
A Generic Control Architecture for Material Handling Systems
Applied to a Baggage Handling System
S. W. A. Haneyah, J. M. J. Schutten, P. C. Schuur and W. H. M. Zijm
IEBIS, School of Management and Governance, University of Twente, P.O. Box 217, 7500 AE Enschede, The Netherlands
Keywords: Baggage Handling System (BHS), Real-time Scheduling, Control Architecture, Workload Control.
Abstract: This paper is part of research on generic planning and control of automated Material Handling Systems
(MHSs) in different industrial sectors. We build upon previous work to provide a proof of concept for the
applicability of a generic control architecture on a specific MHS. To this end, the baggage handling system
(BHS) of a major European hub represents our business case. We present the control architecture and apply
it to the BHS under study in a simulation environment. This application shows how the generic control
architecture adapts to the specificities of this BHS and how it handles unconventional workstation types,
i.e., robots. Finally, we highlight the lessons learned and make recommendations for future applications.
1 INTRODUCTION
We apply a generic control architecture, which was
developed for Material Handling Systems (MHSs)
by Haneyah et al. (2013a), to a baggage handling
system (BHS). The aim is to provide a proof-of-
concept for the applicability of the generic control
architecture to a specific MHS, while preserving the
generic structure. Moreover, the generic and
standardized methods should handle system-specific
elements in the BHS under study. We provide
modeling and implementation aspects for the BHS
under study, compare the generic control
architecture to the current practice approaches,
discuss the behavior of each approach, and comment
on the architectural design and software complexity.
The paper is organized as follows: Section 2
presents key literature. Section 3 illustrates the BHS
of our business case. Section 4 presents the control
architecture and its application to this specific BHS.
Section 5 provides the experimental setting. Section
6 provides general results and recommendations for
future applications of the generic architecture.
Finally, Section 7 ends with concluding remarks.
2 KEY LITERATURE
Haneyah et al. (2013b) present a comprehensive
literature review on control architectures for MHSs.
They conclude that only few studies attempt to build
a generic control architecture for different industrial
sectors. A common trend is that a control
architecture normally targets a specific sector, or
deals with material handling as part of a
manufacturing environment. Babiceanu et al. (2004)
use a holonic manufacturing systems approach as a
basis to suggest a framework for material handling.
However, this architecture has limitations and does
not address a number of necessary aspects (Haneyah
et al., 2013b). Tařau et al. (2009a) study route
control in BHSs. They find centralized control
approaches computationally expensive and not
robust. Tařau et al. (2009b) pay attention to
hierarchical control for route choice. They design a
hierarchical control architecture and examine multi-
agent systems in the same study, but find them
disadvantageous due to the extensive
communication required between agents. In general,
Tařau et al. study routing problems and how to
control divert switches within BHSs, but they do not
consider other operations, e.g., the early bag storage.
Johnstone et al. (2010) study status-based routing. In
their approach, the status of the bag determines its
processing requirements and triggers the
computation of the route to be followed, depending
on the states of required resources ahead. They
contrast an algorithm that is based on learning
agents with another algorithm using a graph
representation of the network to find possible routes
at switches via Dijkstra’s algorithm. Hallenborg &
121
W. A. Haneyah S., M. J. Schutten J., C. Schuur P. and H. M. Zijm W..
A Generic Control Architecture for Material Handling Systems Applied to a Baggage Handling System.
DOI: 10.5220/0004427201210130
In Proceedings of the 10th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2013), pages 121-130
ISBN: 978-989-8565-70-9
Copyright
c
2013 SCITEPRESS (Science and Technology Publications, Lda.)

Demazeau (2006) find global planning and
scheduling an impossible or inappropriate strategy
for large and complex MHSs. They use multi-agent
technology as a basis for generic software
components to replace traditional system-specific
centralized control software.
3 THE BHS
The core task of any BHS is to deliver each bag
from some point A (related to its source) to some
point B (related to its destination), within a specific
time limit. However, the airport environment of a
BHS is very dynamic and stochastic, which
complicates the delivery job and raises many
additional considerations to take care of. Moreover,
the transport network can be rather complex.
The build for a flight starts a couple of hours
before the scheduled time of departure. Then, at
least one lateral (a type of outfeed conveyor used in
BHSs to gather bags in preparation for loading on
planes) is open to handle the baggage for this flight.
The baggage arrives from the sorter system at one of
the designated laterals. There, workers take the
baggage off the lateral and transport it towards the
airplane, either on ramp carts or inside special
containers called Unit Load Devices (ULDs). This
paper focuses on a terminal in a major European hub
as an application case for the generic control
architecture of Haneyah et al. (2013a). Figure 1
presents a simplified material flow diagram that
gives insight into the main components of this BHS,
which are:
Baggage: bags that can be transported on the
BHS are referred to as conveyables, which represent
the main material flow. On the other hand, non-
conveyables represent a very small portion of the
total number of bags that cannot be loaded on the
BHS because they are too small, too large, too light,
too heavy, too unstable (e.g., a ball), etc. Non-
conveyables are handled with dedicated equipment.
Moreover, there is another flow that we do not
consider as it is not a bottleneck resource for the
performance of BHSs, which is the flow of empty
totes that are used in the storage area to carry bags;
other parts of the BHS use conveyors.
Diverts: diverts can direct the bag to one of two
possible routes. The selected route should eventually
lead to the bag’s next process step (the main sorter
or the bags storage). In this BHS, streams of bags
from check-in desks or transfer belts mix and
proceed to one of a group of 8 diverts (depending on
the source point).
Screening Area: security control occurs in this area.
In this BHS, there are four conveyor loops. Each two
loops lead to one (out of two) cluster of screening
machines. Each cluster has three screening
machines. The design of the screening area with the
upstream diverts is redundant, i.e., a bag can follow
either one of the two route options at the diverts to
go through one of the parallel loops, and then one of
the parallel screening machines within a cluster.
Suspicious bags go to a second screening level by
other machines. However, we model only one
screening level. After the screening machines, the
bags proceed via conveyors to downstream system
areas, e.g., storage and laterals build areas. In this
BHS, the screening machines do not have the same
connections to downstream resources. Each cluster
has one machine giving access only to the storage
area, a second giving access only to the main sorter,
and the third giving access to both areas.
Automated Storage and Retrieval System
(ASRS): the main function of the ASRS is to store
early bags until laterals of the corresponding flights
open. In this BHS, there is a racking system to store
totes with bags or without (empty locations), cranes
with a double load unit device, and pickup and
delivery stations at the end of each storage aisle. The
ASRS has 12 storage racks and 13 cranes, where
each rack is accessible by two cranes.
Main Sorter: This is a conveyor based sorting
system, which sorts bags to corresponding laterals.
Laterals Build Area: this is the main build area,
including the sorter(s) and the laterals. In this BHS,
there is one sorter with 18 build laterals and one
exception handling lateral to collect bags that missed
their flights.
Robots Build Area: in this BHS, robots can be
used to build ULDs for different flights, where each
flight may use robots for 45 minutes, starting an
hour before lateral open time (for the flight). There
are five robots, two of which are fully automated,
while the other ones are semi-automated. The semi-
automated robots can handle bags at a higher rate,
because a number of operators work on them.
Section 4 discusses the build operation further.
Conveyors: system areas and resources are
connected by a network of conveyors, which we take
into account in our control methods, but do not
model explicitly as they are at a low level of control
that mainly execute higher level control decisions.
The key performance indicator (KPI) for BHSs is
the irregularity rate (IR). For a certain plane, the IR
is the number of bags per 1000, which are supposed
to be on the plane but are not. From a practical point
of view, minimizing the IR is most challenging
ICINCO2013-10thInternationalConferenceonInformaticsinControl,AutomationandRobotics
122
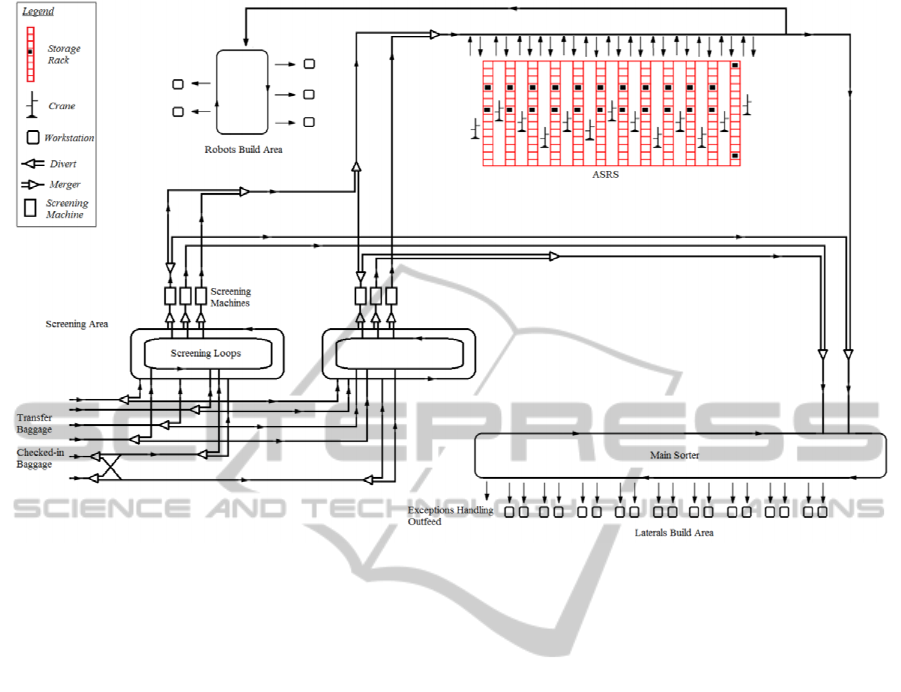
Figure 1: A basic Material flow diagram of the BHS.
when dealing with connecting flights. This is
because several things can go wrong when trying to
correctly deliver an arriving bag to the next
connecting plane within a given (often short) time
window.
In large BHSs it is common to have several
resources that can do the same job, e.g., parallel
screening machines and redundant transport
systems. The logistic control must use these
resources as efficiently as possible to minimize the
bag’s flow time in the system.
4 CONTROL ARCHITECTURE
This section presents the control architecture and the
decision-making processes involved in this BHS.
4.1 The Architectural Design
Haneyah et al. (2013a) analyze MHSs in different
industrial sectors and propose the building blocks of
a generic control architecture. Their control
architecture consists of three hierarchical levels:
planning, scheduling, and local traffic control, where
each level contains several generic controllers. Local
traffic control problems are the easiest to deal with,
as they do not affect the overall control structure or
the communications between different controllers.
Control methods for local traffic problems can be
integrated in this control architecture with minimal
difficulty. We focus on the higher levels of control,
i.e., planning and scheduling, which are the levels of
which the functionality highly depends on the
control structure and communication interfaces.
Planning control units, i.e., planners, have an
aggregate view of the system and are not directly
connected to system resources. Scheduling control
units, i.e., schedulers, are directly connected to
system resources, where each workstation or
transport resource has its own controller. Planners
communicate with each other and assign tasks to
subordinate schedulers. Schedulers also
communicate with each other to schedule the
assigned tasks and report to higher level planners.
We now present the controllers involved in this BHS
and their main duties (see Figure 2):
Build Planner: this controller is responsible for
the build areas, i.e., it coordinates the build
workstations being manned-laterals or robots. For a
BHS this means planning the build operations for
flights, i.e., it activates the build of certain baggage
groups on workstations and communicates with the
storage planner to request the release of relevant
bags from the ASRS.
Storage Planner: this controller is responsible
AGenericControlArchitectureforMaterialHandlingSystemsAppliedtoaBaggageHandlingSystem
123
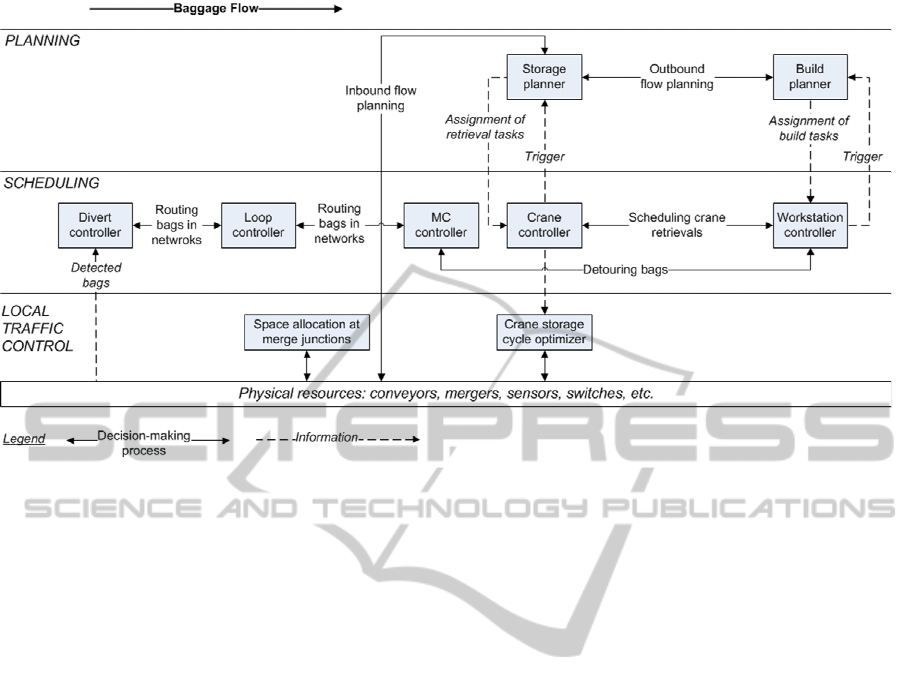
Figure 2: Control structure.
for the storage area, i.e., the ASRS consisting of
cranes and storage racks. The storage planner
assigns retrieval tasks to subordinate crane
controllers based on information from the build
planner. This controller also examines the possibility
of releasing baggage groups to build ULDs at robot-
workstations (see Section 4.2).
Workstation Controller: in the modeled BHS we
have two types of workstations, i.e., laterals and
robots. Flight build times are planned beforehand on
laterals and so laterals are reserved for certain flights
during some time frame. On the contrary, robots are
flexible workstations that can be used to fill a ULD
for any candidate flight. A candidate flight at a
certain moment in time is a flight that is allowed to
use robots at this moment in time and that has a
sufficient number of bags in the ASRS to fill a ULD.
A lateral workstation triggers the build planner when
the planned time to build a flight commences, while
a robot triggers the build planner when it finishes the
build of a certain ULD and can start a new one.
Crane Controller: at the scheduling level, the
main task of the crane controller is to schedule the
retrieval tasks (timing and sequencing). This
scheduling process considers the urgency of retrieval
tasks and the pipeline of destined workstation(s).
Machine Cluster Controller: a machine cluster
controller is responsible for monitoring a group of
parallel machines that are connected to the same
resources upstream and for posting information to
upstream controllers about estimated throughput
times. To this end, information about bags in the
pipeline from upstream controllers is required.
Loop Controller: loop controllers participate in
the routing process by transmitting information from
downstream machine clusters to upstream diverts
and the other way around. In addition, loop
controllers post information about space utilization
on the loop (see Section 4.2).
Divert Controller: using information transmitted
from downstream controllers, the divert controller
makes scheduling decisions on diverting bags to
which downstream system in the screening area.
4.2 Decision-making Processes
Haneyah et al. (2013b) apply a generic control
architecture to a material flow model entailing a
sorter system and an ASRS. Their model can be
configured either as a baggage handling system or as
a distribution system. Haneyah et al. (2013b) report
on interesting results with regard to achieving a high
level of synergy in control over common decision-
making processes in different industrial sectors.
Moreover, they show how uncommon decision-
making processes (which are specific to one
industrial sector) are built as functional add-ons to
the generic control architecture.
In this paper, we detail the generic architecture
further on the BHS at hand, which adds the
screening area and the robots build area (Section 3)
to the material flow model of Haneyah et al.
(2013b). In the following, we describe the decisions
taken at each level of control and communications
ICINCO2013-10thInternationalConferenceonInformaticsinControl,AutomationandRobotics
124
that are taking place between different controllers.
At the Planning level of control, decision-
making processes are: planning the inflow of bags to
the ASRS and planning the outflow from the ASRS
towards build areas.
Inbound flow to the ASRS: When a bag requires
storage, it is announced to the storage planner,
which responds with a destination rack and crane to
perform the storage operation. The storage planner
selects the storage rack with the smallest number of
bags, and with at least one active crane on it.
Outbound flow from the ASRS: In current
practice, cranes trigger a higher level of control that
they are ready to perform a retrieval cycle. At the
higher level of control, two different approaches are
employed to release baggage:
Retrievals for robots are released on an
individual basis considering the pipeline of the
destined robot and the sequence of bags required
in the ULD. Also, robots have priority over
laterals.
Retrievals for laterals are released in baggage
groups considering a limit for the ASRS on the
rate of retrievals for a certain baggage group.
The baggage groups are classified at a high level
of control in different priority classes according
to the number of bags in the ASRS and to the
planned retrievals’ finish times of these bags.
Priority classes of the baggage groups and the
limits on release rates are dynamic and updated
continuously as they depend on time and on the
number of bags in the ASRS. The high level of
control assigns the bags that the triggering crane
has to retrieve in its next cycle. Prioritization
rules within a certain priority class are also
considered.
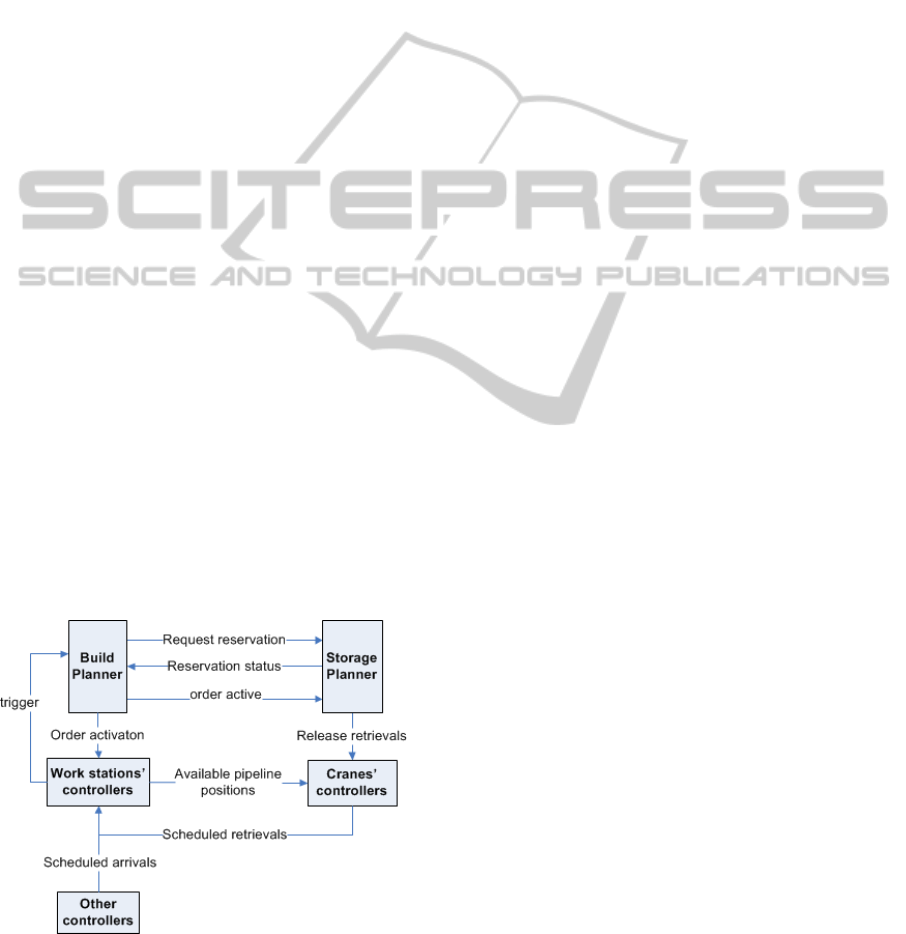
Figure 3: Communications in planning and scheduling.
In the proposed control approach, we have a
generic release approach that is based on
standardizing the two types of workstations (laterals
and robots). This standardization requires: first,
setting pipeline size limits for all workstations and
second, imposing due times on all crane retrievals
(see Figure 3). Baggage is released from the ASRS
in groups, where a baggage group can be as large as
all bags belonging to a certain flight or a sub-set of
these bags defined by the storage planner. There are
two main sub-processes in outbound flow planning:
Stock reservation: this is a generic planning
process that Haneyah et al. (2013b) use in the
distribution sector to assign product totes to
orders. In baggage handling, this process is often
not needed because each bag entering the system
via check-in desks or as transfer baggage is
already assigned to a specific flight. However, in
our model the extension to the robots build area
requires the use of this process, because the
storage planner has to make a selection of bags
from a possibly larger set to be assigned to a
certain ULD. In other words, when a robot-
workstation announces its availability to build a
ULD, the build planner inquires the storage
planner about candidate flights to build a ULD
for. Candidate flights should have enough
content of bags in the ASRS to fill a ULD and
should be within the time allowed to build ULDs
on robots. The storage planner informs the build
planner about the options. The build planner may
then request to release a baggage group (ULD
content of bags to be selected by the storage
planner) for a certain candidate flight (e.g.,
earliest departing) and assign this group to the
triggering robot.
Order release: workstations trigger the build
planner to activate the build of baggage groups,
based on work progress for robot-workstations
(baggage group is the content of a ULD), or
according to planned build times for lateral-
workstations (baggage group is all bags for the
concerned flight). As soon as a baggage group is
active on a workstation, bags belonging to this
baggage group have to be released from the
ASRS. Therefore, the build planner informs the
storage planner that a certain baggage group is
active. In turn, the storage planner dynamically
assigns relevant bags to candidate cranes as
retrieval tasks, i.e., if the reserved bag is
accessible by more than one active crane, then
the storage planner assigns the retrieval to the
crane with the smallest workload. Moreover, the
storage planner sets due times for retrieval tasks.
The due time for bags going to robot-
AGenericControlArchitectureforMaterialHandlingSystemsAppliedtoaBaggageHandlingSystem
125
workstations is a parameter that we use (see
Section 5), whereas the due time for bags going
to a lateral-workstation is the planned end time
of the flight build.
At the Scheduling level, decision-making
processes are: scheduling crane retrievals, routing by
diverts, and detouring bags.
Scheduling crane retrievals: Given a set of
retrieval tasks, crane controllers schedule these tasks
based on their due times and the pipelines of
destination workstations. The pipeline size of a
workstation is the number of bags that can be in
transport to this destination at any point in time. We
only send bags if the number of bags in the pipeline
is less than the pipeline size, in order to prevent
overloads and congestion. We use the pipeline size
concept often in our control in the following
manner: each workstation receives information
about incoming bags (from cranes or diverts) and in
turn updates the number of empty positions
remaining in its pipeline. This includes scheduled
retrievals that are not physically in the pipeline yet.
Other controllers, e.g., crane controllers, observe the
pipeline capacities and consider this information
when scheduling. For robot-workstations, the flow
has to be strictly controlled, because bags are to be
handled according to a predetermined sequence.
Hence, recirculation of bags due to blocked entry to
a robot is prohibited, and so the pipeline size is
typically equal to the number of locations in the
inbound buffer of the robot-workstation. In this way,
if any problem occurs in the workstation, then all
bags in transport can be accommodated in the
inbound buffer with a preserved sequence. For
lateral-workstations, we set the pipeline sizes
according to Formula 1 as developed and motivated
by Haneyah et al. (2013b) who use a time allowance
parameter (to account for traffic delay and blocking
considerations) and the following variables:
i
PS
= pipeline size of workstation i (bags).
i
TT
= Average transport time from all cranes and
the arrivals divert to workstation i.
i
C
= capacity of workstation i (bags/minute).
*( )
ii i
PS C TT Allowance
(1)
When the pipeline to a certain destination is full,
system controllers react by blocking further bags
from being retrieved or routed to this destination,
which implies a pull-concept for workload control.
Routing bags in networks: Haneyah et al.
(2013a) outline an approach for routing items in
networks with service points, where divert
controllers make the routing decision based on the
state of the system downstream. We apply this
approach in the screening area, where screening
machines (see Figure 1) are available at alternative
systems. In such configurations, a divert controller
has to decide which system to divert an incoming
bag to. Contrary to current practice where static
shortest path algorithms are often implemented, we
propose a dynamic control logic.
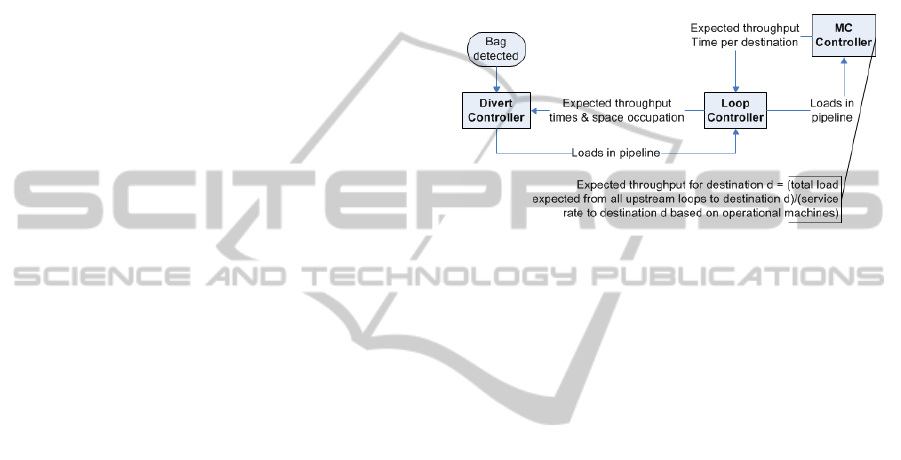
Figure 4: Routing bags in networks.
We aim to balance the load on parallel systems
and react to machine failures, i.e., fewer bags should
go to the system having a lower service rate. We
focus on expected throughput time to pass through
the system. As the bag can go either to the laterals
build area or to the storage area, we calculate the
expected throughput time per destination. To this
end, machine cluster controllers post expected
throughput time to pass through (see Figure 4). In
turn, upstream controllers use this information to
make routing decisions. In order to estimate
throughput time, downstream controllers need
information about bags in the pipeline from
upstream controllers. The decision to divert a bag to
system A or to system B is impractical to take for
each bag separately due to the high rate of bags
passing the divert at a high speed, and may cause
excessive switching of diverts (which is undesirable
for the equipment). Therefore, the divert is
positioned to one of the downstream systems until
the difference in throughput times between
downstream systems exceeds a certain threshold.
Then, the divert switches position to react to the
imbalance. As long as throughput times are
balanced, we check whether space occupation on
downstream loops is balanced in the same manner.
We use a dashboard logic to post status updates to
upstream controllers. Each component (cluster, loop,
or divert) has a dashboard that posts accessible
destinations downstream, expected throughput
times, and space occupation on loop(s) downstream.
Upstream flow is blocked when the system has
ICINCO2013-10thInternationalConferenceonInformaticsinControl,AutomationandRobotics
126
completely absorbed the allowed capacity.
We emphasize that the standardized controllers
and interfaces allow the implementation of the same
control logic on different system layouts by merely
defining connected controllers upstream and
downstream for each resource.
Detouring Bags: One screening machine per
cluster has connections to both the main sorter and
to the ASRS. Obviously, bags are routed to the
ASRS when the build for the corresponding flight is
not open yet. Also, if the build is open and the
pipeline(s) of the destined workstation(s) is (are) not
full, then the bags are routed to the main sorter.
However, if the pipeline(s) is (are) full then, in order
to maintain a controlled flow on the main sorter, we
test routing bags to the ASRS and delegate the
scheduling task to crane controllers there. The latter
option is not used for urgent bags as it may cause
them to miss their flight. In this case, bags are better
off recirculating on the main sorter.
At the
local traffic level, we model two local
traffic control processes in an aggregate manner as
they do not affect the overall architecture and merely
execute scheduling decisions. The first process is
space allocation at merge junctions, e.g., the loop
controller has to allocate free spaces on the loop to
bags waiting to enter the loop from outbound buffers
of cranes. For this merge problem, we dedicate
another study (Haneyah et al., 2011). The second is
the crane storage cycle and in-aisle travel optimizer,
which concerns the determination of travel
sequences for a crane within an aisle, e.g., to execute
a storage cycle to store bags waiting on its inbound
buffer. The latter is a simple problem for which a
simple algorithm or control rule can be incorporated
in the architecture. Note that schedulers are
responsible for workload control, because they
decide when to start planned tasks, e.g., retrievals.
Moreover, pipeline size limitations reflect a pull
system for material flow. In contrast, local traffic
controllers have to deal with material physically
moving as a result of scheduling decisions.
5 IMPLEMENTATION
In order to test the performance of the generic
control architecture and compare it to current
practice, we build a simulation model in UGS-
Tecnomatix Plant Simulation that includes the main
building blocks of the BHS under study and of the
architecture. First, we need to tune the control
parameters: threshold values for routing in parallel
systems, the time allowance in Formula 1, and due
times on retrievals to robots.
Experimental setup: The operational scenario
covers a day of operation in each simulation run. We
include common screening machines failures
occurring during normal operation with exponential
distribution for the time to failure (mean = 6 hours)
and an exponential distribution for repair time (mean
=10 minutes). Each simulation run includes: 61
flights where each flight is scheduled to build on two
laterals for 75 minutes, ending 15 minutes before the
scheduled time of departure. There are two operators
working on each lateral at a handling capacity of 120
bags per hour per operator. Automated robots and
semi-automated robots handle bags at a capacity of
200 and 350 bags per hour respectively. Finally, the
number of bags modeled per simulation run is
25,198 including transit and check-in bags.
Model Parameterization: We test the generic
routing logic in parallel screening systems and the
detour option (Section 4.2). We test the detour
option versus always sending bags to laterals when
the build time of the flight is open (even if the
pipelines are full). Routing parameters (see Section
4.2) are selected according to desirable values in
practice. We use a throughput time threshold of one
minute, which means that a divert switches position
only if switching leads to at least one minute saving
in throughput time downstream. Likewise, the space
utilization threshold is set to 20%, which means that,
as long as throughput times are balanced, a divert
switches position only if switching leads an
incoming bag to the loop which is at least 20% less
occupied than the other accessible loop downstream.
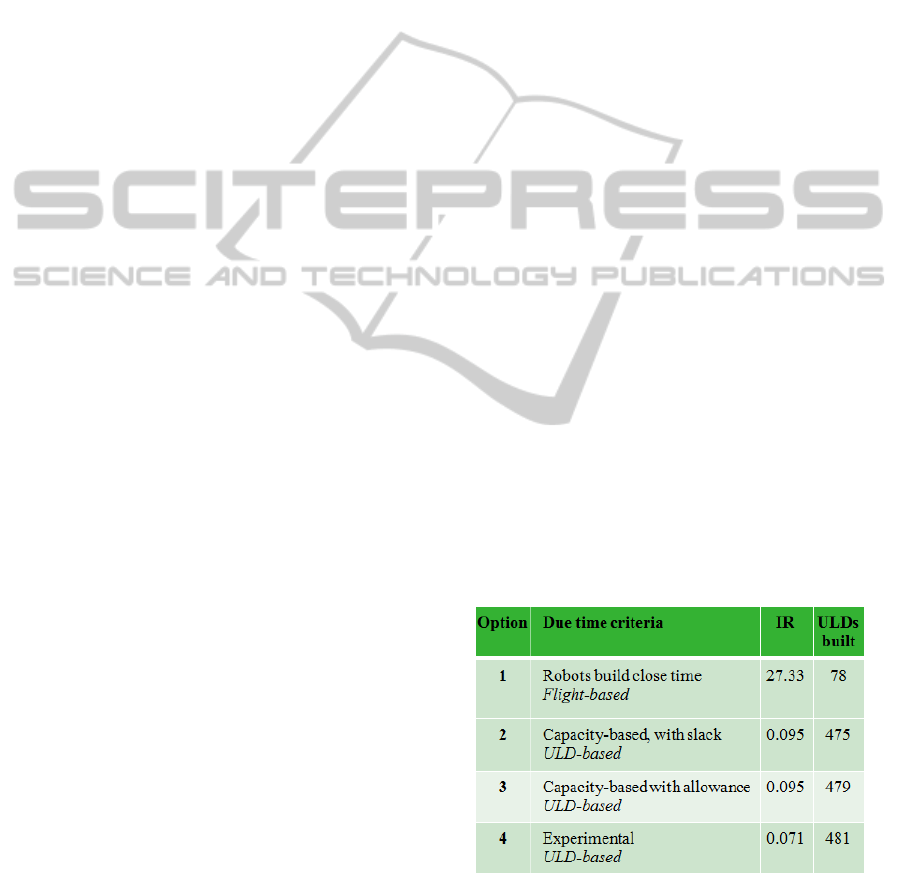
Table 1: Setting due times for retrievals to robots.
We conduct several experiments to configure the
time allowance parameter in Formula (1). The best
value for the time allowance is found to be 100
seconds for both options; with detour and without
detour. We observe that, in this BHS, the detour
AGenericControlArchitectureforMaterialHandlingSystemsAppliedtoaBaggageHandlingSystem
127
option is seldom used (on average 0.4% of all bags
were detoured) and does not have a big effect on the
IR. The causes for this result are: first, the possibility
of the detour option is limited to only two out of the
six screening machines in the screening area due the
design of this particular BHS (see Section 3).
Second, in this BHS, a bag can be detoured if it has
at least 30 minutes until departure.
In Section 4, we state that in order to achieve
standardization among workstations, it is necessary
to impose due times on all retrieval tasks assigned to
cranes. Then, cranes can have a standard approach
for retrievals and do not have to distinguish
retrievals to robots from those to laterals. While due
times on retrievals to laterals are straightforward
(Section 4.2), we have to set due times on retrievals
to robots. We study several options (see Table 1) to
set due times and test the effect of each option on the
IR. We also observe the number of ULDs built by all
robots during a day of operation.
Option 1 builds upon the fact that each flight has
45 minutes allowed to use robots, starting one hour
before laterals open, but gives unacceptable results.
What happens is that a retrieval to a certain flight
may have 45 minutes until its due time, when it is
released early, but another retrieval to the same
flight may have few minutes until its due time, when
it is released towards the end of the time allowed for
the flight to use robots. A resulting behavior is that
crane controllers delay the retrievals to robots as
they had initially long time until they are due. Thus,
robots remain waiting and do not trigger for more
work because the assigned ULD builds were not
processed. Moreover, when retrievals for robots are
due soon, cranes start working on them and delay
retrievals to other flights building on laterals.
Consequently, a due time for each ULD is more
logical. For Options 2 and 3 in Table 1, we propose
a time interval allowed to build a ULD. We calculate
this interval using the number of bags planned for
the ULD divided by robot service rate. To take into
account issues such as transport times, delays and
blockings, we plan for less than 100% robot capacity
(Option 2, best at 60% of capacity), or plan for
100% capacity and add a time allowance (Option 3).
In fact, we found it best to use experimental build
times for ULDs (Option 4). We achieve a 0.071 IR
when 15 minutes is given to build a ULD for any
robot. Although semi-automated robots have a
higher handling capacity than automated robots, we
achieve best results when both robot types are given
the same time to build a ULD. Giving both the same
time to build a ULD at some point in time means
that the due times for all retrievals released at this
point in time are the same. Thus, cranes work on
retrieving bags for all robots in the system, but if due
times for semi-automated robots were few minutes
sooner, then the cranes would serve these robots and
delay the automated robots. So, at the system level,
bags are handled at a lower rate.
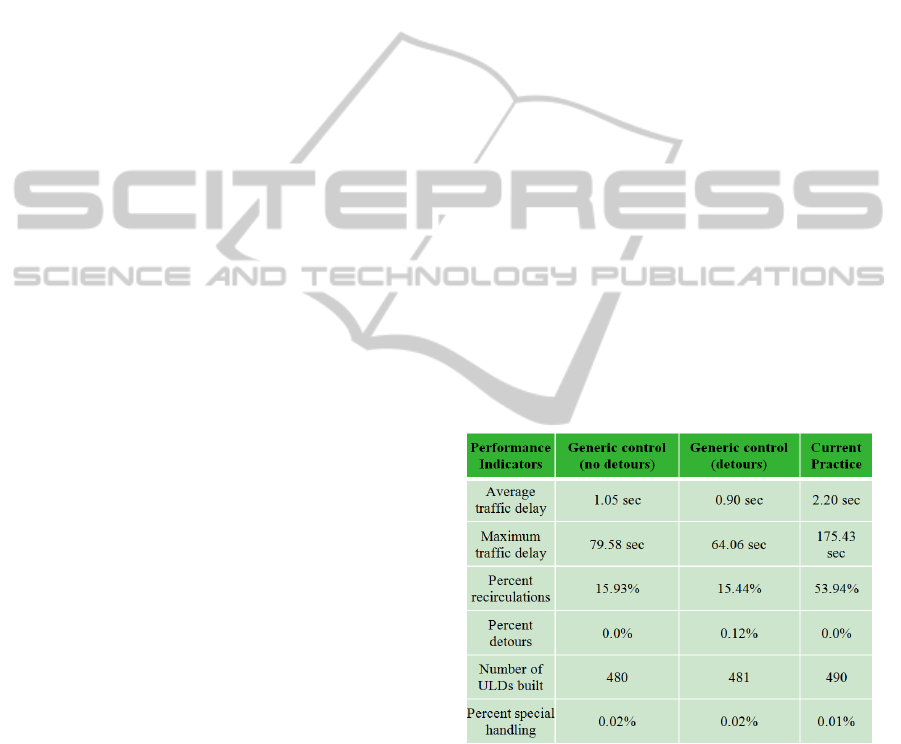
6 RESULTS AND DISCUSSION
We compare the performance of the generic control
architecture to current practice for this BHS, and
find that both approaches achieve zero IRs under
normal operational conditions. Thus, we analyze
other performance indicators (see Table 2). We
observe that, due to the pull concept, generic control
performs better in minimizing the percentage of bags
that have to recirculate on the main sorter, which
decreases traffic delays. However, current practice
compensates for less output on the sorter by better
utilization of robots (more ULDs are built). This
occurs because retrievals for robots get priority in
current practice, while in generic control there is no
strict distinction between workstations. The
percentage of bags receiving special handling due to
missing the lateral close time is comparable.
Table 2: Generic control versus current practice.
Current practice approaches at the planning level
are customized, complex, and computationally
intensive. On the other hand, the generic control
architecture identifies the decision-making processes
at the right level of control, and handles layout-
specific details by configurable parameters. Hence,
the architecture is scalable and tunable to different
system layouts and designs. Moreover, the
architecture allows for a much faster implementation
and is both flexible and more robust; still without
compromising overall performance. Finally, we
ICINCO2013-10thInternationalConferenceonInformaticsinControl,AutomationandRobotics
128

stress that the comparisons we made are based on
normal operational conditions. When more severe
and unexpected disturbances in the material flow
occur, we expect generic control to outperform
current practice as generic control reacts directly to
problems in material flow and takes actions to avoid
possible congestions and imbalances.
In the following, we list some of the lessons
learned, which are useful when trying to implement
the generic control architecture to other MHSs:
Only use generic modules, e.g., we model any
type of build workstations by the generic
workstation module. Customized modules
hamper the generic structure.
Maintain standard interfaces between different
controllers.
System size and layout characteristics should not
affect the implementation of generic scheduling
processes. This is shown by our application of
the generic dynamic routing in the screening area
of the BHS.
The planning level of control is generic, but may
include system-specific business rules in making
decisions, since it is the interface to the users’
processes. This level can also include some
algorithms to make decisions within certain
controllers. For example, the storage controller
may use an algorithm to make decisions on
which bags in particular are to be assigned to a
certain ULD.
A distributed decision-making structure is
necessary, as it supports the modularity,
robustness, and generic nature of the control
architecture. For example, if a central controller
executes routing decisions, then it would not be
able to easily handle different system layouts.
Specific algorithms can be used for local traffic
control, they can be easily integrated as add-ons
to the control architecture and do not affect
communication at the higher levels of control.
7 CONCLUSIONS
In this paper, we provided a proof-of-concept for the
applicability of generic control for MHSs in
different sectors. One of the advantages is generic
modeling of workstations, being laterals or robots.
This resulted in a simpler control software for the
retrieval process. Moreover, we implemented a
dynamic routing strategy that uses the dashboard
logic to make routing decisions and to react to
breakdowns and congestion. These control methods
have a modular and generic structure, which allows
them to be implemented in different BHSs and
different MHSs in other industrial sectors.
In future research, we will return to the concept
of generic control and apply the generic control
architecture to a large MHS in the distribution
sector. In this MHS, we will study a large ASRS and
a large order picking area. The latter consists of four
order picking stations and a network of conveyors.
For this future implementation, we will test the
applicability of the generic control architecture and
analyze the extent to which we maintain the
structure of standardized control procedures. In
particular, we are interested in studying the
applicability of the generic routing method to a
MHS in the distribution sector, and in comparing the
implementation in the distribution sector with the
implementation in the baggage handling sector.
REFERENCES
Babiceanu, R. F., Chen, F. F., and R. H. Sturges (2004)
Framework for the control of automated material-
handling systems using the holonic manufacturing
approach. International Journal of Production
Research. 42(17): p. 3551-3564.
Hallenborg, K. and Demazeau Y. (2006) Dynamical
Control in Large-Scale Material Handling Systems
through Agent Technology, in Intelligent Agent
Technology, 2006. IAT '06. IEEE/WIC/ACM
International Conference on, pp. 637-645.
Haneyah, S. W. A., Schutten, J. M. J., Schuur, P. C., Zijm,
W. H. M. (2013a) Generic Planning and Control of
Automated Material Handling Systems. Computers in
Industry, 64(3): p. 177-190
Haneyah, S.W.A., Schutten, J. M. J., Schuur, P. C., Zijm,
W. H. M. (2013b) A generic material flow control
model applied in two industrial sectors. Computers in
Industry, in press (DOI: 10.1016/j.compind.2013.03.
007)
Haneyah, S. W. A., Hurink, J. L., Schutten, J. M. J., Zijm,
W. H. M., and Schuur, P. C. (2011) Planning and
Control of Automated Material Handling Systems:
The Merge Module. In: B. Hu, K. Morasch, S. Pickl,
and M. Siegle, editors. Operations Research
Proceedings 2010, Part 8, pages 281-286, Springer
Heidelberg Dordrecht London New York, 2011. ISBN
978-3-642-20008-3.
Johnstone, M., Creighton, D. and Nahavandi, S. (2010)
Status-based routing in baggage handling systems:
Searching verses learning. IEEE Transactions on
Systems, Man and Cybernetics Part C: Applications
and Reviews. 40(2): p. 189-200.
Tařau, A., De Schutter B., and Hellendoorn H. (2009a)
Centralized versus decentralized route choice control
in DCV-based baggage handling systems. In:
Proceedings of the IEEE International Conference on
AGenericControlArchitectureforMaterialHandlingSystemsAppliedtoaBaggageHandlingSystem
129

Networking, Sensing and Control, Okayama, Japan,
March 26-29, 2009.
Tařau, A. N., De Schutter B., and Hellendoorn H. (2009b)
Hierarchical route choice control for baggage handling
systems. In: Proceedings of the 12th International
IEEE Conference on Intelligent Transportation
Systems, St. Louis, MO,USA, October 3-7, 2009.
ICINCO2013-10thInternationalConferenceonInformaticsinControl,AutomationandRobotics
130
