
Facing the Change
Towards a Dynamic Decision Making in Manufacturing Environments
Tom Hänel and Carsten Felden
Chair of Information Science, Silbermannstraße 2, 09599 Freiberg, Germany
Keywords: Manufacturing Flexibility, Manufacturing Execution System, Operational Business Intelligence, Dynamic
Decision Support.
Abstract: Globalization and increased informal networks lead to a dynamic competitive environment in
manufacturing, where uncertainties arise from consistently changing customer demands. Their management
is a key challenge for growth and sustainability, while there is evidence that organizations cannot achieve an
adequate manufacturing flexibility. Therefore, the paper`s goal is to investigate the benefits of a closed loop
dynamic decision making in manufacturing. A qualitative approach using case study research and expert
interviews explores the contribution of Manufacturing Execution Systems (MES) and Operational Business
Intelligence (OpBI) in this area. The results indicate that manufacturing flexibility challenges organizations,
while the issue is supportable by MES and OpBI in order to face the changing customer requirements. In
conclusion a case-specific awareness level of flexibility becomes apparent motivating further research to
contribute to a dynamic decision making and its IT support in manufacturing.
1 INTRODUCTION
Manufacturing is essential for the value creation
especially in industrial organizations. Globalization
and increased informal networks have created highly
dynamic competitive environments in this area. As a
consequence, organizations focus on customer
orientation forcing them to align and adjust their
product and process design accordingly. Hence, a
manufacturing has to consider varying demands,
which are consistently changing. In order to address
such uncertainties, dynamic planning and decision
making processes are essential for a successful
organizational existence (Rogalski, 2011). However,
an adequate manufacturing flexibility is not
achieved (Rodriguez, 2007), while the management
of such volatilities challenges the growth and the
sustainability of the organizations (KPMG, 2011).
Therefore, the paper investigates the phenomenon of
manufacturing flexibility in changing competitive
environments aiming to detect a strategy for a
conjoint process oriented and dynamic decision
support.
The range of conformable concepts allowing a
dynamic decision support is manifold. Currently,
MES and OpBI are discussed, because they promise
improvements of process flexibility. Both are
integration approaches dealing with analysis and
control of operations, but they address either an
engineering or a decision oriented point of view. A
combined consideration of MES and OpBI is
advantageous, because cross linked analyses are
possible to coordinate and improve business
processes (Koch, Lasi, Baars and Kemper, 2010).
Organizations are able to recognize weaknesses,
failures, and business interruptions to respond in a
flexible manner. However, a literature review
reveals that a dynamic decision making capability of
the concepts named above is limited, yet. Especially
the complementary integration potential of MES and
OpBI is not tapped to support the flexibility
demands of industrial organizations (Hänel and
Felden, 2011). The refinement of complementarities
and its affirmation in an organizational context give
implications how far a combined consideration of
MES and OpBI is necessary and beneficial for an
industrial organization to compete in challenging
environments. Therefore, the paper contributes to an
initial discussion in providing empirical insights on
reasons and support strategies for a dynamic
decision making based on a comprehensive process
analysis in favour of a manufacturing flexibility.
Section 2 discusses the beneficial effect of MES
and OpBI for a dynamic decision making to achieve
107
Hänel T. and Felden C..
Facing the Change - Towards a Dynamic Decision Making in Manufacturing Environments.
DOI: 10.5220/0004107601070112
In Proceedings of the International Conference on Knowledge Management and Information Sharing (KMIS-2012), pages 107-112
ISBN: 978-989-8565-31-0
Copyright
c
2012 SCITEPRESS (Science and Technology Publications, Lda.)
a comprehensive manufacturing flexibility. A
methodological structure to affirm the illustrated
support potential is explained in Section 3 and the
results of its application are presented in Section 4.
Finally, the paper is summarized giving conclusions
and further research perspectives.
2 STATUS QUO
Manufacturing flexibility has been intensively
discussed in the 1980s and 1990s (Beach et al.,
2000). Incorporating a strong influence on
organizational competiveness (Hayes and
Wheelwright, 1984), it deals with uncertainties in
multiple dimensions (Browne et al., 1984) and refers
to the ability of change without lost in performance,
time, cost, or effort (Upton, 1994). Manufacturing
flexibility improves firm performance in dynamic
markets depending on strategy, environmental
factors, organizational attributes, and existing
technology (Vokurka and O’Leary-Kelly, 2000).
Despite of the numerous findings, a renewed
discussion is identifiable. According to Aberdeen
Group in 2007, 85 percent of surveyed companies do
not provide an adequate flexibility and especially
manufacturing applications are not designed to
handle rapid business changes (Rodriguez, 2007).
The lack of flexibility implies high cost due to
delayed decisions and low productivity associated
with negative effects in terms of customer
satisfaction and service orientation. Recent surveys
confirm this relevance of aligning flexibility to
manufacturing operations to face steady changing
customer demands (Barrett and Barger, 2010). The
ability of managing volatilities is discussed to grow
and sustain in dynamic market environments
(KPMG, 2011). Manufacturers are faced by an
increased complexity, so that they need innovation
capabilities to achieve a constant manufacturing
performance (Patel et al., 2011). Therefore, flexible
planning and decision processes are essential to
assure the existence of an organization in
competitive environments. This is challenged by the
multi-dimensional character of manufacturing
flexibility (Rogalski, 2011).
MES contribute to the success of manufacturing
flexibility (Rolón and Martínez, 2012) improving a
decision making based on the measurement of
production key figures (Younus et al., 2010). Placed
between the layer of Enterprise Resource Planning
(ERP) and process execution, a vertical integration
of shop-floor information is realized (Kletti, 2007).
The MES allows a decision making by detailed
scheduling, dispatching, resource management,
definition management, execution management,
tracking, data collection, and analysis in the subareas
of production, quality, maintenance as well as
inventory operations management (ISA, 2000).
However, current MES solutions are limited in
offering an integrated production support covering
all of these subareas. Manufacturing gets more
complex due to an increased customer orientation
triggering a multiplication of product characteristics
(Rogalski, 2011). The existing informal networks in
manufacturing environments consider a
heterogeneous software application landscape. This
forces the MES to process and analyze a higher
amount of information. (Saenz de Ugarte et al.,
2009) The MES limited analysis capabilities are
challenging in this context (Alpar and Louis, 2007).
OpBI provides those analytical capabilities to
control the organizational value creation in favour of
a continuous improvement of process design and
execution (Felden et al., 2010). The focus is on
reducing times to collect, report, and analyze data as
well as to take appropriate decisions (White, 2006).
OpBI is understandable as an integrated business
process oriented system approach, supporting time
critical decisions during process execution based on
process related and historical data using mature
traditional BI functions (Gluchowski et al., 2009).
These functions are classifiable to decision support,
business relevant information, information
description, data preparation and data collection
(Schrödl, 2006). OpBI and MES have beneficial
intersections supporting dynamic decisions in
manufacturing (cf. Table 1).
Table 1: Complementation of MES and OpBI.
MES functions/
OpBI functions
Decision support
Business relevant
information
Information description
Data preparation
Data collection
Detailed
schedulin
g
MES MES
Dispatching MES MES
Resource
mana
g
ement
MES MES
Definition
mana
g
ement
MES MES
Execution
mana
g
ement
MES MES
Tracking OpBI
Analysis OpBI
Data collection OpBI
KMIS2012-InternationalConferenceonKnowledgeManagementandInformationSharing
108
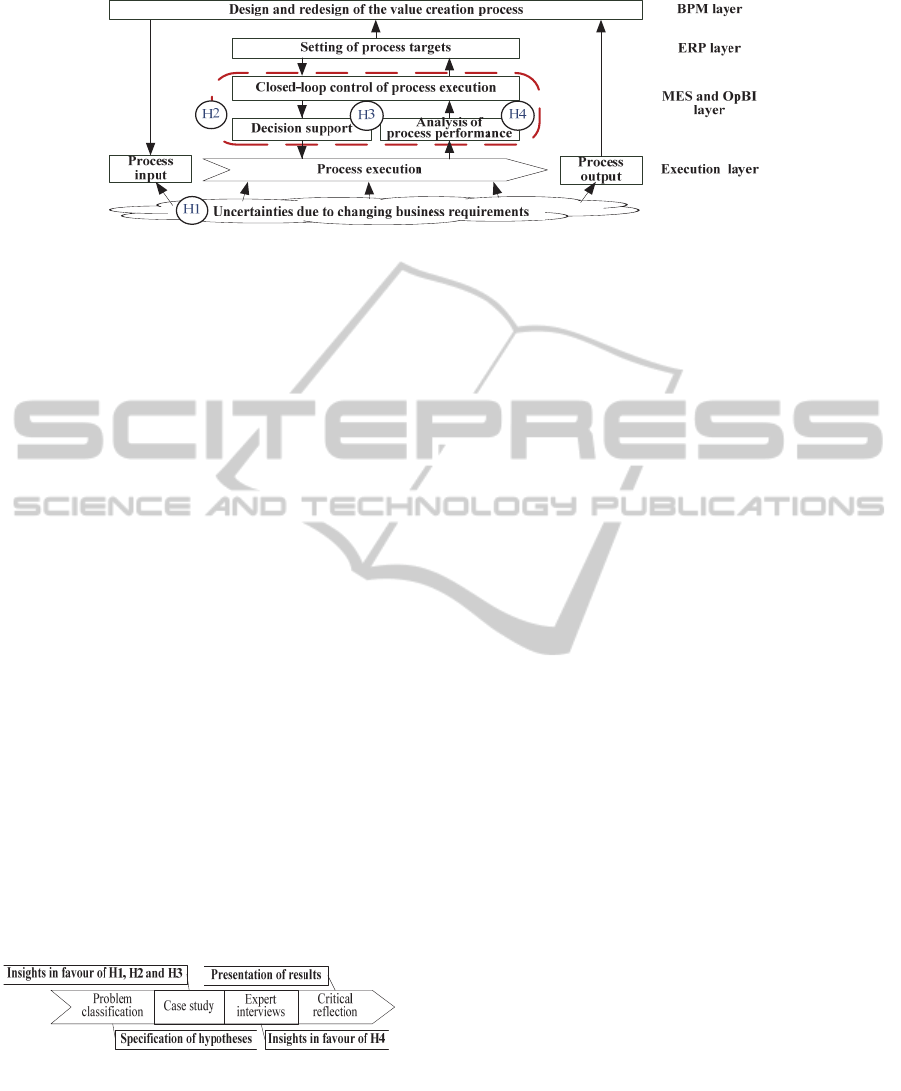
Figure 1: MES and OpBI in context of a process oriented decision support architecture influenced by uncertainties.
The MES provides the background for decision
support and business relevant information, while
OpBI is able to fulfil tracking, analysis, and data
collection. During a process, input is transformed to
specified output according to quality and quantity
measures (ISO 9000, 2005). This transformation is
influenced by uncertainties due to changing basic
conditions e.g. demand volatilities or varying
customer and supplier relationships. To cope with
these indeterminations a closed loop approach is
able adjust targets of the corresponding value
creation (cf. Figure 1). The following hypotheses
summarize the interrelation of MES and OpBI:
H1: Organizations have a comprehensive
flexibility demand in manufacturing due to
consistently changing basic conditions.
H2: Organizations need comprehensive analysis
functions and dynamic decision making capabilities
to fulfill the complex manufacturing flexibility
requirements.
H3: MES provide dynamic decision making
capabilities to achieve manufacturing flexibility.
H4: OpBI is able to strengthen a MES in context
of comprehensive analysis functions.
3 METHODOLOGY
Figure 2: Research phases.
The methodology follows a phase oriented approach
(cf. Figure 2). The first phase classifies the problem
of manufacturing flexibility and the contribution of
MES and OpBI. The results are further investigated
by a case study (Yin, 2009). Subsequently, expert
interviews (Flick, 2006) enrich the discussion
clarifying an OpBI potential in production
environments. Actions to improve the quality are
facilitated by a critical reflection.
3.1 Case Study Design
The case study organizations is an IT and
communication products distributor. Process-related
roles, components and decision relevant information
could be acquired in workshops with responsible
persons of the manufacturing department and
supplemented by observations of the processes. This
leads to a consolidation of the information flow
illustrating the demand for a manufacturing
flexibility. Finally, the benefits of a MES to support
a flexible process oriented decision making were
discussed.
3.2 Expert Interview Design
22 experts with IT-related leading positions from
different industries were asked for participation. The
response rate was 63.64 percent. The participants
were consultants (8) and professionals of software
(3) as well as manufacturing and trade industry (3).
All interviews focused on an OpBI classification and
application potential. The interviews were conducted
in September and October 2011. They lasted
typically on hour. Each interview was guided by
predefined questions, recorded and transcribed.
4 RESULTS
The subsequent description focuses on a critical
reflection of the case study and the expert
interviews.
4.1 Exploration of a Need for
Flexibility
The following discusses flexibility requirements at
FacingtheChange-TowardsaDynamicDecisionMakinginManufacturingEnvironments
109

Figure 3: Value creation structure of the case study.
the manufacturing department of the case study
organization. The company refines IT and
communication products by implementation of
software updates, prefabrication of returns and
packaging of shipping finished goods. Suppliers are
manufacturer and service provider, while a
subsidiary performs maintenance and repair of
returns. The products are predominantly distributed
to specialized trade, wholesale and online retailers.
The structure of the value creation is demonstrated
in Figure 3:
There are four core processes. The customizing
is characterized by assembly and remodelling of
mobiles, e.g. a change of keyboards, covers or
software updates. The new configuration depends on
customer requirements differing in individual orders.
A refreshing pursues quality assured maintenance
and repair of products. Devices are sent by
customers and refreshed for the purpose of resale.
This includes a completeness check of the receipts
and if necessary an ordering of missing devices.
Thereafter, a reset to factory settings, a functional
check and a corrective maintenance of defect
devices done by the subsidiary is executed. Multiple
key accounts are served, while the process scope
differs. There are customers passing through the
whole process, while others just order reset and test
activities. After conditioning the products are
finished for shipping. A blistering and a foliation of
item boxes are executed for different product sizes.
Blisters allow the buyer to see the items consisting
usually of a device and its accessories. They are
packaged in boxes getting foiled and stacked on
pallets. The packaging has to consider multiple
peculiarities. Order specific barcode labels and
security chips are generated for the items and pallets.
Campaign stickers and additional information have
to be attached. Intermittent, product bundles must be
equipped with extra packaging bands. A warehouse
management is responsible for material storage,
shipment and assumption of returns.
The processes are characterized by complex
requirements regarding to planning, coordination
and analysis. This is reinforced by the current order
situation. On average, 20,000 products are processed
during a week. However, there are enormous
seasonal fluctuations. In boom phases like Christmas
trade the weekly quantities are reduplicated. The
throughput is marginal in silly seasons. It is
important to adjust the staff according to the order
situation. Due to a perennial growing of the
quantities within boom phases, the readiness of
delivery has to be increased next to a reduction of
throughput time. This is associated with dynamic
routing and resource utilization by maintaining of a
consistent quality. An intensive tracking of process
states and demand situations is necessary to achieve
time and cost efficiency. Given to the dynamic
market environment and the complex process
parameters of the organizational value creation, a
comprehensive need for manufacturing flexibility is
evident, especially in terms of output volumes and
highly customized products.
The case study participants affirmed a need for
dynamic decision making in the final consultation.
They mentioned that the IT systems should consider
order fluctuations especially by a flexible staff
planning. Provided that a consistently quality level
has to be met, the suitability of a MES was analyzed
to support the flexibility demands. The analysis
reveals a MES’s ability to beneficially complement
the existing IT systems in terms of scheduling and
dispatching. Furthermore, overarching analysis and
reporting capabilities were notably emphasized. The
discussion casted doubts, that a MES is able to track
to forecast customer behaviour or predict current
market developments. These are popular application
fields of OpBI (Eckerson, 2007). Hence, the next
section investigates its potential to support the MES
analysis capabilities.
4.2 Results from Expert Interviews
The analysis of the interview transcriptions reveals
main characteristics of OpBI. The concept integrates
process data on an instance level to determine
primarily non-financial key figures in regular report
cycles during process execution. A control effect of
organizational core processes is pursued by a short
dated time reference of the decisions. This is similar
to the MES definition and focuses on an event-
oriented analysis. The identified drivers for OpBI
KMIS2012-InternationalConferenceonKnowledgeManagementandInformationSharing
110
support this aspect (cf. Table 2).
Table 2: Drivers of OpBI.
Enhancement of process
anal
y
sis solutions
Improvement of process
p
erformance
Comprehensive process
analyses
High transparency
requirements
Support of core processes
Broader range of users
Handling of increasing data
volumes
Fast provision of current
information
Tapping the integration
potential through cross-
linked structures
Flexible process control
Adaptiveness to changing
basic conditions
Achieving higher process and
product quality
Acceleration of production
times and process cycles
Increasing of output rates
Realizing cost savings
Obtaining of new insights
regarding interrelations
between process structures
and performance
Current application fields named by the
participants are customer relations or marketing.
Certain examples with respect to the analysis of
customer behaviour were provided. Offers can be
displayed and adjusted according their impact on
customer behaviour to manage marketing
campaigns. A further example is a flexible staffing
in case of new product placing. Often, there is a high
usage of customer services and in terms of capacity
overload the staff can be expanded.
Furthermore, the participants were asked for the
use of OpBI in manufacturing. The quintessence
across the interviews is that the short-dated time
reference of decision making in context of OpBI
leads to a big potential. Examples are the processing
of production data using dashboards. This allows a
monitoring and reporting of process performance in
terms of operational control. Manufacturers are able
to identify quality deviations, weaknesses or
machine failures to facilitate time savings and to
accelerate the production. Particularly industries
with manufacturing bands, such as the automotive or
the packaging industry were called as appropriate
areas. Further applications like staffs work time
logging, maintenance and surveillance of the
production equipment, inventory management for
raw materials and supplies, or product lifecycle
management came in mind of the interview
participants. The potential to use the gathered
information for improvement of logistics processes
was also mentioned, e.g. the timing of loading cycles
to reach optimal transport capacity utilization.
4.3 Discussion of Results
The case study reveals that customer oriented value
creation leads to planning and decision making
uncertainties in manufacturing. Flexibility is
required to react accordingly, while the management
of tremendously changing order quantities is
important. However, it has to be noted that the focus
on the respective flexibility depends on the specific
value creation. This differs according to specialist
fields of industrial organizations.
Nevertheless, a universal valid need for
comprehensive analysis functions and dynamic
decision making capabilities in manufacturing is
evident. Since flexibility is defined as the ability to
change by a constant performance level (Upton,
1994), counteracting adjustments necessitate an
awareness of the current situations to execute
adequate control mechanisms. The case study
confirms that actuating interventions are supportable
by a MES to support a dynamic decision making.
The functional design will vary depending on the
requirements of the respective value creation. Such
an asking for a case dependent alignment is also true
for analysis capabilities, which are required for a
closed loop process control. Therefore, the expert
interviews affirm a supporting potential of OpBI
enabling comprehensive descriptions of information,
data preparation and collection in manufacturing.
Summing up, MES and OpBI are jointly able to
support a manufacturing flexibility. However, they
have to be aligned to the value creation to achieve a
closed loop control approach. Considering that a
lack and an excessive flexibility are discussed as
reducing effect of process performance (Gebauer
and Fei, 2005), a case specific awareness of
flexibility becomes beneficial for dynamic decision
making and the IT support in manufacturing.
5 CONCLUSIONS
The paper investigates the demand of manufacturing
flexibility in competitive environments and explores
the benefits of a closed loop approach using MES
and OpBI in a conjoint manner. This facilitates a
dynamic decision making to face steady changing
customer requirements. These are uncertainties for a
manufacturing, while their successful handling cast a
positive light on growth and sustainability especially
in industrial organizations. A closed loop approach
of MES and OpBI is able to achieve these benefits,
because the decision making is directly attached on
the execution of the value creation process. The
MES provides control mechanisms for production,
quality, maintenance and inventory operations
management, while OpBI complements by
providing capabilities for a customer oriented
analysis of the process performance.
FacingtheChange-TowardsaDynamicDecisionMakinginManufacturingEnvironments
111

The lessons learned from the paper reflect the
complex and multidimensional characteristics of
manufacturing flexibility. Its achievement
challenges especially industrial organizations to
establish a dynamic decision making based on
comprehensive performance analyses. The issue is
supportable by MES and OpBI, but there is no
unisonous and abstract procedure universally valid
across all manufacturing industries. This sheds an
ambiguous light on flexibility, because of its
presence regarding to the manufacturing itself as
well as for the underlying decision support.
Considering subsequent research actions, the
paper gives an impulse for case specific
implementations and for benchmarking studies of
all-embracing industries. Thereby, the initial
discussion gets enriched by further insights
including comprehensive statistical evaluations with
respect to a particular and a global view on
manufacturing flexibility in context of a dynamic
decision making.
REFERENCES
Alpar, P., Louis, J. P., 2007. Eine empirische
Untersuchung der Softwareunterstützung bei der
Fertigung und Qualitätssteuerung. Philipps-
Universität Marburg.
Barret, J., Barger, R., 2010. Supply Chain Strategy for
Industrial Manufacturers: The Handbook for
Becoming Demand Driven. Retrieved April 16, 2012,
from www.gartner.com/id=1430728.
Beach, R., Muhlemann, A. P., Price, D. H. R., Paterson,
A., Sharp, J. A., 2000. A review of manufacturing
flexibility. European Journal of Operational
Research, 122, 41-57.
Browne, J., Dubois, D., Rathmill, K., Sethi, S. P., Stecke,
E., 1984. Classification of flexible manufacturing
systems. The FMS Magazine, 22, 114–117.
Eckerson, W. W., 2007. Best Practices in Operational BI:
Converging Analytical and Operational Processes.
TDWI Best Practices Report, Renton (WA).
Felden, C., Chamoni P., Linden M., 2010. From Process
Execution towards a Business Process Intelligence. In
Abramowicz, W. and Tolksdorf, R. (Eds.) Business
Information Systems 13th International Conference,
May 3-5, Berlin, Germany, 195-206.
Gebauer, J., Lee, F., 2005. Towards an "Optimal" Level of
Information Systems Flexibility: A Conceptual Model.
In Proceedings of the 13th European Conference on
Information Systems, May 26-28, Regensburg,
Germany.
Gluchowski, P., Kemper, H., Seufert, A., 2009. Innovative
Prozess-Steuerung. BI-Spektrum, 4, 1, 8-12.
Hänel, T., Felden, C., 2011. Limits or Integration?
Manufacturing Execution Systems and Operational
Business Intelligence. In Amercias Conference on
Informations Systems, August 05-07, Detroit, USA.
Hayes, R. H., Wheelwright, S. C., 1984. Restoring our
Competitive Edge: Competing Through
Manufacturing. Wiley, New York.
ISA ANSI/ISA-95.00.01-2000, 2000. Enterprise Control
System Integration, Part 1: Models and Terminology.
ISA technical paper.
ISO 9000, 2005. Quality management systems:
Fundamentals and vocabulary. European Committee
for Standardization, Brussels.
Flick, U., (2006). An introduction to qualitative research.
SAGE Publications, London.
Kletti, J., 2007. Manufacturing Execution Systems.
Springer, Berlin.
Koch, M., Lasi, H., Baars, H., Kemper, H. G., 2010.
Manufacturing Execution Systems and Business
Intelligence for Production Environments. In
Proceedings of the Sixteenth Americas Conference on
Information Systems, August 12-15, Lima, Peru.
KPMG, 2011. Global Manufacturing Outlook: Growth
while Managing Volatility. Retrieved April 16, 2012,
from www.kpmg.com/global/en/issuesandinsights/
articlespublications/global-manufacturing-outlook/
pages/growth-while-managing-volatility.aspx.
Patel, P. C., Terjesen, S., Li, D., 2011. Enhancing effects
of manufacturing flexibility through operational
absorptive capacity and operational ambidexterity,
Journal of Operations Management,
doi:10.1016/j.jom.2011.10.004.
Rodriguez, R.A., 2007. Aligning IT to Business Processes.
Retrieved April 16, 2012, from www.appian.com/
bpm-resources/papers_reports/report_aberdeen1.pdf.
Rogalski, S., 2011. Flexibility Measurement in Production
Systems, Springer, Berlin.
Rolón, M., Martínez, E., 2012. Agent-based modeling and
simulation of an autonomic manufacturing execution
system. Computers in Industry, 63, 53-78.
Saenz de Ugarte, B., Artiba, A., Pellerin, R., 2009.
Manufacturing execution system: a literature review.
Production Planning and Control, 20(6), 525-539.
Schrödl, H., 2006. Business Intelligence. Hanser,
München, Wien.
Upton, D., 1994. The management of manufacturing
flexibility. California Management Review, 36, 72-89.
Vokurka, R. J., O’Leary-Kelly S. W., 2000. A review of
empirical research on manufacturing flexibility.
Journal of Operations Management, 18, 485–501.
White, C., 2006. The Next Generation of Business
Intelligence: Operational BI. Retrieved April 16,
2012, from certification.sybase.com/content/1041416/
Sybase_OperationalBI_WP-071906.pdf.
Yin, R. K., 2009. Case Study Research: Design and
Methods. SAGE, Los Angeles.
Younus, M., Peiyong, C., Hu, L., Yuqing, F., 2010. MES
Development and Significant Applications in
Manufacturing - A Review. In 2nd International
Conference on Education Technology and Computer,
June 22-24, Shanghai, China.
KMIS2012-InternationalConferenceonKnowledgeManagementandInformationSharing
112
