
Overview of the PhD Project: Agile Control Architecture for
Reconfigurable Manufacturing Systems
Bringing Flexible Manufacturing to the Next Level
Dani
¨
el Telgen
1
, Erik Puik
1
, Leo van Moergestel
1
and John-Jules Meyer
2
1
Research Centre Technology & Innovation, HU University of Applied Sciences Utrecht,
Nijenoord 1, 3552 AS Utrecht, The Netherlands
2
Dept. of Information and Computing Sciences, Utrecht University,
Princetonplein 5, 3584 CC Utrecht, The Netherland
1 INTRODUCTION
The manufacturing industry is changing. This change
is driven by several developments, including techno-
logical changes, customer expectations, and paradigm
shifts in the manufacturing industry itself. Most no-
table developments in technological changes are 3D
printing, which can be applied to different fields, in-
cluding metal printing and the possibility to quickly
produce prototypes. This gives the possibility to
quickly automate the manufacturing of shapes that
were originally manually crafted. Considering the
paradigm shift, there are two large changes which can
be seen from the business and engineering perspec-
tive. The business is organizing their company pro-
cesses to be able to quickly adapt to market changes,
providing quick product to market abilities, in man-
ufacturing this is called ’Agile Manufacturing’ (Gu-
nasekaran, 1999). From a (mechanical) engineering
perspective machine builders are designing their ma-
chine to be modular, with the goal to standardize parts
so they can easily be replaced, reused, or reconfigured
(ElMaraghy, 2005). The change can also be seen from
the customer point of view. While once you only had
one choice of the color of a car, you can now choose
your own color, bluetooth kit and wheelset.
With 3D printers the diversity and opportunities to
create specific parts will likely increase dramatically.
This could be a huge boost to creativity, where people
can print their own glasses, or spare parts for their
classic restored car. This might create new markets
for automated mass customization.
2 RESEARCH OVERVIEW
In this PhD project the goal is to research the use
and implementation of new technologies to create a
shorter time to market for automated manufacturing
of new products. This should enable the possibility to
especially automate the manufacturing of ’high mix,
low volume’ products that could originally only be
done (cost-efficiently) by manual labor. To make this
possible, a new way of manufacturing has been in-
troduced, called ’Grid Manufacturing’ (Puik and Mo-
ergestel, 2010). Grids use a set of reconfigurable ma-
chine systems, called ’equiplets’ to offer a diversity
of generic services. In this concept an equiplet is a
simple, autonomous low cost platform that is highly
standardized so it can easily be reconfigured to offer
new manufacturing capabilities. Hence, equiplets are
able to quickly adapt to new market needs.
The concept of Reconfigurable Machine Systems
(RMS) (Koren and Shpitalni, 2010), like equiplets,
have been researched before. However, focus has
mainly been on the modularity of the hardware. In the
field of Agent Technology, software has been used to
create flexible logistics, that are also required for grid
manufacturing. This introduces problems whereof
some have been widely researched, like the job-shop
problem. However, the use of agent technology on
a lower level, like hardware control and direct in-
dustrial use has been very limited. Hence in this
PhD project it was chosen to take a bottom up ap-
proach where autonomous systems will be used to
create flexible manufacturing systems for equiplets
and grids. This quickly introduces many fundamen-
tal and practical problems, e.g., capability descrip-
tions of the hardware, influence of reconfiguration to
Supervisory Control and Data Acquisition (SCADA)
systems. This introduces new varieties to schedul-
ing problems. Instead of optimizing scheduling, re-
sources could be changed or added to improve effi-
ciency.
The research project is built around the concept of
grids and equiplets. In this concept all systems have a
virtual counterpart, i.e., agents to represent them. Ba-
sically the manufacturing process is completely dy-
31
Telgen D., Puik E., van Moergestel L. and Meyer J..
Overview of the PhD Project: Agile Control Architecture for Reconfigurable Manufacturing Systems - Bringing Flexible Manufacturing to the Next Level.
Copyright
c
2014 SCITEPRESS (Science and Technology Publications, Lda.)
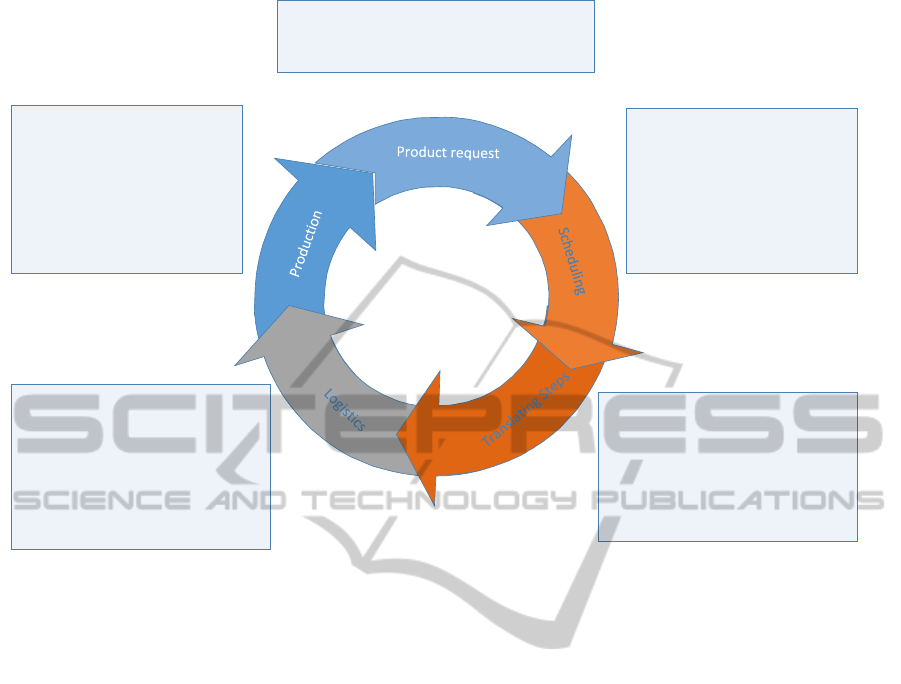
A product requests a list of equiplets for every manufacturing step
that needs to be completed. The system automatically translate
the requested steps towards the capabilities (services) that the
equiplets offer.
Once all the feasable equiplets have been
found, the product agent will start the
scheduling process. During this process it will
create a schedule based on which equiplet can
handle the most (consecutive) product steps,
and has the least load. After an equiplet has
been chosen, the equiplet will be contacted in
order to schedule.
A product is defined by a collection of product steps.
These products steps are abstract descriptions of
manufacturing steps. Product steps can be processed
by equiplets which offer the required service.
Services divide product steps in service steps, which
are more specific actions. The service steps are
divided in equiplet steps by the modules. Equiplet
steps are concrete steps (which can be directly
interpreterd to machine instructions) which ROS can
perform.
Whenever the product is ready to be produced, part
that are needed for production will have to be
transported to the equiplets. The product agent is
responsible for transporting the parts to the proper
equiplet. Parts will be transported on a single robot
that is scheduled by the equiplet, capable of carrying
all parts needed for one complete product. This
robot will navigate through the grid autonomously.
After the product and required parts are
available at the right equiplet, the product
steps will be executed by the equiplets. The
responsible product agent will receive
feedback from the equiplet containing
information about the executed product step.
This information will remain with the product
agent for diverse purposes. Including recycling
processes or possible repairs.
Figure 1: Basic representation of one step in the manufacturing process.
namic. Figure 1 shows the basic process of how one
step in the manufacturing process is performed.
3 OUTLINE OF OBJECTIVES
The objectives are to create a fully functional grid us-
ing a limited amount of equiplets. These will be used
to answer the following research questions:
• Which technologies can be used to enable flexible
manufacturing?
• What are the properties of a hybrid platform and
are these properties compliant for industrial use?
• Can the intelligent behavior of autonomous sys-
tems be compliant with current or future industrial
safety regulations?
• How can you describe a product of which its man-
ufacturing process is independent of specific man-
ufacturing hardware?
• Is it possible to change (add/remove/reconfigure)
manufacturing resources in an active manufactur-
ing environment? Which effects will this have on
the overall system.
• Which technologies can be applied effectively
to minimize the installation and setup times for
the software of reconfigured manufacturing ma-
chines?
• Is it possible to effectively use simulation / emu-
lation to plan reconfiguration actions in the future
that improve the overall efficiency of a grid.
These research questions are, as mentioned before
in the introduction, meant to achieve a shorter time
to market. This is achieved by providing the ability
to cost-efficiently use automated manufacturing for
medium product quantities. Specific main objectives
are the creation of a hybrid architecture with both the
performance, safety and stability characteristics with
industrial specification. Secondly, systems should be
autonomous, so disturbances within the grid will lead
to minimum problems to equiplets. The equiplets
themselves should be reconfigurable with a number of
modules that can automatically be reconfigured. The
grid itself should also be reconfigurable by adding or
removing entire equiplets with minimum disturbance
to other systems in the (partly active) grid.
Secondary objectives are the research of schedul-
ing and optimization routines for the grid. This might
involve a study of distributed (heterarchical) versus
centralized (hierarchical) scheduling and investiga-
tion of the general business case.
Besides these objectives other researchers related
to this project have specific objectives including the
ICAART2014-DoctoralConsortium
32

research of cost efficiency of grids (Puik et al., 2011),
product/process modeling of reconfigurable manufac-
turing systems (Puik et al., 2013) and several aspects
of the product agents, including scheduling, recycling
and repair (van Moergestel et al., 2013).
4 STAGE OF THE RESEARCH
Currently most of the project has been focused on
the implementation of several prototype equiplets that
can be used to create the grid. This involves both
hardware and software developments; since this is a
multi disciplinary endeavor, literature is still being
studied in parallel with the development process. The
results of this study will be used for the experimental
design of the deliberative systems that are part of the
the grid software architecture.
The hardware of several prototype equiplets have
been completed, with a diversity of hardware mod-
ules. Including a 3D printer module and a deltarobot
for pick and place actions. Figure 2 shows a proto-
type equiplet platform and model, configured with a
deltarobot pick and place module for assembly pur-
poses.
To be able to conduct research a proof of con-
cept hybrid software architecture has been created
that combines both a reactive and deliberative layer
using agent technology. This platform is being used
to research several essential topics, including:
• The Hybrid architecture based on Robot Operat-
ing System (ROS) for hardware control and Multi
Agent Systems (MAS) using Java Agent DEvel-
opment Framework (JADE)
• Automatic Translation from a product description
to hardware instructions
• Reconfiguration of equiplets
• System behavior and safety of reconfigurable ma-
chine systems
• Resource Management in a (changing) Grid
• Grid Simulation and optimization
The first topic, hybrid architecture is nearing com-
pletion; this was based on a study of the requirements
which have been published (Telgen et al., 2013a). As
a result of this the architecture shown in Figure 3 was
developed. This platform is divided in three layers.
The Modules layer controls the hardware on the lower
level. Modules are sensors or actuators which require
specific software. On the equiplet level the modules
are controlled by an equiplet node. Nodes are sepa-
rate processes in the Robot Operating System, a spe-
cific software framework for robot software develop-
Figure 2: On the left of an equiplet with a deltarobot and
glassplate working area module attached. Right a real
equiplet prototype with a deltraobot module and a glass-
plate working area that is used to observe with a computer
vision system to localize parts.
ment (Quigley et al., 2009). On an equiplet level the
equiplet node takes commands from a blackboard that
is controlled by an equiplet agent. On the ROS level
there are also some smarter processes, like computer
vision. These are conducted on the ROS level to en-
sure their performance. Data that is perceived by the
sensors is modeled in the environment node. The grid
level encompasses all systems that are common for all
equiplets. It has several databases which can be used
to acquire specific software for new configurations
and to store logistics information. Product agents are
mainly set on the grid layer to negotiate with multiple
equiplets, depending on the required manufacturing
steps that they need to perform. The process of the
negotiation has also been studied using simulations
and published (van Moergestel et al., 2012).
5 RESEARCH PROBLEM
The main problem of the research project is how to
efficiently create reconfigurable systems that can be,
flexible, autonomous, safe, efficient, cooperative, pre-
dictable, low cost, fast, and easy to use. The first prob-
lem in this task is to discover how to combine the re-
active layer that controls all hardware with a delibera-
tive layer that controls all higher processes. This will
guarantee both the performance required for hardware
control and more intelligent behavior that is necessary
for the decision processes on higher layers, that have
to deal with the flexible nature of grids.
OverviewofthePhDProject:AgileControlArchitectureforReconfigurableManufacturingSystems-BringingFlexible
ManufacturingtotheNextLevel
33
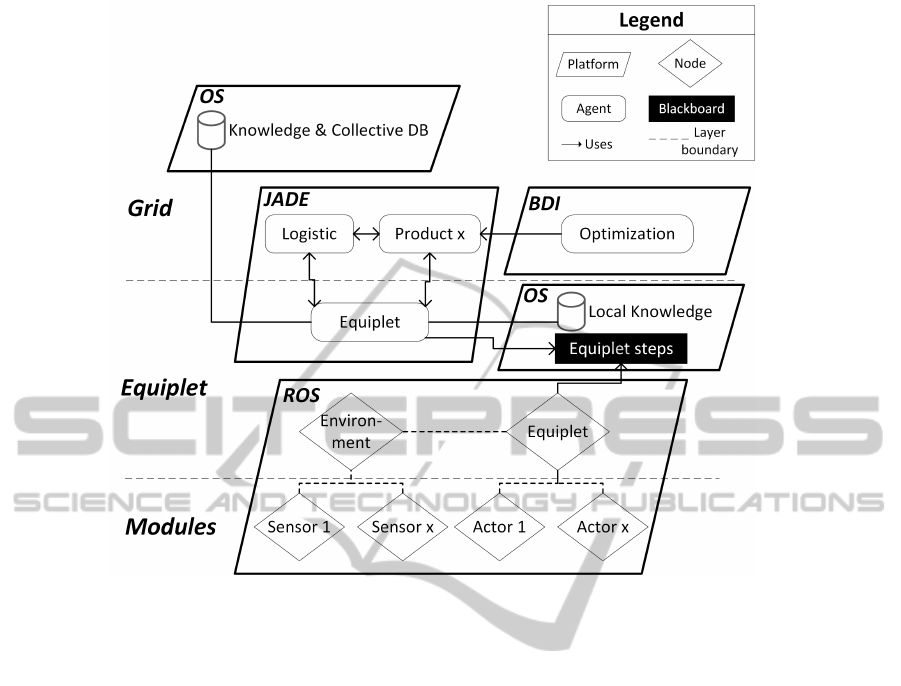
Figure 3: Overview of the basic hybrid architecture using Robot Operating System and a Multi Agent System based on JADE.
Once a proof of concept architecture has been de-
signed, the next problem will be to make the systems
reconfigurable. This creates several problems, since
one of the goals is that reconfiguring hardware will
not require any new software coding and/or compil-
ing. To make this possible the systems should be
easily configurable and be able to automatically load
new software modules, like plug and play devices in a
PC. However, in contrast with PC’s, machines are less
standardized and have actuators that can also have a
high dependency on each other, e.g., a gripper placed
on a robotic arm changes the working area of the ac-
tuator, which has an impact on safety behavior. Also
some actuators require physical calibration. As such a
large amount of knowledge is required to support the
automatic reconfiguration of the software for recon-
figurable machines.
Once reconfiguration is possible, capability and
resource management become important. Products
need to know which steps can be reconfigured at
which equiplet. Since equiplets can be reconfigured,
the manufaturing resources can be changed during
runtime. This gives a variation on the job-shop prob-
lem, which in its static form is already NP hard. How-
ever, in this case the resources (shops) can be changed
to optimize the manufacturing (jobs) in the system.
Besides these main problems, there are also sev-
eral practical and interesting problems, including how
to dynamically find objects (using computer vision),
logistics (connecting to ERP systems and transport
logistics between equiplets), scaling and stability is-
sues. As far as feasible within the time constraints,
these problems will be taken into account.
6 STATE OF THE ART
Several aspects can be considered state of the art. To
discuss this matter, this chapter shall give an overview
of comparable work and the differences with the cur-
rent research project.
Paulo Leit
˜
a has published an extensive survey of
agent technology in manufacturing in 2009, he clearly
states in his conclusion that traditional manufacturing
control systems are adapted case by case. Hence, it
is expensive and time consuming to develop, main-
tain and reconfigure. A large aspect of this is the lim-
ited ability to deal with disturbances of any kind. As
such, he stresses that traditional manufacturing con-
trol needs to be renewed with emerging technologies
to create agile and reconfigurable architectures. In
his survey he also mentions that control systems in
the context of reconfigurable manufacturing systems
are extremely rare and usually restricted in its imple-
ICAART2014-DoctoralConsortium
34

mented functionalities. The adoption of these tech-
nologies in industry are therefore very limited (Leit
˜
ao,
2009). Because of this it is important that in the cur-
rent research project real functionality can be shown
to industry to prove its effectiveness. This had led to
the actual development of prototype systems that are
shown to industry
1
.
(Heintz et al., 2007) and (J
¨
arvenp
¨
a
¨
a and Torvi-
nen, 2013) discuss some topics which are related in
this research. Heintz et al. discusses the sense-
reasoning gap, applied to UAV’s where abstract in-
formation is step by step deliberated to specific infor-
mation. J
¨
arvenp
¨
a
¨
a shows how to match product re-
quirements with system capabilities of the manufac-
turing equipment. In our research we add both these
principles and take it further to use the capabilities of
the machines to automatically translate these to spe-
cific instructions that control the hardware that will
be used. This translation process will be conducted
in real time and does not require compilation of code.
Instructions are communicated directly by the agents
to the lower ROS level (Telgen et al., 2013b).
Schild and Busmann are well known for their
work in using agents in manufacturing. Especially
the 2000+ production system
2
is of interest. This
system was able to manufacture a number of varia-
tions of cylinder heads and has been in active use at a
Mercedes-Benz engine plant. In this system it was
possible to change some programs for each variant
and to use a flexible transportation system. This sys-
tem utilized Computerized Numeric Control (CNC)
machines. While this system was successful, it was
also expensive and limited to CNC’s machines that
could automatically switch tools. So far, the 2000+
system seems to be closest to our goals, it was de-
commissioned in 2005 after the product’s life cycle
was ended. No new systems were setup, mainly be-
cause of the high costs and difficult business case.
In contrast with 2000+, our research project fo-
cuses on even more flexibility, to such extend that ma-
chines can offer a wide variety of products within a
grid. Basically this is achieved by lowering the cost
of standardized platforms and make them offer one
single simple service. These services have a large di-
versity, since the machines offer generic (non product
specific) services. Including computer vision cam-
era and assembly operations. Reconfiguration aspects
therefore become more important, since there are a
1
Demos of the current project are shown at the
precision fair every year: http://www.precisiebeurs.nl/
intro-en-us/ last visited December 2013
2
2000+ production system: http://www.stefan-
bussmann.de/en/agents/p2000p.html last visited December
2013
wide range of capabilities. This offers a range of
problems as mentioned in the research problem chap-
ter.
While these referrals show how to place this
project as state of the art in comparison with other
work there are also general changes in the market that
enable this research. For example the need for mass
customer-unique products, that is fueled by 3D printer
technology, and the return of high-tech manufacturing
to the western countries are an important stimulant for
this research project.
7 METHODOLOGY
This research will be conducted at an applied univer-
sity. As such the practical feasibility and therefore
valorisation at the industry is considered to be extra
important. Hence, an entire grid will be completed,
including hardware and software which will be used
as a proof of concept for a grid using equiplets. This
influences the research, since it becomes harder to iso-
late individual aspects of the work, because all results
have to be placed in the larger context of industrial
flexible manufacturing and can not be limited to a
simulated model. At all times all results should be
validated in a practical context of the entire system.
Hence, this project is given an experimental character
that has to be validated with empirical data. While
this is possible for some research aspects, the large
scope of the project might make it hard to use quan-
titative analysis of all aspects. As a result, the scope
will need to be made smaller by deciding on some
aspects using qualitative methods. An example of
this is how the basic platform for the software of the
equiplets was chosen (Telgen et al., 2013a).
8 EXPECTED OUTCOME
On a practical level the main goals are to make a small
grid with a number of reconfigurable equiplets which
can demonstrate the proposed technologies. This in-
cludes reconfiguration, safety aspects and the auto-
mated scheduling and instruction generation. This
proof of concept will be analyzed to proof its effec-
tives to industry. Formalization of the agents, ontolo-
gies and the automated translation are most interest-
ing from a scientific perspective. However, the prac-
tical appliance and testing of the hybrid architecture
are also considered essential to prove how these kind
of technologies can be valorized.
Besides the physical creation of a small grid there
is the development of a full simulated grid, where
OverviewofthePhDProject:AgileControlArchitectureforReconfigurableManufacturingSystems-BringingFlexible
ManufacturingtotheNextLevel
35

hardware will be emulated to be used in a fully func-
tional MAS that controls all higher level aspects.
These can be used to conduct several experiments like
optimization through the use of reconfiguration and
other logistical aspects like error behavior, etc.
9 CONCLUSIONS
This article gives an overview of the topics in this of
the PhD project named: ’An Agile Control Architec-
ture for Reconfigurable Manufacturing Systems’. It
introduces the concepts of equiplets and grid man-
ufacturing and shortly describes the involved prob-
lems and goals. Some aspects, like general concepts,
the hybrid architecture and automatic translations of
manufacturing steps to instructions have already been
published. However, many aspects still require more
research. Especially the metrics on the full archi-
tecture will provide more insight in the effectiveness
of this approach. A big challenge is using the rela-
tively new technologies and prove their suitability for
real industrial use. However, if this can be (partly)
achieved this could potentially have a high impact on
industry.
On of the risks of this project is the large scope.
Specific research questions are limited by the large
amount of possible implementations. The implemen-
tations have then to be tested in a complete live sys-
tem, running several safety and practical limitations
that might influence the metrics. While this is a chal-
lenge, it is expected that this research will be useful
for new research and industrial projects in the future.
REFERENCES
ElMaraghy, H. (2005). Flexible and reconfigurable manu-
facturing systems paradigms. International Journal of
Flexible Manufacturing Systems, 17(4):261–276.
Gunasekaran, A. (1999). Agile manufacturing: a frame-
work for research and development. International
journal of production economics, 62(1):87–105.
Heintz, F., Rudol, P., and Doherty, P. (2007). Bridging
the sense-reasoning gap using dyknow: A knowledge
processing middleware framework. In Hertzberg,
J., Beetz, M., and Englert, R., editors, KI 2007:
Advances in Artificial Intelligence, volume 4667 of
Lecture Notes in Computer Science, pages 460–463.
Springer Berlin Heidelberg.
J
¨
arvenp
¨
a
¨
a, E. and Torvinen, S. (2013). Capability-based
approach for evaluating the impact of product require-
ment changes on the production system. In Azevedo,
A., editor, Advances in Sustainable and Competitive
Manufacturing Systems, Lecture Notes in Mechanical
Engineering, pages 173–185. Springer International
Publishing.
Koren, Y. and Shpitalni, M. (2010). Design of reconfig-
urable manufacturing systems. Journal of Manufac-
turing Systems, 29(4):130 – 141.
Leit
˜
ao, P. (2009). Agent-based distributed manufacturing
control: A state-of-the-art survey. Eng. Appl. Artif.
Intell., 22(7):979–991.
Puik, E. and Moergestel, L. (2010). Agile multi-parallel
micro manufacturing using a grid of equiplets. In
Ratchev, S., editor, Precision Assembly Technologies
and Systems, volume 315 of IFIP Advances in Infor-
mation and Communication Technology, pages 271–
282. Springer Berlin Heidelberg.
Puik, E., Telgen, D., Moergestel, L., and Ceglarek, D.
(2013). Structured analysis of reconfigurable manu-
facturing systems. In Azevedo, A., editor, Advances in
Sustainable and Competitive Manufacturing Systems,
Lecture Notes in Mechanical Engineering, pages 147–
157. Springer International Publishing.
Puik, E., van Moergestel, L., and Telgen, D. (2011). Cost
modelling for micro manufacturing logistics when us-
ing a grid of equiplets. In Assembly and Manufactur-
ing (ISAM), 2011 IEEE International Symposium on,
pages 1–4.
Quigley, M., Conley, K., Gerkey, B. P., Faust, J., Foote, T.,
Leibs, J., Wheeler, R., and Ng, A. Y. (2009). Ros: an
open-source robot operating system. In ICRA Work-
shop on Open Source Software.
Telgen, D., van Moergestel, L., Puik, E., Muller, P., and
Meyer, J.-J. (2013a). Requirements and matching
software technologies for sustainable and agile man-
ufacturing systems. In INTELLI 2013, The Second
International Conference on Intelligent Systems and
Applications, pages 30–35.
Telgen, D., van Moergestel, L., Puik, E., van Zanten, A.,
Abdulamir, A., and Meyer, J.-J. (2013b). Agile prod-
uct manufacturing by dynamically generating control
instructions. In Assembly and Manufacturing (ISAM),
2013 IEEE International Symposium on, pages 282–
284. IEEE.
van Moergestel, L., Langerak, W., Meerstra, G., van
Nieuwenburg, N., Pape, F., Telgen, D., Puik, E., and
Meyer, J.-J. (2013). Agents in domestic environments.
In Control Systems and Computer Science (CSCS),
2013 19th International Conference on, pages 487–
494. IEEE.
van Moergestel, L., Puik, E., Telgen, D., and Meyer, J.-J.
(2012). Production scheduling in an agile agent-based
production grid. In Web Intelligence and Intelligent
Agent Technology (WI-IAT), 2012 IEEE/WIC/ACM
International Conferences on, volume 2, pages 293–
298.
ICAART2014-DoctoralConsortium
36
