
A GENERAL MODEL FOR JOB SHOP PROBLEMS USING
IMUNE-GENETIC ALGORITHM AND MULTIOBJECTIVE
OPTIMIZATION TECHNIQUES
Q. Zhang, H. Manier and M.-A. Manier
University of Technology of Belfort-Montbéliard, laboratory Systems and Transport
90010 Belfort Cedex, France
Keywords: Shop scheduling problem with transportation constraints, Immune-genetic algorithm, Multiobjective
optimization, Pareto.
Abstract: We define a global model to simulate the characteristics of three kinds of the manufacturing systems with
transport resources. Based on this model, we use an immune-based genetic algorithm to solve the associated
scheduling problems. We take the makespan and minimum storage as the two objectives and use modified
Pareto ranking method to solve this problem. We show how to choose the best solutions for the studied
systems. Though not all the constraints of the real systems are considered until now, the computational
results show that our proposed model and algorithm have efficiencies in solving scheduling problems.
1 INTRODUCTION
During the past decade, problems in production
planning have been arisen dramatically in automated
manufacturing systems. A well planed
synchronization between the machines and the
transportation resources are crucial to improve their
efficiency. Most of the classical works do not
consider transport operations constraints. However,
material handling systems may become critical
resources. Moreover numerous practical constraints
have to be taken into account, and several objectives
have to be considered. Multiobjective optimization
no doubt plays a very important role to get a more
realistic solution for the decision maker.
In this paper, we consider the manufacturing
systems with transportation resources which can be
classified into mainly three main classes: flexible
manufacturing systems (FMS), robotic cells (RC),
and treatment surface facilities (TSF). A
classification can be found in the literature for each
of these systems (Hall et al., 1998, Tacquard &
Martineau, 2001, Manier & Bloch, 2003, Brauner et
al., 2005). In each system, the associated scheduling
problems can be considered as specific ones.
Nevertheless, there also exist similarities among
them. In fact, there is few works related to the
general problems which link the scheduling of
product operations and transportation together.
Knust (Knust, 1999) integrated the transportation
issues into classical scheduling models. In the same
way, we try to define a global model suitable for any
of those systems with transportation constraints
(section 2). An improved immune-based genetic
algorithm and a modified Pareto-compliant ranking
method are applied as the main solving methods to
solve the scheduling problem with two objectives
(minimization of the makespan and the storage)
(section 3). The computational results for the
proposed algorithm show that our model and the
adopted algorithm are efficient enough to schedule
the activities of production (section 4).
2 GENERAL MODEL
2.1 Notation
Our notations consider the following four aspects:
1) Job/task
n : total number of jobs.
O
i
: number of the operations of job i (i ∈[1, n]).
P(i,j): operation j of job i (j ∈[1, O
i
]).
p
ijk
: processing time for P(i,j)), on machine MP
k
.
−
kij
p
: minimal processing time of P(i,j) on machine
390
Zhang Q., Manier H. and Manier M. (2009).
A GENERAL MODEL FOR JOB SHOP PROBLEMS USING IMUNE-GENETIC ALGORITHM AND MULTIOBJECTIVE OPTIMIZATION TECHNIQUES.
In Proceedings of the 6th International Conference on Informatics in Control, Automation and Robotics - Intelligent Control Systems and Optimization,
pages 390-393
DOI: 10.5220/0002212303900393
Copyright
c
SciTePress

MP
k
.
+
ijk
p
: maximal processing time of P(i,j) on machine
MP
k
.
d
i
: due date of job i, i ∈[1, n].
t
ij
: starting date of P(i,j). (i ∈[1, n], j ∈[1, O
i
])
C
i
: completion time of job i.
2) Processing Resources
MP: total set of the machines (processing resources)
MP
k
: machine k (k ∈ [1, ⎜MP⎜]) (unitary capacity).
PR
ij
: is the total set of the processing resources that
can perform operation j of job i . (i ∈[1, n], j ∈[1,
O
i
]).
PJ
ijk
: PJ
ijk
=1, if the operation j of job i is performed
by machine MP
k
; PJ
ijk
=0, otherwise
YP
iji’jk
: =1, if P(i, j) is performed right before P(i', j')
on the machine MP
k
; =0, otherwise
S
iji’j’k
: setup time on MP
k
between P(i,j) and P(i’,j’).
3) Transportation Resources
MT: total set of the transportations.
MT
h
: transportation resource h (Unitary capacity).
T(i, j): transportation task between P(i, j) and P(i,
j+1).
TR
ij
: total set of the transportation resources that can
transport T(i, j).
−
kh
l ,
+
kh
l : needed time for a transportation resource
MT
h
to unload (respectively to load) machine MP
k
.
σ
kk'h
: empty travel time between machine MP
k
and
MP
k’
by transportation resource MT
h
, k, k’ ∈ [1,
|MP|], h∈[1, |MT|].
τ
kk’h
: loaded travel time between machines MP
k
and
MP
k’
by transportation resource MT
h
.(it includes
−
kh
l
and
+
kh
l
)
ijh
TJ
: =1, if T(i, j) is performed by MT
h
; =0,
otherwise.
YT
iji’j’h
: =1, if MT
h
performs T(i, j) right before T(i',
j'); YT
iji’j’h
=0, otherwise.
4) Storage Configuration:
−s
ijk
γ
:time of the input buffer for P(i,j) treated on
MP
k
.
+s
ijk
γ
: time of the output buffer for P(i,j) on MP
k
.
2.2 Mathematical Model
The objectives of the general model are to minimize
the makespan and the minimal storage:
ijk
PRk
ijkiOii
ntoi
PJptCCMaxCMin
j
i
i
×+==
∑
∈
=
),(max
1
)(
∑∑∑
∈∈∈
+−
×+×
MPkniOj
s
ijkijk
s
ijkijk
i
PJPJMin
γγ
And the following constraints of the problem are
respected.
]1,1[],,1[
−
∈
∀
∈
∀
i
Ojni
,
ij
PRk
ijkijkij
tPJpt
ij
≤×+
∑
∈
(1)
],1[ ni
∈
∀
,
],1[
i
Oj
∈
∀
,
ij
PRk
∈
∀
,
+−
≤≤
ijkijkijk
Ppp
(2)
],1[ ni
∈
∀
,
],1[
i
Oj
∈
∀
,
1=
∑
∈
ij
PRk
ijk
PJ
(3)
],1[ ni
∈
∀
,
]1,1[
−
∈
∀
i
Oj
,
1=
∑
∈
ij
TRh
ijh
TJ
(4)
2
],1[)',( nii ∈∀
,
],1[
i
Oj
∈
∀
,
],1['
'i
Oj ∈
∀
,
'' jiij
PRPRk
∩
∈
∀
, and M is a very large fixed
number.
MYPtsllpt
kjijijikjijikhkhijkij
×−+≤++++
+−−
)1(
''''''
32
(5)
(
)
ijkjikhkhkjijikjiijk
sllptPJPJ
''''''''
43
++++×
+−
MYPt
kjijiij
×
+
≤
''
(6)
2
],1[)',( nii ∈∀
,
],1[
i
Oj
∈
∀
,
],1['
'i
Oj ∈∀
,
'' jiij
TRTRh
∩
∈
∀
,
1
=
ijk
PJ
,
1
')1(
=
+ kji
PJ
,
1
''''
=
kji
PJ
,
1
''')1'('
=
+ kji
PJ
,
hkkhkk
s
ijkijkij
pt
''''
στγ
++++
+
MYTpt
hjiji
s
kjikjiji
×−+++≤
+
)1(
''''''''''
γ
(7)
hjiijhkhkhkk
s
kjikjiji
TJTJIpt
''''''''''''''''''
)( ××++++
+
στγ
MYTpt
ijhji
s
ijkijkij
×+++≤
+
''
γ
(8)
],1[ ni
∈
∀
,
1/]1,1[ =
−
∈
∀
ijhi
TJOj
,
1=
ijk
PJ
,
1
')1(
=
+ kji
PJ
,
'1
'
'
1
kijijk
PRkPRk
hkk
s
ijkijk
PRk
ijkij
PJPJPJpt
ij ijij
+
∈∈
+
∈
××++×+
∑
∑
∑
+
τγ
1,'1'1 +
−
++
≤++
ji
s
kij
m
kij
t
γγ
(9)
Constraint (1) is the precedence constraints between
two operations of job i; constraint (2) is the
processing time constraints for (i,j) on machine MP
k
;
Constraint (3) makes sure that one operation can
only be assigned to one machine; constraint (4)
makes sure that one operation can only be assigned
to one transportation resource; constraints (5) and (6)
are the capacity constraints for each processing
resource MP
k
; constraints (7) and (8) are the
capacity constraints for each transportation resource
MT
h
; constraint (9) is the travelling constraint, which
expresses that a transportation resource MT
h
must
have enough time to move a job i between two
successive operations.
A GENERAL MODEL FOR JOB SHOP PROBLEMS USING IMUNE-GENETIC ALGORITHM AND
MULTIOBJECTIVE OPTIMIZATION TECHNIQUES
391

3 RESOLUTION
We use an improved immune-based genetic
algorithm as the training method to find
nondominated solutions of the n-objective
optimization problem.
In our case, we code the antibody into two parts. The
first part is a permutation of the s transportation
tasks (
∑
∈
−=
ni
i
Os )1(
). The second part is a
permutation of the m operation tasks
(
nsOm
ni
i
+==
∑
∈
).
3.1 Selection Operation
In the algorithm (Zhang et al., 2006), the affinity
between antigen and antibody v, is defined by
vv
optax =
, where
v
opt
is the fitness of antibody v.
The expected selection probability e
v
of antibody
v is calculated as: e
v
= ax
v
/c
v,
where c
v
is the density
of antibody v. It can be seen from the above equation
that the antibody with both high fitness and low
density would have more chances to survive.
We define that antibody v and antibody w have
the affinity when the following inequality is satisfied
Lwvf <),(
, where
||),(),(
wv
axaxwvdwvf
−
+=
,
and |ax
v
-ax
w
| is the Euclidean distance,
)exp(
0
TbLL ⋅×=
,
0
0
>L
,
0>b
,and
0>T
is the
number of evolution generations. L is an increasing
function of evolution generations. The antibody’s
diversity and density would be increased efficiently
with the increase of the evolution generations and
that the suppression would be more powerful to
preserve high diversity. So the algorithm would have
strong ability to control the reproducing process.
3.2 Learning Procedure
The whole learning process of the Pareto-
imune-genetic algorithm can be described as follows:
Step 1. Initialization of the Population. All the
gene bits of each antibody in the first generation are
generated randomly within the feasible domain. In
the initialization stage, we calculate the time
windows
],[
+−
ijij
αα
and
],[
+−
ijij
ββ
, which are the
earliest and the latest starting dates of each operation
P(i, j) and T(i, j) respectively. Then, according to all
the constraints, we narrow down the time windows
for all the operations and transportation tasks. Firstly,
we update the earliest starting dates forwardly.
Secondly, we update latest starting dates backwardly.
Step 2. Calculation of the Time Windows. Then
we allocate the tasks on each transport resource by
randomly sequence. We do the same for each
machine according to constraint (1).
After that, we verify all the time windows. If an
individual is not eligible we generate a new one. We
do this until we obtain an eligible individual. The
initial individual is replaced with this new one.
Step 3. Fitness Calculation. We change the
calculation of the new fitness as
follows:
))1(exp(
−
−
=
kf
k
, which makes the value of
the first objective varies according to the rank. And
we take the Pareto ranking method (Goldberg, 1989)
to calculate the rank. In this paper, the two objective
fitness values are defined as the makespan and the
minimum storage.
Step 4. Evolution of the Population. The algorithm
starts with the initial population that is generated
randomly. The reproduction, crossover and mutation
operators are used to produce the filial generation
superior to their parents. Because it has improved
the affinity calculation and makes the threshold
value a dynamic parameter, it has strong ability to
overcome the shortage of the tendency towards local
optimum value and premature. We take the single
point for crossover and the single bit for mutation.
The reproduction operator is based on not only the
fitness but also the density which plays an important
role in diversity maintenance in immune system.
The aforementioned steps are performed repeatedly
until all the training data are trained completely.
4 RESULTS
Here, we take a simple example of five jobs (n=5),
with:
4
1
=
O
,
3
2
=
O
,
2
3
=O
,
4
4
=O
,
4
5
=
O
,
]5,1[
=
∀
i
,
15
=
i
d
,
0
=
i
r
,
},,{
321
MTMTMTMT =
,
],1[ ni
=
∀
,
],1[
i
Oj
∈
∀
,
ij
PRk ∈
∀
,
|]|,1[ MTh ∈∀
,
|]|,1[' MPk
∈
∀
,
1=
−
ijk
p
,
3
k
=
+
ij
p
,
1
''
==
hkkhkk
τ
σ
, and
−
kh
l
,
0=
+
kh
l
. The colony size is taken from 10 to 100
respectively, the max evolvement generation is
9000, crossover probability is 0.8 and mutation
probability is 0.15. Other parameters are: b=0.01,
l
0
=0.8. We run the program for 100 times, we got the
pareto solutions sets, among which the best
makespan is 9 and the minimum storage is 0.
Fig.2 shows results for a population size 100,
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
392
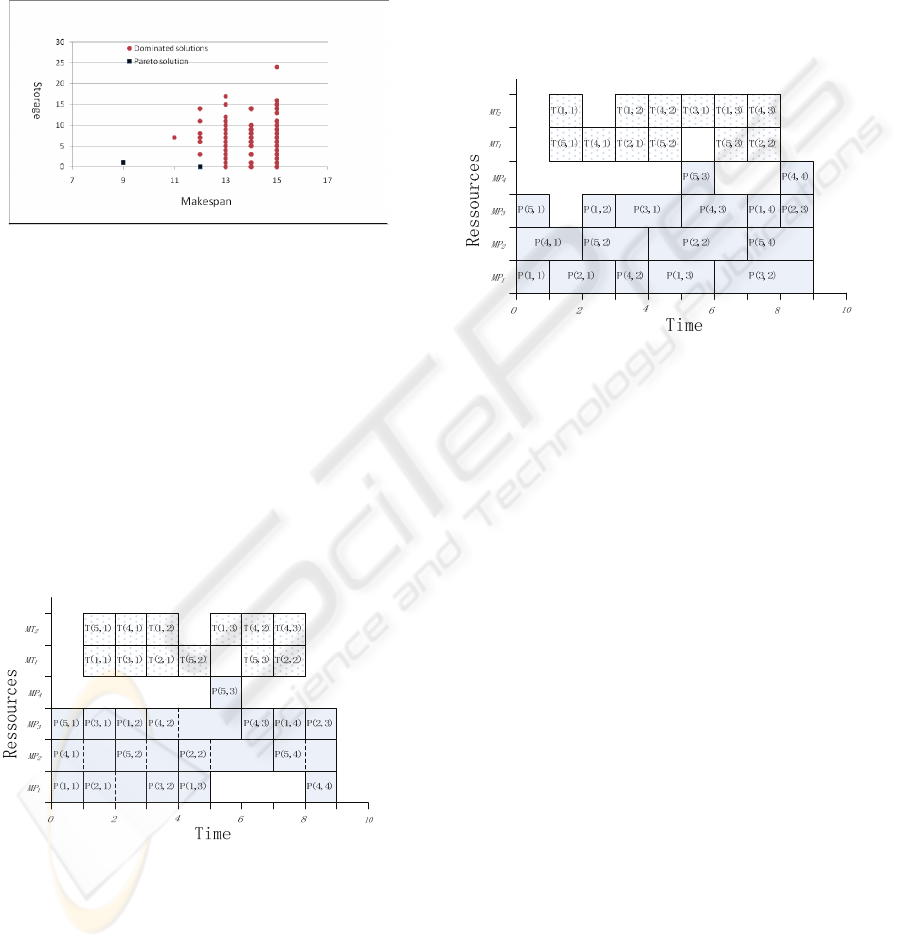
and a evolvement generation 1000. The Pareto
solutions are the rectangular solutions; the others are
the dominated ones. For manufacturing systems that
required no storage (like in the TSF), the solutions
correspond to makespans 12, 13, 14 or 15. For other
systems that allow storage, we obtain solutions with
better makespan. For this example the best
makespan is 9 with storage 1.
Figure 2: A resolution set with the population size 100,
and with the evolvement generation 1000.
Fig. 3 and 4 respectively present a solution with
and without storage. The dotted (resp. blanked)
squares are transportation tasks (resp. operations);
their width represents the associated times. In Fig. 3,
the dotted line for P(4,2) on MP
3
means that P(4,2)
can start between time 3 and time 5. The blank
spaces between two transportation tasks represent
the empty movements or waitness of the resource.
The minimum storage corresponds to the time
between T(1,3) and P(1,4) with time windows [6,7].
In Fig. 4, as all the processing times are bounded,
the minimal storage for this solution can reach 0.
Figure 3: The time windows for a solution with makespan
9 and minimal storage 1.
5 CONCLUSIONS
We define a general model which enables us to solve
several kinds of manufacturing schedule problems
with transportation constraints. To reach this goal,
we use pareto-immune-genetic algorithm to schedule
both processing and transport operations. In this
paper, we report our first results for a simplified
model of a production system with or without
storages, and with bounded processing times. In the
future, we will complete this model with the
additional constraints (the configuration of the
transport network and the conflicts between
transport resources). We will also try to improve our
solving algorithm and to compare it with efficient
algorithms developed for each of the considered
systems.
Figure 4: The time windows for a solution with makespan
9 and minimal storage 0.
REFERENCES
Brauner, N., Castagna, P., Espinouse, M., Finke, G.,
Lacomme, P., Martineau, P., Moukrim, A., Soukhal,
A., Tacquard, C. and Tchernev, N., 2005.
Ordonnancement dans les systemes flexibles de
production. RS-JESA, 2005, 39, 925-964.
Goldberg, D. E., 1989. Genetic algorithm in search,
Optimization and machine learning, Addison-Wesley,
Reading, MA, 1989.
Hall, N. G.; Kamounb, H. & Sriskandarajah, C., 1998.
Scheduling in robotic cells: Complexity and steady
state analysis. European Journal of Operational
Research, 1998, 109-1, 43-65.
Knust, S., 1999. Shop-scheduling problems with
transportation. Dissertation, Fachbereich
Mathematik/Informatik, Universität Osnabrück, 1999.
Manier, M.A., Bloch, C, 2003. A Classification for Hoist
Scheduling Problems. The International Journal of
Flexible Manufacturing Systems, 15(2003), 37-55.
Tacquard, C. & Martineau, P., 2001. Automatic notation
of the physical structure of a flexible manufacturing
system. International journal of production economics,
2001, 74, 279-292
Zhang, Q., Xu, X., and Liang, Y.C., 2006. Identification
and speed control of ultrasonic motors based on
modified immune algorithm and Elman neural
networks. Lecture Notes in Artificial Intelligence, Vol.
4259, pp. 746-756, 2006.
A GENERAL MODEL FOR JOB SHOP PROBLEMS USING IMUNE-GENETIC ALGORITHM AND
MULTIOBJECTIVE OPTIMIZATION TECHNIQUES
393
