
SIMULATED ANNEALING METHOD WITH DIFFERENT
NEIGHBORHOODS FOR SOLVING THE
CELL FORMATION PROBLEM
Luong Thuan Thanh
1
, Jacques A. Ferland
1,2
, Nguyen Dinh Thuc
3
and Van Hien Nguyen
1,4
1
(ICST HCMC), Institute for Computational Science and Technology, Ho Chi Minh City, Vietnam
2
Department of Computer Science and Operations Research, University of Montreal, Montreal, Canada
3
Faculty of Information Technology, University of Science, Vietnam National University, Ho Chi Minh City, Vietnam
4
Department of Mathematics, University of Namur (FUNDP), Namur, Belgium
Keywords: Cell formation problem, Metaheuristic, Simulated annealing, Diversification, Intensification, Neighbor-
hood.
Abstract: In this paper we solve the cell formation problem with different variants of the simulated annealing method
obtained by using different neighborhoods of the current solution. The solution generated at each iteration
is obtained by using a diversification of the current solution combined with an intensification to improve
this solution. Different diversification and intensification strategies are combined to generate different
neighborhoods. The most efficient variant allows improving the best-known solution of one of the 35
benchmark problems commonly used by authors to compare their methods, and reaching the best-known
solution of 30 others.
1 INTRODUCTION
The Group Technology is an approach often used in
manufacturing and engineering management taking
advantage of similarities in production design and
processes. In this context, the Cellular
Manufacturing refers to maximize the overall
efficiency of a production system by grouping
together machines providing service to similar parts
into a subsystem (denoted cell). The corresponding
problem is formulated as a (Machine-Part) Cell
Formation Problem. As a consequence, the
interactions of the machines and the parts within a
cell are maximized, and those between machines and
parts of other cells are reduced as much as possible.
The cell formation problem is a NP hard
optimization problem (Dimopoulos and Zalzala,
2000). For this reason, several heuristic methods
have been developed over the last forty years to
generate good solutions in reasonable computational
time. To learn more about the different methods, we
refer the reader to the survey papers proposed in
(Goncalves and Resende, 2004), and in
(Papaioannou and Wilson, 2010) where the authors
survey the different techniques classified as follows:
• Cluster analysis: techniques for recognizing
structure in a data set
• Graph partitioning approaches where a
graph or a network representation is used to
formulate the cell formation problem
• Mathematical programming methods: the
cell formation problem is formulated like a
non linear or linear integer programming
problem
• Heuristic, metaheuristic and hybrid
metaheuristic: The most popular methods
are: simulated annealing, tabu search,
genetic algorithms, colony optimization,
particle swarm optimization, neural
networks and fuzzy theory.
In (Ghosh et al., 2010), the authors introduce a
survey of various genetic algorithms used to solve
the cell formation problem. The success of genetic
algorithms in solving this problem induced
researchers to consider different variants and
hybrids in order to generate very robust techniques.
In this paper, we introduce solution methods
hybridizing different approaches. These methods are
variants of the simulated annealing (Kirkpatrick et
al., 1983, Cerny,1994) using different neighbor-
525
Thanh L., A. Ferland J., Thuc N. and Nguyen V..
SIMULATED ANNEALING METHOD WITH DIFFERENT NEIGHBORHOODS FOR SOLVING THE CELL FORMATION PROBLEM.
DOI: 10.5220/0003723705250533
In Proceedings of the International Conference on Evolutionary Computation Theory and Applications (FEC-2011), pages 525-533
ISBN: 978-989-8425-83-6
Copyright
c
2011 SCITEPRESS (Science and Technology Publications, Lda.)

hoods of the current solution. The solution generated
at each iteration is obtained by using a
diversification of the current solution combined with
an intensification to improve this solution. Different
diversification and intensification strategies are
combined to generate different neighborhoods.
Numerical results are obtained to compare
numerically the efficiency of the variants with
respect to the best-known solutions of 35 benchmark
problems commonly used by authors to evaluate
their methods.
The cell formation problem is summarized in
Section 2. Section 3 is devoted to the simulated
annealing procedure. We introduce the different
diversification and intensification strategies to
develop the different neighborhoods. The numerical
results are summarized in Section 4. The most
efficient variant allows to improve the best-known
solution of one problem and to reach it for 30 other
problems.
2 PROBLEM FORMULATION
To formulate the cell formation problem, consider
the following two sets
set of machines: 1, ,
set of parts: 1, , .
I
mim
Jnjn
==
==
…
…
The production incidence matrix
[
]
ij
A
a= indicates
the interactions between the machines and the parts:
1 if machine process part
0 otherwise.
ij
ij
a =
⎧
⎨
⎩
Furthermore, a part j may be processed by several
machines. A production cell k
()
1, ,kK= …
includes a subset (group) of machines
k
CI⊂ and a
subset (family) of parts
k
F
J⊂ . The problem is to
determine a solution including K production cells
()( )( ){
}
11
,= ,,, ,
KK
CF C F C F… as autonomous as
possible. Note that the K production cells induce
partitions of the machines set and of the parts set:
{}
12 12
11
12
12
and
and for all pairs of and 1, ,
and .
,
KK
kk kk
CCI FFJ
kk K
CC FF
kk
φφ
=
=
∈
==
≠
∪…∪ ∪…∪
…
∩∩
To illustrate the production cells concept, consider a
machine-part incidence matrix in Table 1. Table 2
indicates a partition into 3 different cells illustrated
in the gray zones. The solution includes the 3
machine groups {(1,4,6), (3,5), (2)} and the 3 part
families {(2,4,6,8), (1,7), (3,5)}.
Table 1: Incidence matrix.
Parts 1 2 3 4 5 6 7 8
Machines
1 0 1 0 1 1 1 0 1
2 1 0 1 0 1 0 0 0
3 1 0 1 0 0 0 1 0
4 0 1 0 1 0 1 0 1
5 1 0 0 0 0 0 1 1
6 1 1 0 0 0 1 1 1
Table 2: Matrix solution.
Parts 2 4 6 8 1 7 3 5
Machines
1 1 1 1 1 0 0 0 1
4 1 1 1 1 0 0 0 0
6 1 0 1 1 1 1 0 0
3 0 0 0 0 1 1 1 0
5 0 0 0 1 1 1 0 0
2 0 0 0 0 1 0 1 1
The exceptional elements (1,5), (6,1), (6,7), (3,3),
(5,8) and (2,1) correspond to entries having a value
1 that lay outside of the gray diagonal blocks.
Sarker and Khan, (2001) carry out a comparative
study of different autonomy measures for the
solution of a cell formation problem. In this paper
we consider the grouping efficacy Eff (Kumar and
Chandrasekharan, 1990) that is mostly used:
11
00
Out In
I
nIn
aa a
Eff
aa aa
−
==
++
where
11
mn
ij
ij
aa
==
=
∑
∑
denotes the total number of
entries equal to 1 in the matrix A,
1
Out
a denotes the
number of exceptional elements, and
10
and
I
nIn
aaare
the numbers of one and of zero entries in the gray
diagonal blocks, respectively. The objective
function of the problem is maximizing
Eff .
In our numerical experimentation we fix the
number K of cells for each problem to its value in
the best-known solution reported in the literature.
3 SIMULATED ANNEALING
The local search procedure used to solve the cell
FEC 2011 - Special Session on Future of Evolutionary Computation
526

formation problem is a straightforward
implementation of the simulated annealing method
presented in (Ferland and Costa, 2001), but the
different neighborhoods are specific for the
problem.
Procedure Simulated Annealing (N)
Initialization:
Let
()
00
,CF an initial solution;
0
TP the initial
temperature
Let
0
iter : 0; : ; : 0TP TP fcount== =
Let
()
()()
** 00
, : , : , ; stop : falseCF C F C F== =
While not stop
:0; :0changes trials==
While trials SF< and changes coff<
Generate a solution
()()
,,CF NCF
′′
∈
()
(
)
:, ,Eff C F Eff C F
′′
Δ= −
If
0Δ>
then
()( )
,: ,CF C F
′′
=
and changes := changes + 1
else generate a random number
()
0,1r ∈
If
/ TP
re
Δ
< then
()( )
,: ,CF C F
′′
=
and changes := changes + 1
If
()
(
)
**
,,Eff C F Eff C F
′′
> then
()
()
**
,: ,CF CF
′
′
=
and fcount := 0
trials := trials + 1
:TP TP
α
=
Iter := iter + 1
If changes/trials < mpc then
fcount := fcount + 1
If iter ≥ itermax or fcount = flimit then
stop := true
()
**
,CF is the best solution generated
In this variant of the simulated annealing, we
complete several iterations with the same
temperature
TP. This temperature is modified when
the number of trial solutions (
trials) or when the
number of times that the current solution is changed
(
changes) reaches threshold values Sf or coff,
respectively. The parameter
α
is used to modify the
temperature. Two stopping criteria are used. The
first is fixed in terms of the number of different
temperature values used (itermax). To apply the
second criterion, we keep track of the number of
consecutive temperature values (
fcount) where the
number of
changes over the number of trials is
smaller than a threshold value mpc. When
fcount
reaches the value
flimit, the procedure stops.
To complete the presentation of the procedure,
we indicate how the initial solution
()
00
,CF is
generated and the different neighborhoods
N that we
are using.
3.1 Initial Solution
To generate the initial solution, we use a procedure
quite similar to the one proposed in (Rojas
et al.,
2004) that is introduced in (Elbenani
et al., 2010).
First we determine K machine groups
00
1
,,
K
CC… .
Then the
K part families
00
1
,,
K
F
F… are specified on
the basis of the
K machines groups known.
Denote :
11
and
nm
iijjij
ji
aaa a
==
==
∑
∑
ii
the number of parts processed by machine
i and the
number of machines processing
j, respectively. To
initiate the machine groups formation, select the
K
machines having the largest values
i
a
i
, and assign
them to the different groups
0
,1, .
k
Ck K= …
Then
each of the other machines left is assigned to the
group
0
k
C including machines processing mostly the
same parts.
On the basis of the
K machine groups
00
1
,,
K
CC… ,
determine the
K part families
00
1
,,
K
F
F… . For each
part
j, denote
(
)
0
1
the number of machines
in group that are processing part
k
In
jij
iC
ak a
kj
∈
•=
∑
(
)
(
)
0
01
the number of machines
in group that are not processing part
In In
jkj
ak C ak
kj
•=−
SIMULATED ANNEALING METHOD WITH DIFFERENT NEIGHBORHOODS FOR SOLVING THE CELL
FORMATION PROBLEM
527

()
()
1
0
an approximation of the impact on
the grouping efficiency of assigning
part to family .
In
j
In
jj
ak
aak
Eff
jk
+
•
i
()
0
Then each part is assigned to the family
kj
jF
()
()
()
1
1, ,
0
where ArgMax
In
j
In
kK
jj
ak
kj
aak
=
=
+
⎧⎫
⎨⎬
⎩⎭
…
i
in order to
generate a good initial solution
()
00
,CF having the
grouping efficiency
()
()
()
()
()
1
1
00
0
1
,.
n
In
j
j
n
In
j
j
akj
Eff C F
aakj
=
=
=
+
∑
∑
3.2 Neighborhoods
Different neighborhoods are used to obtain different
variants of the simulated annealing method. Each
neighborhood is obtained by using a diversification
strategy to destroy and recover a new solution, and
an intensification strategy to improve the new
solution. This solution generated is denoted
()()
,,CF NCF
′′
∈ .
3.2.1 Diversification of the Solution
(
)
,CF
The procedure is applied on the current solution
()
,CF in order to modify (destroy) the assignment
of some elements (machines and/or parts) to be
reassigned to other cells selected randomly in order
to recover a new solution
()
,CF
′′ ′′
. We consider
two different ways to destroy the current solution
()
,CF :
•
D1: Modify the assignment of %n
⎡⎤
⎢⎥
parts and
of
%m
⎡⎤
⎢⎥
machines (% being a parameter
of the method).
•
D2: Select randomly between two strategies:
modify either
%n
⎡⎤
⎢⎥
parts or modify
%m
⎡⎤
⎢⎥
machines.
3.2.2 Intensification of the Solution
()
,CF
′
′′′
To intensify the search around the solution
()
,CF
′′ ′′
, we modify successively the machine
groups on the basis of the part families and the part
families on the basis of the machine groups until no
modification is possible. The solution
(
)
(
)
,,CF NCF
′′
∈ is the best solution generated
during the process. In this paper we consider two
different ways for doing the intensification.
I1: Local Search Algorithm:
This intensification strategy is introduced in
(Elbenani
et al., 2011). The procedures to modify
the machine groups on the basis of the part families
and to modify the part families on the basis of the
machine groups are similar to the process for fixing
the part families on the basis of the machine groups
introduced in the preceding Section 3.1 (where we
generate the initial solution).
Note that whenever the machines groups (or the
part families) include an empty one, then we apply a
repair process to reassign one machine to it
inducing the smallest decrease of the grouping
efficiency.
I2: Exact Procedure:
The exact procedure relies on the Dinkelbach
approach for solving the problem of generating part
families on the basis of the machine groups. This
procedure can be adapted
mutatis mutandis for the
problem of generating machine groups on the basis
of the part families. Since the definition of the group
efficiency
11
00
Out In
I
nIn
aa a
Eff
aa aa
−
==
++
is fractional, the Dinkelbach approach is appropriate
because the problem of generating the part families
on the basis of the machines reduces to solving a
sequence of problems where the objective function
has the form
()
10
()
In In
Ea aa
λλ
=− +
for a sequence of values
{
}
λ
that are generated
during the solution process in order to obtain an
optimal value of
.Eff This procedure is even more
efficient since the problem of maximizing the value
of
(
)
E
λ
is trivial to solve once the machine groups
are specified. To reduce the length of the paper, we
are not presenting the details of the procedure that
can be found in (Khoa
et al., 2011).
3.2.3 Four Different Neighborhoods
In this paper we compare numerically four different
variants specified using the following
FEC 2011 - Special Session on Future of Evolutionary Computation
528

neighborhoods:
1
N : generated with the diversification D1 and the
intensification
I1
2
N : generated with the diversification D1 and the
intensification
I2
3
N : generated with the diversification D2 and the
intensification
I1
4
N : generated with the diversification D2 and the
intensification
I2.
4 NUMERICAL RESULTS
To complete the numerical experimentation, we
consider 35 benchmark problems that are commonly
used by authors to evaluate the efficiency of their
methods. The first 5 columns of Table 3 indicate the
problem number, the reference where it is specified
(Problem source), its size (values of
m, n, and K),
and the value of its best-known solution (Best-
known solution). Moreover the values of the best-
known solutions are identified by refereeing to the
following references (Goncalves and Resende, 2004,
James
et al., 2007, Luo and Tang, 2009, Mahdavi et
al.
, 2007, Tunnukij and Hicks, 2009, Elbenani et al.,
2010, and Ying
et al., 2011).
The purpose of this analysis is twofold. First we
compare the average group efficiency over 10 runs
obtained with the simulated annealing method using
the four neighborhoods with the best-known
solutions for the 35 benchmark problems. As a
consequence we should identify the best
diversification (
D1 or D2) and the best
intensification (
I1 or I2) strategies. In the second
part, we compare the impact of the percentage % of
modified elements in the diversification strategies.
Three different values are considered: 20%, 30%,
and 50%.
The numerical tests are completed on a PC
equipped with an INTEL Core 2 Duo processor
running at 2.2 GHZ, and having a 2 GB of central
memory on a Linux system. The parameters to
implement the simulated annealing method are as
follows:
0
100 mpc 0.5
2 itermax 10
20.2
TP K
Sf K K
coff K
α
==
==
==
flimit =
5K
The last four columns of Table 3 include the average
grouping efficiency over 10 runs of the simulated
annealing method using the four different
neighborhoods
,1,,4.
i
Ni= … For each problem,
the best solution is marked in bold. To reduce the
length of the paper, we report only the table where
the percentage is fixed at 30%, but the tables for the
other two values of % are quite similar. The
numerical results in Table 3 indicate that the variants
using neighborhoods
24
and NNallows to generate
better results than using
13
and NN. The variants
24
and NN
generate a solution better that the best-
known solution of P33, and the number of problems
where the best-known solution is reached is equal to
30 and 29 for
2
N and
4
N , respectively.
Furthermore, the overall averages (last row of the
Table 3) for the variants with
2
N and
4
N are at
0.030 % and 0.045%, respectively, from the overall
average of the best-known solutions. Hence these
variants seem very efficient to solve the cell
formation problem.
This analysis above allows to conclude that the
intensification strategy
I2 seems more efficient than
I1. Furthermore, since the variant
2
N is slightly more
efficient than
4
N , it follows that the diversification
D1 seems to be slightly more efficient than D2 when
combined
with the intensification I2.
Now consider the results summarized in Table 4
to analyze the efficiency of the variant using
2
N when using the different percentages %. For
each problem, the best-solution is marked in bold,
and the smallest solution time is marked in italic
bold.On the one hand, as far as the average grouping
efficiency is concerned, the percentage 30% allows
to generate slightly better results: the three
percentages allow generating solutions having the
same overall average (last row of the Table 4) of
65.95, but the number of problems where the best-
known solution is reached or exceeded is 29, 31, and
30 for the values 20%, 30%, and 50%, respectively.
On the other hand, using the percentage 20% allows
an average solution time (12.03 sec.) smaller that of
the other percentages (14.73 sec. for 30% and
19.15sec. for 50%). Thus if the user put more
emphasis on the quality of the solution, then the
percentage 30% is more appropriate, but if the
solution time must be reduced, then the percentage
of 20% is more convenient.
SIMULATED ANNEALING METHOD WITH DIFFERENT NEIGHBORHOODS FOR SOLVING THE CELL
FORMATION PROBLEM
529
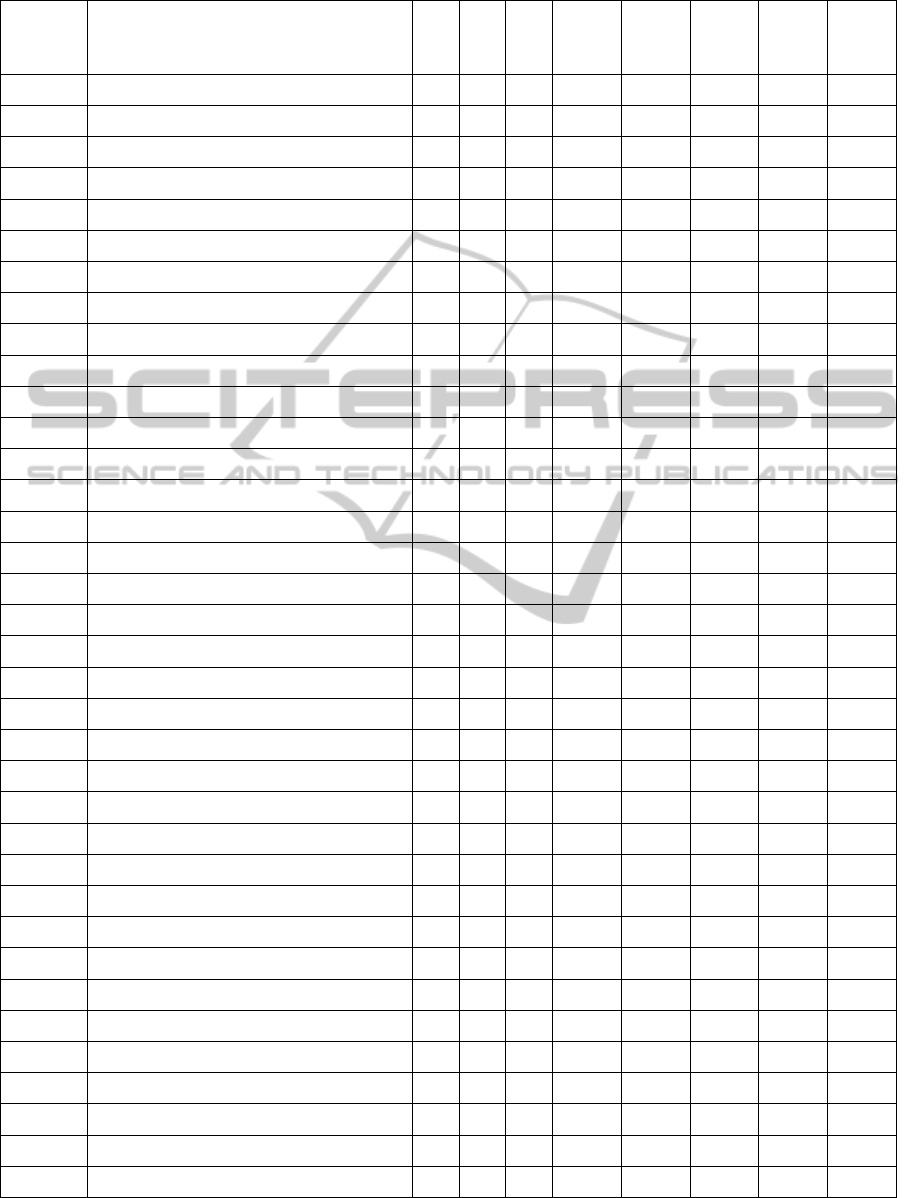
Table 3: Compare grouping efficiency of the four neighborhoods when %=30%.
Problem
number
Problem source m n K
Best-
know
n
1
N
2
N
3
N
4
N
P1 King and Nakornchai (1882) 5 7 2
82.35 82.35 82.35 82.35 82.35
P2 Waghodekar and Sahu (1984) 5 7 2
69.57
69.25
69.57
69.41
69.57
P3 Seifoddini (1989) 5 18 2
79.59 79.59 79.59 79.59 79.59
P4 Kusiak and Cho (1992) 6 8 2
76.92 76.92 76.92 76.92 76.92
P5 Kusiak and Chow (1987) 7 11 5
60.87 60.87 60.87 60.87 60.87
P6 Boctor (1991) 7 11 4
70.83 70.83 70.83 70.83 70.83
P7 Seifoddini and Wolfe (1986) 8 12 4
69.44 69.44 69.44
68.84
69.44
P8 Chandrasekharan and Rajagopalon (1986a) 8 20 3
85.25 85.25 85.25 85.25 85.25
P9 Chandrasekharan and Rajagopalon (1986b) 8 20 2
58.72
58.62 58.56 58.4 58.5
P10 Mosier and Taube (1985a) 10 10 5
75 75 75 75 75
P11 Chan and Milner (1982) 10 15 3
92 92 92 92 92
P12 Askin and Subramanian (1987) 14 24 7
72.06
71.64
72.06
71.54
72.06
P13 Stanfel (1985) 14 24 7
71.83 71.83 71.83 71.83 71.83
P14 McCormick (1972) 16 24 8
53.26
52.96
53.26
52.83
53.26
P15 Srinivasan et al. (1990) 16 30 6
69.53
67.83
69.53
68.02 69.11
P16 King (1980) 16 43 8
57.53
57.41
57.53
57.38
57.53
P17 Carrie (1973) 18 24 9
57.73 57.73 57.73 57.73 57.73
P18 Mosier and Taube (1985b) 20 20 5
43.45
43.01 43.12 42.83 43.06
P19 Kumar et al. (1986) 20 23 7
50.81 50.81 50.81
50.68
50.81
P20 Carrie (1973) 20 35 5
77.91
76.33
77.91
76.33
77.91
P21 Boe and Cheng (1991) 20 35 5
57.98
56.93
57.98
56.86
57.98
P22 Chandrasekharan and Rajagopalon (1989) 24 40 7
100 100 100 100 100
P23 Chandrasekharan and Rajagopalon (1989) 24 40 7
85.11 85.11 85.11 85.11 85.11
P24 Chandrasekharan and Rajagopalon (1989) 24 40 7
73.51 73.51 73.51 73.51 73.51
P25 Chandrasekharan and Rajagopalon (1989) 24 40 11
53.29 53.29 53.29 53.29 53.29
P26 Chandrasekharan and Rajagopalon (1989) 24 40 12
48.95 48.95 48.95
48.85
48.95
P27 Chandrasekharan and Rajagopalon (1989) 24 40 12
47.05
46.57 46.58 46.52 46.55
P28 McCormick (1972) 27 27 5
54.82 54.82 54.82
54.78
54.82
P29 Carrie (1973) 28 46 10
47.08
46.39
47.08
46.23
47.08
P30 Kumar and Vannelli (1987) 30 41 14
63.31
62.99
63.31
62.9
63.31
P31 Stanfel (1985) 30 50 13
60.12 60.12 60.12
60.09
60.12
P32 Stanfel (1985) 30 50 14
50.83
50.8
50.83
50.74
50.83
P33 King and Nakornchai (1982) 36 90 17 47.75 47.65
47.98
47.61
47.98
P34 McCormick (1972) 37 53 3
60.64
58.31 60.63 58.26 60.63
P35 Chandrasekharan and Rajagopalon (1987) 40
10
0
10
84.03 84.03 84.03 84.03 84.03
Average 65.97 65.68 65.95 65.64 65.94
FEC 2011 - Special Session on Future of Evolutionary Computation
530
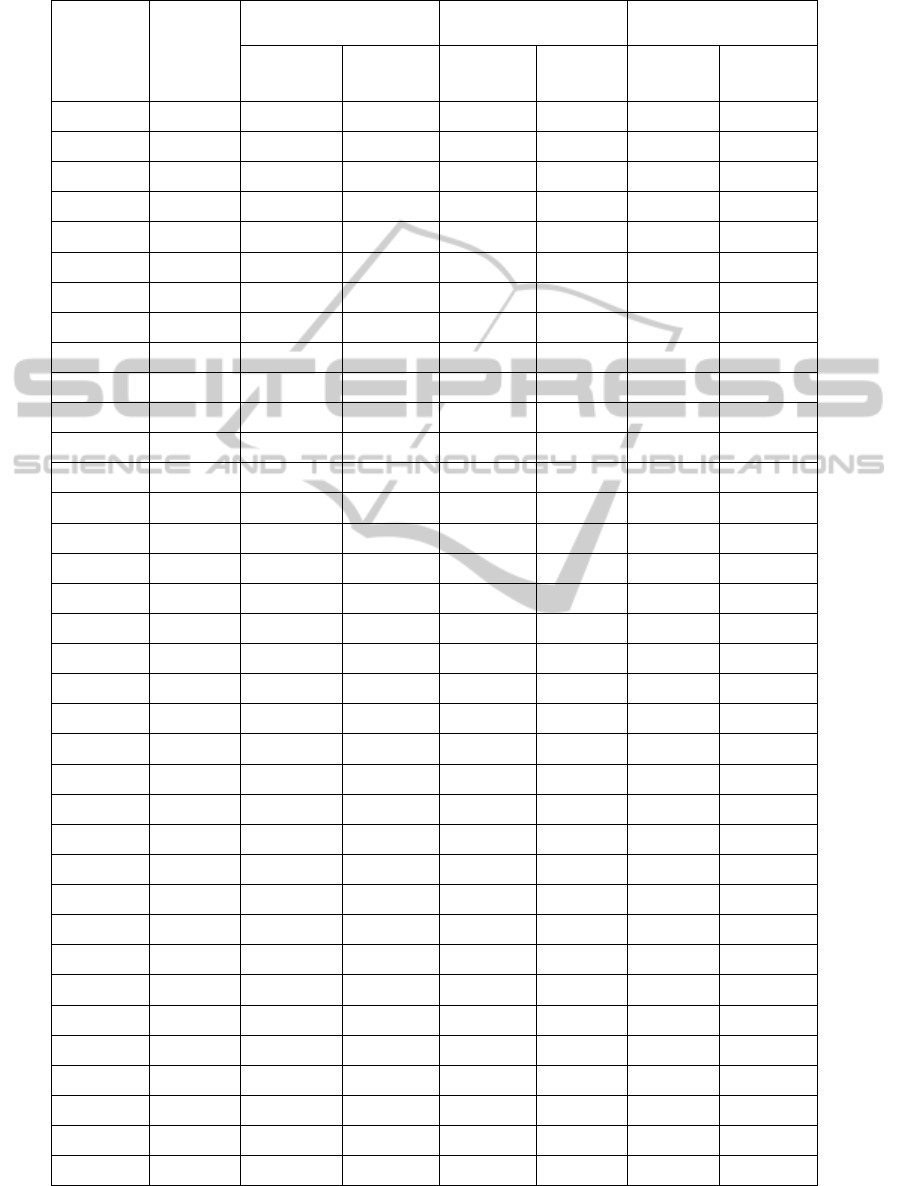
Table 4: Compare grouping efficiency of
2
N when %=20% , 30% and 50%.
Problem
number
Best
Known
Solution
2
(20%)N
2
(30%)N
2
(50%)N
Average
Eff
Solution
time
Average
Eff
Solution
time
Average
Eff
Solution
time
P1
82.35 82.35
0.018
82.35
0.027
82.35
0.037
P2
69.57 69.57
0.02
69.57
0.028
69.57
0.03
P3
79.59 79.59
0.037
79.59
0.048
79.59
0.053
P4
76.92 76.92
0.026
76.92
0.028
76.92
0.037
P5
60.87 60.87
0.374
60.87
0.426
60.87
0.465
P6
70.83 70.83
0.227
70.83
0.245
70.83
0.313
P7
69.44 69.44
0.251
69.44
0.28
69.44
0.329
P8
85.25 85.25
0.146
85.25
0.166
85.25
0.203
P9
58.72
58.53
0.045
58.56 0.051 58.68 0.056
P10
75 75
0.421
75
0.493
75
0.628
P11
92 92
0.14
92
0.154
92
0.193
P12
72.06 72.06
2.252
72.06
2.735
72.06
3.234
P13
71.83 71.83
2.206
71.83
2.755
71.83
3.271
P14
53.26 53.26
4.83
53.26
5.22
53.26
6.107
P15
69.53 69.53
1.621
69.53
1.904
69.53
2.432
P16
57.53 57.53
6.932
57.53
7.759
57.53
8.837
P17
57.73 57.73
6.288
57.73
7.34
57.73
8.461
P18
43.45
43.04
1.398
43.12 1.702 43.06 2.157
P19
50.81 50.81
3.336
50.81
3.8
50.81
4.699
P20
77.91 77.91
1.254
77.91
1.484
77.91
1.895
P21
57.98 57.98
1.483
57.98
1.764
57.98
2.233
P22
100 100
4.284
100
4.362
100
5.196
P23
85.11 85.11
4.423
85.11
4.865
85.11
7.3
P24
73.51 73.51
4.637
73.51
5.502
73.51
8.439
P25
53.29 53.29
15.459
53.29
19.5
53.29
25.688
P26
48.95 48.95
21.828
48.95
29.264 48.89 39.328
P27
47.05
46.58
21.194
46.58 27.573 46.47 44.499
P28
54.82 54.82
1.306
54.82
1.631
54.82
1.98
P29
47.08
47.07
21.323
47.08
22.886
47.08
30.358
P30
63.31
63.29
47.698
63.31
58.074
63.31
65.067
P31
60.12 60.12
32.113
60.12
39.162
60.12
51.728
P32
50.83 50.83
47.931
50.83
55.442
50.83
78.725
P33 47.75
47.96
135.463
47.98
177.951
47.97
220.549
P34
60.64
60.63
1.008
60.63 1.021 60.63 1.07
P35
84.03 84.03
29.171
84.03
30.058
84.03
44.561
Average 65.97 65.95 12.03 65.95 14.73 65.95 19.15
SIMULATED ANNEALING METHOD WITH DIFFERENT NEIGHBORHOODS FOR SOLVING THE CELL
FORMATION PROBLEM
531

5 CONCLUSIONS
The cell formation problem is solved with the
simulated annealing method where the solution in
the neighborhood of the current solution is obtained
by using a diversification strategy to destroy and
recover a new solution, and an intensification
strategy to improve the new solution.
We consider
two different diversification strategies to destroy the
current solution
()
,CF :
• D1: Modify the assignment of %n
⎡⎤
⎢⎥
parts and
of
%m
⎡⎤
⎢⎥
machines
• D2: Select randomly between two strategies:
modify either
%n
⎡⎤
⎢⎥
parts or modify
%m
⎡⎤
⎢⎥
machines
where the parameter % takes the values 20%, 30%,
or 50%. Two different intensification strategies are
specified as follows:
• I1: Local search algorithm introduced in
(Elbenani et al., 2011)
• I2: Exact procedure based on the Dinkelbach
method.
Different variants combining a diversification and
an intensification are compared numerically with the
best-known solution of 35 benchmarked problems
commonly used by authors to compare the
efficiency of their method. The most efficient
variant using the diversification
D2 with 30%
destroying rate and the intensification
I2 allows to
improve the best-known solution of one problem
and to reach it for 30 other problems.
We are now implementing adaptive methods
where the selection of the diversification and the
intensification strategies is modified during the
solution procedure. The selection should be made
randomly according to probabilities assigned to the
strategies that are proportional to their efficiency up
to this point.
REFERENCES
Askin, R. G. and Subramanian, S. P., 1987. A cost-based
heuristic for group technology configuration.
International Journal of Production Research, 25,
101–113.
Boctor, F. F., 1991. A linear formulation of the machine-
part cell formation problem.
International Journal of
Production Research
, 29, 343–356.
Boe, W. J. and Cheng, C. H., 1991. A close neighbour
algorithm for designing cellular manufacturing
systems.
International Journal of Production
Research
, 29, 2097–2116.
Carrie, A. S., 1973. Numerical taxonomy applied to group
technology and plant layout.
International Journal of
Production Research
, 11, 399–416.
Cerny, V., 1985. Thermodynamical approach to the
traveling salesman problem: an efficient simulation
algorithm.
Journal of Optimization Theory and
Application
, 45, 41 – 51.
Chan, H. M. and Milner, D. A., 1982. Direct clustering
algorithm for group formation in cellular manufacture.
Journal of Manufacturing Systems, 1, 65-75.
Chandrasekharan, M. P. and Rajagopalan, R., 1987.
ZODIAC: an algorithm for concurrent formation of
part-families and machine-cells.
International Journal
of Production Research
, 25, 835–850.
Chandrasekharan, M. P. and Rajagopalan, R., 1989.
GROUPABILITY: an analysis of the properties of
binary data matrices for group technology.
International Journal of Production Research, 27,
1035–1052.
Chandrasekharan, M. P. and Rajagopalan, R., 1986a.
MODROC: an extension of rank order clustering for
group technology.
International Journal of
Production Research
, 24, 1221–1233.
Chandrasekharan, M. P. and Rajagopalan, R., 1986b. An
ideal seed non-hierarchical clustering algorithm for
cellular manufacturing.
International Journal of
Production Research
, 24, 451–464.
Dimopoulos, C. and Zalzala, A. M. S., 2000. Recent
developments in evolutionary computations for
manufacturing optimization: problems, solutions, and
comparisons.
IEEE Transactions on Evolutionary
Computations
, 4, 93–113.
Elbenani, B., Ferland, J. A., Bellemare J., 2011. Genetic
algorithm and large neighbourhood search to solve the
cell formation problem.
Expert Systems with
Applications
(to appear).
Ferland, J. A. and Costa D., 2001. Heuristic search
methods for combinatorial programming problems.
Publication # 1193, Department of computer science
and operation research
, University of Montreal,
Canada.
Ghosh, T., Dan, P. K., Sengupta, S., Chattopadhyay, M.,
2010. Genetic rule based techniques in cellular
manufacturing (1992-2010): a systematic survey.
International Journal of Engineering Science and
Technology
, 2, 198–215.
Goncalves, J. and Resende, M. G. C., 2004. An
evolutionary algorithm for manufacturing cell
formation.
Computers & Industrial Engineering, 47,
247–273.
James, T. L., Brown, E. C., Keeling, K. B., 2007. A
hybrid Grouping Genetic Algorithm for the cell
formation problem.
Computers & Operations
Research
, 34, 2059–2079.
FEC 2011 - Special Session on Future of Evolutionary Computation
532

Khoa, T., Ferland, J. A., Tien, D., 2011. A randomized
local search algorithm for the machine-part cell
formation problem. In
Advanced Intelligent
Computing Technology and Applications-ICIC2011
(to appear).
King, J. R., 1980. Machine-component grouping in
production flow analysis: an approach using a rank
order clustering algorithm.
International Journal of
Production Research
, 18, 213–232.
Kirkpatrick, S., Gelatt, C. D. Jr, Vecchi, M. P., 1983.
Optimization by simulated annealing.
Science, 220,
671 – 680.
King, J. R. and Nakornchai, V., 1982. Machine-
component group formation in group technology:
review and extension.
International Journal of
Production Research
, 20, 117–133.
Kumar, C. and Chandrasekharan, M., 1990. Grouping
efficiency: a quantitative criterion for goodness of
block diagonal forms of binary matrices in group
technology.
International Journal of Production
Research
, 28, 233–243.
Kumar, K. R. and Vannelli, A., 1987. Strategic
subcontracting for efficient disaggregated
manufacturing.
International Journal of Production
Research
, 25, 1715–1728.
Kumar, K. R., Kusiak, A., Vannelli, A., 1986. Grouping
of parts and components in flexible manufacturing
systems.
European Journal of Operational Research,
24, 387–397.
Kusiak, A. and Cho, M., 1992. Similarity coefficient
algorithm for solving the group technology problem.
International Journal of Production Research, 30,
2633–2646.
Kusiak, A. and Chow, W. S., 1987. Efficient solving of
the group technology problem,
Journal of
Manufacturing Systems
, 6, 117–124.
Luo, L., Tang, L., 2009. A hybrid approach of ordinal
optimization and iterated local search for
manufacturing cell formation.
International Journal of
Advanced Manufacturing Technology
, 40, 362– 372.
Mahdavi, I., Javadi, B., Fallah-Alipour, K., Slomp, J.,
2007. Designing a new mathematical model for
cellular manufacturing system based on cell
utilization.
Applied Mathematics and Computation,
190, 662-670.
McCormick, W. T., Schweitzer, P. J., White, T. W., 1972.
Problem decomposition and data reorganization by a
clustering technique.
Operations Research, 20, 993–
1009.
Mosier, C. T. and Taube, L., 1985a. The facets of group
technology and their impact on implementation.
OMEGA, 13, 381–391.
Mosier, C. and Taube, L., 1985b. Weighted similarity
measure heuristics for the group technology machine
clustering problem,
OMEGA, 13, 577–83.
Papaioannou, G. and Wilson, J. N., 2010. The evolution of
cell formation problem methodologies based on recent
studies (1997-2008): Review and directions for future
research,
European Journal of Operational Research,
206, 509–521.
Rojas, W., Solar, M., Chacon, M, Ferland, J. A., 2004. An
efficient genetic algorithm to solve the manufacturing
cell formation problem. In
Adaptive Computing in
Design and Manufacture VI,
I.C. Parmee (ed),
Springer-Verlag, 173–184 .
Sarker, B. and Khan, M., 2001. A comparison of existing
grouping efficiency measures and a new grouping
efficiency measure.
IIE Transactions, 33, 11–27.
Seifoddini, H., 1989. A note on the similarity coefficient
method and the problem of improper machine
assignment in group technology applications.
International Journal of Production Research, 27,
1161–1165.
Seifoddini, H. and Wolfe, P. M., 1986. Application of the
similarity coefficient method in group technology,
IIE
Transactions
, 18, 271–277.
Srinivasan, G., Narendran, T. T., Mahadevan, B., 1990.
An assignment model for the part-families problem in
group technology,
International Journal of
Production Research
, 28, 145–152.
Stanfel, L. E., 1985. Machine clustering for economic
production.
Engineering Costs and Production
Economics
, 9, 73–81.
Tunnukij, T. and Hicks, C., 2009. An Enhanced Genetic
Algorithm for solving the cell formation problem.
International Journal of Production Research, 47,
1989–2007.
Waghodekar, P. H. and Sahu, S., 1984. Machine-
component cell formation in group technology
MACE.
International Journal of Production
Research
, 22, 937–948.
Ying K. C., Lin S.W., Lu C. C. 2011. Cell formation
using a simulated annealing algorithm with variable
neighbourhood.
European Journal of Industrial
Engineering
, 5, 22–42.
SIMULATED ANNEALING METHOD WITH DIFFERENT NEIGHBORHOODS FOR SOLVING THE CELL
FORMATION PROBLEM
533
