
KANBAN SHARING AND OPTIMIZATION IN BOSCH
PRODUCTION SYSTEM
Pedro Salgado and Leonilde Varela
Department of Production and Systems, School of Engineering, University of Minho, Gualtar Campus, Braga, Portugal
Keywords: Kanbans, Cellular manufacturing system, Information and resource sharing, Optimization, Bosch
production.
Abstract: Information sharing and optimization is a key factor for effective knowledge management, which is based
on data exchange, communication and technological infrastructures and standardization, being essential in
order to remain competitive in the today’s global market scenario. In this context, human functions are also
relevant, and in this work we refer to the interaction of both in the optimization of Bosch Production
System. Therefore, the aim of this paper consists on presenting the minimization of kanbans, when sharing
this information in a proposed cellular manufacturing environment in Bosch production, in order to enhance
workflows and material and work in process management as well as human interactions and production
performance and productivity.
1 INTRODUCTION
Knowledge management (KM) is concerned with
the analysis and technical support of practices used
in an organization to identify, create, represent and
enable the adoption and leveraging of good practices
embedded in organizational processes. Effective
knowledge management is an increasingly important
source of competitive advantage, and a key to the
success of contemporary organizations.
KM focuses on some core components including:
people, processes and technology and an important
concern aims at taking an organizational focus, in
order to optimize organization aspects and
workflows.
In order to accomplish effective KM information
sharing (IS) is a key element. Increasingly important
information is enabled through kanbans technology
implementation, and in this paper we aim at
optimizing it, in order to enable an improved
knowledge management scenario in Bosch
production.
Information sharing and optimization is a key
factor for effective knowledge management, which
is based on data exchange, communication and
technological infrastructures and standardization,
being an essential element to remain competitive in
the today’s global market scenario. In this context,
human functions are also relevant, and in this work
we refer to the interaction of both in the optimization
of Bosch Production System (BPS). Therefore, the
aim of this paper consists on presenting the
minimization of kanbans, when sharing this
information in a proposed cellular manufacturing
environment in Bosch production, in order to
enhance workflows and material and work in
process management as well as human interactions.
Kanban, a Japanese word, means a board or card
with visual information. In TPS (Toyota Production
System) kanbans are used to conduct the information
flows in the manufacturing system in order to pull
the material flows from upstream to downstream.
The operations of various types of kanban systems
were documented thoroughly by Monden (1993) and
published even before the TPS has caught the
attention of the majority of U.S. manufacturers.
In order to better summarize this contents, this
paper is structured in 5 sections. Next, in section 2
we will briefly refer to Lean a Just-in-time (JIT)
management and related technologies. In section 3
we present a literature review about some work
carried out in this areas and in section 4 the
implementation of kanbans and related technologies
to Bosch production is briefly described and some
important advantages are pointed out comparing the
proposed scenario with the existing one. Finally, in
section 5, some conclusions are reached.
81
Salgado P. and Varela L..
KANBAN SHARING AND OPTIMIZATION IN BOSCH PRODUCTION SYSTEM.
DOI: 10.5220/0003102600810091
In Proceedings of the International Conference on Knowledge Management and Information Sharing (KMIS-2010), pages 81-91
ISBN: 978-989-8425-30-0
Copyright
c
2010 SCITEPRESS (Science and Technology Publications, Lda.)

2 LEAN AND JIT MANAGEMENT
Levy (1997) defines lean production as "a tightly
coupled flexible system" centered on JIT, delivery
and low inventories. To achieve this requires the
elimination of defects, supply production problems
and other delays in the product pipeline. It also
requires high levels of responsiveness to changes in
demand from customers. To this end, continuous
improvements are necessary in component quality,
in production control, reduction of lead times (as
well as lot sizes and set-up times) and shortening of
product development cycles.
To work effectively lean production requires a
high coordination between suppliers and customers,
rapid flows of products and information and JIT
deliveries.
It is difficult for a modern manufacturing system
to make the many different kinds of available
products in low quantities, with high quality and low
cost at just the right time. Moreover, in order to
survive in the global competitive market
manufacturing enterprises must increase their
productivity and profitability through greater shop
floor agility. As the manufacturing environment
from mass production through to flexible and lean
manufacturing moved towards an agile
manufacturing philosophy, there was a drastic
impact on all manufacturing-related activities (Kidd
P.T., 1995, Cheng K., 1998). Therefore,
manufacturing systems must adapt themselves at an
ever-increasing pace to incorporate new information
technology and new products as well as new
organizational architectures.
A kanban system facilitates lean principles in a
simple and effective way. While reportedly
successful in many manufacturing firms, the
conventional kanban systems using physical cards
suffer from human errors, limited tracking
capability, and so on. To make the information flow
leaner, software providers add new features to their
existing programs for manufacturing systems to
computerize kanban activities. As Web-based
technologies advance rapidly, developing an entirely
Web-based kanban system appears to be feasible and
promising.
Kidd (1995) established that a kanban system
typically performs efficiently and effectively in shop
floor control when the demand is repetitive and
stable. It also applies to adjacent suppliers,
customers, and even within a global supply chain to
facilitate just-in-time (JIT) delivery (Cheng K., et al,
1998).
In the past decade, lean manufacturing concepts
have shown significant influence in the way jobs are
performed. Eliminating non-value added activities in
response to customer’s true demand, i.e., value,
makes manufacturers leaner and eventually stronger
in the marketplace.
Levy (1997) summarized lean thinking into
value, value stream, flow, pull, and perfection.
Among them, the pull concept is the key to carrying
out a smooth flow of value stream. It aligns
production targets throughout the system with end
customer’s demand and hence minimizes inventory
and work-in-process (WIP).
As lean manufacturing gains popularity globally,
the impact of implementing pull or kanban system
becomes clearer. Mortimer (2008) summarized the
major advantages of implementing pull system,
including: (1) shorter lead time, and hence, higher
flexibility to demand changes; (2) reduced levels of
inventory and other wastes: (3) capacity
considerations that are restricted by the system
design, and (4) inexpensive to implement. Moreover,
Hirano (2009) compared the pull-and-push systems
in terms of production planning and control and
conclude that pull system is more efficient, easier to
control, more robust, and more supportive of
improving quality. In general, implementing kanban
system for pull concept contributes to a higher level
of customer satisfaction by providing products with
lower cost, shorter lead time, and more stable
quality, while the supplier enjoys a more
manageable production environment with lower
WIP and inventory.
From the viewpoint of implementing kanban
system in practice, the “paper card” system is known
to be simple and effective, and requires little
investment.
Fax and e-mail are commonly used as the means
of dispatching kanbans among distant sites, when
delivering physical kanban is no more considered
efficient. For production control, the number of
kanban can be adjusted within a range to meet the
capacity requirements. Using demand leveling, the
pull system remains stable when demand fluctuates
in a certain range. When the product variety,
demand fluctuation, capacity requirement, or
distance between facilities drops out of the
acceptable range, the kanban system becomes too
complicated and difficult to manage. As a result,
mistakes arise, and significant workforce can be
wasted on managing and maintaining the kanban
system.
Beside the effectiveness of information delivery,
visibility is another critical issue of the paper-based
KMIS 2010 - International Conference on Knowledge Management and Information Sharing
82
kanban system. Within a workstation or production
cell, the conventional kanban system enhances
visibility of workflows by the paper cards.
“Seeing” the flow of value stream is the key to
building a lean system. Information technologies
provide the tools that can greatly enhance the
visibility of a kanban system. Therefore, e-kanban
system with real-time data transaction and
monitoring becomes the natural solution for
eliminating the weaknesses of the kanban systems.
While reportedly successful in many
manufacturing firms, the conventional kanban
systems using physical cards suffer from human
errors, limited tracking capability, and so on. To
make the information flow leaner, software
providers add new features to their existing
programs for manufacturing systems to computerize
kanban activities. As Web-based technologies
advance rapidly, developing an entirely Web-based
kanban system appears to be feasible and promising.
Ohno (1988), Monden (1993), and Slack (2007)
stated that a kanban system, when well applied in
organizations has as main advantages: eliminating
waste, enhancing control levels in the shopfloor,
through the decentralization and simplification of
operational processes; lead time reduction;
improvement of the company’s reactive capacity to
its clients; stock level adjustment to regular
oscillation of demand; reduced wip stock;
elimination of intermediate and safety stock; and
production lot size reduction and all these aspects
and advantages motivated this work.
2.1 JIT and Kanban Calculation
“The JIT production system is a market-oriented
production system that rests entirely on the
foundation of serving client needs. JIT, or "Just in
Time" refers to the timing of production flow; goods
are delivered to the manufacturing lines just in time
to be used, just in the immediately quantities and
just to the production process that need them. Saying
"in time" is not enough, since parts can arrive at
processes a week or to two prior to their use and still
be there "in time". That is why the most important
word in Just-In-Time is the first word "just". Goods
need to arrive within minutes, not days or weeks, of
their use on the production line. Only then can we
eliminate waste in such forms as overproduction,
waiting for late deliveries and excess inventory”
(Hirano, 2009)
In the literature several different kanbans
calculation formulas exist, namely the ones put
forward by Shingo (1989), and Monden (1993).
In the opinion of Shingo (1989), the
determination of the number of kanbans is far away
from being as important as the improvement of the
production system in order to minimize the number
of kanbans. Shingo (1989) presents a simple formula
for the determination of the number of kanbans
necessary:
(1)
K = number of kanbans;
Q = quantity of products in batch production;
α = minimum security stock level;
n = quantity of products transported on a pallet.
Monden (1993) presented a wider formula for
kanbans calculation:
(2)
k = number of kanbans;
d = demand on the planned period;
te = waiting time, defined from the time since the
necessity of production is defined until
effective production starting time;
tf = time it takes to produce a container (one
kanban) of products;
β = safety factor (around 15%);
c = container capacity.
3 LITERATURE REVIEW
In the late 1980s and early 1990s, researchers started
to intensively investigate the mechanism and
benefits of kanban systems. Various studies were
carried out, such as simulation analysis, analytical
modeling, system re-design, and so on (Askin, R. G.,
et al, 1993, Slack, 2007).
Various types of kanban systems and related
techniques have been developed at Toyota (Monden,
Y., 1993, Shingo, S., 1989). The system can be
applied internally on a shop floor and also externally
between distant facilities.
E-kanban systems have been developed based on
existing ERP (enterprise resources planning)
systems, electronic data interchange (EDI)
connections, and web-based technology (Cheng, K.,
et al., 1998, Wan, H. et al, 2007, Ming P. T. and
James T. Lin, 2004). In order to support the kanban
activities, providers of ERP systems started to
extend their products with pull or kanban modules.
A few other e-kanban systems have also been
developed recently by software providers, including
Datacraft Solutions, eBots, SupplyWorks, among
others (Monden, Y., 1993).
KANBAN SHARING AND OPTIMIZATION IN BOSCH PRODUCTION SYSTEM
83
Even Toyota, the creator of the kanban system,
has adapted an e-kanban system for sending external
pulling signals to distant suppliers (Ohno, T., 1988).
The paper presented by Ming P. Tsai and James
T. Lin (2004) presents advantages, limitations, and
challenges of web-based kanban systems. They
developed an experimental program based on
popular web programming platform and technology,
based on PHP+MySQL. The server-executed
program features cross-platform compatibility, real-
time tracking and performance monitoring, and
greatly enhanced information contents compared to
physical kanbans.
Therefore, human errors were minimized by the
automated transactions; nevertheless, the interfacing
and data maintenance still required further research
efforts (Hung-da Wan, F. Frank Chen, 2007).
Rothenberg (2004) reported that some printing
companies that implement the Lean Production
methods have been successful using the 'pull' or
kanban in some specific segments of their business.
Generally, in business it is important to implement a
kanban system to produce only the quantity ordered,
and managing production under Just-in-time
principles.
Lean and JIT technology can also greatly profit
from cell systems and Hyer (1984) collected data on
20 U.S. firms. A detailed questionnaire was
employed to gather information on the costs and
benefits of cellular manufacturing. A large majority
of the respondents reported that the actual benefits
from implementing cellular manufacturing met or
exceeded their expectations. Specific savings
generally occurred in reductions of lead times,
throughput times, queuing times, setup times, work
in process, labor costs, material handling costs, and
in easier process plan preparation.
4 BPS AND KANBANS
The main activity of Bosch Car Multimedia
Portugal, Lda. Is the production and assembly of
car-radios. The production process of this enterprise
is, in general, divided in two main areas: An upper
level, composed by the automatic insertion area of
components and an area for storing the material
needed in this area.
The lower level is composed by the manual
components insertion area and by several storage
areas.
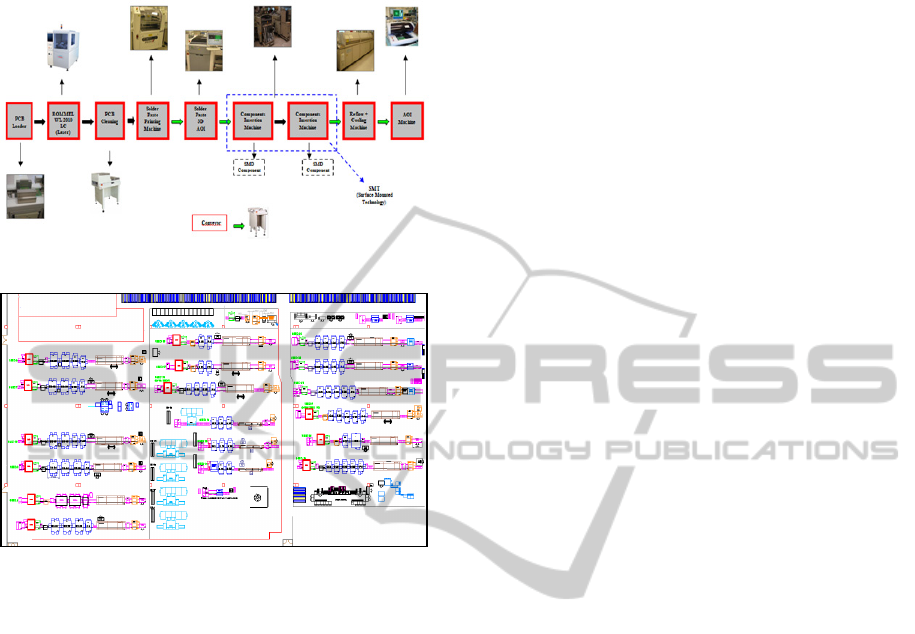
The automatic components insertion area
integrates several assembly lines, which are
dedicated to the production of Pressed Circuit
Boards (PCB), namely: Main Boards, Switch
Boards, Antennas and Tuners.
The production process starts in the automatic
components insertion area, where the automatic
assembly of the PCBs takes place, after which it
passes to the final assembly, where the manual
components insertion process is carried out in PCBs.
4.1 Existing Scenario
The production programming is performed in the
Bosch Production System (BPS) in two steps. First
an annual plan is established and next a monthly
based plan is prepared. Based on these plans, the
daily production programming is determined in
detail. The information about the daily production
programming is managed by the kanban system, by
using information cards. Through this system, which
is based on pull production principles, the previous
process produces just the quantity to be used in the
subsequent process, therefore, eliminating the
necessity of planning the production on all
production processes and thus avoiding
overproduction.
In the BPS, the type of kanbans used for caring
out this work was the cards attached to the material
containers.
The material received from the storage area is
removed from the supplier package and put in
standard boxes, which are passed to the production
lines by the “Milkrun”. The kanban card goes
attached to the boxes, identifying them.
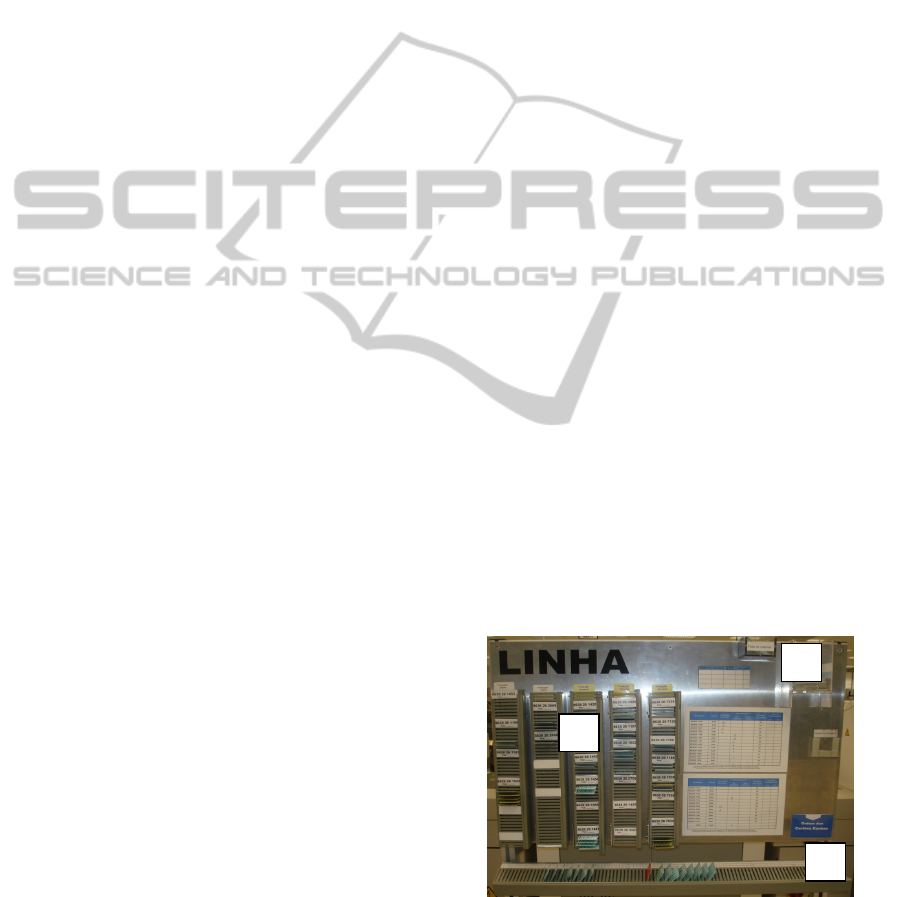
In the entry point of each production line, in the
automatic components insertion area there is a
kanbans board, as illustrated in Figure 1, where the
batches of each product are defined and a rule about
production planning.
Figure 1: Kanban board.
This kanbans board is divided in three important
areas. One area refers to the composition of the
batch for each product, indicated by letter A.
A
B
C
KMIS 2010 - International Conference on Knowledge Management and Information Sharing
84
Another is the kanbans buffer (B) and finally the
planning ruler, indicated by a letter C.
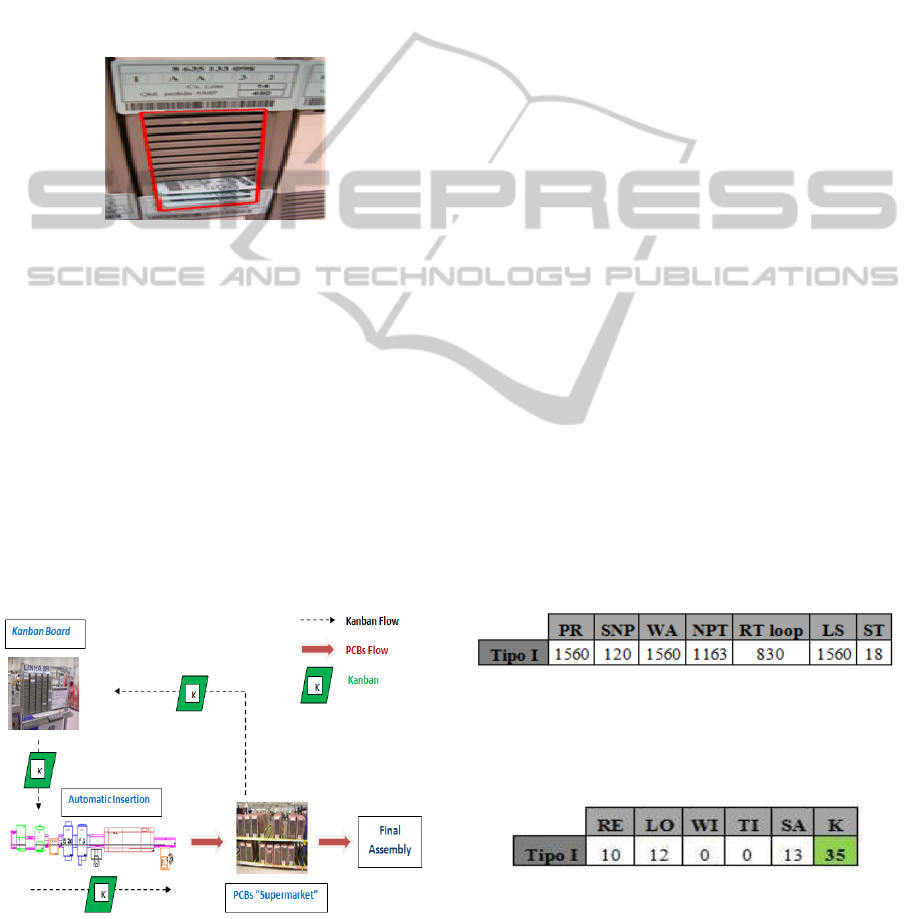
The kanban systems works as follows: first each
time kanbans arrive to the board, coming from
production they are inserted in the batch
composition area of the corresponding product.
Next, at the time the number of batches is reached,
i.e., when this area is full, for a given product, the
cards are placed in an existing box (buffer). In this
same box there is a red line, and once it is reached
indicates that someone responsible has to pay
attention to this information (Figure 2).
Figure 2: Product lot size.
Once the kanbans are put into a box they are used
based on the First In First Out rule, so that the first
kanban inserted into the box is also the first one
coming out from it.
After being removed from the buffer, the kanbans
are put into the programming ruler placed on the
bottom of the board, where the production
programming of the three daily production periods is
expressed, based on the production times referred on
each kanban. This ruler is divided into several 5
minutes based spaces. Notice that the kanbans
distribution on the programming ruler is performed
by a production line worker each time a new work
period starts.
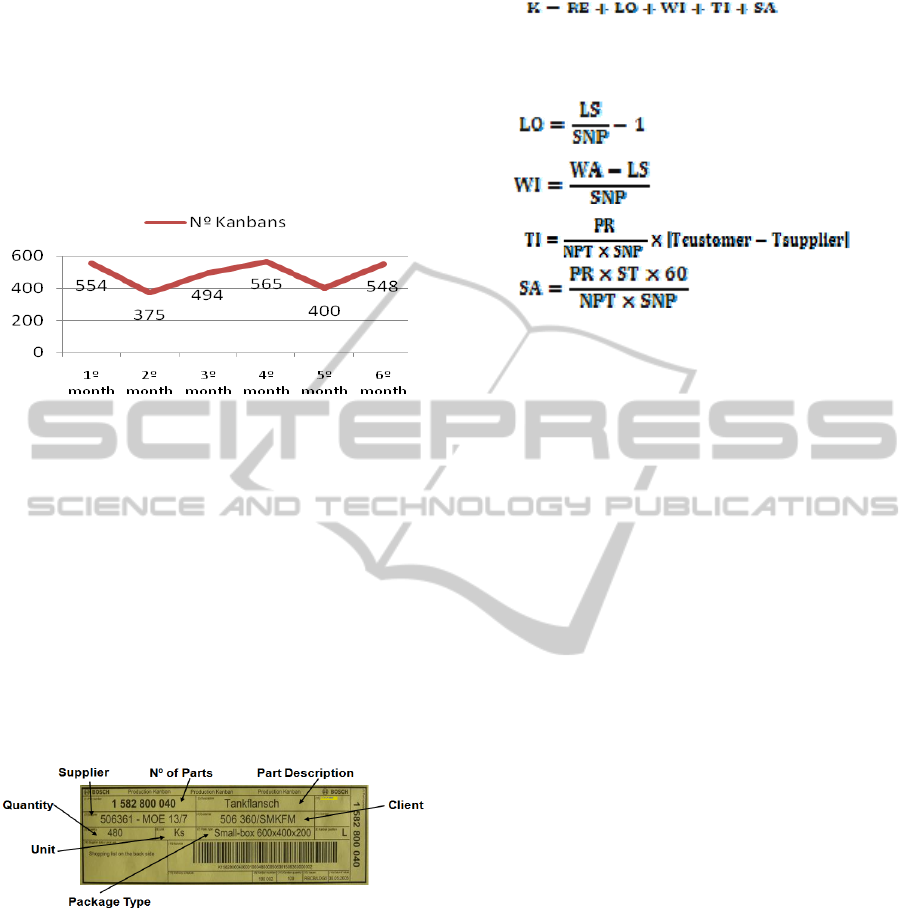
Figure 3: Kanban flow in the production line.
After all the previously described steps, the
kanban follows to the production line, being
attached to a container on the end of the line, from
which it follows to the supermarket, where it is
going to wait for being necessary on the manual
insertion area. Once the containers are transported to
the final assembly area the kanbans are placed back
on the board in order to start a new production cycle.
Figure 3 illustrates the kanban and the PCB flows in
the production line.
In order to illustrate the kanban calculation let us
consider an example about a PCB product, which we
are going to refer as a “Type I”. The daily based
requisites (PR) of this product are around 1560
units/day, which corresponds to the quantity that
BPS has to produce on a daily basis.
The standard number of pieces (SNP) is 120
units. This means that one box with 120 units will
correspond to a kanban.
Production is based on a model that includes
three work periods per day (24 hours = 1440
minutes), including intervals of 90 minutes
(including breaks) and intervals of 187 minutes,
including stopping periods, namely due to line
stopping, due to technical problems or related to
quality requisites. This conducts to an effective
production time (NPT) of 1163 minutes (1440 min –
90 min – 187 min = 1163 min).
The processing time of one piece is 30 minutes
and the production line cycle time is 15 seconds.
Let us consider a client that needs the product
type I every day. So, the quantity removed within
the period (WA) for the products are: 1560
units/day. The recharging time (RT loop) for the
product type I is of 830 minutes.
Table 1 presents the values previously referred.
Table 1: Product type I main values (a).
Based on the values presented in Table 1 we can
now calculate the values of RE, LO, WI, TI and SA,
shown in Table 2.
Table 2: Product type I main values (b).
The time gap coverage (TI) is zero, due to
inexistence of difference between the time shift
model of the customer (Tc) and the supplier (Ts).
The value of withdrawal peak coverage (WI) is also
zero once the quantity removed in the periods; the
KANBAN SHARING AND OPTIMIZATION IN BOSCH PRODUCTION SYSTEM
85
withdrawal amount
(WA) is the same as the lot size
(LS).
Therefore, we have 35 kanbans for the product
type I and 33 kanbans of product type II.
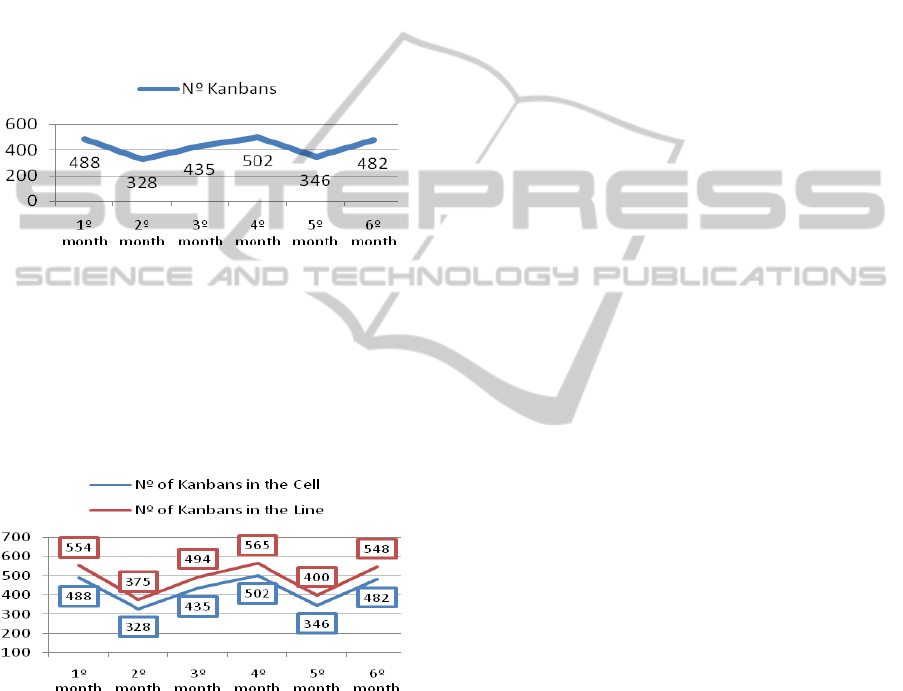
Based on a demand on the first month of 24.780
units, the number of kanbans necessary at the end of
the month will be 554 units. Next we present a
graphic expressing the number of kanbans necessary
at the end of each month on a six month period.
Figure 4: Number of kanbans for six months.
At the end of the six months period the total
number of kanbans necessary was 2.936 kanbans.
The Kanban system is an information system to
control harmoniously the production quantities in
every process (Monden 1983).
The term kanban has sometimes been used as
being equivalent to “JIT planning control” or even to
the whole of JIT, However, kanban controlled is a
method for operationalizing a pull-based planning
and control system. It is sometimes called the
“invisible conveyor” which controls the transference
of material between the stages of operations (Slack
et al, 2007).
Figure 5: Kanban example.
Shingo (1989) stated that the determination of
the number of kanbans is yet very far away from
being as important as the improvement of the
production system in order to minimize the number
of kanbans.
Besides that, several formulas have been put
forward for determining the number of kanbans
which consider forecast factors, namely demand
forecast, and also products processing and waiting
times between processes.
The BPS formula used to calculate kanbans (K) is as
follows:
(3)
Where,
RE = (PR×RTloop) / (NPT×SNP
)
(4)
, If LS>SNP
(5)
, Only if WA>LS, else WI=0
(6)
(7)
(8)
RE - replenishment time coverage
LO - lot size coverage
WI - withdrawal peak coverage
TI - time gap coverage
SA - safety coverage
Tc - shift time model of customer (minutes);
Ts - shift time model of supplier (minutes).
PR – requirement per period [pieces/period];
RT loop – replenishment lead time [minutes];
NPT – working time [minute/period];
SNP – standard number of parts per kanban [pieces];
LS – lot size [pieces];
WA – withdrawal amount [pieces/period];
ST – safety time (hours);
At the entry point of each production line, in the
automatic insertion area is planned to exist a laser
machine for printing codes (bar code 1D and data
matrix code 2D). In the existing scenario only three
lines are already integrating the laser machine, but in
the future, in order to enable the BPS to satisfy the
total demand, a total of 12 lines, and each one
integrating a laser machine will be necessary to
implement. These codes are important for enabling
the operators to identify the PCBs, in the on going
processing along the processing system, and in the
screening and programs selection on machines in the
automatic and in the manual insertion areas,
therefore contributing to the improvement of
production control and to the final product quality.
These lines are characterized as common
production lines, where the product enters on the
beginning of the line and subsequently passes from
one work centre to the next one, without skipping or
re-entering any one, and maintaining, therefore, a
typical straight forward production flow (Baker e
Trietsch, 2009, Black, J. T., 1991).
Due to some relevant inconveniences detected on
the existing BPS lines there was a need to propose
another kind of production system to supply the
automatic insertion area, which is going to be
described in the next section. Figure 8 shows the
location of the production lines, which are 7 and
KMIS 2010 - International Conference on Knowledge Management and Information Sharing
86
each one includes the laser machines as well as a
common local stockage area.
Figure 6: Production line phases.
Figure 7: Kanban-line system layout.
4.2 Proposed Scenario
The existing BPS scenario composed by production
lines revealed some significant disadvantages for the
company, namely in terms of the high investment
that had to be made for acquiring the 12 laser
machines. Another disadvantage about the lines
arises from the lack of flexibility of those production
systems, as they do not enable to rapidly adapt to
changes in order to satisfy different kind of client
demands and different products, and the consequent
changes on the product design and processing
requirements (Black, 1991).
Another problem arises from the fact that if one
machines stops working this may cause the complete
production stopping (Slack et al, 2007).
Therefore, the company presented a new
proposal, which considers modifying the production
system to a cellular manufacturing system. In this
kind of system instead of having one laser machine
per line, and 12 lines, we only have to integrate 7
lines, disposed as a cell, and the corresponding 7
laser machines. So, we reduce in 5 lines and 5 laser
machines, in the new scenario. Therefore, the
company has to buy only 4 new laser machines, to
complete the 7 necessary for serving the automatic
insertion area, as 3 of them already exist. So, in case
of maintaining the production lines scenario the
company would have to buy more 9 laser machines,
instead of 4, which would represent a big investment
requirement.
The proposed cell configures typical
characteristics of manufacturing cells, including
some typical aspects that characterize the so called
just in time cells (JITC) and the quick response
manufacturing cells (QRC).
The JIT cells are well known under the scope of
JIT principles and objectives, namely, zero defects,
zero setup times, zero stocks, zero extra
manipulations, zero breakdowns, and zero deadlines
and also unit lot sizes (Singh, N. et al, 1996).
Nowadays it is convenient to use JIT cells, as
they are wel suited for integrating group technology
features and principles (Suri, R., 1998), therefore,
being able to adapt very well to products families
production, which is quite adequate in the BPS, in
order to fulfil the requirements of producing PCBs
product families. PCBs belonging to a same family
share several kind of similarities, namely related
with, processing and manipulation requirements, up
to geometrical and dimensional and/or materials
related similarities.
Once BPS faces a growing necessity to satisfy a
wider range of product specifications and
differences, it turns out increasingly more important
to be able to easily and fast adapt and change the
production system and processes in shorter time
periods and this flexibility and quick response are
some of the most relevant characteristics enabled by
manufacturing cells (MC). (Hyer, N., 1984).
Moreover, MC also enable reaching better product
quality levels at the same time as productivity is
maintained at competitive levels and material
transportations and stock levels are minimized
(Singh, N. et al, 1996).
Regarding the relation with clients, this kind of
manufacturing environment also suits very well, as
cellular the quick time model also aims at enabling
reduced production and delivery times of products
combined with offering a widened range of product
differences, in order to meet the costumers needs
and product specifications, in increasingly more
reduced due dates (Suri, 1998, Slack et al, 2007).
The proposed layout for the automatic insertion
area is presented in Figure 9 and shows the location
of the proposed manufacturing cell. As we can
observe, this proposal led to the need of an
additional area of about 529 m2, for implementing
the cell.
KANBAN SHARING AND OPTIMIZATION IN BOSCH PRODUCTION SYSTEM
87
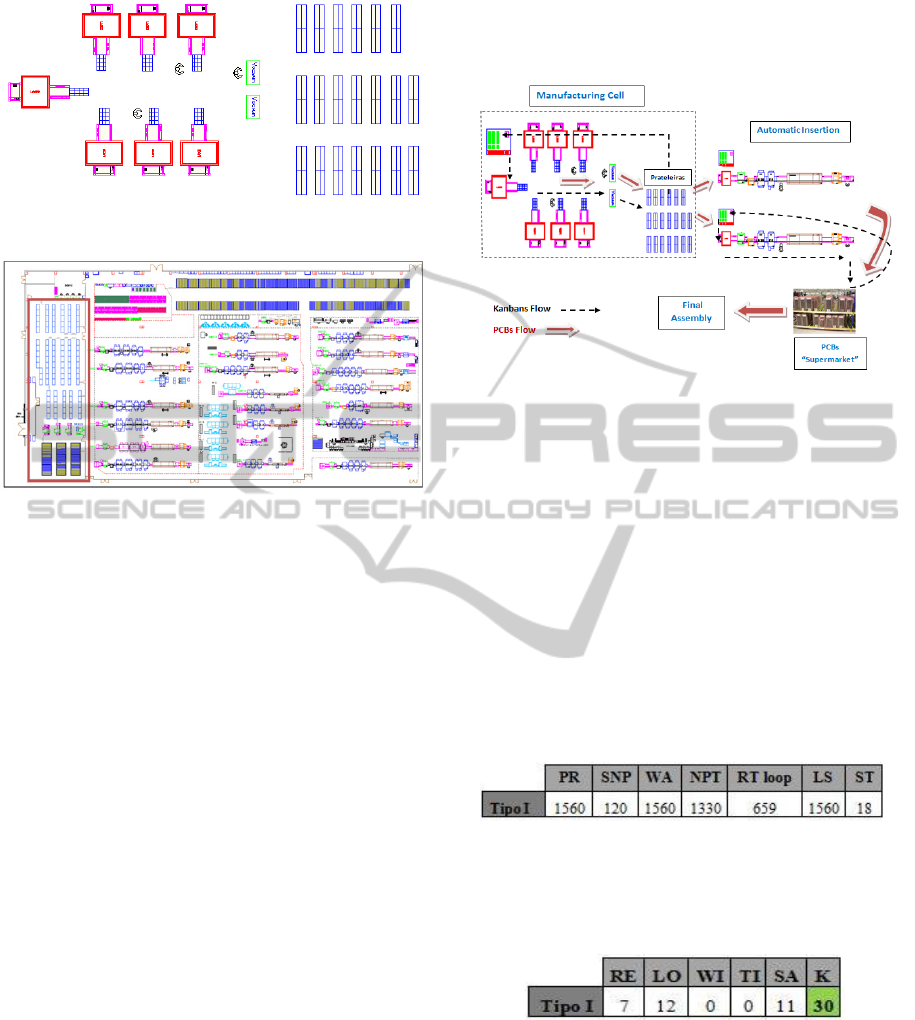
Figure 8: Cell.
Figure 9: Automatic insertion area layout.
When the final assembly need material coming
from automatic insertion area the containers placed
in the stockage area, located at the end of the
automatic insertion lines are transported, through
milkruns, to the final assembly, were the final PCBs
processing step takes place. Therefore, only when
the containers are transported to final assembly
kanbans are released in order to go back to the
kanbans board and start a new cycle.
In a similar way, when the automatic insertion
area requests material to the cell the materials
grouped in the local storage area (the so called
supermarket) located at the end of the manufacturing
cell, are transported to the lines, where the automatic
components insertions in the PCBs takes place.
Therefore, every time a kanban returns from the
supermarket to the board it is incorporated in the
corresponding product area in order to constitute a
new product batch. Once the product batch level is
reached the corresponding cards (kanbans) are put
on its buffer, which is a box, where the cards are
being removed accordingly to the FIFO rule.
After being removed from the buffer, the
kanbans are placed into a programming rule, located
at the bottom of the kanban board, where the
production programming is establisher for a rage of
three daily working periods, based on the production
times referred on each kanban. After leaving the
programming ruler the kanban follows through the
whole line and cell being attached to a container at
the end of line and the cell and moving towards the
supermarket, where it waits until it is necessary in
the automatic and in the manual components
insertion areas.
Figure 10: Cell kanban system.
In order to enable to establish a better data
comparison the same PCBs example used for the
line case is going to be used for the proposed
cellular manufacturing case.
In the proposed scenario only the NPT and the
RT loop values are different. This is due to proposed
manufacturing cell environment, which enables
setup and processing time’s reduction. Therefore,
the net production time (NPT) increases but the
replacement time reduces and at the end we obtain a
reduced product processing time (25 minutes) and
cycle time (9 seconds), as shown in Table 3.
Table 3: Cell parameters calculation
With these values we were able to calculate the
associated RE, LO, WI, TI and SA values as
follows.
Table 4: Cell kanbans calculation
As we can observe in Table 4, the number of
kanbans reduced from 35 kanbans to 30 kanbans.
This corresponds to reducing 5 kanbans per day and,
therefore, a reduction of 100 kanbans per month (20
working days), maintaining the product demand.
Thus, in a range of 6 months we are able to obtain a
significant reduction of around 600 kanbans.
The kanbans reduction is due, on one hand, to
the increase on the NPT and to the reduction on the
cell replenishment time.
KMIS 2010 - International Conference on Knowledge Management and Information Sharing
88
Ohno (1988) referred that the number of kanbans
reduction led to the reduction of the intermediate
and final stocks levels, enabling a better adjustment
to the regular demand variation. Moreover, Shingo
(1996) stated that eliminating stocks reduces down
to 40% on labour costs.
For the proposed cell scenario the same forecast
analysis was carried out as for the line case, based
on the same product data, covering a range of 6
months, and the results obtained are expressed in
Figure 11, which shows that at the end of this
planned period a total of 2.581 kanbans was
obtained.
Figure 11: Number of kanbans in the proposed cell.
Comparing the results obtained for the proposed
cellular manufacturing system with the existing line
system we can observe that the total number of
kanbans reduced significantly. At the end of the six
months period analysed, the number of kanbans
reduced from 2.936 in the line scenario down to
2.581 (less 355 kanbans) in the cell scenario.
Figure 12: Total number of kanban comparison.
In Figure 12 we can observe the variations of the
number of kanbans, along the six month period, in
both scenarios simultaneously for a better
comparison. Therefore, we were able to obtain a
reduction of around 12 % of the number of kanbans
necessary in the proposed cell scenario at the end of
the six months (from 2.936 to 2.581). This is mainly
due to the increase of the net production time (NPT)
and to the reduction of the replenishment time (RT
loop) in the proposed cell system.
As shown in Figure 12 it is expectable that
product demand suffers some variations from month
to month. Therefore, when a demand increase occurs
is it normal to also have an increase in the number of
kanbans necessary, and vice versa. Ohno (1988)
stated that fluctuations of around 10 to 30% may be
managed without significant changes on the number
of kanbans necessary. Nevertheless, the real
implementation is the most reliable indicator and the
kanbans calculations will change accordingly to the
company’s nature.
On the other hand, regarding the production
system itself, Black (1998) already stated that the
main advantage, even in terms of the umber of
kanbans, arises from the implementation of cellular
manufacturing systems, instead of production lines,
mainly due to it’s increased flexibility, i.e., the
greater capacity that this kind of production system
presents to quickly react to changes, namely the ones
caused by externally imposed changes, where
variations on the demand is included, and also
internal ones, related to product project changes and
changes due to an increased variety of products.
The advantages derived from cellular
manufacturing in comparison with traditional
manufacturing systems in terms of system
performance have been widely discussed by Askin et
al (1993) and Singh (1996). These benefits have
been established through simulation studies,
analytical studies, surveys, and actual
implementations and they can be summarized as
follows:
• Setup time is reduced. A manufacturing cell is
designed to handle parts having similar shapes
and relatively similar sizes. For this reason,
many of the parts can employ the same or
similar holding devices. Generic fixtures for
the part family can be developed so that time
required for changing fixtures and tools is
decreased.
• Lot sizes are reduced. Once setup times are
greatly reduced, small lots are possible and
economical. Small lots also smooth production
flow.
• Work-in-process (WIP) and finished goods
inventories are reduced. With smaller lot sizes
and reduced setup times, the amount of WIP
can be reduced. Askin et al (1993), showed that
the WIP can be reduced by 50% when the
setup time is cut in half. In addition to reduced
setup times and WIP inventory, finished goods
inventory is reduced. Instead of make-to-stock
systems with parts either being run at long,
fixed intervals or random intervals, the parts
KANBAN SHARING AND OPTIMIZATION IN BOSCH PRODUCTION SYSTEM
89

can be produced either just-in-time in small
lots or at fixed, short intervals.
• A reduction in flow time is obtained. Reduced
material handling time and reduced setup time
greatly reduce flow time.
• Tool requirements are reduced. Parts produced
in a cell are of similar shape, size, and
composition. Thus, they often have similar
tooling requirements.
• Throughput times are reduced. In a job shop,
parts are transferred between machines in
batches. However, in CM each part is
transferred immediately to the next machine
after it has been processed. Thus, the waiting
time is reduced substantially.
As a result of these characteristics, product
quality is also improved: As the parts are transported
individually from one work center to another within
the cell, the feedback is immediate and the process
can be stopped whenever any errors may occur.
5 CONCLUSIONS
Summarizing the above results presented with the
study performed we may highline that several kind
of advantages were able to be reached throughout
the implementation of the proposed work. These
advantages are mainly related to wip and inventory
costs reduction, throughout decreasing the number
of kanbans necessary, under the scope of Lean and
JIT production principles, with are being used in
Bosch Production System.
Another important improvement obtained was
due to the proposed cellular manufacturing system
scenario, instead of the existing line system.
Therefore, it is possible to enhance the production
system, by improving the production flow and
consequently the production tasks management.
Moreover it is possible to simplify materials
acquisition and storage. Besides that, material
handling and control is also simplified.
As a final conclusion we may state that kanbans
sharing and minimization was possible through a
manufacturing system layout change and
improvement, by transforming lines to cellular
manufacturing system. Thus, improving several
other related aspects in the BPS, related to a better
production system arrangement and materials and
production flow, also enabling to facilitate the
production planning and control tasks and material
acquisition, storage, manipulation and control.
Moreover, this study consists on another
contribution in the Lean, JIT and kanban domain
showing that these principles enable to better control
production process, enabling better tasks
performance and enhance productivity and
production quality in manufacturing environments,
by enabling better work integration among
operators, through a closer interaction and
information and responsibility sharing, which is a
clear achievement within the proposed
manufacturing cell. As a consequence, reduced
production time and material and wip flow is also
reached, through the reduction of waste and
distances between work centres within the
manufacturing system, which was also visible in the
proposed manufacturing cell.
REFERENCES
Askin, R. G. and Standridge, S. R. 1993. Modeling and
analysis of manufacturing systems, John Wiley and
Sons, 461.
Baker, K. R. and Trietsch, D. 2009. Principles of Se-
quencing and Scheduling, Jonh Wiley and Sons, 493.
Black, J. T. 1991. The design of the factory with a future,
McGraw-Hill, 233.
Cheng, K., Harrison, D. K., Pan, P. Y. 1998. An internet
based architecture of implementing design and
manufacturing agility for rolling bearings. J Mater
Process Technology 76(1–3):96–101.
Hirano, H. 2009. JIT Implementation Manual - The
Complete Guide to JIT Manufacturing: Vol 1 - The
JIT Production System, CRC Press, 5 Ed, 192.
Hyer, N. 1984. The potential of group technology for U.S.
manufacturing. Journal of Operations Management,
4(3):183-202.
Kidd, P. T. 1995 Agile manufacturing – forging new fron-
tiers. Addison-Wesley, Wokingham, England, UK.
Levy, D. L. 1997. Lean production in a international
supply chain. Sloan Management Review.
Ming P. Tsai, James T. Lin. 2004. A web-based control
system. Springer-Verlag, London.
Monden, Y. 1993. Toyota Production System: An
integrated approach to Just-In-Time, Industrial
Engineering and Management Press, 2 Ed, 423.
Mortimer, A. L. 2008. A continuing lean journey: an
electronic manufacturer’s adopting ok kanban.
Assembly Automation, 28/2, 103-112.
Ohno, T. 1988. Toyota Production System: Beyond Large-
Scale Production, Productivity Press, 143.
Shingo, S. 1989. A study of the Toyota Production System
from an Industrial Engineering viewpoint, Productivity
Press, 257.
Singh, N. and Rajamaani, D. 1996. Cellular
Manufacturing Systems: Design, Planning and
Control, Chapman and Hall, 277.
Slack, N., Chambers, S. and Johnston, R. 2007. Operations
Management, Pearson Education, 5 Ed, 728.
KMIS 2010 - International Conference on Knowledge Management and Information Sharing
90

Suri, R. 1998. Quick response manufacturing: a
companywide approach to reducing lead times,
Productivity Press, 544.
Wan, H. and Chen, F. F. 2007. A Web-based kanban
system for job dispatching, tracking and performance
monitoring. International Journal Advanced
Manufacturing Technology, 38:995-1005.
KANBAN SHARING AND OPTIMIZATION IN BOSCH PRODUCTION SYSTEM
91
