
SEGMENTATION OF THE SOLID BED IN
INFRARED IMAGE SEQUENCES OF ROTARY KILNS
Patrick Waibel, J¨org Matthes and Hubert B. Keller
Institute for Applied Computer Science, Karlsruhe Institute of Technology
Hermann-von-Helmholtz-Platz 1, 76344 Eggenstein-Leopoldshafen, Germany
Keywords:
Rotary kiln, Solid bed, Segmentation, Infrared camera.
Abstract:
This paper presents two novel methods for segmenting the solid bed in infrared image sequences of metal-
recycling rotary kilns. Exploiting the different dynamics and temperatures of gas phase, solid bed and kiln
wall, we developed filter chains for an image segmentation of the solid bed. For the image acquisition we
employed infrared cameras with a spectral filter. Two image processing algorithms were realized according to
the two most common camera positions (frontal and top-left view on the solid bed at the rear-end of the kiln).
Results show that both algorithms are capable to segment the solid bed in the image sequences accurately and
reliably. The work presented here provides a basis for the extraction of characteristic process state variables,
that can help to improve the process control with regard to product quality, energy consumption and emission
reduction.
1 INTRODUCTION
Rotary kilns are industrially used for processing ma-
terials at high temperatures. Reducing the energycon-
sumption, improving the product quality and lowering
pollutant emission are important goals for the opera-
tion of rotary kiln plants. A new approach to achieve
these goals is an advanced process control that uses
additional information from cameras that capture im-
ages from the inside of the kiln. An appropriate image
processing system is necessary to extract meaningful
information of the process state out of the camera im-
ages to be used for the process control.
A rotary kiln is a cylindrical vessel that is slightly
inclined to the horizontal. While the raw material is
mixed by the rotating movement the solids gradually
movetowards the kiln’s lower end. High temperatures
are attained by a burner inside the kiln and exothermic
reactions of the material. Infrared cameras are ca-
pable to capture the spatial arrangement of the solid
bed and the temperature distribution inside the kiln
all at once. An image processing system can enhance
the benefit of the acquired images by identifying spe-
cific process parameters, e.g. filling height, repose an-
gle or movement pattern of the solids (Henein et al.,
1983). Due to varying process conditions the robust-
ness of the applied image processing algorithms is an
important factor. In this paper we address the prob-
lem of segmenting the solid bed in infrared-images of
metal-recycling rotary kilns from the two most com-
mon camera positions (frontal and displaced to the
top-left).
(Zipser et al., 2006) describe a software tool for
monitoring and analyzing of video and infrared im-
ages of combustion processes. In (He et al., 2009) an
intensity-based Fuzzy-C-Means clustering algorithm
for segmenting the solid bed in video images of alu-
mina kilns is presented. (Sun et al., 2008) examine
the segmentation of the solid bed and burner flame
in video images based on texture information and
Fuzzy-C-Means clustering. Our segmentation algo-
rithms process infrared images and make use of in-
tensity as well as dynamic properties in a particular
filter chain to improve the overall segmentation re-
sults. After outlining the image acquisition in sec-
tion 2 the image segmentation method developed for
a frontal view position of the camera is described in
section 3. Section 4 depicts the segmentation algo-
rithm for a top-left view of the camera and section 5
concludes this paper.
2 IMAGE ACQUISITION
The analyzed image sequences were captured at a
metal-recycling rotary kiln located in Freiberg (Ger-
217
Waibel P., Matthes J. and Keller H. (2010).
SEGMENTATION OF THE SOLID BED IN INFRARED IMAGE SEQUENCES OF ROTARY KILNS.
In Proceedings of the 7th International Conference on Informatics in Control, Automation and Robotics, pages 217-220
DOI: 10.5220/0002880402170220
Copyright
c
SciTePress
many). The length of the kiln is 43m with an inner
diameter of 3.6m. We used two different infrared-
cameras, which were installed at the lower end of the
kiln. The first camera (scenario 1) with a a resolu-
tion of 256x128 pixels was located slightly below the
rotational axis of the kiln (Figure 1 left). The second
camera was installed at the top-left of the rotary axis
(scenario 2). It has a resolution of 320x240pixels
(Figure 1 right). Both cameras are equipped with a
spectral filter at 3.9µm where the absorbance of the
burning gas atmosphere is at a minimum. The in-
tensity values of the pixels correspond to absolute
temperatures (400 to 2000
◦
C) with an accuracy of
±5K. A developedimage preprocessing system guar-
antees the validity of the acquired images. In the ac-
quired image sequences the direction of rotation is
anti-clockwise. Therefore the solid bed is moved up-
wards the right side of the kiln with regard to its cur-
rent repose angle. On legal grounds, parts of the air
supply unit had to be blacked out in the presented im-
ages.
Figure 1: Scenario 1 (left) and Scenario 2 (right).
3 IMAGE SEGMENTATION -
SCENARIO 1
3.1 Method
At lower average kiln temperatures the solid bed can
easily be segmented via intensity differences, as the
solid bed is colder than the gas phase in such situa-
tions. However, with increasing temperature the in-
tensity differences of gas phase and solid bed vanish
and a solely intensity-based segmentation algorithm
fails (Figure 2). A robust filter algorithm has to han-
dle both situation in an adequate way. The algorithm
we developed makes use of different intensity proper-
ties as well as dynamic properties of the solid bed and
the gas phase (Figure 3).
In the intensity-based part of the algorithm at first
an automatic thresholding is performed on a region
of interest (ROI) containing the possible locations of
the solid bed. This method aims to find regions with
homogeneous intensity values via multiple threshold-
ing. Then all minimums in the intensity histogram of
Figure 2: Simple threshold segmentation at low (left) and
high (right) mean temperatures.
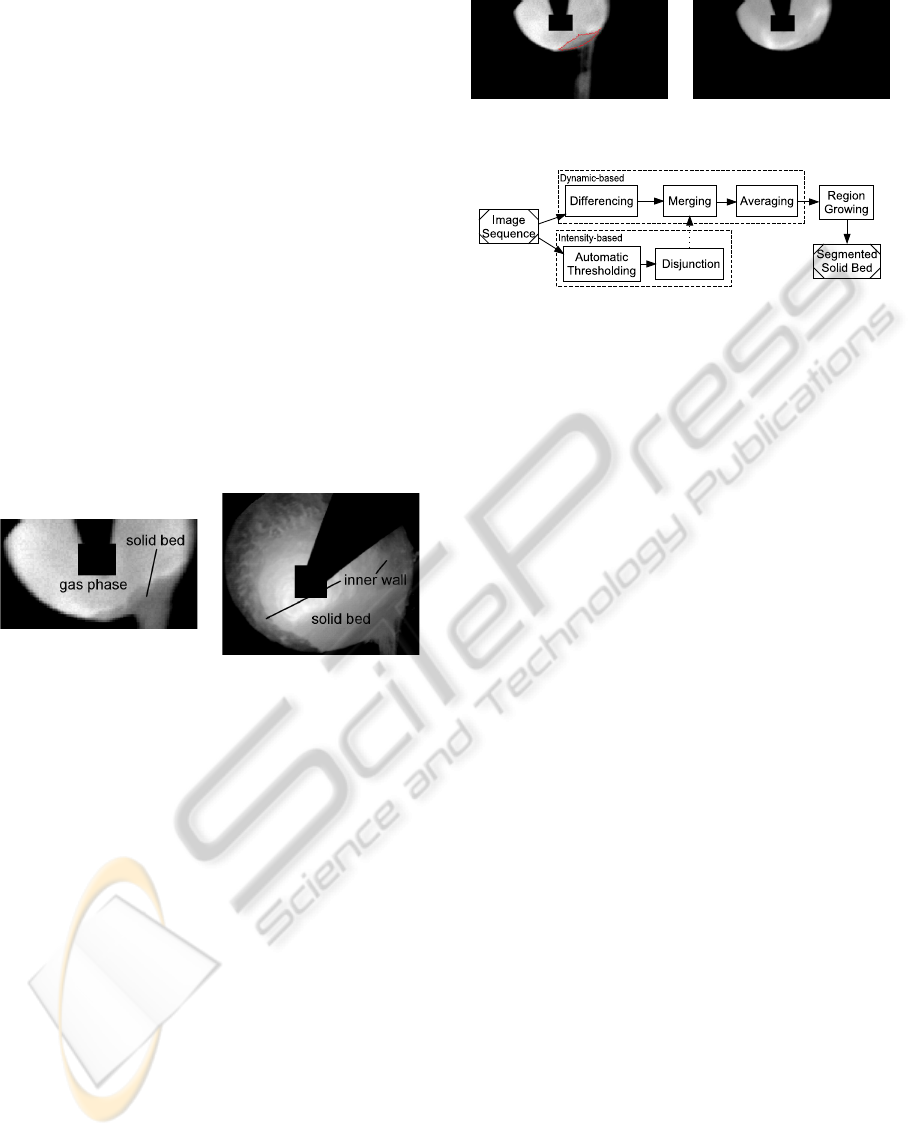
Figure 3: Solid bed segmentation algorithm for a frontal
camera view on the kiln.
the ROI of a single image are located. Each minimum
is used as a threshold segmentation. The segmented
regions are subsequently examined if their mean in-
tensity is below an offset (we used 30K) to the mean
intensity of the entire ROI. Regions with mean inten-
sities above this value are not further considered. The
region with the highest permitted threshold is subdi-
vided in connected pixel regions, whose areas (num-
ber of pixels) are computed. Connected regions with
small areas (we used 30 pixels as threshold) are re-
moved as fluctuations in the gas phase can generate
these regions. Consequently, the remaining connected
regions are defined as solid bed due to their mean in-
tensities and sizes. A grouping of these regions ide-
ally corresponds to the entire solid bed region. How-
ever, in many cases only a part of the solid bed is de-
tected or there is no valid segmentation result at all
(e.g. if the minimum search in the histogram is not
successful). Therefore the dynamic properties of the
solid bed and the gas phase are accounted for in the
segmentation algorithm. The dynamic-based part is
adapted from a modified calculation of the total vari-
ation (TV) of each pixel. Two temporally successive
images are used to compute a difference image (dif-
ferencing). The accumulated absolute differences of
an image sequence reflects the total variation for each
pixel which is an indicator for the fluctuation behavior
of the intensity values. In our algorithm we normal-
ize the total variation with the number of used frames
in order to simplify the comparison of different frame
limits. Therefore this step can be regarded as an av-
eraging of the differences. The intensity values of the
gas phase are usually more fluctuating then the solid
bed’s which leads to higher TVs in the gas phase re-
gion. Nevertheless it is possible that moving lumps
within the solid bed, which are colder than the sur-
rounding material, facilitate high TV values at their
contours even inside the solid bed region. To cir-
cumvent this problem and to improve the overall seg-
ICINCO 2010 - 7th International Conference on Informatics in Control, Automation and Robotics
218

mentation result the intensity-based part is addressed
again. The merging step is the key element of the al-
gorithm. The preliminary segmentation result of the
intensity-based part is combined with the dynamic-
based computations. Cold lumps within the solid bed
are always either segmented solely or together with
the rest of the bed by the automatic threshold step due
to their low temperatures. The automatic threshold-
ing is done with both images which are used for the
respective differencing step. The pixels which are de-
fined as solid bed in at least one of the images are
approved as solid bed region in the disjunction step,
i.e. a relocation of a lump can be captured. Now,
all pixels included in the identified intensity-based
solid bed region are set to 0 in the current difference
image. This merging situationally leads to an en-
hanced distinguishability between the gas phase and
solid bed in the averaged difference images. If the
mean temperature of the kiln is high, the segmentation
algorithm is predominantly based on the dynamics-
based part since the intensity-based part rarely de-
tects the solid bed region. When there is a high con-
trast between solid bed and gas phase in the input im-
ages the intensity-based part boosts the results of the
dynamics-based part due to the merging step. Ad-
ditionally, high difference values at the contours of
moving lumps are prevented through this combina-
tion. For the final segmentation step a region growing
algorithm is implemented.
3.2 Results and Discussion
In figure 2 segmentation results at the frontal view
position with an fixed threshold segmentation are il-
lustrated. The intensity-based threshold segmentation
succeeds to detect the solid bed region in image se-
quences with low mean temperatures of the kiln. As
soon as the temperature rises this method fails. Even
an adaptive thresholding is not applicable at higher
mean temperatures, as there are no intensity differ-
ences between gas phase and solid bed. Figure 4
shows segmentation results with the combined seg-
mentation algorithm. They are each based on 200
frames. It can be seen that the modified averaged dif-
ference images possess high contrasts between solid
bed and gas phase regions also at high mean temper-
atures of the kiln. This enables an accurate final seg-
mentation with the region growing algorithm.
The developedcombinedsegmentation filter chain
proved to be a reliable and precise method to detect
the solid bed in scenario 1 infrared images. This al-
lows the extraction of process relevant solid bed fea-
tures in future works. It is e.g. possible to define a
circle segment with two parameters corresponding to
Figure 4: Segmentation with modified averaged difference
images at low (left) and high (right) mean temperatures.
filling height and repose angle. In an iterative opti-
mization process both parameters are adapted to find
the best-fit of circle segment and segmented solid bed.
Besides acquiring these two parameters, the remain-
ing error between circle segment and solid bed region
can be used to discriminate the bed movement (e.g.
slumping or rolling).
4 Image Segmentation - Scenario 2
Conversely to scenario 1 in this case the solid bed has
to be distinguished from the inner kiln wall instead of
the gas phase. Intensity values cannot be used for the
segmentation since the temperatures of kiln wall and
solid bed are similar. Especially at the upper border
of the solid bed, where solid parts stick to the wall,
an intensity-based segmentation has little prospect of
success. The filter chain we developed makes use of
the different dynamic properties of the kiln wall and
the solid bed. In particular we discriminate the steady
rotating movement of the wall from the specific mix-
ing movement of the solid bed.
4.1 Method
The first step of our segmentation process is a map-
ping. Two circles in the acquired images are set, in
order to define the geometry of the inner surface of
the kiln. Then a geometric mapping of the inner sur-
face to a rectangle is performed (Figure 5 left). With
the mapped intensity values a movement analysis is
conducted. An optical-flow algorithm (Brox et al.,
2004) computes a vector field out of two successive
mapped images (Figure 5 right). Each vector spec-
ifies the direction and the magnitude of the move-
ment of a pixel between two frames. Due to the map-
ping step the rotation of the kiln is transformed in a
rightward movement. Consequently, discriminating
the solid bed from the kiln wall corresponds to de-
tecting the image region that is not constantly mov-
ing to the right. Since the material of the solid bed is
also transported up along the kiln wall before it col-
lapses respectively slides back in the opposite direc-
tion, an discrimination via movement is not possible
at all times. Thus we implemented a moving aver-
age filter which averages the movements of the last
SEGMENTATION OF THE SOLID BED IN INFRARED IMAGE SEQUENCES OF ROTARY KILNS
219

200 frames. In the so computed image the solid bed
can be segmented with a simple threshold operator.
Afterwards the segmented region in the mapped rect-
angular is mapped back to the original image. The
single steps of the segmentation filter chain are illus-
trated in figure 6.
Figure 5: Mapping of kiln’s inner surface to a rectangle
(left) and vector field of mapped kiln’s inner surface (right).
Figure 6: Solid bed segmentation algorithm for a camera
view from top-left.
4.2 Results and Discussion
The averaged horizontal velocities of an image se-
quence are shown in figure 7left. Brighter gray val-
ues correspond to higher velocities. Whereas the dark
vertical stripe on the right side is due to the air supply
unit, the dark stripe more to the left is caused by the
dynamics of the solid bed. After a coarse definition
of the ROI the lower part of the mapped solid bed is
segmented via thresholding. The upper part is error-
prone at some sequences because of the mapping pro-
cess. Nevertheless the remapping of the segmented
region in the original image achieves accurate results
(Figure 7 right). In the next step extensions of the seg-
mentation method will be examined. For instance, the
best-fitting rectangular of the segmented region in the
mapped horizontal velocities will be determined. This
could improve the segmentation results in the more
distant region of the solid bed. Additionally, the dif-
ference between the segmented region and the best-
fitting rectangle could be used as an indicator for the
particular movement pattern of the solid bed.
Figure 7: Averaged horizontal velocity values (left) and seg-
mentation result (right).
5 CONCLUSIONS
The extraction of features from infrared image se-
quences of the inside of rotary kilns provides a high
potential to improve the process control. An impor-
tant requirement is the reliable and accurate segmen-
tation of the specific regions in the acquired images.
In this work we presented image segmentation filter
chains that were capable to segment the solid bed in
infrared images of a rotary kiln from the two most
common camera positions. Results show that the
combination of intensity-based and dynamic-based
features considerably enhance the segmentation re-
sults at a frontal view position of the camera. From a
top-left view on the solid bed the succession of a map-
ping process and an optical-flow computation enables
satisfying segmentation results. In future works the
correlation between extracted solid bed features with
process states will be examined, particularly with re-
gard to improvements for the process control.
REFERENCES
Brox, T., Bruhn, A., Papenberg, N., and Weickert, J. (2004).
High accuracy optical flow estimation based on a the-
ory for warping. In ECCV, pages 25–36.
He, M., Zhang, J., and Liu, X. (2009). Determination of the
repose angle of stuff in rotary kiln based on imaging
processing. In ICEMI, pages 4–97–4–101.
Henein, H., Brimacombe, J., and Watkinson, A. (1983). Ex-
perimental study of transverse bed motion in rotary
kilns. Metall. Trans. B, 14(2):191–205.
Sun, P., Chaia, T., and jie Zhou, X. (2008). Rotary kiln
flame image segmentation based on FCM and gabor
wavelet based texture coarseness. In WCICA, pages
7615–7620.
Zipser, S., Matthes, J., and Keller, H. (2006). Camera aided
control of combustion processes with the software tool
inspect. at - Automatisierungstechnik, 54:574–81.
ICINCO 2010 - 7th International Conference on Informatics in Control, Automation and Robotics
220
