LINEAR IDENTIFICATION OF
ROTARY WHITE CEMENT KILN
Golamreza Noshirvani, Mansour Shirvani
ACECR Markazi Branch, Beheshti Street, Arak, Iran
Alireza Fatehi
Control Departmen , KNtoosi University, Tehran, Iran
Keywords: Rotary White Cement Kiln, Dynamic Modelling, Linear Identification, Box-Jenkins.
Abstract: Rotary cement kiln is the main part of a cement plant that clinker is produced in it. Continual and prolonged
operation of rotary cement kiln is vital in cement factories. However, continual operation of the kiln is not
possible and periodic repairs of the refractory lining would become necessary, due to non-linear phenomena
existing in the kiln, such as sudden falls of coatings in the burning zone and probability of damages to the
refractory materials during production. This is the basic reasoning behind the needs for a comprehensive
model which is severely necessary for better control of this process. Such a model can be derived based on
the mathematical analysis with consultation of expert operator experiences. In this paper linear model is
identified for rotary kiln of Saveh white cement factory. The linear model is introduced using Box-Jenkins
structure. The results of the obtained model were satisfactory compared to some other models and can be
used for designing adaptive or robust controllers.
1 INTRODUCTION
During the years of clinker production, many
changes and improvements have been occurred.
Rotary kilns is not just for cement production, while
it is used in different chemical industries such as
lime burning, crude oil calcinations, solid garbage
ash, titanium dioxide calcinations, aluminium oxide
process and etc. In all cases, use of rotary kiln, due
to its basic role about energy consumption, desired
reaction performance and many other advantages is
preferred. However, control of the kiln in optimal
condition is of primary importance and is not
possible unless having a good knowledge and a
comprehensive model based on important
phenomena occurring in the system. In this way,
several research papers have been published among
which the original modelling of Spang, based on
material and energy balance of the kiln can be
mentioned (Spang, 1972). In Spang’s
mechanistically model several assumptions have
been used. Also, Frish assumed the kiln as
cylindrical vessel with internal non adiabatic heating
source, and focused on the monotonically state. He
assumed the heat transfer based on radiated rather
than displacement type (Frish and Jeschar, 1983). In
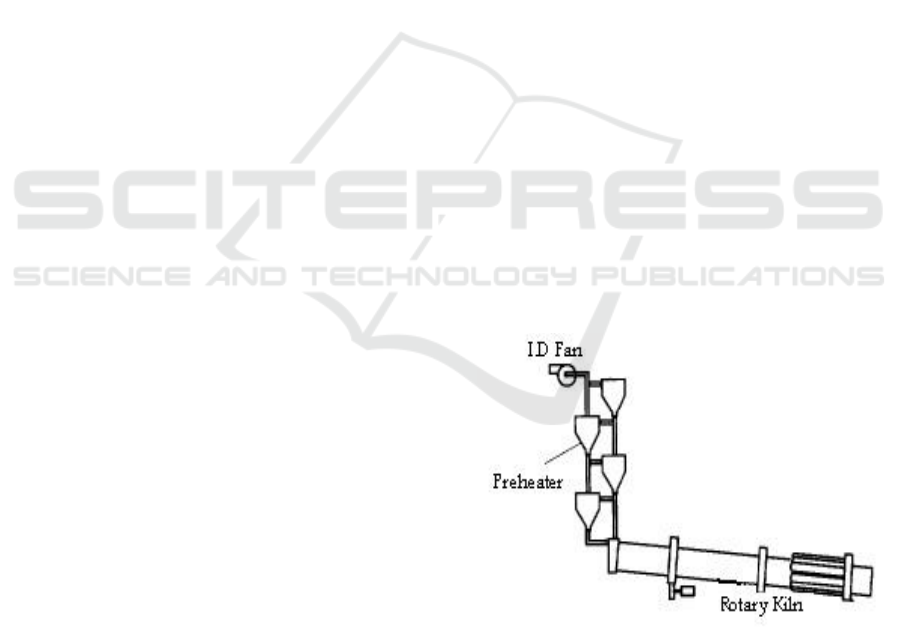
figure 1, a schematic of the kiln with its cyclone pre-
heater is shown.
Figure 1: Rotary Cement kiln Process.
In this paper we will use a black box
identification procedure for modelling the Saveh
white cement kiln. It is a 65 m long, 4.7 m diameter
kiln with 4 stage double string pre-heater and water
immersion cooler. The main manipulated variables
of the kiln are:
190
Noshirvani G., Shirvani M. and Fatehi A.
LINEAR IDENTIFICATION OF ROTARY WHITE CEMENT KILN.
DOI: 10.5220/0002191501900195
In Proceedings of the 6th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2009), page
ISBN: 978-989-674-001-6
Copyright
c
2009 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
kiln speed
Fuel Flow Rate
ID. Fan speed
Raw Material Flow Rate
Also the output variables according to the
operator’s experiences are as following:
back end temperature
Remained (unused) oxygen, O
2
CO content of outlet gases from the kiln
Kiln DC motor current
Preheater temperature
Cooler temperature
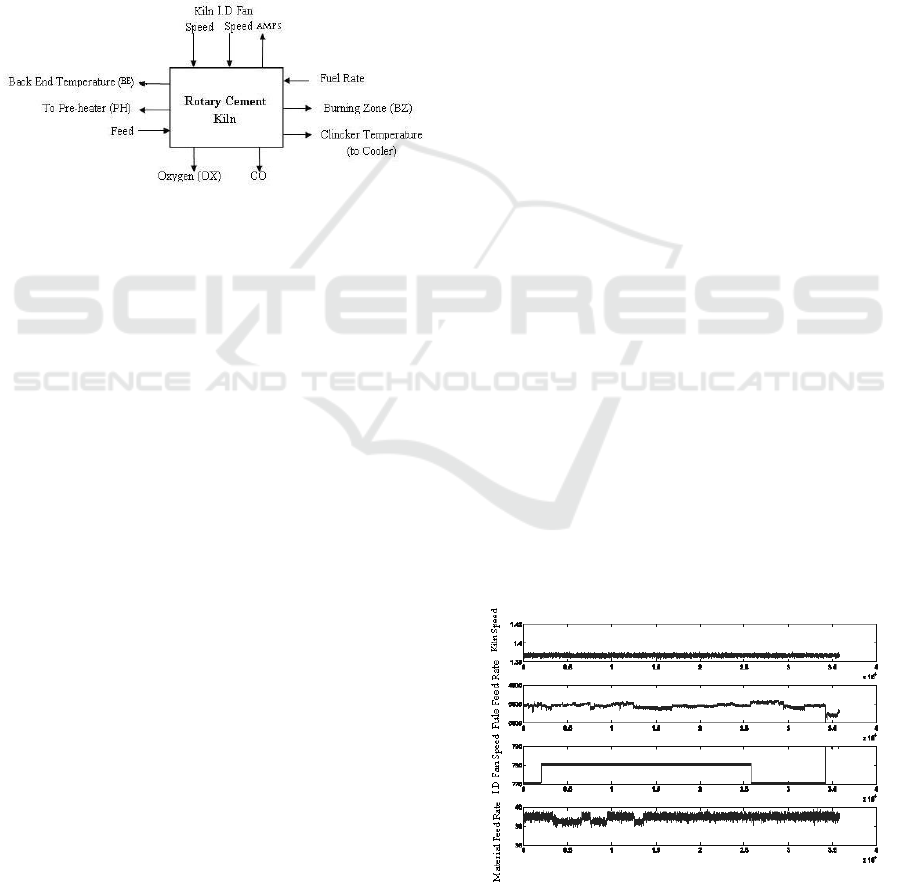
Based on these variables the rotary kiln is a 4-
inputs 6-outputs plant as shown in figure 2.
Figure 2: Block diagram of the kiln based on input-output.
These variables are so important and selected
with fundament of expert operators, such as with
these input, the kiln can be controlled. The burning
zone temperature is not only one of the most
important kiln control variables but also the most
difficult one to monitor (Peray, 1986). Despite the
fact that burning zone condition in modern kilns are
shown as temperature profile that used for manual
controllers.
2 CONDITION OF DATA
GATHERING
There are three important factors in modelling based
on the identification techniques:
Useful and valid data
A perfect and useful model
Strong method to adjust the model
Input and outputs must be selected such that
input change affects output variables. Also the
recognition of process behavior will be much
simpler if input-output data is reach, i.e. it consists
different operating points and frequency contents.
However, system identification based on input
output data does not introduce a physical model with
exact structure but it does a model that fits the data.
Therefore, selection of a proper model is important.
Also, the obtained data should have the process
information to be used for identification.
An important point concerning data gathering is
that to be careful that the disturbances and
unexpected events such as creation of coating and
coating fall in the kiln and do not change the system
behaviour. The white cement rotary kiln
identification is passive process, meaning that we
can only observe the plant variables under a given
circumstance and it is technically impossible to
introduce extra excitation on these systems. The data
from these systems may not be informative enough.
This can make the identification of the system
difficult (Zhu, 2001). Therefore it is not possible to
expect from the presented model to have the same
behaviour with the real system in an abnormal
condition unless these conditions are occurred a few
times during data gathering.
For this reason, data gathered during a period of
18 hours for several times. Finally, the best
conditioned data were obtained for the rotary kiln in
2008-05-07. Figure 3 shows the input variables. The
output variables are shown in figure 4.
3 DATA PRETREATMENT
After collecting perfect data from rotary kiln, the
data will not be used directly for identification
process. One of its reasons is high frequency noises
and spikes on the main signals. Sometimes
immeasurable disturbances occur and take the
system out of its linear range. Changing Operation
point causes entering nonlinear effects in output
data. To solve the problem of high frequency noises
and some of these problems, it is tried to use some
pre-processing methods mentioned in identification
references to reach a perfect model of process
(Ljung, 1999; Nelles, 2001) . For considering rest of
them, we tried to choose the model structure and
focus on its flexibilities.
Figure 3: Input data representation for white cement kiln
identification.
LINEAR IDENTIFICATION OF ROTARY WHITE CEMENT KILN
191
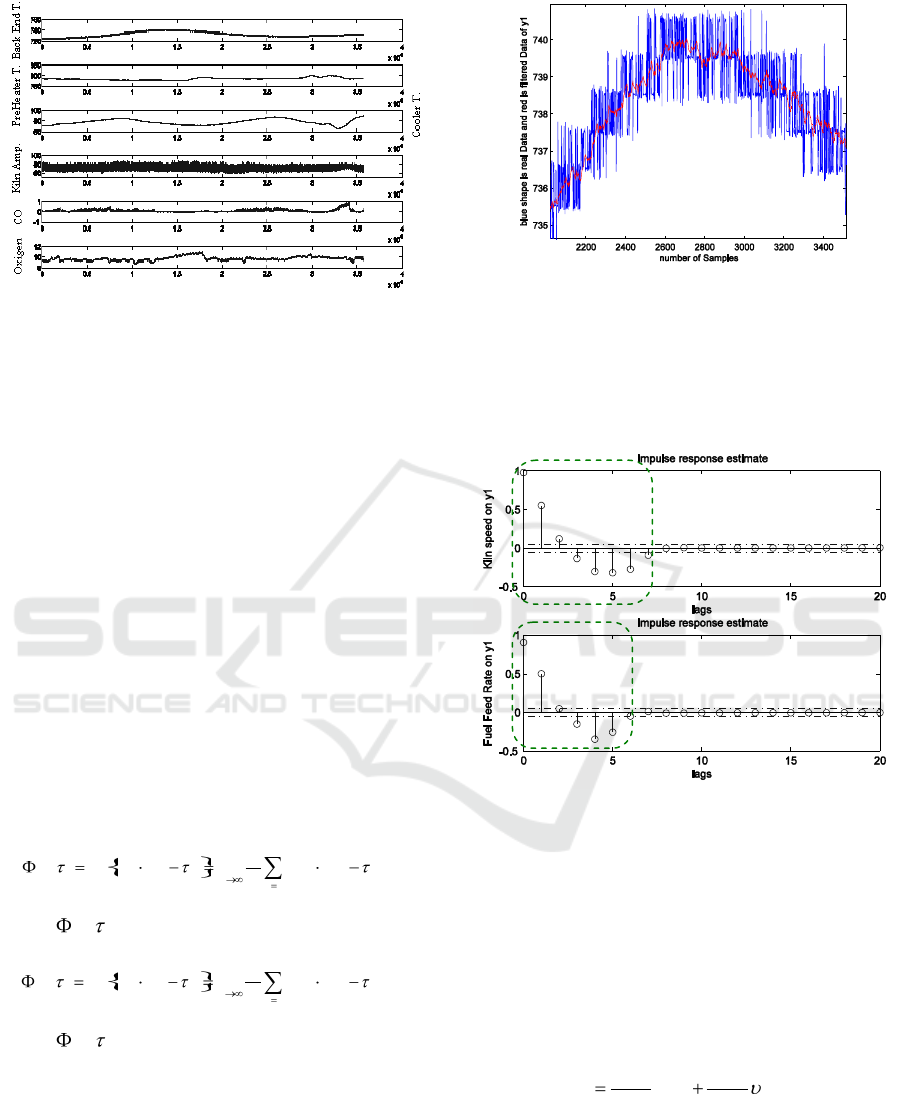
Figure 4: Output data representation for white cement kiln
identification.
3.1 Peak Shaving
At the first stage, it is necessary to pay attention on
data to recognize the system dynamics based on the
available input and output data. It is important to
smooth the spikes and shave the peaks. Spikes are
because of sensors operation or data acquisition card
that causes a numerical fault in data representation
(Astrom, 1984), whereas the high energy of spikes
interfere the model parameters estimation and its
validation. Applying a third order digital
Butterworth filter on the data gathered from the kiln.
The filtered output for kiln back temperature is
shown in figure 5. Correlation analysis is used to
obtain the weight and important dynamics between
input and output data (Noshirvani, 2005). The
similarity of two signals will be measured in
correlation analysis. In this analysis, the correlation
order of two signals is measurable. These contexts
can be written as the following formulas:
N
k
N
yu
kyku
N
tytuE
1
,
)()(
1
lim)()()(
(1)
where
u,y
( ) is the cross correlation of u and y and
N
k
N
uu
kuku
N
tutuE
1
,
)()(
1
lim)()()(
(2)
where
u,u
( ) is the autocorrelation of u.
Correlation analysis assumes a linear system and
does not require a specific model structure; also it
could be used to assess the effective dynamics.
Figure 6 shows the correlation between input
fuel rate and the kiln speed to burning zone
temperature.
Figure 5: Real data and Filtered data representation.
The basic assumption in the discussion is that the
identification model will be used in control.
Therefore the main dynamics used for this output in
identification have been shown, and then the plant is
broken into 6 MISO models.
Figure 6: Correlation between first and second inputs with
the first output.
4 LINEAR IDENTIFICATION
Different linear models were studied for system
identification. The best obtained linear model for the
kiln was Box-Jenkins (BJ) model which its result is
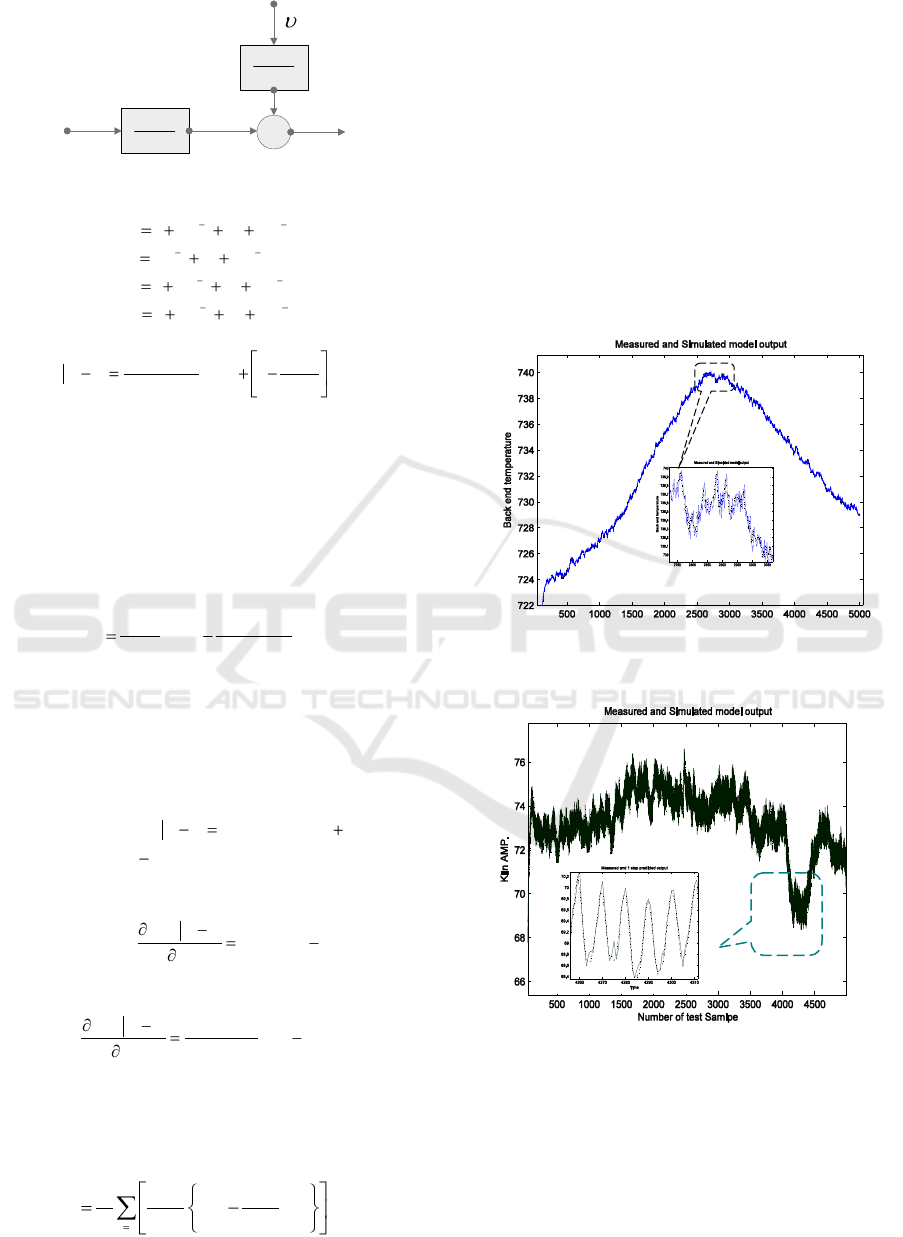
explained here. BJ model is defined as:
( ) ( )
( ) ( ) ( )
( ) ( )
B q C q
y k u k k
F q D q
(3)
This structure has been introduced by Box-
Jenkins in 1970. The predictor for this model is
illustrated in (5).
Important Dynamics
Important Dynamics
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
192
()
()
Bq
Fq
()
()
Cq
Dq
()yk
()uk
( )k
Figure 7: Box-Jenkins Structure.
n
n
n
n
n
n
n
n
qdqdqD
qcqcqC
qbqbqB
qfqfqF
1
1
1
1
1
1
1
1
1)(
1)(
)(
1)(
(4)
( ) ( ) ( )
ˆ
( 1) ( ) 1 ( )
( ) ( ) ( )
D q B q D q
y k k u k y k
C q F q C q
(5)
where
)(
ˆ
ky
is the output of the model. The notation
|k-1 is used because the optimal prediction of Box-
Jenkins model utilizes previous process outputs in
order to extract the information contained in the
correlated disturbance, n(k) affects on output
variable, that is defined in (6) and the prediction of
error of this model can be obtained with (7).
( ) ( ) ( )
( ) ( ) ( )
( ) ( ) ( )
D q B q D q
e k y k u k
C q F q C q
(6)
Box-Jenkins model is estimated by nonlinear
optimization, where first an auto regressive
estimation to determine the initial parameter values
for b
i
and f
i
. The gradients of models function can be
computed as follows.
ˆ
( ) ( ) ( 1) ( ) ( ) ( )
( ) ( ) ( ) ( )
F q C q y k k B q D q u k
F q C q D q y k
(7)
Differentiation of (7) with respect to b
i
yields
ˆ
( 1)
( ) ( ) ( ) ( )
i
y k k
F q C q D q u k i
b
(8)
This leads to
ˆ
( 1)
()
()
( ) ( )
i
y k k
Dq
u k i
b F q C q
(9)
Also these computations have done for c
i
, d
i
and
f
i
. The parameters of this model will be trained based
on minimizing of the following cost function:
2
1
)(
)(
)(
)(
)(
)(
1
N
t
BJ
tu
qF
qB
ty
qC
qD
N
V
(10)
The main advantage of Box-Jenkins is giving a
better estimation for the closed-loop models, but its
implementation is a challenging task (Eykoff, 1974).
In general Box-Jenkins (BJ) model has several
advantages over the output error method. Firstly, it
will supply both a process model and a disturbance
model. As shown in table1, this model will be
consistent also in passive identification; this implies
that this method will give a more accurate process
model than an output error method for a given
process under passive data condition. However, the
BJ model has a more complex structure, which
implies that numerical optimization will be more
complicated.
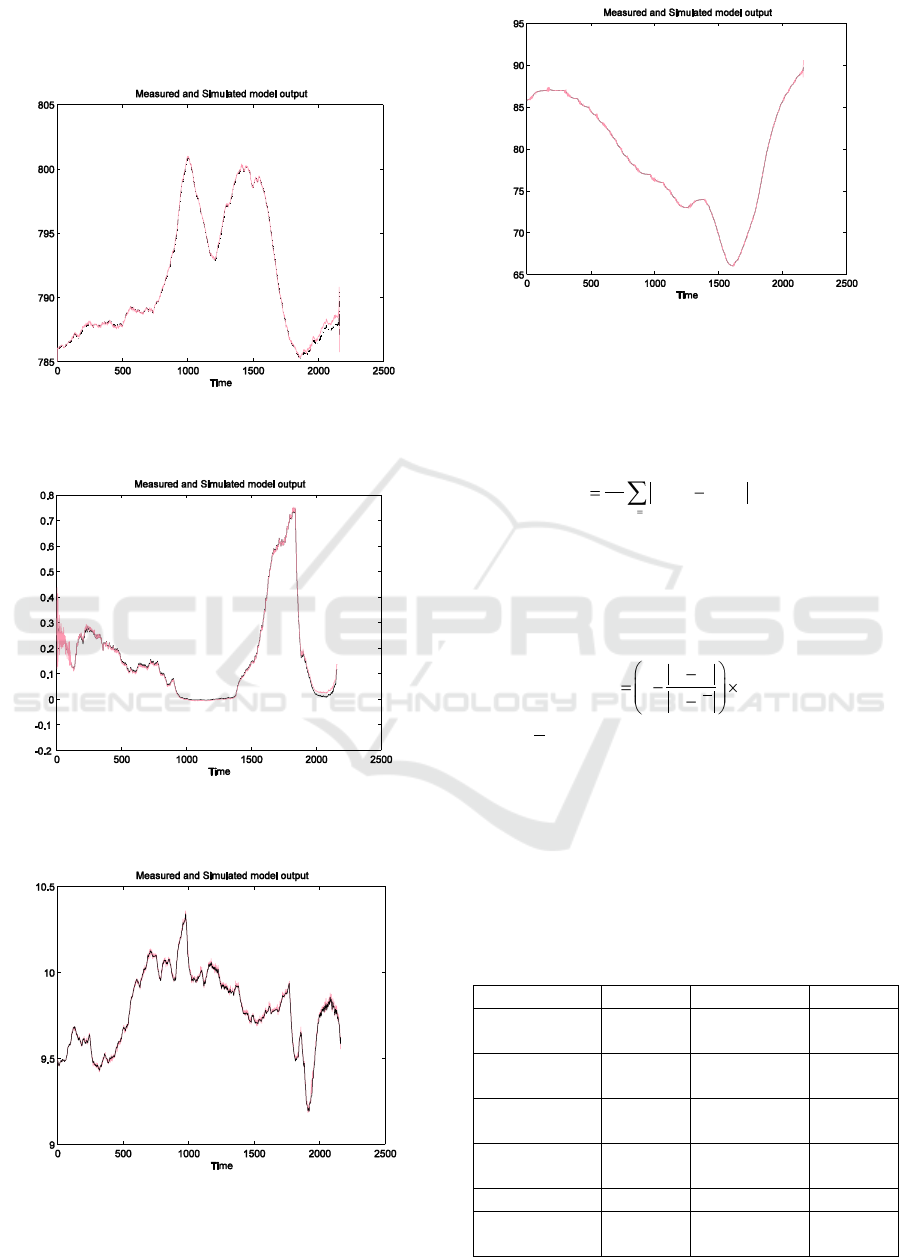
Figure 8: Actual and simulated signal of
kiln back-end temperature.
Figure 9: Actual and simulated signal
of Kiln motor current.
Carbon monoxide analysis, because it samples
dirty kiln gases and takes the sample at a location
where high temperature prevail, has a tendency to
multifunction frequently unless almost daily
preventive maintenance is carried out on this unit.
The location, where the sample probe is installed, is
LINEAR IDENTIFICATION OF ROTARY WHITE CEMENT KILN
193
also key point to consider as false air in leakage
could distort the true contents of CO in the exit
gases (Shirvani et.al, 2004).
Figure 10: Actual and simulated signal of Pre-heater
temperature.
Figure 11: Actual and simulated signal of
Carbon monoxide.
Figure 12: Actual and simulated signal of Oxygen.
Figure 13: Actual and simulated signal of
Cooler temperature.
Equation11 is known as the mean square error of
model. It is an estimation of the standard deviation
of the model error with respect to data.
2
1
1
ˆ
( ) ( )
N
K
E y k y k
N
(11)
The models are compared with test data that
obtained also in 2008-08-15 for # hours from control
system of Saveh white cement plant. The fitness of
the model with the plant can be computed as
(Eykoff, 1974). Then the best criterion is (12).
ˆ
1 100
yy
fitness
yy
(12)
where
()yk
is the mean of y(k).
By comparing different dynamic models like
output error (OE) and ARMAX in equation (12) can
be concluded that BJ modelling has a better response
(Noshirvani, 2005). This result is because passive
modelling of kiln system is severely non-linear.
Therefore, as it is shown in Table1, the most
enriched linear model has relatively better
performance.
Table 1: comparing different linear Models of plant.
Variable
B.J.
ARMAX
O.E.
Back end
temperature
85%
64%
37%
Current
motor Kiln
84%
70%
29%
Preheater
Temperature
91%
75%
40%
Carbon
mono oxide
88%
68%
39%
Oxygen
89%
68%
30%
Cooler
temperature
87%
61%
35%
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
194

5 CONCLUSIONS
In this paper, some linear approaches for system
identification and model parameter estimation have
been applied to an industrial scale white cement kiln.
Since the white cement rotary kiln identification
is passive and the process input data were
inadequate and the signal to noise rate was very
high, it is a complex process which needs some
comprehensive identification procedure. Different
kind of linear models are examined in which BJ
dynamic model presents the best result compare to
other linear models.
Linear structure can be used for identifying the
rotary cement kilns, but in this procedure, the
coating fall and its creation in the kiln, will be
ignored. Thus, the train and test data have been
gathered with this assumption.
Weakness of linear modelling based on O.E is
that it is proper for slow damping process, but in this
plant slow dynamics related to the system and fast
dynamics related to noise are not completely
segregated and obtained error is mostly related to
enforced noise in output signals.
REFERENCES
Spang, H.A., 1972. Dynamic Model of a Cement kiln,
Vol. 8, pp. 309 – 323,
Frish, V., Jeschar, R., 1983. Possibilities for Optimizing
the Burning Process in Rotary Kiln,
Vol. 10/83, pp.549-560,
Peray, K.E., 1986. The Rotary Cement Kiln, 2
nd
edition
Zhu, Y.C., 2001. Multivariable System Identification for
process control, PERGAMON
Ljung, L., System Identification: Theory for the user. 1999
Prentice- Hall, 2
nd
edition
Nelles, O., 2001. Nonlinear system identification, Springer
Astrom, K. J. and Wittenmark, B., 1984. Computer
Controlled Systems: Theory and Design, Prentice-
Hall, Englewood Cliffs
Noshirvani, R., Identification of White Cement Rotary
Cement Kiln, M.Sc Thesis, K.N.Toosi University
Control Engineering Department of K.Ntoosi, 2005
Eykoff, P., 1974. System Identification: Parameter and
state Estimation, John Wiley & Sons, New York
Shirvani, M., Dustary, M., Shahbaz, M. Eksiri, Z.
Heuristic, 2004. Process Model Simplification
inFrequency Response Domain, International of
Engineering, Vol. 17/B, pp.31-52
LINEAR IDENTIFICATION OF ROTARY WHITE CEMENT KILN
195
