
component k assigned to plant j.
In the heuristic rule for assembly sequencing,
the values in [R
s1
, R
s2
, …, R
sk
, …, R
sN
] are sorted in
an ascending order. The ranked order values
represent the ordered position of component C
k
in
the assembly sequence. For example, if the values
of row S are [4.5 1.1 3.2 7.6 5.3], then the ordered
positions of (C
1
, C
2
, C
3
, C
4
, C
5
) are (third, first,
second, fifth, fourth). The assembly sequence is
determined as (C
2
, C
3
, C
1
, C
5
, C
4
).
In the heuristic rule for plant assignment, in
each column of C
k
, the component C
k
is assigned to
the plant with the smallest ranked assignment value
in R
jk
, for j = 1, …, M. For example, if there are
four plants, the values of column C
2
are [3.1 5.8
1.5 6.9]
T
, then the smallest value is 1.5 of plant F
3
.
Therefore, the component C
2
is assigned to plant F
3
.
4.2 Fitness Function
The cost functions include two major items. The
assembly operational costs are mainly related to
ICEIS 2009 - International Conference on Enterprise Information Systems
126

assembly sequencing, whereas the multi-plant costs
are primarily related to the plant assignment.
(1) Assembly operation cost (AOC): The assembly
operation cost is the basic operational cost for
performing an assembly operation.
(2) Assembly tool change cost (ATC): To perform
the assembly operation, proper tools are
required. If two tools are different, then an
assembly tool change cost is required.
(3) Assembly setup change cost (ASC): If two
consecutive setups are different, then an
assembly setup change cost is required.
(4) General transportation cost (GTC): Proper
transportation cost for moving and handling
between different plants needs to be defined.
The total cost function (TC) can be
formulated as follows (unit: dollars).
TC = AOC + ATC + ASC +GTC (6)
In the PSO evaluation, the objective is to
minimize the fitness function as follows.
Min Fitness = TC, (7)
Fitness: the fitness function value of a particle.
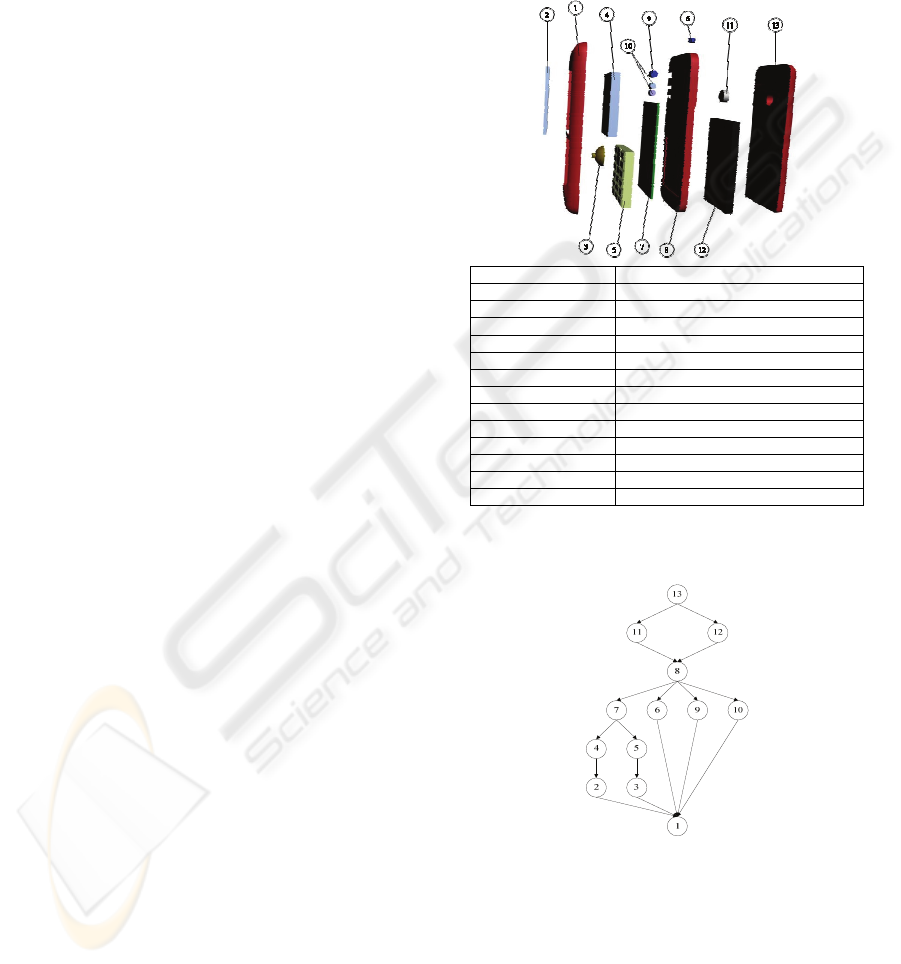
4.3 The PSO Algorithm for Multi-plant
Assembly Sequence Planning
The flowchart is shown in Figure 3.
Step 1. Setup parameters.
(1) Set iteration t = 0.
(2) T
Number
: the iteration (generation) number.
(3) P
Size
: the number of particles.
Step 2. Initialize a population of particles i = 1, …,
E,with random positions and velocities.
(1) A particle i is defined by a multi-dimensional
position matrix of (N)*(M+1).
(2) The position of particle i is defined by X
ijk
.
(3) The velocity of particle i is defined by V
ijk
.
Step 3. Evaluate the fitness function.
(1) t = t + 1.
(2) Fitness = TC.
Step 4. Update the velocity of each particle i.
(
)
()
idgdidid
old
idi
new
id
xprcxprcvwv −⋅⋅+−⋅⋅+⋅=
2211
,
new
id
v is the new velocity in the current iteration t,
old
id
v is the velocity in the previous iteration (t-1),
Step 5. Move the position of each particle i.
new
id
old
id
new
id
vxx +=
,
where
new
id
x is the new position in the iteration t,
old
id
x is the position in the iteration (t - 1).
Step 6. Check the feasibility of the solution and the
number of iteration t.
(1) The precedence is checked by APM.
(2) The plant capability is checked by PCT.
(3) If (t
> T
Number
), then go to Step 7, else go to
Step 2.
Step 7. Decode the best particle position and
interpret the solution.
5 IMPLEMENTATION AND TEST
RESULTS
In the presented decision support system, the models
were implemented and tested by developing
software on a personal computer with a 3.0 GHz
CPU and 1 GB memory. The example product A as
illustrated in Figure 1 is modelled and tested. The
product A is a mobile phone with 13 main
components. There are 4 available plants. The
APG of the product A is shown in Figure 2. The
APM of the product A is listed in the section 3 as
described earlier. The PCT of the product A is
shown in Table 2. The numerical values of the PSO
parameters are tested with an experiment using a
Taguchi’s orthogonal array to find the best
combination of parameters of T
Number
= 80, P
Size
=
20, w
i
= 0.9, and (c
1,
c
2
) = (2, 2).
Figure 4 shows that the computation converges
after 32 generations with a cost of 258 (unit: dollars)
and a computer time of 0.0312 (unit: seconds). The
position matrix of the final solution is shown in
Table 3. As shown in Table 4, the position matrix
of the solution particle is decoded into assembly
sequence and plant assignment information. The
assembly sequence can be listed as C
13
-C
12
-C
11
-C
8
-
C
6
-C
9
-C
10
-C
7
-C
4
-C
2
-C
5
-C
3
-C
1.
The plant assignment
information shows that the components C
13
-C
12
-C
11
are assigned to plant F
2
. The components C
8
-C
6
-C
9
-
C
10
-C
7
are assigned to plant F
3
. The components
C
4
-C
2
-C
5
-C
3
are assigned to plant F
2
. Finally, the
component C
1
is assigned to plant F
3
to complete the
final product. As observed from the illustrative
example, it shows that the developed model and
algorithm present a feasible and efficient solution
method.
6 CONCLUSIONS
In this research, a decision support system with a
A DECISION SUPPORT SYSTEM FOR MULTI-PLANT ASSEMBLY SEQUENCE PLANNING USING A PSO
APPROACH
127
new multi-plant assembly planning model is
presented to perform two tasks, assembly sequence
planning and plant assignment. A PSO algorithm is
developed for simultaneously optimizing assembly
sequence planning and plant assignment. First, an
assembly precedence graph (APG) is built. The
assembly precedence matrix (APM) is modeled for
checking feasibility of the sequences. The plant
capability information is modeled in the plant
capability table (PCT). Next, a PSO algorithm is
presented to search for the solutions. A new PSO
encoding scheme is developed for assembly
component sequencing and plant assignment. A
particle is represented as a position matrix defined
by the number of components and the number of
plants. The fitness function is formulated by
integrating assembly operation cost, assembly tool
change cost, assembly setup change cost, and
general transportation cost. The test results show
that the PSO method converges fast to reach a
minimized cost objective. It can be generally
concluded that the developed models and the PSO
algorithm are feasible and efficient for solving
multi-plant assembly sequence planning. Future
research should be concerned with detailed analysis
of the parameters and investigation of the problem
complexity to reduce computational time.
REFERENCES
Abdullah, T. A., Popplewell, K., and Page, C. J. (2003). A
review of the support tools for the process of assembly
method selection and assembly planning, International
Journal of Production Research, 41(11), 2391–2410.
Banks, A., Vincent, J., and Anyakoha, C. (2008). A
review of particle swarm optimization. Part II:
hybridization, combinatorial, multicriteria and
constrained optimization, and indicative applications,
Natural Computing, 7, 109-124.
Dong, T., Tong, R., and Zhang, L. (2007). A knowledge-
based approach to assembly sequence planning,
International Journal of Advanced Manufacturing
Technology, 32, 1232-1244.
Kennedy, J., and Eberhart, R. C. (1995). Particle swarm
optimization, Proceedings of the IEEE International
Conference on Neural Networks, Piscataway, NJ,
1942-1948.
Kennedy, J., and Eberhart, R. C. (1997). A discrete binary
version of the particle swarm algorithm, Proceedings of
the International Conference on Systems, Man and
Cybernetics, Piscataway, NJ, 4104-4109.
Lai, H.-Y., and Huang, C.-T. (2004). A systematic
approach for automatic assembly sequence plan
generation, International Journal of Advanced
Manufacturing Technology, 24, 752-763.
Lin, A. C., and Chang, T. C. (1993). An integrated
approach to automated assembly planning for three-
dimensional mechanical products, International Journal
of Production Research, 31(5), 1201-1227.
Su, Q. (2007). Computer aided geometric feasible
assembly sequence planning and optimizing,
International Journal of Advanced Manufacturing
Technology, 33, 48-57.
Component Name
1 Top case
2 Screen cover
3 Main button set
4 LCD panel
5 Keyboard
6 Top button
7 Printed circuit board
8 Frame
9 Right button (Camera)
10 Right button(Sound)
11 Camera lens set
12 Battery
13 Bottom case
Figure 1: The example product A is a mobile phone with
13 main components.
Figure 2: The APG of the example product A.
ICEIS 2009 - International Conference on Enterprise Information Systems
128
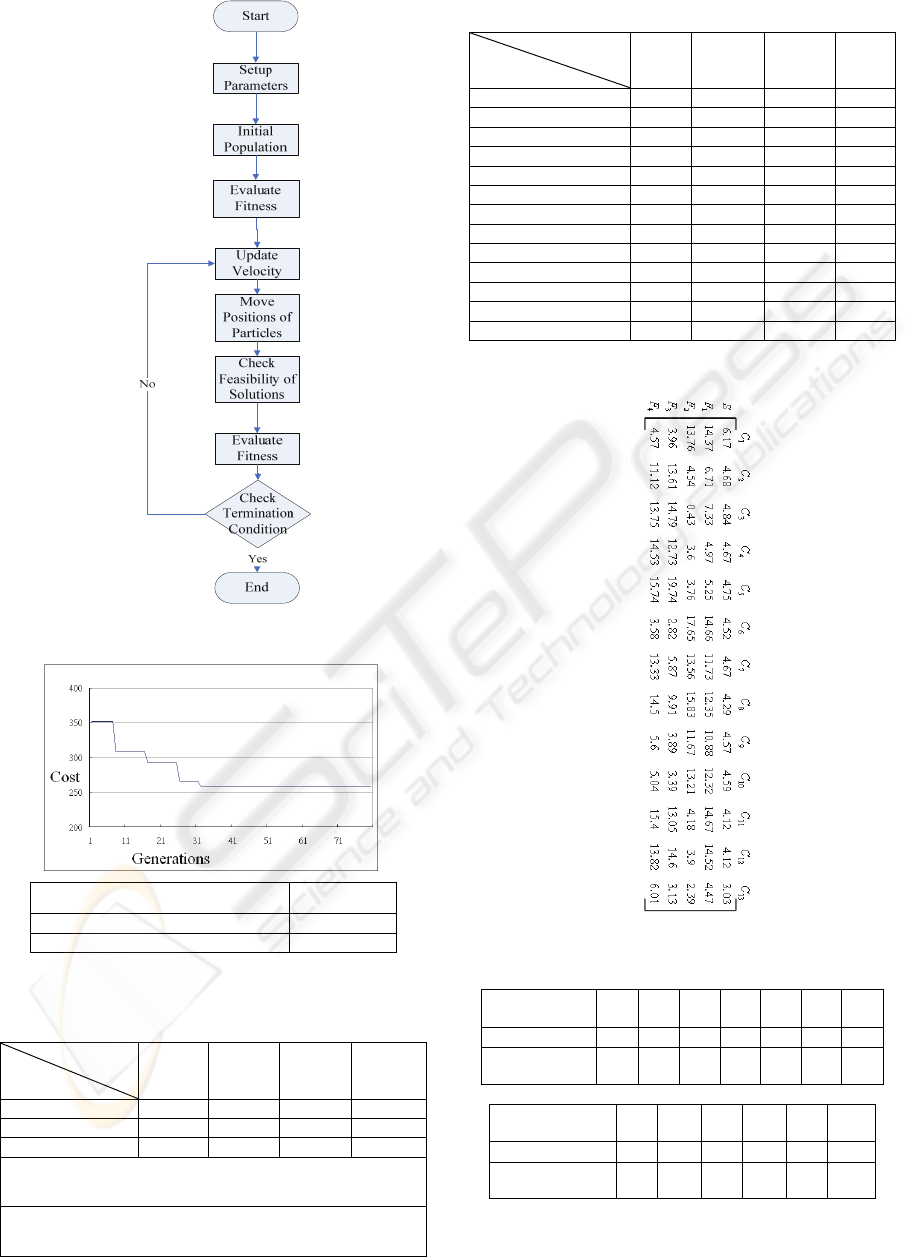
Figure 3: The flowchart of the PSO algorithm.
Cost (dollars) 258
Iterations (Generations) 32
Computer time (seconds) 0.0312
Figure 4: The test result of the PSO for product A.
Table 1: General format of PCT.
Plant f
j
Component p
i
1 2 … m
1 t
11
t
12
t
1m
2 t
21
t
22
t
i
j
t
2m
n t
n1
t
n2
t
nm
t
ij
= 1 indicates that p
i
can be assembled in f
j
,
t
ij
= 0 indicates that p
i
cannot be assembled in f
j
.
Table 2: The PCT of the product A.
Plant
f
i
Component p
i
F
1
F
2
F
3
F
4
1 0 0 1 1
2 1 1 0 0
3 1 1 0 0
4 1 1 0 0
5 1 1 0 0
6 0 0 1 1
7 0 0 1 0
8 0 0 1 0
9 0 0 1 1
10 0 0 1 1
11 0 1 0 0
12 0 1 0 0
13 1 1 1 1
Table 3: The solution position matrix for product A.
Table 4: The solution of the multi-plant assembly
sequence for product A.
Assembly
sequence
1 2 3 4 5 6 7
Component 13 12 11 8 6 9 10
Assigned
plant
F
2
F
2
F
2
F
3
F
3
F
3
F
3
Assembly
sequence
8 9 10 11 12 13
Component 7 4 2 5 3 1
Assigned plant F
3
F
2
F
2
F
2
F
2
F
3
A DECISION SUPPORT SYSTEM FOR MULTI-PLANT ASSEMBLY SEQUENCE PLANNING USING A PSO
APPROACH
129
