
FORMAL METHOD FOR VALIDATION OF PRODUCT DESIGN
THROUGH KNOWLEDGE MODELLING
Stilian Stanev, Jivka Ovtcharova
Institute for Information Management in Engineering, University of Karlsruhe, Adenauerring 20a, Karlsruhe, Germany
Waldemar Walla
Group Research & Advanced Engineering, Daimler AG, Ulm, Germany
Keywords: Production-oriented product validation, Knowledge Modeling, Expert systems.
Abstract: The aim of production-oriented product validation methods is to ensure the consideration of production
requirements during the product design phase and to validate the product specification against these
requirements before launching further steps. This work focuses on a formal method for product design
specification by using techniques from the knowledge modelling and management. The solution developed
within the EU project MyCar, in collaboration between the IMI institute of Karlsruhe and the Research and
Advanced Technology Group of Daimler AG, is based on the example of the body shop in the automotive
industry. A solution based on the Production-oriented Product Validation Platform gathers the relevant
production requirements and makes it available in a structured form to assess the product design with
respect to its ability to be produced on the production equipment.
1 INTRODUCTION
In the recent years the number of product variants
that are offered to the customer in automobile
industry increased enormously. At the same time the
product variety and the individualisation of the
products increase. This leads to more and more
complex products that are often facing conflicting
requirements, e.g. costs, quality or production.
A possible solution of the mentioned challenges
is an increase of the manufacturing flexibility.
Flexibility can be understood as adaptation of the
production to changing demand in term of order
variation and multiplication of different models. Yet,
other arguments, specific to each company, enforce
this trend like among others: the necessity to
optimize the use of existing resources, the limited
space allocated to production equipments, and the
reduction of the product lifecycle leadtime. In that,
flexibility is not only a matter of adaptability but
also a strategy for the reduction of production costs
by optimally using or reusing existing equipments.
In order to make it possible to produce on the
same line several different products simultaneously,
an overall concept is necessary, which links the
product development with the production planning.
During the whole product development process the
product has to be validated, if it can be
manufactured on an existing production line. For
this, a methodology supported by a software tool is
being developed by the Institute of Information
Management in Engineering of the University
Karlsruhe and the Daimler Research Group.
In this context the challenges are primarily the
identification of suitable information models for the
IT-supported integration of all the relevant
information, processes and methods and the
relationships between them.
2 RELATED WORKS
During the whole product development process
design engineers have to consider a lot of different
product requirements which can be summarised by
the term “Design for X” (Weyand, et al., 2008).
“Design for Production” takes the requirements of
the production already during the design phase into
account, in order to reduce the production cost and
development time as well as to raise the manufacture
166
Stanev S., Ovtcharova J. and Walla W. (2009).
FORMAL METHOD FOR VALIDATION OF PRODUCT DESIGN THROUGH KNOWLEDGE MODELLING.
In Proceedings of the International Conference on Knowledge Engineering and Ontology Development, pages 166-170
DOI: 10.5220/0002293501660170
Copyright
c
SciTePress
quality (Pahl, et al., 2007). For checking if all
requirements are fulfilled the products have to be
validated during the whole product development
process considering the certain aspects. In this
context a X-orientated product validation must be
defined (Müller, 2008).
To support different kinds of digital validation,
the context has to be described more in detail.
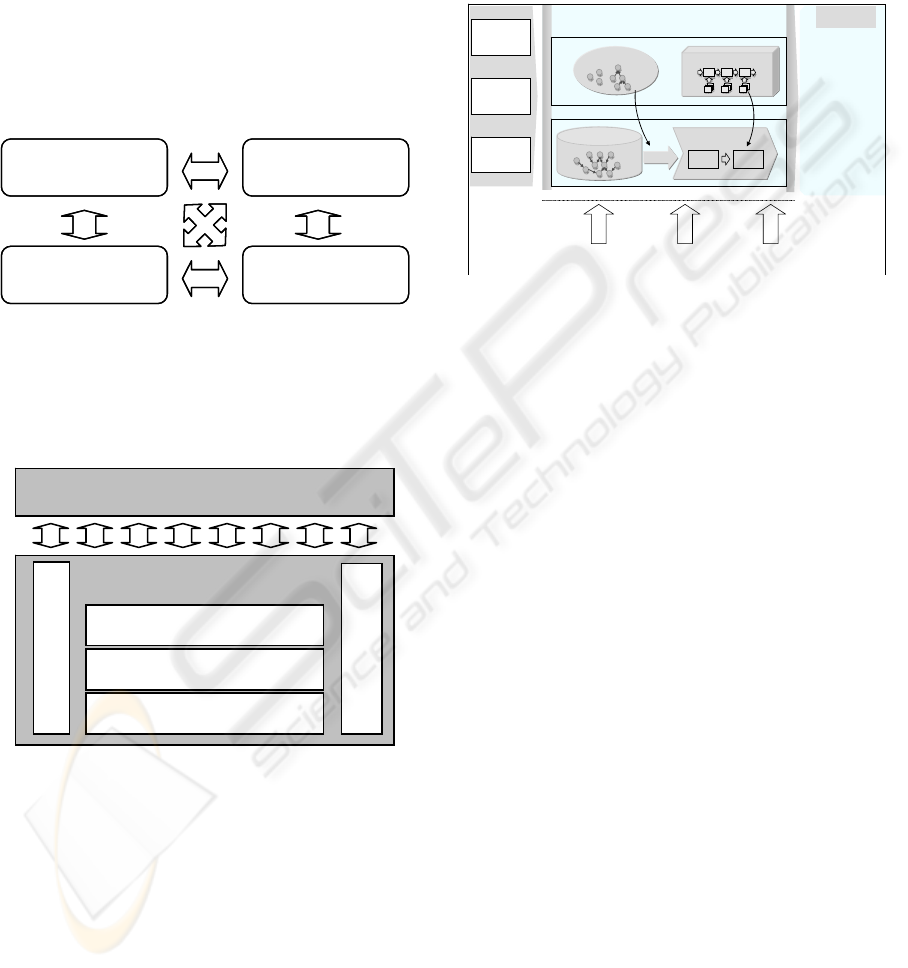
Svensson (Svensson, et al., 1999) defined an
Engineering Information Management System
(EIMS) which is divided into four views: process,
information, system and organisation. All of them
are linked with each other, as shown in Figure 1.
Process
SystemOrganisation
InformationProcess
SystemOrganisation
Information
Figure 1: Engineering Information Management System,
according to (Svensson, 1999).
On the basis of the Engineering Information
Management System Burr (Burr, et al., 2007)
derived the six views of the EIMS (see Figure 2).
environment
processes
methods
information
data
Information system
organisation
Figure 2: Engineering Information Management System,
according to (Burr, et al., 2007).
According to Müller (Müller, 2007) a framework
for x-oriented product validation can be described
with the engineering information management
system showed in figure 2. This framework contains
all relevant influencing factors that are interacting
during digital validations.
3 POPV PLATFORM
In order to meet the industrial challenges in this area
a platform for production-oriented product
validation is being developed within the framework
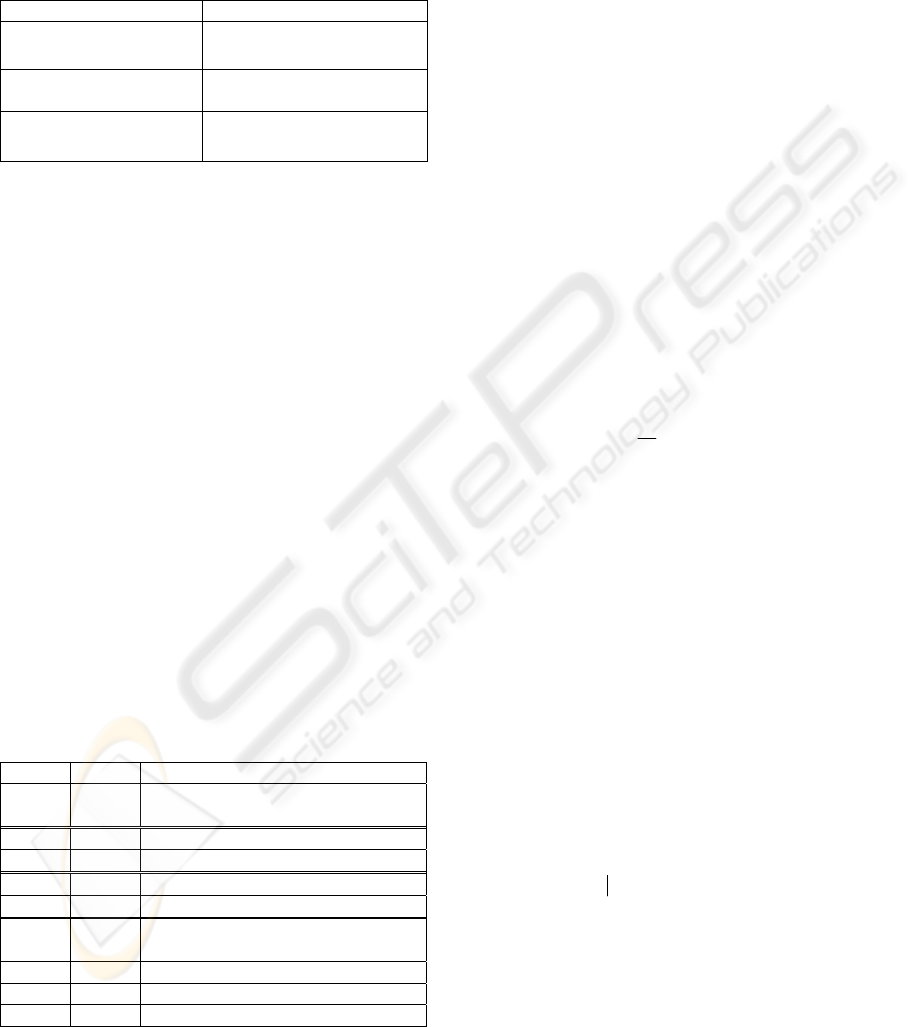
of the EU-funded project MyCar. Figure 3 illustrates
the overall framework.
Production-oriented Product
Validation Platform
Validation
Models
Validation
Software
Validation
Methods
External applications
Validation Process
Activity Activity
Validation model
Validation Methods
Inputs
Validation goals
Validation of
Manufacturability
Validation of the
assembly
sequence
Continuous
validation of
production-driven
requirements
Objectives
Product
Development
Production
Planning
Production
Figure 3: Production-oriented Product Validation Concept.
Input for the platform is taken from the new
developed product, the process that executes the
product and the respective production facility. The
core of the framework is an integrated validation
model (knowledge base), which describes the
relevant product, process and production
information by means of knowledge engineering
techniques. Based on this information model the
validation method can be instantiated as a process
and executed in order to check if a product can be
produced on a production line.
The validation process itself can be performed
either based on the information specified in the
validation model or by the user of an external
application (Müller, 2007). This is usually the case if
some facts are missing in the knowledge base or if
there is a need of complex algorithmic calculations
in order to check the design. However in both cases
the user will be lead by the validation methods since
this information is modelled into the knowledge
base.
4 VALIDATION METHOD
The developed production-oriented product analysis
method aims at giving a comprehensible evaluation
of product specifications for manufacturing
purposes. Therefore, the method developed for
production-oriented analysis is applied to evaluate
product manufacturability. In order to apply the
method, information regarding the product, the
FORMAL METHOD FOR VALIDATION OF PRODUCT DESIGN THROUGH KNOWLEDGE MODELLING
167

resources, the manufacturing process and the
relations between these entities must be provided.
After this the respective information is being
modelled and evaluated based on methods from the
knowledge engineering followed by the last step of
the method where the identification of appropriate
solution takes place.
4.1 Basic Definitions
An appropriate formalism concerning product-,
process- and resource-specifications must be
defined, whereupon the product specification can be
validated by means of the algorithmic evaluation of
the method.
For this purpose the following formal definitions
are needed:
An attribute of a product, process or resource is
a geometrical, structural, physical, chemical,
mechanical or other characteristic that can be
represented formally through mathematical
formulas.
Let P be the set of attributes, which specifies a
product. Then P is finite and there exists a set of
attributes
PP ⊆
′
, which contains the production
oriented analysis attributes of a product. The
number of attributes
P
′
depends on the application
domain and may vary.
The most used product attributes for production-
oriented analysis using the example of body shop in
automotive industry are the product structure,
product geometry, number of parts, type of material,
type of joining elements.
A resource can be defined as follows:
Let R be the set of attributes, which specifies a
resource. Then R is finite and there exists a set of
attributes
RR ⊆
′
, which contains the production
oriented analysis attributes of a resource. The
number of attributes
R
′
depends on the application
domain and may vary.
The most used resource attributes concerning a
production-oriented analysis using the example of
body shop in automotive industry are resource
geometry, resource structure, footprint,
manufacturing technology.
The formal specification of a process is given
analogously to the product/resource definitions:
Let A be the set of attributes, which specifies a
process. Then A is finite and there exists a set of
attributes
AA ⊆
′
, which contains the production
oriented analysis attributes of a process. The
number of the attributes
A
′
depends on the
application domain and may vary.
The most used process attributes for production-
oriented analysis using the example of body shop in
automotive industry are process structure, process
sequence, flow of material and additional process
characteristics such as cycle time, operating cost,
etc.
Let
{
}
ARPV
′
′
′
=
,,
be the set of relevant product,
process and resource attributes. For all
Vv∈
the
function
)(: vdomvdom
defines the co-domain
for every attribute. A function
)(: vdomB Bv ∈→ ∪
τ
over a set of attributes
VB ⊆
with
)()( bdomb ∈
τ
for all
Bb
∈
that assigns each attribute to a
feasible value
)(b
τ
, is called Assignment of B.
In order to define compounded attributes, which
are inter-related with other attributes, a calculation
must be defined.
Let
F
be the set of any partially defined
functions
VVPf →)(:
of finite arity over the
power set of
V
, which assigns every set of
attributes to an attribute by a definite and calculable
operator. If
Ff
∈
is such an assignment and if
cBf
=
)(
is true for
VB ⊆
and
Vc∈
, then
f
is
called calculation model for the attribute
c over
B
.
By means of this definition the product structure
(bill of material) attribute of a product component
can be defined as a binary relation
VV
BOM
×⊆→
, for
which
cBBOMBbVBcb BOM
=
∈⊆
∃
⇔
→ )(,:
is true. Thus, a directed graph can be derived. The
relation
BOM→ directly induces the graph’s edges
and the nodes are the referenced attributes, which
represent structures of other components on their
part, as well.
4.2 Modeling and Evaluation
Based on techniques from the knowledge
engineering the modelling and evaluation is
described in this paragraph.
Based on a mathematical model, the new method
should perform algorithmized evaluations of the
product specification regarding manufacturability.
For this purpose an algebraic structure over the set
of relevant attributes is required, which allows the
algorithmized performance of the method.
Let
G be the set of any calculable logical terms
of finite arity over
VB ⊆
. Then
Gg ∈
is referred
to as a condition or predict regarding
B
. The set of
all conditions along with the set of calculation
models build algebra of terms over a set of
attributes. If in a condition g every free attribute is
assigned to a value by
τ
, then the condition results
in a calculable term, which can be evaluated directly
by
{
}
1,0: →Bg
τ
. This logical condition is correct if
the term evaluates to 1.
In order to evaluate the product
manufacturability on a particular production
resource, it is sufficient to prove the correctness of
KEOD 2009 - International Conference on Knowledge Engineering and Ontology Development
168
the conditions over the attribute set of the respective
production process. Such conditions are
characterized as process assertions as shown in the
table below.
Table 1: Process assertions as logical requirements.
Process assertion Description
Manufacturing sequence
is correct
Is the entire manufacturing
sequence correct?
Manufacturing method
is applicable
Is the manufacturing
method applicable?
Flow of material is
consistent
Is the process’ flow of
material consistent?
Due to the complex relations and
interdependencies between relevant information
regarding the products, resources and processes
these emerge between the assertions as well. Using
the example of concrete assertions in Table 1 the
consistence of flow of material, the applicability of
joining method and the compatibility of
manufacturing sequence represent the premise for
the assertion “Manufacturing sequence is correct”.
Concerning this form of knowledge representation,
the most appropriate logical representation of
knowledge is the one given by rules and facts
(Gottlob et al., 1990). The rules are characterized by
postpre GG ThenIF
, whereby the logical premises or
preconditions are expressed by
preG
and the logical
assertions are expressed by
postG
(Puppe, 1991).
Thus, if the premises are correct, then the assertion
is correct as well. In turn, the preconditions consist
of the correlation of the rules and facts set, which are
necessary for the production oriented analysis of a
component, are characterized as validation model as
shown in the table below.
Table 2: Exemplary rules for production-oriented analysis.
Rule 1 IF Conditions to Rule 1
THEN Manufacturing sequence is
compatible
Rule 2 IF Conditions to Rule 2
THEN Manufacturing method is applicable
Rule 3 Conditions to Rule 3
Flow of material is consistent
Rule
Final
IF Manufacturing sequence is
compatible
Manufacturing method is applicable
Flow of material is consistent
THEN Manufacturing sequence is correct
For the evaluation of such rules the backward
chaining inference method is best-suited, since it
aims at proving a given assertion. If the proof cannot
be executed automatically (e.g. due to some rule
which is not included in the knowledge base) this
fact must to be queried by the user (Winston, 1993).
This feature is particularly appropriate with respect
to the integration of external tools (e.g. tolerance
analysis), which implement assertion methods of
high mathematical effort.
4.3 Identification of Solutions
By use of the presented method for production
oriented analysis it can be analyzed, whether the
product can be manufactured on a resource. If not,
the sections of the production resource are identified
in this step, which are not able to manufacture the
particular product component, due to technological
and process-related restrictions. First, the emerging
failure within specification is exactly analyzed.
Therefore, the attributes, which caused the failure
and the particular components, must be identified.
Let
VVf
×
⊆→
be a binary relation over the
set of attributes
V regarding a calculation model
f
and
cbfBbVBcb f =∈⊆
∃
⇔
→ )(,:
are
true. Then given an attribute
Vb∈ by means of the
transitive closure
cb
f
+
→
of f→ it is possible to
find all attributes
c, which are influenced directly
or indirectly by a change of
b.
A requirement evaluating in a wrong way,
indicates to an incorrect specification of a particular
component. The corresponding attributes are
included in the condition directly or via a calculation
model and can be derived by means of the transitive
closure
VV
f
×
⊆→
+
of
VVf ×⊆→
.
Afterwards, all the conditions must be derived,
which are influenced by change of altered attributes
and thus are not potentially satisfiable. Let
Gg
∈
be a defective condition over
AB
′
⊆
and
VVg ⊆
be the set of attributes, on which
g is directly or
indirectly dependent. Then the set of conditions
gG
depending on attributes, which determine
g
, can be
derived as follows:
}:)(,{ bahdefbVaGhgG
f
gg
+
→∈∈∃∈∪=
(1)
Thus, affected components with respect to
product and resource can be identified, which
feature a defective specification. Identifying a
solution is carried out by browsing a solution
catalogue, which includes alternative resource
configurations. After having indentified the
defective component by the means of the described
approach, action alternatives can be defined
FORMAL METHOD FOR VALIDATION OF PRODUCT DESIGN THROUGH KNOWLEDGE MODELLING
169

manually by appropriate engineers based on their
implied knowledge. Afterwards, another iteration
loop of production-oriented analysis must be
executed in order to ensure technologically
manufacturability of the particular component. This
iterative process is then executed for each action
alternatives. In doing so, multiple iterations can be
performed until a proper solution is available.
Therewith, possible resource configurations are the
result of the proposed method, which ensures the
manufacturability of a product component at an
existing production system.
4.4 Application Scenario
The following paragraph describes an application
scenario of the introduced validation method. The
main application is to support the product
development process when developing a new car
that should be manufactured on an existing
production line. In the context of this challenge the
validation method can be applied for continuous
validation of the product specification thorough the
different phases of the product lifecycle.
The core of the framework is the validation
method that is executed in the frame of a validation
procedure. In case that the validation procedure is
positive, the new developed product can be
manufactured on the existing production line. In
case the result is negative, an engineer needs to
change either the product design or the production
resources. At this the validation tool suggests the
possible action alternatives.
To react accordingly on changing requirements
from the production planning, the product
specification needs to be validated iteratively
through the whole product development process.
With the progress of the product development
process the product design gets more mature and
more information can be regarded for the validation.
In the early stages of the development process the
materials are specified. Already at this point of the
development process the engineer should check if
the product materials can be joined using the
technology on the production line.
Later in the development process the product
geometry, joints, functions are defined. These are
the base for further validations (i.e. accessibility
checks). At this point the validation can be done
either by using internal validation methods or using
external ones.
5 CONCLUSIONS
Due to an increasing customer-individualisation and
the growing complexity of the production systems
the integration of new products on existing
production facilities is getting more important. This
work presents an integrated method for validation if
a product component can be manufactured on a
given production line. This is performed by
modeling and evaluating the respective product,
resource and process informaion based on
knowledge engineering techniques. The application
of this method in the industry ensures time reduction
between introducing a new product to the market
and also creates an important improvement of the
decision security for all responsible personnel.
ACKNOWLEDGEMENTS
The authors wish to acknowledge their appreciation
to the European Commission that partially funded
the project and to all the MyCar project partners for
their valuable cooperation and contribution.
REFERENCES
Weyand, L., Bley, H., Kaiser, J.-M., Meißner, R., Bär, T.
2008. Production Oriented Design-Check in Car
Manufacturing – Not Only a Question of Powerful
Validation Tools. In: Intelligent Computation in
Manufacturing Engineering, 6th Conference, Neapel.
Pahl G, Beitz W, Feldhusen J, Grote K-H (2007):
Konstruktionslehre Grundlagen erfolgreicher
Entwicklung. Methoden und Anwendungen, Springer
Verlag. Berlin Heidelberg New York, 7
th
Edition.
Müller, M., 2007. Reifegradbasierte Optimierung von
Entwicklungsprozessen – am besonderen Beispiel der
produktionsbezogenen Produktabsicherung. In: Bley
H, Weber C (eds.) Schriftenreihe Produktionstechnik.
Saarland University, Saarland.
Svensson, D., Malmström, J., Pikosz, P., Malmqvist, J.: A
Framework for Modelling and Analysis of
Engineering Information Systems. Proceedings of
ASME DETC ‘99, 1999. Las Vegas, USA.
Burr, H., Müller, M., Vielhaber, M., 2007. EIMS – A
framework for engineering process analysis. In:
Proceedings of the International Conference on
Engineering Design, ICED ’07, Paris.
Winston, P. H., 1993. Artificial intelligence, Addison-
Wesley Reading. 1
st
Edition.
Puppe, F., 1991. Einführung in Expertensysteme, Springer
Verlag. Berlin Heidelberg, 1
st
Edition.
Gottlob, G., Frühwirt, T., Horn, W., 1990. Experten-
systeme, Springer Verlag. Wien, 1
st
Edition.
KEOD 2009 - International Conference on Knowledge Engineering and Ontology Development
170
