
MAPPING DEVELOPMENT OF MES FUNCTIONALITIES
Vladimír Modrák
Faculty of Manufacturing Technologies
Technical University of Košice, Bayerova 1, Slovakia
Ján Manduľák
LPH Vranov N/T, S.R.O., Pod dolami 838, Slovakia
Keywords: Manufacturing management, Information system, Interface, functionality.
Abstract: This paper presents a view on MES and ERP functional areas in a hierarchy of enterprise information and
control systems. It starts with a background on ERP and MES Evolution. The work is based on the
exploration of MES and ERP functionalities development. Consecutively, aspects of ERP and MES
integration are treated. In the final section an impact of RFID technology on a validity data stored in MES
obtaining from a tracing of material flow in production processes is analyzed.
1 INTRODUCTION
In the present manufacturing paradigm,
manufacturing execution systems (MESs) play a
significant role. Offered software solutions
simultaneously close the gap between Enterprise
Resource Planning (ERP) systems and production
equipment control or SCADA (Supervisory Control
And Data Acquisition) applications. Current ERP
systems contain usually modules for material
management, accounting, human resource
management and all other functions that support
business operations. In the past years, the role of
ERP has been extended to cross-organizational
coordination. Nowadays, as optimization of
production activities is increasingly topical, a
cooperation of ERP and MES becomes a serious
concern of manufacturing managers. The paper is
structured as follows. Firstly, a brief view on MES
Evolution is presented. Then, MES functionalities
are partially analyzed and a general functionality
model is described. After that, technical aspects of
ERP and MES integration are treated. Finally,
decisive factors that influence the further
development of manufacturing execution systems
are discussed.
2 VIEW ON MES EVOLUTION
As ERP systems by nature are not suitable for
controlling day to day shop floor operations, for this
purpose a new type of industrial software with
acronym MES has emerged during nineties (Choi
and Kim, 2002). There is a more interpretation of
MES depending on different manufacturing
conditions, but the common characteristic to all is
that an MES aims to provide an interface between an
ERP system and shop floor controllers by supporting
various ‘execution’ activities such as scheduling,
order release, quality control, and data acquisition
(MESA #6, 1997). In a context of the MES
development and deployment it is important to point
out that Manufacturing Execution Systems were
originally designed to provide first-line supervision
management with a visibility tool to manage work
orders and workstation assignments. Consecutively,
MES expanded into the indispensable link between
the full range of enterprise stakeholders and the real-
time events occurring in production and logistics
processes across the extended value chain
(McClellan, 2004).
The phenomena of globalization forces
manufacturers to continuously improve their
performance. In this context, manufacturing and
operational excellence has become the key theme for
the manufacturing companies. To improve their
244
Modrà ˛ak V. and ManduÄ¿Ã ˛ak J.
MAPPING DEVELOPMENT OF MES FUNCTIONALITIES.
DOI: 10.5220/0002248902440247
In Proceedings of the 6th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2009), page
ISBN: 978-989-674-001-6
Copyright
c
2009 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
performance, most manufacturers apply methods
and techniques which are focused on the elimination
of non-value adding activities. Information systems
can by supported in such programs or they can
provide a complementary way of improving
performance by increasing visibility on plant
performance. Accordingly, cooperation of ERP and
Manufacturing Execution Systems (MES) becomes a
serious concern of manufacturing managers. In that
sense, from MES applications is expected to support
real-time production control as well as data
collection and reporting to facilitate information
operability in a company.
3 MES FUNCTIONALITIES
The A concept of Manufacturing Execution Systems
is one of several major information systems types
aimed at manufacturing companies. MES can be in
simple way also defined as a toll for manufacturing
management. The functions of an MES range from
operation scheduling to production genealogy, to
labour and maintenance management, to
performance analysis, and to other function in
between. There are several general models of typical
MES functions that are principally divided into core
and support functions (see more in Modrák, 2005).
The core functions deal primarily with actual
management of the work orders and the
manufacturing resources. Other functional
capabilities of MES may be required to cover
support aspects of the manufacturing operations.
MESA International presents another approach
to MES functionalities that is more or less based on
the assumption of profitability to begin to deal with
wider model of basic elements to ensure
incorporating all-important functions into MES
(MESA #2,1997).
A point of debate about MES functionalities also
is connected with different types of manufacturing.
Understandably, from automation point of view a
discrete manufacturing presents much more
complicate concept comprising of various
technologies that are used to integrate manufacturing
system to one another. As the aim of this work is to
generalize MES functionalities it is also reasonable
to model of hierarchical levels and functions in a
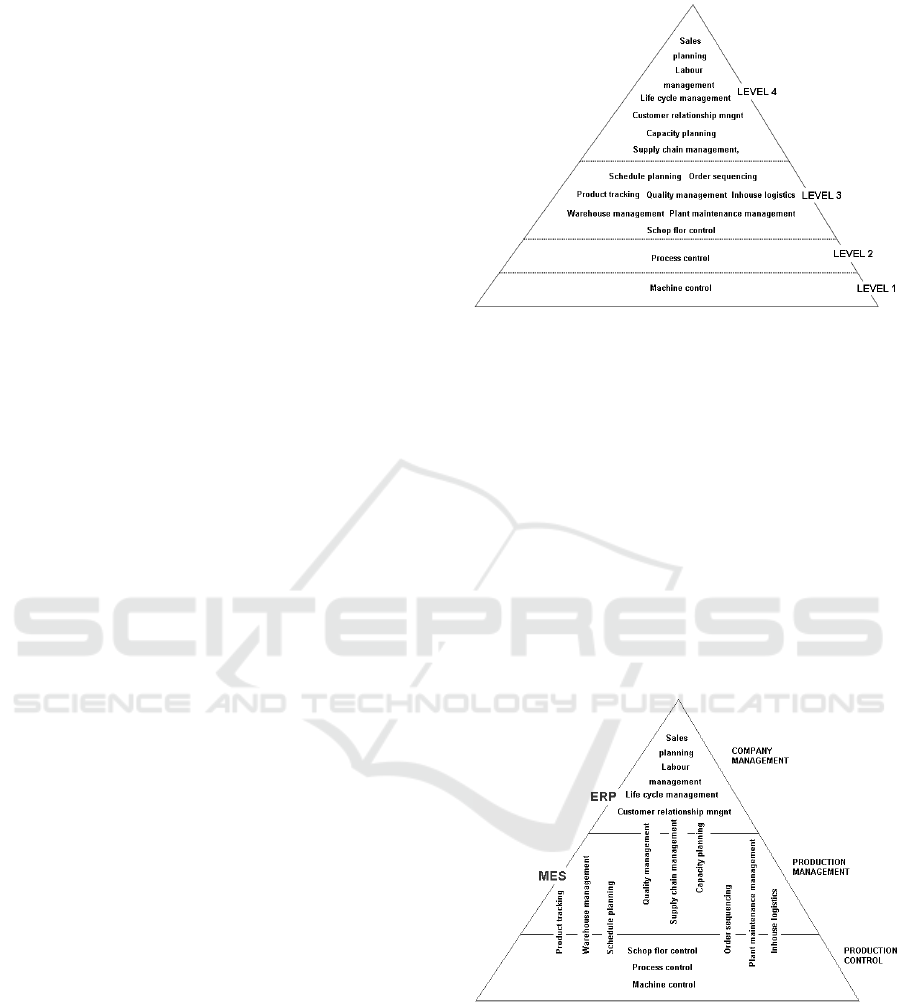
common manufacturing company. A hierarchical
structure of main companies’ functions in this case
can be represented by four levels (see figure 1).
Figure 1: Functional levels in a manufacturing company.
Model of such structured company functions is often
divided into three levels that are the company
management, the production management, and the
production control (Gunther et al, 2008). In this
relation, functional areas of MES and ERP might not
be considered as closed structure, because it was
recognized that functions can run in the classic ERP
environment as well as in the MES environment.
Accordingly, under specific circumstance they may
overlap of both systems. Based on this assumptions
the following structure of MES and ERP functions
depicted in Figure 2 is mapped.
Figure 2: Intersections of MES and ERP functional areas
(adapted from Gunther et al, 2008).
Obviously, the scope of operations or functions
depends on number of subsystems, but the key
functions remain unchanging in their essence.
Because, there are no reference MES models that
can be used for general manufacturing
environments, overcoming of this aspect leads
through the presentations of sample solutions by
MAPPING DEVELOPMENT OF MES FUNCTIONALITIES
245
types of environment and other criterions. As
example can be used approach to modeling three
different management systems for maintenance,
quality and production (Brandl, 2002) based on the
S95 standard of ISA (ANS/ISA, 2000).
4 CHALLENGES OF ERP AND
MES INTEGRATION
Manufacturing execution systems besides their
typical functions were developed and used also as
the interface between ERP and process control, since
it was generally recognized that ERP systems
weren’t scalable. The seamless connections often
required skilled coding to connect to ERP and
process control systems (Siemens Energy &
Automation, Inc., 2006). Today, the availability of
Web-based XML communications successfully
bridges the gaps between MES and ERP systems.
Built on XML, the B2MML (business-to-
manufacturing markup language) standard specifies
accepted definitions and data formats for
information exchange between systems, and
facilitates information flow and updates between
ERP and manufacturing execution systems. It also
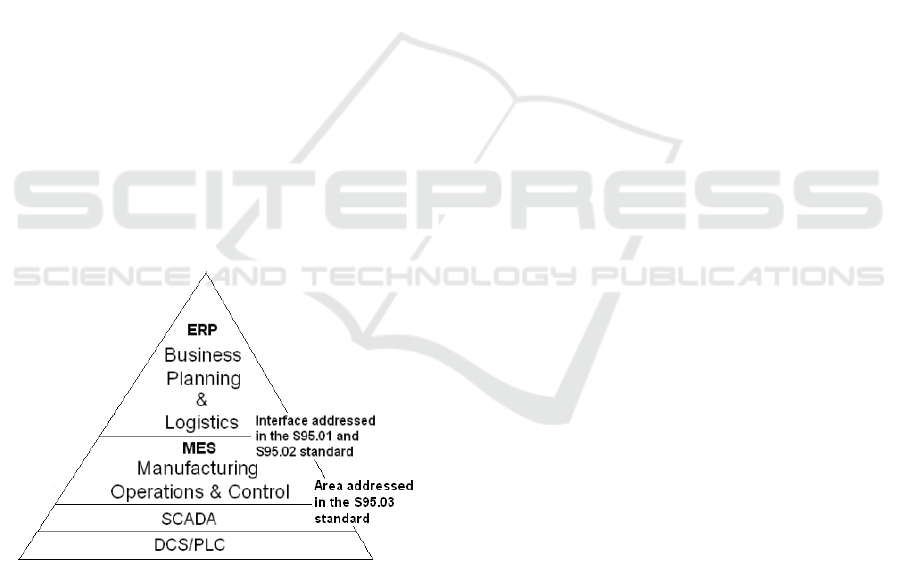
instigated redefinition the role of the MES. The ISA
SP-95 model (see Figure 3) breaks down business to
plant floor operations into four levels.
Figure 3: ISA SP 95 control hierarchy.
Levels 1 and 2 include process control zone. MES
layer consists of managerial and control functions
depending on different types of manufacturing.
Level 4 corresponds to the business planning and
logistics.
The goal of ISA-95 standard was to reduce the risk,
cost and errors associated with implementing
interface between ERP and MES. The ISA-95
“Enterprise - Control System Integration” is a multi-
part series of ANSI/ISA standards that define the
activity models and interfaces between
manufacturing functions and other enterprise
functions. Parts 1 (Models and Terminology), parts 2
(Objects Attributes) and part 5 (Business to
Manufacturing Transactions) define the exchange of
production data between business and plant systems.
B2MM provides a schema implementation of the
ANSI/ISA-95 and represents an independent
technology implementation of this standard.
B2MML has been developed by The World Batch
Forum (WBF) and adopted by players such as SAP
and Wonderware. Coupled together, B2MML and
ISA-95 permit designers to bridge ERP and MES
systems by using B2MML XML vocabulary.
Mentioned and other ISA standards significantly
facilitate the implementation of integrated
manufacturing systems. It is aimed to integrate ERP
systems with control systems like DCS and SCADA.
To support batch control level optimization, the
standard S88.01 (ANSI/ISA, 1995) has been
developed. It provides standard models and
terminology for the design and operation of batch
control systems. At the control level the key attribute
is integration of all process information into one
place. For this purpose are ordinarily used both a
programmable logic controllers and SCADA
software.
5 CHALLENGES OF ERP AND
MES INTEGRATION
An effectiveness of exploitation of new
manufacturing technologies depends on the way
how successfully will be synchronized newly
obtained data from a production control layer into
MES/ERP systems. This challenge escalates as the
RFID applications are increasing to a large number
of products and facilities and as they include
integration in broader Supply Chain Management
systems. According to Williams (2005), the
opportunities enabled by RFID are expected apart
from other effects in simplification of business
processes. Many manufacturing organizations have
processes where a product, asset, document or even
a person is "touched" by many different people at
different times. It causes limited view of information
that can introduce inefficiencies in the overall
process when information about other steps is
needed to execute the current step. Accordingly,
common MES/ERP systems can not have an access
to detailed information and they have no idea of
what is really happening to material flow on the
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
246

shop floor. Mentioned drawback leads to insufficient
coordination between material and accompanying
information flows and so-called bull-whip-effect.
When all data that information systems operate with
are “fed” to them by intermediary subject,
information on material flow is time dependent so it
is already outdated when inserted into the
information system by human operator. Until the
next synchronization information become more and
more outdated. Reducing the bull whip effect by
means of RFID system improves the efficiency of
execution/information systems not only within the
site but also across the supply chain. The results of
our experiments presented earlier (Modrák and
Moskvič, 2007) showed that application of RFID
technology for tracking and traceability of material
flow will impact the whole performance of
information systems in terms of information validity
and practically eliminate time dependence of amount
and quality of information available for ERP/MES
systems.
6 CONCLUSIONS
As it is conceded that production planning activities
have become more complex and therefore need to be
in principle optimized. Manufacturing Execution
Systems, which are positioned between the
Enterprise Resource Planning and control systems
levels, have significant potential to be effectively
used to optimize business processes on the shop
floor. Besides that fact, MES are being viewed as
critical in getting the most value out of existing
investments in automation. A frequent interest of
manufacturers concerns a balanced scale of MES
functionalities. As mentioned earlier, it depends on
more factors. For instance, when an existing ERP
system contains factory floor control functionality,
then functionality model of MES has only
supplement character. Thus, a scope of MES
functionality is evidently influenced by changes in
using automated identification (AID) technologies,
because they have positive impact on the plant floor
optimization. Therefore, mass use of RFID
technology can bring significant rationalizations in
the manufacturing automation in the near future.
This tendency was indirectly confirmed by such IT
players as Oracle, SAP, Microsoft and IBM, as they
all have accelerated efforts to meet the RFID
challenge (Rockwell Automation, 2004). In this
sense, rules concerning manufacturing execution
such as control, scheduling, routing, tracking, and
monitoring might all be modified responding to
RFID challenges.
REFERENCES
ANSI/ISA S88.01, 1995. Batch Control Part 1: Models
and Terminology, International Society for
Measurement and Control, RTP North Carolina, USA.
ANS/ISA-95.00.03, 2000. Enterprise Control System
Integration Part 3: Models of Manufacturing
Operations, Draft 7, International Society for
Measurement and Control, RTP North Carolina, USA.
Brandl, D., 2002. Making Sense of the MES at the MES
Layer” In ISA, Technical Conference, Chicago IL,
October.
Choi, B.K., and Kim, B.H., 2002. MES architecture for
FMS compatible to ERP, Int. Journ. of Computer
Integrated Manufacturing, 15, (3), pp. 274-284.
Gunther, O., Kletti, W., Kubach, U., 2008. RFID in
Manufacturing, Springer Berlin and Heidelberg
GmbH.
McClellan, M., 2004. Execution Systems: The Heart of
Intelligent Manufacturing, Intelligent Enterprise, Jun
12.
MESA #2, 1997. MES functionalities and MRP to MES
Data Flow Possibilities. White Paper 2, Update and
Revised March 1977, Manufacturing Execution
Systems Association, Pittsburgh, P.A.
MESA #6, 1997. MES explained: a high level vision.
White Paper 6, Manufacturing Execution Systems
Association, Pitsburgh, P.A.
Modrák, V., 2005. Functionalities and Position of
Manufacturing Execution Systems. In M. Koshrow-
Pour (Ed.) Encyclopedia of Information Science and
Technology. First Edition, Idea Group Reference,
Hershey, USA.
Moskvič, V., and Modrák, V., 2007. RFID In Automotive
Supply Chain Processes -There is a Case. In T. Sobh,
K. Elleithy, A. Mahmood, M. Karim (Eds.) Innovative
Algorithms and Techniques in Automation, Industrial
Electronics and Telecommunications. Springer, New
York, USA,
Rockwell Automation 2004. "RFID in manufacturing",
white paper. Retrieved from www.rockwel
automation.com/solutions/rfid/get/rfidwhite.pdf
Siemens Energy & Automation, Inc., 2006. Why integrate
MES and ERP? Because you can’t afford not to.
Siemens Whitepaper, 1-8.
Williams, D.H., 2005. Beyond the Supply Chain: The
Impact of RFID on Business Operations and IT
Infrastructure. Planetpal whitepaper. Retrieved from
http://www. planetpal.net /En/infos/art26_05_05.shtm
MAPPING DEVELOPMENT OF MES FUNCTIONALITIES
247
