
Colour Quality of CO
2
Laser-Treated Denim Fabric
C. W. Kan and K. K. Law
Institute of Textiles and Clothing, The Hong Kong Polytechnic University, Hung Hom, Kwoloon, Hong Kong
Keywords: Denim Fabric, CO
2
Laser, Colour Quality.
Abstract: CO
2
laser processing was used in this study for engraving denim fabric. By controlling the laser process
parameters, i.e. pixel time (µs) and resolution (dot per inch), laser with different powers can be produced
which were used for engraving a square pattern in denim fabric. After laser engraving, the shade and
related colour properties of the denim fabric were measured and compared with the untreated one.
1 INTRODUCTION
CO
2
laser treatment has been applied to different
areas of textile industry in recent years (Dascalu et
al., 2000); (Ozguney, 2007); (Tarhan and Sariisik,
2009). By altering the laser power, various amount
of the surface fibres and dye molecules from fabric
surface can be removed causing change in fabric
colour quality values. Therefore, laser treatment can
have the ability of being applied to textile material
for achieving colour fading effect. In recent denim
fabric finishing, colour fading shares one of the most
important finishing effect. Generally speaking, the
colour fading effect can be achieved by using mainly
chemical such as pre-washing, rinsing, stone
washing, sand washing, snow washing, stone
washing with enzymes and bleaching. However,
these treatments may cause pollution problem in the
effluent and inconsistent surface outcomes (Dascalu
et al., 2000); (Ozguney, 2007); (Tarhan and Sariisik,
2009). In addition, the chemical treatments are time-
consuming and product quality is quite difficult to
control. In order to cope with these problems, a
novel treatment that does not have the drawbacks
involved in the conventional chemical colour fading
technologies should be adopted for treating the
denim fabric. The laser treatment, being a dry
treatment, will be an alternative to the conventional
technologies. With the selection of laser intensity
precisely, it is easy to apply certain design effect
onto the textile surface with desired colour quality
values (Esteves and Alonso, 2007); (Kamata and
Suzuki, 2004); (Naruse and Suzuki, 2004). In the
present study, laser engraving will be applied to the
denim fabric in order to evaluate its effect on fabric
shade and colour related properties.
2 EXPERIMENTAL
2.1 Material
Blue indigo-dyed denim fabric was used. The fabric
weight was 384g/m
2
with warp density 20 ends/cm
(80tex) and weft density 20 picks/cm (60tex). The
denim fabric was conditioned under standard
atmosphere of 65±2% relative humidity and 20±2°C
before further treatment.
2.2 CO
2
Laser Processing
The laser process was conducted with a CO
2
source
laser (wavelength: 10.6µm) engraving machine
(GFK, Spain) which is computer-controlled. A
square pattern of size 200mm x 200mm as shown in
Figure 1 was input into the computer system. During
the laser processing, the square pattern was
transferred to denim fabric by laser engraving. The
resolution of the computer-controlled laser beam
was set to 30, 60, 80 and 100 dot per inch (dpi) with
pixel time of 110, 160, 220 and 300µs. Totally, 16
combinations were made.
Figure 1: Square pattern with size 200mm x 200mm.
129
W. Kan C. and K. Law K..
Colour Quality of CO2 Laser-Treated Denim Fabric.
DOI: 10.5220/0004264601290133
In Proceedings of the International Conference on Photonics, Optics and Laser Technology (PHOTOPTICS-2013), pages 129-133
ISBN: 978-989-8565-44-0
Copyright
c
2013 SCITEPRESS (Science and Technology Publications, Lda.)
2.3 Laser Power Measurement
In order to investigate the relationship between
resolution (dpi) and pixel time (µs) to give the laser
power density, a 842-PE hand-held Optical
Power/Energy Meter was used for measuring the
laser power energy of the 16 parameter
combinations.
2.4. Colour Measurement
Colour measurement was performed by a
spectrophotometer of GretagMacbeth Color-
Eye7000A. D
65
Daylight with a 10° standard
observer was used during colour measurement.
Totally, four measurements were done for each
sample. The samples were conditioned at 20 ± 2°C
and the relative humidity of 65±2% before taking
the measurements. Reflectance curves, K/S
sum
and
CIE L*a*b* values were obtained.
3 RESULTS AND DISCUSSION
3.1 Laser Power Measurement
The laser power (expressed in W/cm
2
) of the
corresponding combinations of resolutions and pixel
time were described in Figure 2. For pixel time, it is
a unique parameter in computer graphical file to
control the time for laser head positioning in each
image point in µs. The long pixel time means more
energy focused on the fabric causing a higher degree
of engraving effect. Resolution (in term of dpi) is a
parameter to control the intensity of laser spot in a
particular area; the higher dpi means a higher
resolution. However, too high resolution may cause
the fabric burnt. A steady increased
trend of the
power density was observed with the prolonged
pixel time and high resolution.
Figure 2: Power density of different parameters.
The laser power plays an important role in the CO
2
laser treatment on the denim fabric which is closely
related to the indigo removal process of textile. The
physical phenomena involved in the indigo removal
process will be the vapourisation process. The
material removal by laser may often be a simple
vapourisation process with absorption of the laser
energy at a continually treated surface. As the laser
energy increases, the material reaches vapourisation
conditions more rapidly (Dascalu et al., 2000).
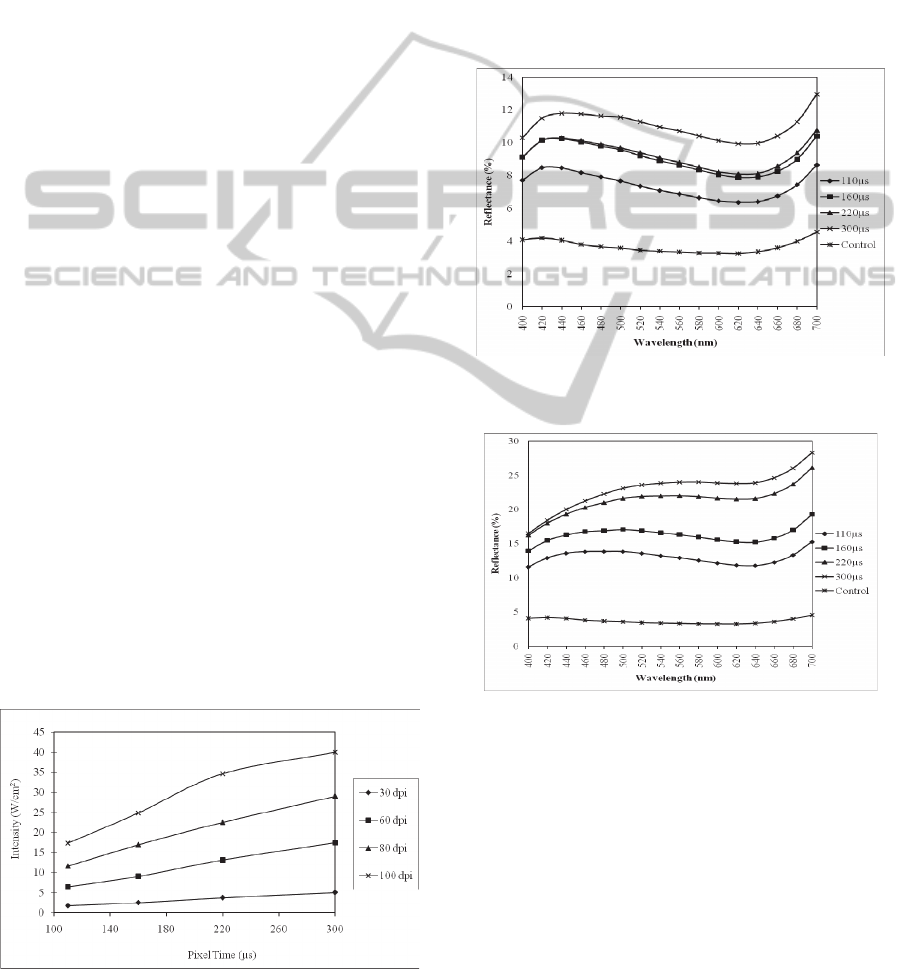
3.2 Reflectance Measurement
Figure 3: Reflectance of laser-engraved denim fabrics at
30dpi.
Figure 4: Reflectance of laser-engraved denim fabrics at
60dpi.
Figures 3 to 6 present the reflectance curves of
different laser-engraved denim fabrics. The
reflectance values of denim fabrics increased as the
resolution and pixel time were enhanced when
compared with the control fabric. At 30 dpi as
shown in Figure 3, one peak representing the
reflectance curve of all the selected pixel time were
located at the wavelength 400-430nm (indicating
blue shade). When the resolution and pixel time
increased as shown in Figures 4 to 6, there was no
sharp peak appeared with a band shifting to longer
PHOTOPTICS2013-InternationalConferenceonPhotonics,OpticsandLaserTechnology
130
wavelength at around 460-560nm (indicating green-
yellow shade).
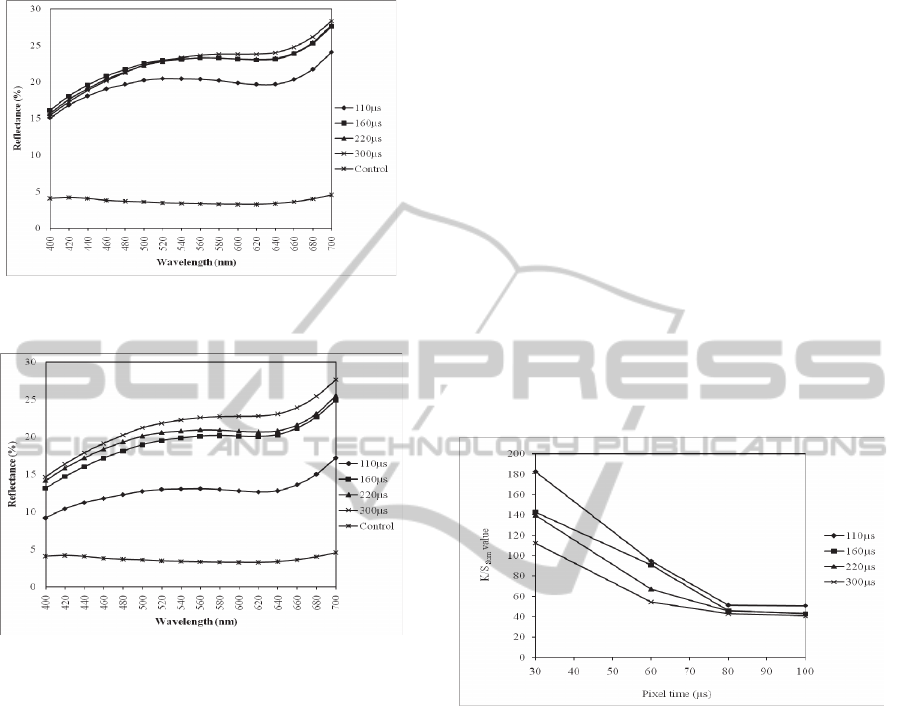
Figure 5: Reflectance of laser-engraved denim fabrics at
80dpi.
Figure 6: Reflectance of laser-engraved denim fabrics at
100dpi.
In addition, the reflectance curve provides the
information of the shade of the material in the
visible spectrum. When the reflectance value is
large, a pale shade will be and vice versa. It is clear
that the shorter the pixel time, the darker the shade
of the laser-engraved fabric will be. It had been
proved that the short pixel time would have a lower
laser power for the engraving process such that a
fewer amount of dyes could be removed from the
denim fabric surface resulting in a darker shade.
Similarly, when the resolution was taken into
consideration, the reflectance values increased
accordingly with the enhanced resolution. As shown
in Figure 2, the higher the resolution, larger the laser
power will be and resulting in more dye removal and
paler shade. Although a band shifting was noted,
there was no obvious change in the overall shape of
the reflectance curves.
3.3 Colour Yield
The colour yield of the denim fabrics after laser
treatment were expressed as K/S value, i.e. K/S = (1-
R)
2
/2R. Since there was a slight band shifting in the
reflectance curves, thus the K/S
sum
value (which is
the summation of K/S values over the visible
spectrum from 400 nm to 700 nm) was then used for
evaluating the effect of laser engraving process on
the colour yield of the denim fabric. Figure 7
represents the K/S
sum
value of the laser-engraved
denim fabrics in which the higher the K/S
sum
value,
the more the dye uptake would be. It was very clear
to find out that the K/S
sum
values decreased in each
resolution category with respect to different pixel
times. The K/S
sum
value of the untreated fabric was
396.32 but the K/S
sum
values dropped significantly
when compared with different laser-engraved denim
fabrics. As a result, the colour yield of the denim
fabrics decreased due to dye removal in laser
engraving process.
Figure 7: Colour yiled of differently laser-engraved denim
fabrics.
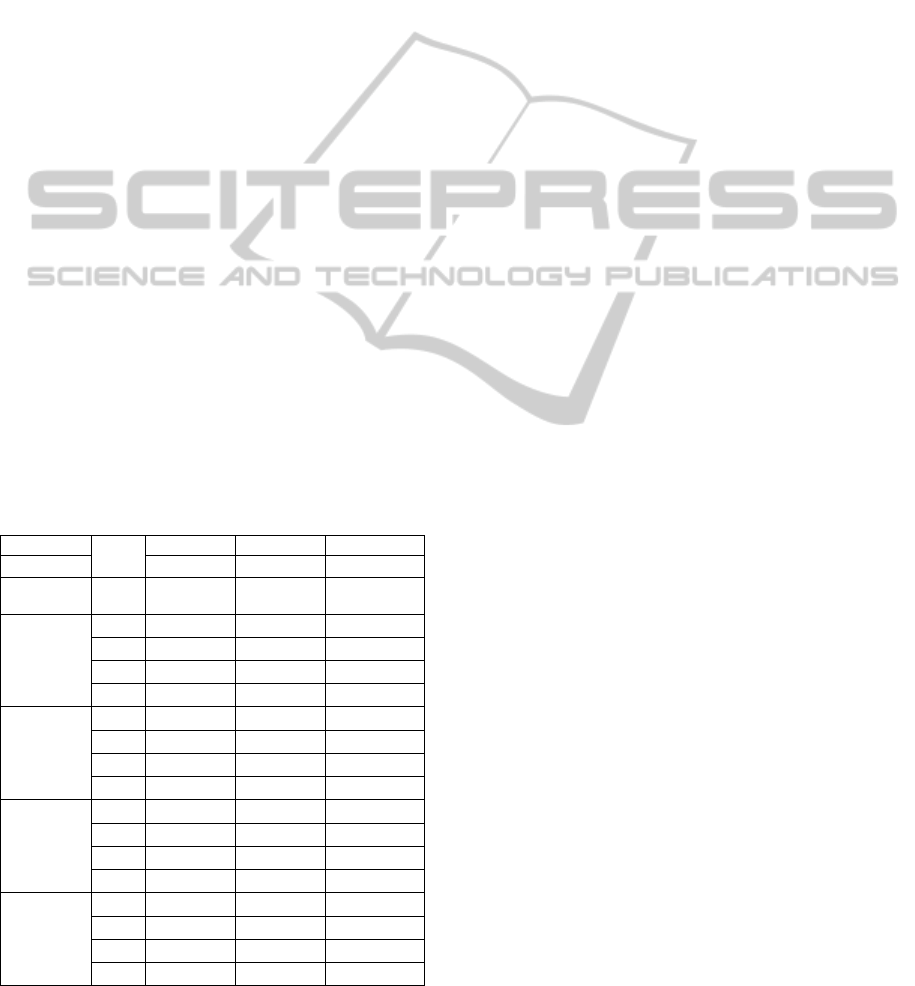
3.4 CIE L*a*B* Values
CIE L* value indicates the lightness of the sample.
The higher the CIE L* value, the lighter the shade of
sample will be. The CIE L* value increased with the
pixel time and resolution resulting in a lighter
surface appearance as shown in Table 1. The CIE L*
value of the control denim fabric value was 21.63.
When compared, the laser engraving process could
increase the CIE L* of the treated denim fabrics
significantly. As indicated in Figure 2, the laser
power level was related closely to the level of pixel
time and resolution. The increment in pixel time
together with the resolution would provide more
laser power in the laser engraving process. As a
result, more fibre materials together with the blue
indigo dyes could be removed from the fabric
ColourQualityofCO2Laser-TreatedDenimFabric
131
surface, leading finally to a paler shade.
CIE a* value represents redness and greenness of
a sample. The more positive the value of CIE a* is,
the redder the shade of the sample will be and vice
versa. In Table 1, the laser engraved denim fabrics
resulted in all negative values of CIE a* with the
magnitude of the values tending to increase. The
CIE a* value of the untreated denim fabric was 0.50,
which indicating that the original denim fabric was
redder than the laser-engraved fabrics. Upon the
laser treatment with different pixel time and
resolution, the pixel time of 110 µs gave the least
reduction in CIE a* followed by 160, 220 and 300
µs respectively. Since the yarns in denim fabric were
blue indigo ring-dyed, the core of the yarn remained
white in colour. In laser engraving, the fibre
together with the blue indigo dyes in the sheath of
yarn were removed from fibre surface leaving a
paler blue colour remaining in the yarn. Owing to
the thermal effect occurred during laser engraving,
thermal oxidation would occur resulting in yellow
surface colour in the yarn. The yellowing in cotton
yarn together with the remaining blue indigo dye
remained in the fabric surface contributes to a
greenish effect on the fabric surface. Since the laser
power increases correspondingly with the increment
of pixel time and resolution, thus the enhanced
thermal oxidation effect contributing to more yellow
surface colour would be obtained resulting in
increased greenish effect.
Table 1: CIE L*a*b* values of differently laser engraved
denim fabrics.
Sample
CIE L* CIE a* CIE b*
Control 21.63 0.50 -4.45
Pixel time
(µs)
dpi
110
30
31.89 -0.77 -4.05
60
42.56 -1.34 -1.55
80
51.99 -1.49 3.20
100
52.45 -1.55 5.44
160
30
35.59 -1.03 -3.65
60
42.78 -1.38 -0.23
80
53.76 -1.53 5.06
100
54.91 -1.65 6.30
220
30
35.89 -1.13 -3.06
60
47.42 -1.49 3.65
80
54.15 -1.57 5.39
100
54.98 -2.23 6.73
300
30
39.29 -1.26 -2.49
60
51.48 -1.59 3.70
80
55.23 -2.00 5.76
100
55.70 -2.36 6.82
Table 1 shows CIE b* values of the denim fabrics
after the laser engraving with different process
parameters. Generally speaking, CIE b* value
describes the yellowness and blueness of a sample.
The higher the positive the value of b*, the more the
yellowish of the sample will be and vice versa. The
CIE b* value of the untreated denim fabric was -
4.45 but after laser treatment, the CIE b* values
increased. The laser engraved fabrics tended to have
a yellowish shade with the prolonged pixel time and
increased resolution. According to Figure 2, the
increase in pixel time and resolution would increase
the laser power in the engraving process. Thus,
more fibres containing the blue dye could be
removed from the fabric surface resulting in a paler
blue shade with increasing CIE b* values. In
addition, the thermal oxidation effect imparted onto
the fibre could give yellowing effect on the fabric
surface also increase the CIE b* values.
4 CONCLUSIONS
Denim fabrics were engraved by laser with different
process parameters, i.e. resolution and pixel time.
Experimental results revealed that the increased
resolution and pixel time would increase the laser
power density accordingly. Under the influence of
high laser power, a paler surface appearance was
noted on the denim fabric. At the same time, the
K/S
sum
values were reduced accordingly, indicating
that the amount of blue dye on denim fabric was
decreased significantly. Meanwhile, the
measurement results of CIE L*a*b* values revealed
that a lighter shade was obtained for the laser-
engraved denim fabrics and also a green-yellow look
was observed for the denim fabrics. In conclusion,
with the suitable selection of various laser process
parameters, the laser engraving process could be
technically used as a novel dry surface treatment for
creating different shading effects on denim fabric.
REFERENCES
Dascalu, T., Acosta-Ortiz, S. E., Ortiz-Morales, M. and
Compean, I., 2000. Optics and Lasers in Engineering.
34, 179.
Esteves, F., Alonso, H., 2007. Research Journal of Textile
and Apparel. 11(3), 42.
Ferreo, F., Testore, F., 2002. Autex Research Journal.
2(3), 109.
Kamata, K., Suzuki, A., 2004. Journal of Applied Polymer
Science. 92, 1454.
PHOTOPTICS2013-InternationalConferenceonPhotonics,OpticsandLaserTechnology
132

Naruse, S., Suzuki, A., 2004. Journal of Applied Polymer
Science. 92, 1534.
Ondogen, Z., Pamuk, O., Ondogen, E.N., Ozguney, A.,
2005. Optics and Laser Technology. 37, 631.
Ozguney, A. T., 2007. Optics and Laser Technology. 39,
1054.
Tarhan, M., Sariisik, M., 2009. Textile Research Journal.
79, 301.
ColourQualityofCO2Laser-TreatedDenimFabric
133
