
Knowledge Presentation based on Multi-dimension Model
for Measuring Planning in Digital Manufacturing
Xiaoqing Tang and Zhehan Chen
School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China
Keywords: Process Model, Measurement Plan, Knowledge Presentation, Digital Manufacturing.
Abstract: Digital measurement technology has been widely employed in product manufacturing process. In general, a
measuring process is planned based on human knowledge in planning strategies, measuring regulations, de-
vices and instruments, measuring operations and historical data. Knowledge-supported measuring planning
makes the process formatted, and enables manufacturers to improve product quality and reduce manufactur-
ing cost. Therefore, accumulating, presenting and modeling the measuring data, information and expertise
knowledge from engineering sectors, which can provide a foundation for discovering and reusing
knowledge of measuring process, are crucial for planning and optimizing a measurement plan. In order to
improve measurement plans based on expertise knowledge, a general measurement space (GMS) model of
measuring process is proposed. The model makes the attributes in three dimensions to describe and classify
multi-source and heterogeneous knowledge in the measuring process. The methodology for integrating and
expressing measuring process knowledge is then discussed, in order to support the storage, management and
analysis of structured knowledge data based on programs. Finally, the GMS’s characteristics matrix is con-
structed, providing a feasible way to evaluate measurement plans based on measuring process knowledge.
1 INTRODUCTION
Digital measurement technologies have been in-
creasingly and widely employed, which provide
more efficient and highly precise approaches for
inspection and quality assurance in digital manufac-
turing process, and thus have drawn significant at-
tention from manufacturers. (Jody et al., 2011;
Muelaner and Maropoulos, 2010; Du and Chen,
2011; Wang et al., 2011; Liu et al., 2013). Digital
metrologies are based on laser tracker, photogram-
metry, iGPS and other digital measurement instru-
ments; their applications not only improves the
forms of measuring and inspecting, but also brings a
new principle: measurement is not just an operation
for geometrical dimensions inspection, but becomes
the eyes of entire production process for digital data
transferring, collecting and quality assurance.
In comparison to the traditional measurement
approaches, digital metrologies have the attributes in
both progressiveness and complexity (Peggs et al.,
2009); in order to meet the requirements of meas-
urement accuracy, measuring time and total cost for
a given task, it is necessary to plan the measuring
process based on the human knowledge in planning
strategies, measurement instruments, historical data
and measuring operations, followed by making out a
measurement plan for guiding the measuring process.
The most important factor during measurement
planning is accuracy consisting of trueness and pre-
cision. Trueness reflects the systematic errors and
precision reflects the random errors (DE-DIN,
2003). For applications of digital metrologies, meas-
urement plan is significantly important for ensuring
the accuracy, validity and creditability of measuring
results that is output by the measuring process.
Measurement planning based on the historical
knowledge is aimed at ensuring the measurability of
measuring process, which is determined by a num-
ber of manifold factors involved in the process. The
relations between measurability and process factors
are the foundation of measurement plan decision,
and they are embedded in historical data of measur-
ing process. Therefore, knowledge discovery, collec-
tion and expression of measuring process are critical
for measurement planning in digital manufacturing.
However, there is a lack of research on how to inte-
grate the complex historical information from meas-
uring process, and to build up the relationship be-
tween measurability and process factors; and thus
67
Tang X. and Chen Z..
Knowledge Presentation based on Multi-dimension Model for Measuring Planning in Digital Manufacturing .
DOI: 10.5220/0004514100670073
In Proceedings of the International Conference on Knowledge Discovery and Information Retrieval and the International Conference on Knowledge
Management and Information Sharing (KDIR-2013), pages 67-73
ISBN: 978-989-8565-75-4
Copyright
c
2013 SCITEPRESS (Science and Technology Publications, Lda.)

measurement planning without the support of
knowledge is still non-formatted and uncertain.
In order to integrate, express and take full reuse
of historical knowledge for measurement planning, a
multi-dimensional measuring process model based
on general measurement space (GMS) is proposed; a
methodology, which is based on the GMS model, for
formally integrating and expressing different meas-
uring process knowledge is presented and discussed;
finally, the GMS’s characteristics matrix is con-
structed, providing a feasible way of evaluating and
optimizing measurement plans based on measuring
process knowledge in digital manufacturing.
2 RELATED WORKS
Digital measurement has become one of the critical
parts in product manufacturing. As a typical applica-
tion form, instruments such as laser trackers, iGPS
are largely used to measure the position and orienta-
tion of complex components during fixtures calibra-
tion and components alignment by Boeing, Airbus,
Rolls-Royce and other manufacturers (Yu et al.,
2009; Jamshidi et al., 2010; Jayaweera et al., 2010).
Widely employments accumulate a large amount of
process information for knowledge integration.
In order to optimize the measurement plan of
measuring process, the majority of the research fo-
cuses on precision analysis of digital instruments.
Jamshidi analyzed the relation between precision
and physical structure of iGPS, and compared it with
laser tracker (Muelaner et al., 2009; Maisano et al.,
2008; Maisano et al., 2009); Muelaner proposed a
mathematical model for evaluating the measurement
capability of different instruments, which is able to
support instruments selection for measurement plan-
ning (Muelaner et al., 2010); on the basis of princi-
ple analysis, Du conducted research on how the pre-
cision of iGPS measurement field is affected by its
deployment types (Du et al., 2012); Wang investi-
gated the error sources of large scale measurement
system and proposed a method for uncertainty eval-
uation (Wang et al., 2013). Their research usually
established the link between precision and parame-
ters of special instrument, but was only a part of the
measuring process and not enough for measurement
planning.
For knowledge management of measuring pro-
cess, Maropoulos firstly proposed the concept of
metrology process model; then, Chen used a meas-
urement field model with input and output to express
digital measuring process, analyzed its attributes and
discussed the evaluation method (Chen and Du,
2012); subsequently, a measurement data model
based on key measurement characteristics was given
for unifying, storing and managing the measuring
process data in product assembly (Chen et al., 2012).
In summary, the research and applications of dig-
ital metrologies are still in their infancy; the lack of
investigations on measuring process model and
knowledge integration causes that, a large amount of
historical information and knowledge of measuring
process haven’t been fully discovered, managed and
reused. Knowledge modeling and expressing of
measuring process have significances for measure-
ment planning and the development of digital me-
trologies and in manufacturing.
3 MEASURING PROCESS
MODELING
Measuring process consists of four stages: demands
analysis, process planning, data collection and result
output; in order to describe the knowledge in meas-
uring process, firstly, based on object-oriented mod-
eling method, measurement space is considered as
an object with functions of receiving demands, exe-
cuting commands and outputting result; therefore,
measuring process can be described by behaviours
of measurement space, and knowledge in the process
can be described by attributes of measurement
space.
Traditional measurement space is considered to
be a three-dimensional geometrical space; in order to
embed the manifold elements, general measurement
space (GMS) model with three dimensions and ten
attributes is proposed as the model of measuring
process, as shown in Figure 1; it integrates five key
elements in measuring process: people, machine,
material, method and environment.
Attributes of GMS are classified into three di-
mensions: 1) Physical dimension includes basic el-
ements of measuring process such as instrument,
target and environment; 2) Process dimension in-
cludes additional elements for implementing the
behaviours and functions of measuring process, such
as plan, operator and algorithm; 3) Characteristics
dimension includes key characteristics of measuring
process, such as accuracy, cost, time and range,
these characteristics are determined by attributes of
physical and process dimensions. Based on the GMS
model, measuring process can be described as: de-
mands inputting, GMS constructing, characteristics
evaluating and result outputting.
KDIR2013-InternationalConferenceonKnowledgeDiscoveryandInformationRetrieval
68

Figure 1: Definition of general measurement space.
3.1 Attributes in Physical Dimension
In physical dimension, instrument attribute is used to
describe information and knowledge of digital
measurements, such as laser tracker, photogramme-
try, iGPS, and laser radar and so on. Measurement
targets of GMS are usually comprised of optical
target points (OTPs) on the surfaces of different fea-
tures and structures. Environment attribute is used to
describe temperature, humidity, air pressure and
other factors that influence on the measuring pro-
cess. Contents of attributes in physical dimension
are shown in Figure 2.
3.2 Attributes in Process Dimension
Attributes of plan, operator and algorithm in process
dimension determine the operation mechanism of
GMS. Process plan file is used to describe processes,
steps of measuring process; a measuring step is
mainly comprised of geometrical features and OTPs.
Additionally, referred standards and specifications
and product model are also included in the plan file.
Operator attribute distinguishes different workers by
their work number, skills, technical levels and other
features, technical level of operator will affect the
measurement results to a certain extent. Algorithms,
such as auto measuring algorithm, abnormal point
judgment algorithm, data fusion algorithm and so
on, are called from the algorithm database; different
algorithms which implement the same function will
lead to different result. Contents of attributes in pro-
cess dimension are shown in Figure 3.
3.3 Attributes in Characteristics
Dimension
In characteristics dimension, accuracy describes the
measured systematic error and random error of any
point in GMS, systematic error of measuring process
can be removed from the final result, while random
error will be given out with the final result in the
form of uncertainty or precision. Measurement cost
mainly consists of utilization cost, deployment cost
and operating cost: 1) utilization cost can be calcu-
lated in terms of the selected measurement system’s
value and activity depreciation; 2) deployment cost
is arisen from by the setting-up and deployment of
the system in real manufacturing and assembly envi-
ronments; 3) operating cost is introduced by real
measurement operations. Measurement time is the
total time consumed in the measuring process for
completing a single measurement task. At the pre-
sent stage, measurement accuracy is the most im-
portant characteristic that has received extensive
attention during the digital measuring process.
4 KNOWLEDGE PRESENTATION
The GMS model has classified and described the
multi-source knowledge in measuring process. On
the foundation of this, it is necessary to integrate and
express knowledge in a structured form, which is
easy to be used by program for knowledge-based
reasoning, and then realizing the management and
reuse of knowledge in measuring process for meas-
urement planning.
4.1 Knowledge in Physical Dimension
Knowledge in physical dimension includes instru-
ment knowledge, target knowledge and environment
knowledge, which can be transformed to structured
information. Through analyzing their properties and
relations among those properties, an Entity-Relation
diagram is built to give the information model of
knowledge in physical dimension, as shown in Fig-
ure 4.
KnowledgePresentationbasedonMulti-dimensionModelforMeasuringPlanninginDigitalManufacturing
69
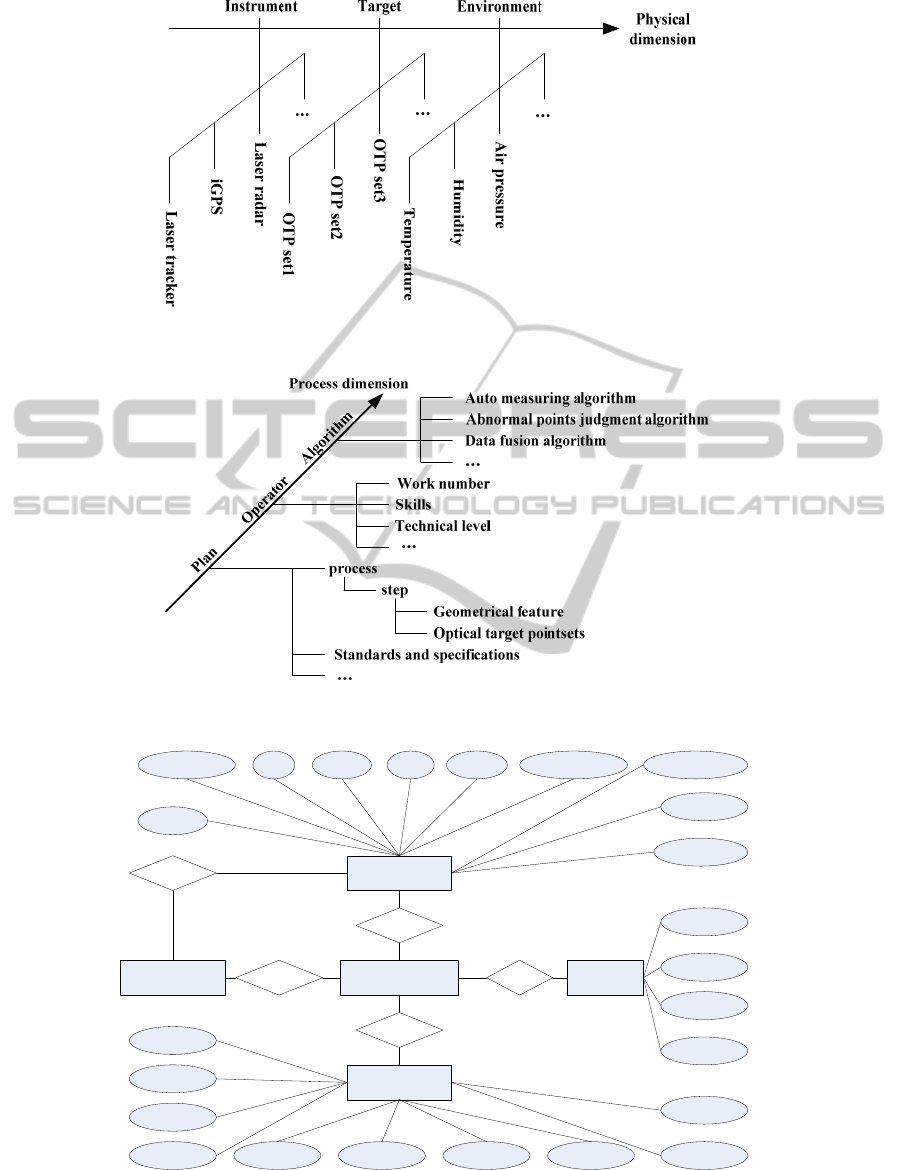
Figure 2: Attributes in physical dimension of GMS.
Figure 3: Attributes in process dimension of GMS.
Knowledge in
physical dimension
Instrument
Instrument
database
Target
Environment
Contain
Contain
Contain
Contain
Call
Model
Manufacturer Type Number Name precison Calibration cycle Calibration date
Cost
Purchase date
Temperature
Humidity
Air pressure
time
Number
Nominal X
Nominal Y
Nominal Z Actual X Actual Y Actual Z Uncertainty Is abnormal
Is valid
1
m1
1
n
n
n
n
n
1
Figure 4: Entity-Relation diagram of knowledge in physical dimension.
KDIR2013-InternationalConferenceonKnowledgeDiscoveryandInformationRetrieval
70
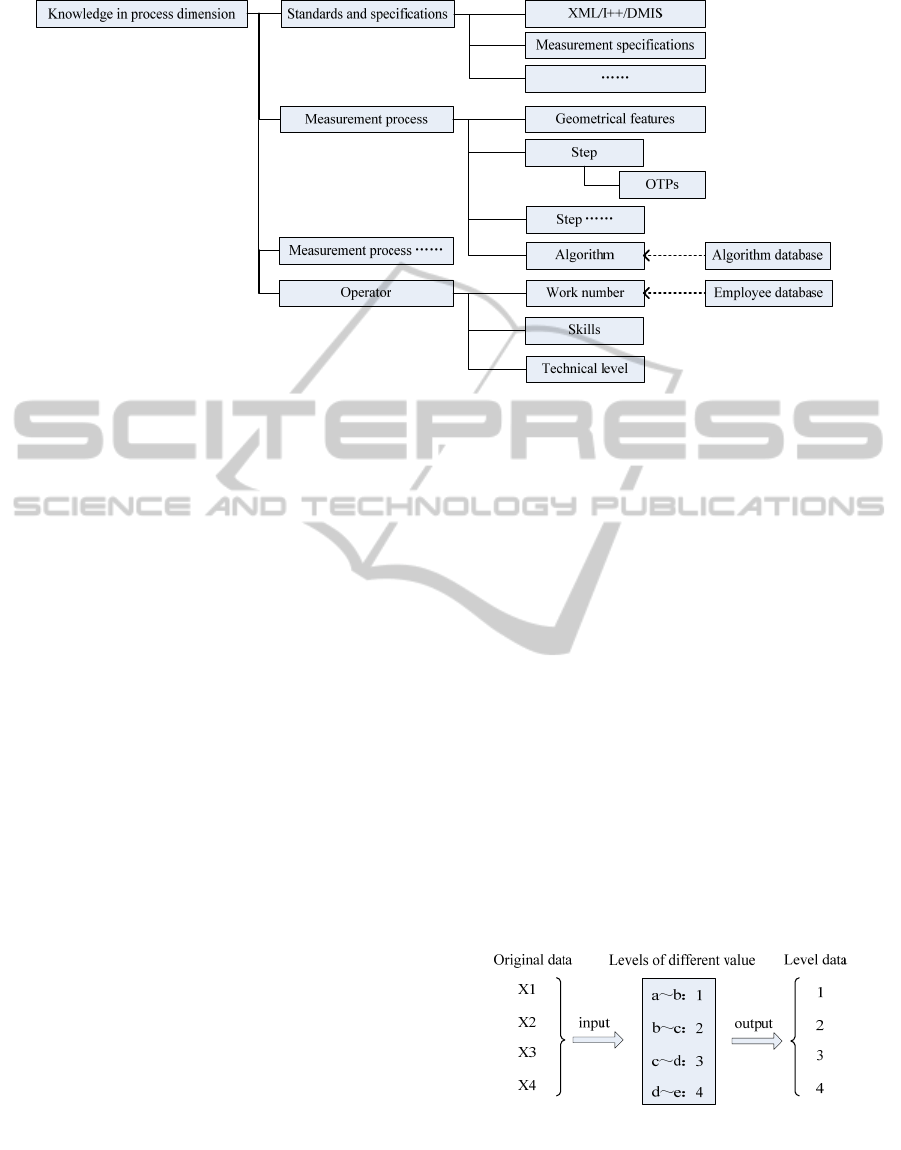
Figure 5: Unified information model of knowledge in process dimension.
Entity of instrument has properties of manufacturer,
model, type, number, name, precision, calibration
cycle, calibration date, cost, purchase date and oth-
ers; it is contained in both instrument database and
knowledge in physical dimension. Entity of target
has properties of number, nominal value of its coor-
dinate, actual value of its coordinate, uncertainty, is
abnormal, is valid and others, it is also contained in
knowledge in physical dimension. Entity of envi-
ronment has properties of temperature, humidity, air
pressure, time and others, it is contained in
knowledge in physical dimension; the time proper-
ties is used to record the measuring time of other
properties of environment.
4.2 Knowledge in Process Dimension
Knowledge about process plan, operator and algo-
rithm are the main contents in process dimension.
Manufacturers are usually skilled to build valid da-
tabases for storing, managing and calling resources
of their employee and algorithm, because of that
those information is easy to be transformed to struc-
tured data. By contrast, a process plan file is usually
complex and mixed document, which contains lots
of structured and non-structured information. In or-
der to unify those information in process dimension
for knowledge discovering and reusing, a unified
information model based on standards of XML, I++
and DMIS is proposed, the model uses a tree struc-
ture and embeds the information of operator and
algorithm into itself, as shown in Figure 5.
4.3 Knowledge in Characteristics
Dimension
Accuracy, cost, time and range are four main charac-
teristics of GMS, and their value determine that if
the GMS meet the requirements of measurement
task. Data of these attributes is usually continuous,
and has some uncertainty and error. Therefore, a
method is discussed as follows, for transforming
those continuous data to discrete and structured data.
Step 1: Determine the full range of characteris-
tics’ value based on historical information and
knowledge in physical and process dimensions.
Step 2: Set the threshold value of different levels
based on experience and expert scoring method, and
then give out the levels with its range of characteris-
tics’ value.
Step 3: According to the levels, mapping the ac-
tual value of characteristics from original data to
level data, and form structured knowledge in charac-
teristics dimension. The flow is depicted in Figure 6.
Figure 6: Method of transforming characteristics
knowledge to structured data.
KnowledgePresentationbasedonMulti-dimensionModelforMeasuringPlanninginDigitalManufacturing
71
5 KNOWLEDGE-BASED
MEASUREMENT PLANNING
To make out a reasonable measurement plan based
on historical knowledge includes three steps:
1) Construct process model and integrate process
information for knowledge discovering and storing;
2) Reveal and present the mapping relationship
between characteristics and the basic attributes in
physical and process dimensions;
3) Determine the values of transfer factors from
basic attributes to characteristics based on historical
knowledge;
4) Calculate and evaluate the measurement capa-
bility of the GMS according to the given deploy-
ments, and provide guides and optimization deci-
sions for measurement planning.
The third and fourth sections have given out a
measuring process model and structured forms of
process knowledge. Thus, in this section, a charac-
teristics relation matrix (CRM) of GMS will be dis-
cussed for expressing the relations between charac-
teristics and basic attributes.
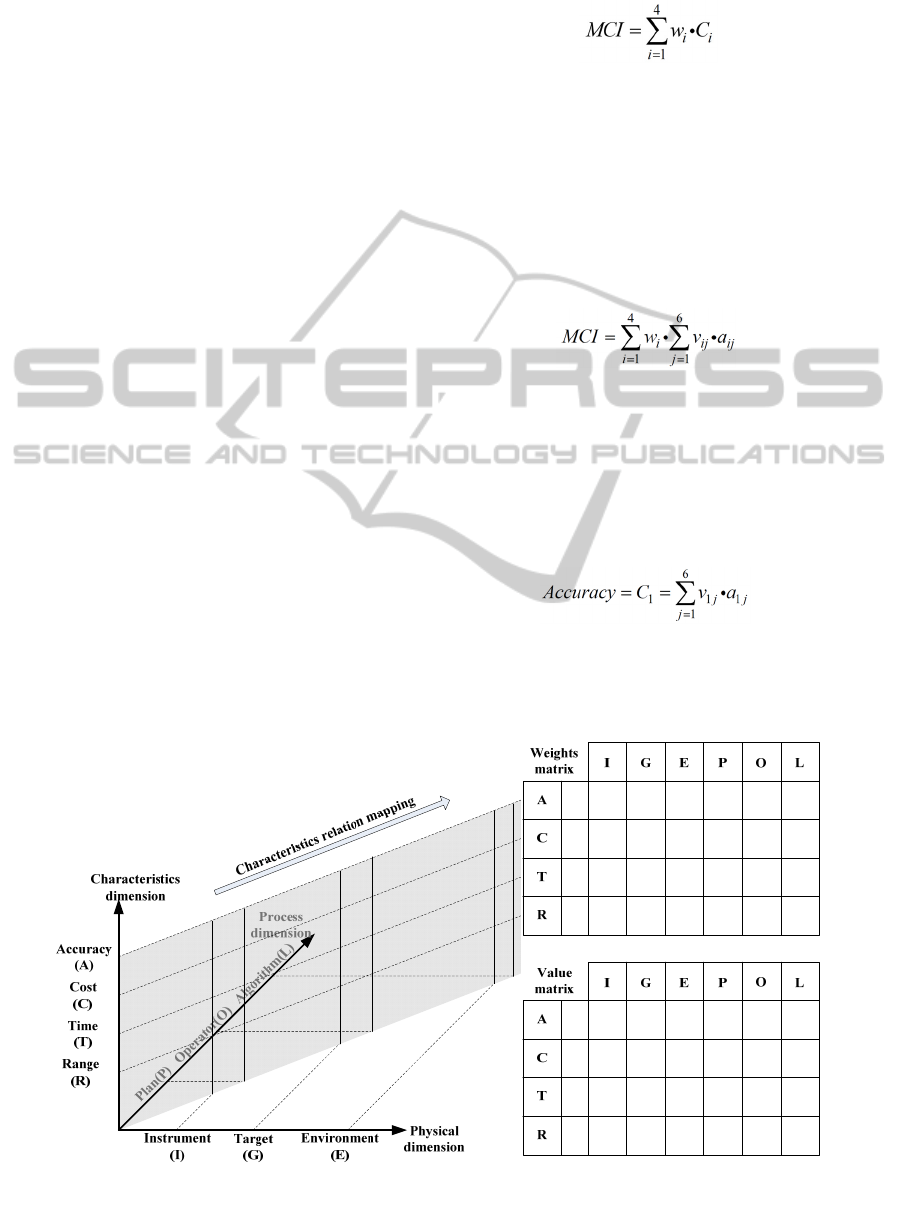
The CRM includes two matrixes: characteristics
value matrix and characteristics weights matrix, as
shown in Figure 7. In the value matrix, element a
ij
reflects the influence of the jth basic attribute on the
ith characteristic, while in the weights matrix, ele-
ment v
ij
is the weights of a
ij
in all six a
i
, and
6
1
1
ij
j
v
(1)
The final capability of the GMS is the sum of
four characteristics, and is defined as Measurement
Capability Index (MCI), which is derived as:
(2)
Where, the factor C
i
is the value of the ith char-
acteristic, and the factor w
i
is the weights of the ith
characteristic in MCI. For different measurement
tasks, the importance rank of four characteristics
may be not the same, as a result, the value of w
i
will
be decided in the actual process based on the specif-
ic demands.
On the basis of the CRM, the relationship be-
tween MCI and all basic attributes can be presented
as followed:
(3)
Equation (3) provides a way for calculating the
MCI based on the historical knowledge and actual
measurement plan prior to executing the measuring
process; for calculating one of those characteristics,
it is only required to focus on the referred line of the
CRM; taking the accuracy prediction as an typical
example, the relationship between accuracy and
basic attributes can be expressed as:
(4)
The relationship expressed by Equation (4) is the
foundation of accuracy prediction. Then, it is neces-
sary to determine the weights v
1j
and value a
1j
for
each pair of accuracy-attribute.
11
v
21
v
13
v
14
v
12
v
22
v
23
v
24
v
31
v
32
v
33
v
34
v
41
v
42
v
43
v
44
v
15
v
25
v
35
v
45
v
1
w
2
w
3
w
4
w
16
v
26
v
36
v
46
v
11
a
21
a
13
a
14
a
12
a
22
a
23
a
24
a
31
a
32
a
33
a
34
a
41
a
42
a
43
a
44
a
15
a
25
a
35
a
45
a
1
w
2
w
3
w
4
w
16
a
26
a
36
a
46
a
Figure 7: Characteristics relation matrix of GMS.
KDIR2013-InternationalConferenceonKnowledgeDiscoveryandInformationRetrieval
72

6 CONCLUSIONS
Research and applications of digital measurement
technologies have stimulated the development of
digital manufacturing technologies; in the meantime,
the methods of measuring planning become critical
problems to be resolved in measuring process.
Knowledge-supported measurement planning makes
not only the process formatted, and also for manu-
facturers to improve product quality and reduce
manufacturing cost.
A measuring process model was proposed with a
definition of general measurement space. The model
has three dimensions to classify and integrate meas-
uring process knowledge. Through analyzing the
contents and forms of different knowledge, the ap-
proaches of knowledge expression and management
have been discussed. Finally, a feasible way for
evaluating and optimizing measurement plan based
on measuring process knowledge was explored.
Future work will focus on historical data collect-
ing, database constructing and evaluation of charac-
teristics relation matrix, in order to realize
knowledge-based digital measurement planning.
REFERENCES
Chen, Z. H., Du, F. Z., 2012. Research on Key Measure-
ment Field Building Technologies for Aircraft Digital
Assembly. Aeronautical Manufacturing Technology,
(22), pp 44-47.
Chen, Z. H., Du, F. Z., et al., 2012. Key Measurement
Characteristics Based Inspection Data Modeling for
Aircraft Assembly. Acta Aeronautica et Astronautica
Sinica, 33(11), pp 2143-2152.
DE-DIN, 2003. Accuracy (trueness and precision) of
measurement methods and results - Part 4: Basic
methods for the determination of the trueness of a
standard measurement method (ISO 5725-4:1994).
Du, F.,Z., Chen, Z. H., 2011. Research on the implementa-
tion technologies of measurement driven aircraft sub-
assembly digital joining system. Aeronautical Manu-
facturing Technology, (17), pp 52-55.
Du, F. Z., Chen, Z. H., et al., 2012. Precision analysis of
iGPS measurement field and its application. Acta Ae-
ronautica et Astronautica Sinica, 33(9), pp 1737-1745.
Jamshidi, J., Kayani, A., et al., 2010. Manufacturing and
assembly automation by integrated metrology systems
for aircraft wing fabrication. Proceedings of the Insti-
tution of Mechanical Engineers, Part B: Journal of
Engineering Manufacture, 224(25), pp 25-36.
Jayaweera. N., Webb, P., et al., 2010. Measurement assist-
ed robotic assembly of fabricated aero-engine compo-
nents. Assembly Automation, 30(1), pp 56-65.
Jody, M., Amir, K., et al., 2011. Measurement assisted
assembly and the roadmap to part-to-part assembly. In:
Proceedings of DET2011. 7th International Confer-
ence on Digital Enterprise Technology. 2011.
Liu, S. L., Luo, Z. G., et al., 2013. 3D measurement and
quality evaluation for complex aircraft assemblies. Ac-
ta Aeronautica et Astronautica Sinica, 34(2), pp 409-
418.
Maropoulos, P. G., Zhang, D., et al., 2007. Key digital
enterprise technology methods for large volume me-
trology and assembly integration. International Jour-
nal of Production Research, 45(7), pp 1539-1559.
Maropoulos, P. G., Guo, Y., et al., 2008. Large volume
metrology process models: A framework for integrat-
ing measurement with assembly planning. CIRP An-
nals – Manufacturing Technology, 57, pp 477-480.
Maisano, D. A., Jamshidi, J., et al., 2008. Indoor GPS:
system functionality and initial performance evalua-
tion. International Journal of Manufacturing Re-
search, 3(3), pp 335-349.
Muelaner, J. E., Wang, Z., et al., 2009. Study of the uncer-
tainty of angle measurement for a rotary-laser auto-
matic theodolite (R-LAT). Proceedings of the Institu-
tion of Mechanical Engineers, Part B: Journal of En-
gineering Manufacture, (223), pp 217-229.
Maisano, D. A., Jamshidi, J., et al., 2009. A comparison of
two distributed large-volume measurement systems:
the mobile spatial coordinate measuring system and
the indoor global positioning system.
Proceedings of
the Institution of Mechanical Engineers, Part B: Jour-
nal of Engineering Manufacture, 223(B3), pp 511-
521.
Muelaner, J. E., Cai, B., et al., 2010. Large volume me-
trology instrument selection and measurability analy-
sis. Proceedings of the Institution of Mechanical En-
gineers, Part B journal of Engineering Manufacture,
224(6), pp 853-868.
Muelaner, J. E., Maropoulos, P. G., 2010. Design for
measurement assisted determinate assembly (MADA)
of large composite structures. Journal of the CMSC,
5(2), pp 18-25.
Peggs, G. N., Maropoulos, P. G., et al, 2009. Recent de-
velopments in large-scale dimensional metrology.
Proceedings of the Institution of Mechanical Engi-
neers, Part B: Journal of Engineering Manufacture,
223, pp 571-595.
Wang, Z., Liang, M., et al., 2011. High accuracy mobile
robot positioning using external large volume metrol-
ogy instruments. International Journal of Computer
Integrated Manufacturing, 24(5), pp 484-492.
Wang, Q., Zissler, N., et al., 2013. Evaluate error sources
and uncertainty in large scale measurement systems.
Robotics and Computer-integrated Manufacturing,
29(1), pp 1-11.
Yu, Y., Tao, J., et al., 2009. Assembly technology and
process of Boeing 787 jet. Aeronautical Manufactur-
ing Technology, (14), pp 44-47.
KnowledgePresentationbasedonMulti-dimensionModelforMeasuringPlanninginDigitalManufacturing
73
