
Novel Capacity Planning Methods for Flexible and Reconfigurable
Assembly Systems
D
´
avid Gyulai
Fraunhofer Project Center for Production Management and Informatics, Institute for Computer Science and Control,
Hungarian Academy of Sciences, Kende str. 13-17, Budapest, Hungary
Department of Manufacturing Science and Technology,
Budapest University of Technology and Economics, Egry J. str. 1, Budapest, Hungary
1 STAGE OF THE RESEARCH
The importance of efficient planning methods is in-
creasing with the evolution of manufacturing systems,
since flexible and reconfigurable system structures re-
quire different planning approaches than the dedi-
cated ones. The research presented in the paper is
focused on production and capacity planning meth-
ods, which are able to cope with the dynamic changes
that occur in the reconfigurable and flexible assembly
systems. In the preceding publications of the author,
some novel approaches were presented that support
the management of modular reconfigurable resources
and complex product portfolios.
A simulation-based technique was introduced in
(Gyulai et al., 2012) and (Gyulai and V
´
en, 2012) that
defines the boundaries and components of a modular
reconfigurable assembly system for companies that
face with fluctuating production volumes and have
end-of-life-cycle products. In that case, frequent revi-
sion of the production system structure is required in
order to gain production space and to harmonize the
operation of the system with the order stream. The
proposed method separates the low- and high- vol-
ume products and product families dynamically, and
supports system parameter setting and fine tuning of
production capacity.
As a generalization of the above described prob-
lem, the line assignment for a complex product port-
folio and the simultaneous production and capacity
planning of a modular reconfigurable assembly sys-
tem is presented in (Gyulai et al., 2014a) and. The
approach offers an integrated way for the assignment
of products to dedicated or reconfigurable resources
and for the production planning of the reconfigurable
ones. An essential element of the system —developed
within an industrial project— is that cost predictions
computed by multivariate linear regression on virtual
production scenarios support the solution of the line
assignment problem. The production planning level
also incorporates a sequencing module for minimiz-
ing the number of reconfigurations.
For the line assignment problem, a novel method
is proposed in (Gyulai et al., 2014b) that com-
bines discrete-event simulation with statistical learn-
ing models to support the strategic capacity planning
processes on a long-term horizon, based on the fore-
cast market conditions.
2 OUTLINE OF OBJECTIVES
Within the PhD research, the primary aims are to de-
fine production and capacity planning methods that
efficiently support the production and capacity plan-
ning of the flexible and the modular reconfigurable
assembly systems. Although several different ap-
proaches exist for similar problems, many of them
consider problem sizes with only a few products
and/or limited capabilities regarding the diversity of
product mix and degree of system flexibility and scal-
ability. The target planning methods have to meet the
following requirements:
• handle several products/product families with dif-
ferent life-cycle stages and thus different yearly
volumes;
• solve the line assignment problem (that is often
referred to as capacity investment strategy) con-
sidering deterministic as well as stochastic cases;
• support the capacity and production planning of
modular reconfigurable assembly systems that ap-
plies changeable modules for the different assem-
bly processes;
• define reliable production planning models for
mixed-model flow assembly lines, where process-
ing times and rework rates (based on the reject
rates) vary;
23
Gyulai D..
Novel Capacity Planning Methods for Flexible and Reconfigurable Assembly Systems.
Copyright
c
2014 SCITEPRESS (Science and Technology Publications, Lda.)
• support the planning processes with flexible meth-
ods applying self-building mathematical models;
• in order to ensure the reliability of the methods,
such optimization methods should be considered
that integrate mathematical modeling with statis-
tical learning, in order to provide reliable plans
based on real production data;
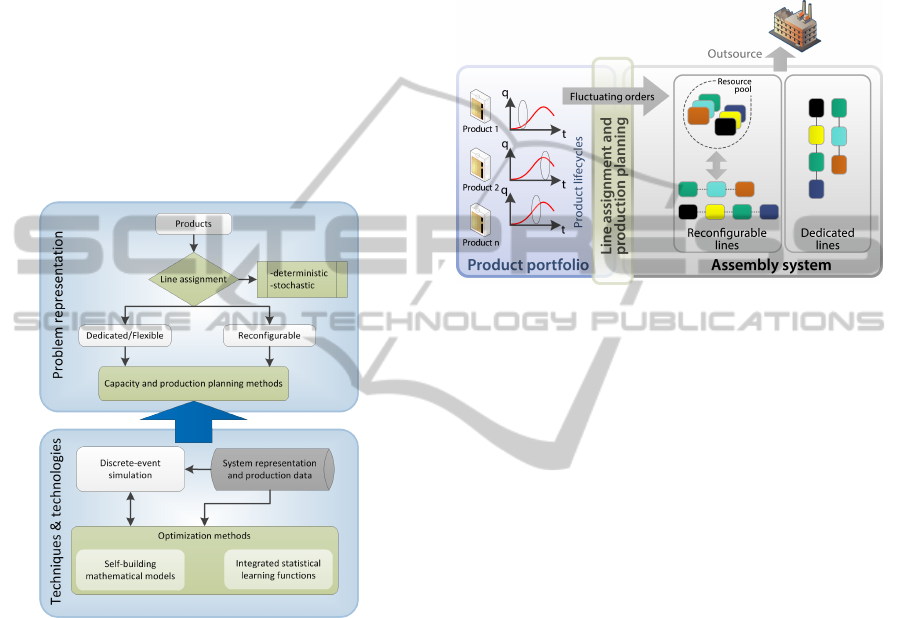
The above requirements are summarized on a con-
cept map that emphasizes the problem side of the re-
search topic as well as the considered supporting tech-
niques and technologies (Figure 1). The green boxes
highlight the concepts that are going to be investi-
gated to carry out new scientific results, or already
supported by new achievements within the current re-
search.
Figure 1: Concept map of the research topic.
3 RESEARCH PROBLEM
In the capacity management problem, different pro-
duction resources are considered that provide differ-
ent level of flexibility and capacity to meet the re-
quirements given by the order stream. Dedicated
assembly systems provide a large-scale capacity for
producing one product in a high volume. Flexible as-
sembly systems are designed for producing a set of
similar products/product families with lower capac-
ity but higher flexibility regarding the volume and the
product mix. Reconfigurable assembly systems pro-
vide better system scalability and product mix flexi-
bility even in case of different product families while
keeping relatively higher throughput than the flexible
lines.
In order to clarify the research topic, the bound-
aries of the problem in question are defined around the
assembly segment of individual plants, without focus-
ing on the corresponding supply chain processes. The
considered capacity management problem is split up
into two main sub-problems according to the focus,
nature and time horizon of the decisions involved.
Figure 2: Illustration of the capacity management problem.
3.1 Line Assignment
The line assignment problem is aimed at minimiz-
ing the production costs by the optimal assignment
of the products to the dedicated/flexible or reconfig-
urable resources. The time horizon of the decision is
some months, and the objective function includes the
costs that are relevant on the strategic level. The to-
tal production cost is composed of the investment, the
operation, and the personnel costs. When searching
for the optimal allocation, the actual customer orders
as well as the forecast volumes are considered on the
predefined time horizon. The line assignment prob-
lem can be seen as subdividing the set of products, P,
into products assembled on the dedicated lines, D, on
the reconfigurable lines, R, and products outsourced,
OS. In the relevant literature, the line-assignment
problem is often referred to as capacity investment
strategy whose objective is to determine the optimal
capital investment in types of production capacities
with distinct flexibility.
For products p ∈ D or p ∈ OS, the production costs
can be assigned directly to individual products, and
denoted by a parameter C
p
. In case p is assembled on
a product-specific dedicated line, the production cost
C
p
can be computed as the sum of the investment cost
(zero if a dedicated line for p already exists), a high
fixed cost, and a volume dependent operation cost.
Analogously, for an outsourced product p, C
p
is com-
posed of a small fixed cost and a relatively high unit
cost.
SIMULTECH2014-DoctoralConsortium
24

In contrast, the cost related to the reconfigurable
lines depends on the actual product mix and the pro-
duction plan adopted, and cannot be directly divided
among individual products. With a given optimiza-
tion model for production planning, this cost can be
described as a general, non-linear function of the pro-
duction volumes, resource requirements, and further
parameters of the products assembled on the recon-
figurable lines. Therefore, the overall production cost
incurred in the reconfigurable system is captured by a
function C
R
, and it incorporates the investment costs
and the operation costs related to those lines. A key
challenge in the line assignment problem is comput-
ing, as well as predicting this cost for an arbitrary set
of products R.
3.2 Production and Capacity Planning
On a lower level of the decision hierarchy, the produc-
tion and capacity planning problems of the flexible
and reconfigurable assembly systems are considered,
namely to minimize the production costs on a certain
discretized time horizon by optimal lot-sizing and ca-
pacity allocation policy. In order to find the optimal
production lot-sizes and capacity assignment, novel
mixed-integer programming approaches are required
that capture the dynamic underlying processes that
occur in flexible and reconfigurable assembly sys-
tems.
On the one hand, many different lot-sizing ap-
proaches exist that focus on dedicated and flexible
assembly systems, but their applicability on modular
systems is limited due to the different nature of the
underlying processes. On the other hand, the existing
methods are usually based on some assumptions as
for example the deterministic process times, capac-
ity requirements or production costs. Therefore, the
research is focused on the implementation of novel
methods that face such challenges like the variance of
the production data and dynamic nature of the pro-
cesses.
The general objective of the mid-term plans is the
maximization of the profit or minimization of the cost
corresponding to the execution of the calculated plan.
These objective functions are usually composed by
different factors. On the one hand, production-related
costs like the deviation costs of the order fulfillment
(represented by tardiness or delivery performance),
operation costs of the machines and control of the
human operators strongly depend on the calculated
plan. On the other hand, the optimal number of the
resources and the cost of the manpower are capacity
related factors that affects highly not only the costs
but the system’s performance as well.
4 STATE OF THE ART
Strategic capacity planning has broad literature, how-
ever, the line assignment or capacity investment strat-
egy considering reconfigurable resources is a rela-
tively novel field in production research.
Ceryan and Koren introduce an approach that for-
malize capacity planning as an optimization problem
based on the flexibility premium and determines the
optimal resource portfolio for a fixed planning hori-
zon (Ceryan and Koren, 2009). Niroomand et. al pro-
pose a method based on mixed integer programming
that determines the cost-optimal capacity set based on
the lifecycle of a product discretized in time. The
method efficiently considers the reconfigurations oc-
curring in a reconfigurable system that applies plat-
forms and changeable modules (Niroomand et al.,
2012).
Based on the dynamically changing nature of the
order stream, the capacity and system configuration
planning process is often formulated as a Marko-
vian Decision Problem that can be solved by dy-
namic programming or learning algorithms (Asl and
Ulsoy, 2003)(Colledani and Tolio, 2005)(Deif and El-
Maraghy, 2006). These methods consider capacity
planning and management as a sequence of decisions
on a longer horizon, and their objective is to find an
optimal policy to minimize the costs on the long run.
Hon and Xu propose a simulation-based method to
optimize the system structure of a reconfigurable sys-
tem based on the different stages of the products’ life-
cycle (Hon and Xu, 2007).
The production planning problems of the flexi-
ble flow assembly lines are usually aimed at min-
imizing the costs influenced by the due dates, in-
ventories and capacity requirements (Boysen et al.,
2009a) and (Boysen et al., 2009b). In case of manu-
ally operated assembly lines, the most crucial point in
planning is the workload planning and capacity con-
trol of the human operators. In (Giard and Jeunet,
2010), the authors present a mixed-integer program-
ming (MIP) approach to simultaneously solve the pro-
duction planning and workload smoothing problem in
case of mixed-model assembly lines.
5 METHODOLOGY
In order to satisfy the requirements given by dynamic
and changeable processes in the flexible and recon-
figurable systems, such planning methods are pro-
posed that cope with the underlying production pro-
cesses and capable of adopting to the changes and
disturbances. As depicted by Figure 1., the research
NovelCapacityPlanningMethodsforFlexibleandReconfigurableAssemblySystems
25

is focused on implementing novel capacity manage-
ment/production planning methods for assembly sys-
tems and flexible solutions that support them from
technical side (simulation, mathematical models etc.).
5.1 Novel Capacity Management
Approaches
5.1.1 Deterministic and Stochastic Models for
the Line Assignment Problem
In order to determine the cost-optimal line assign-
ment, deterministic as well as stochastic optimization
problems can be defined. In the deterministic case,
the following assumptions are made. Order volumes
and forecasts are available for the given time horizon.
It is assumed that the capacity of a single line is suf-
ficient to assemble the product in the desired volume,
and therefore, the option of dividing the order volume
between different production modes can be ignored.
The price of the machines and the costs of the hu-
man operators are constant over time. As previously
stated in section 3.1, the greatest challenge in solving
the line assignment is the nonlinear nature of the cost-
function corresponding to the reconfigurable lines. To
tackle this, a regression-based approach is introduced
in (Gyulai et al., 2014a), where the multivariate pre-
diction function is integrated in the mathematical op-
timization model.
In the stochastic line assignment problem, the or-
der volumes and forecasts are given by probability
distribution functions. The price of the machines and
the costs of the human operators may also change
over time. Therefore, the stochastic line assignment
problem can represented by a Markovian Decision
Process (MDP), whose objective is to find the cost-
optimal policy to assign the products to the different
types of production lines beside the sufficient amount
of capacities. By defining a proper function that gives
the production costs in each time step (state), the
stochastic line assignment problem can be solved by
reinforcement learning methods.
5.1.2 Flexible Mid-term Planning Methods
Within the first stage of the research, a novel produc-
tion planning method was proposed, that solves the
integrated configuration and scheduling of the system.
As described in Section 3.2, the production planning
models for the different assembly system types need
to consider diverse factors to provide the optimal so-
lution. Since there is no tight link among the system
types from modeling perspective (e.g. a product is
assembled in two different systems, or common ma-
terial provision constraints), the mid-term planning
problem can be decomposed into sub-models for the
different systems.
The following model provides and optimal so-
lution for the simultaneous production and capacity
planning in a modular reconfigurable system. The
problem is solved on a discrete time horizon with time
units corresponding to individual shifts. The planning
problem is formulated as a MIP as follows.
Parameters and sets:
J = {1. . . l} set of machine types
P = {1. . . m} set of products
T = {1 . . . n} set of shifts
e
j
purchase price of machine j
o
j
operation cost of machine j
per shift
h cost of an operator per shift
p
p
processing time of product p
s
p
changeover time for product p
r
jp
the required number from ma-
chine j by product p
Decision variables:
N
j
= {1 . . . l} required quantity of ma-
chine j
x
t p
the number of lines produc-
ing p in shift t
min
l
∑
j=1
e
j
N
j
+ h
n
∑
t=1
m
∑
p=1
x
t p
+
n
∑
t=1
m
∑
p=1
l
∑
j=1
o
j
r
jp
x
t p
subject to
N
j
≥
m
∑
p=1
r
jp
(x
t p
+ s
p
) ∀ j, t
q
p
p
p
=
m
∑
p=1
x
t p
∀p
N
j
≥ 0 x
t p
∈ {0, 1} s
t p
≥ 0
Considering the production planning problem of
the flexible assembly lines, the goal is to minimize
the total production cost mostly influenced by the ca-
pacity usage, inventories and tardiness. This gen-
eral problem is often referred to as master schedul-
ing, and decides on the type and amount of products
to be produced in the planning horizon and assigns
them to planning periods (e.g. shifts) (Boysen et al.,
2009a). Although several efficient approaches exist
to determine the optimal mid-term production plan,
many of them disregard the underlying processes that
often leads to infeasible plans due to unplanned ca-
pacity shortages. These problems are often caused by
the varying processing times and failures and reworks,
that can be considered in novel planning models that
integrate statistical models in order to apply reliable
historical data.
SIMULTECH2014-DoctoralConsortium
26
5.2 Novel Planning Techniques
5.2.1 Statistical Learning Methods Integrated in
Optimization Models
In such models, the constraints and/or the objective
function can rely on statistical learning models that
are built upon real historical data, and able to pre-
dict accurately the parameters like the idle times, ca-
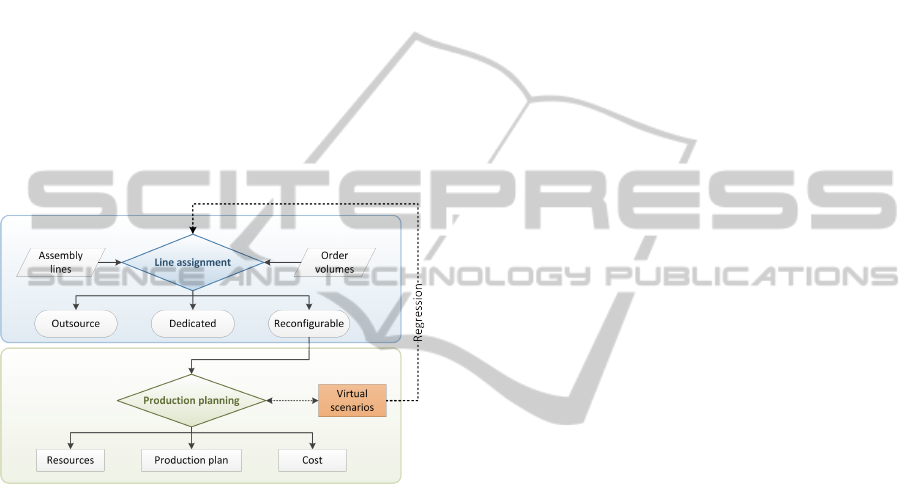
pacity requirements. In a preceding publication of
the author, a novel decision support method was pre-
sented that integrates the mid-term capacity planning
results (section 5.1.2) in a deterministic line assign-
ment model by applying prediction models (Figure
3) (Gyulai et al., 2014a). Integration is established
via feedback from production planning to line assign-
ment, in the form of multivariate regression for esti-
mating the cost function.
Figure 3: Workflow of the capacity management method.
5.2.2 Self-building Mathematical Models
To extend the scope of the previously described meth-
ods, and increase their flexibility regarding the fre-
quent modifications in the system structure, a rule-
based, self-building mathematical modeling frame-
work is required. Such self-building approaches are
commonly applied in simulation modeling and pro-
vide the tight coupling between the physical structure
of the production system and the corresponding simu-
lation model, applying low-level control data or high
level production data (Pfeiffer et al., 2012), (Popovics
et al., 2012).
In order to define the mathematical planning
model of flexible and reconfigurable systems, the
boundaries of the modeling set as well as the data
structure have to be well-defined. The aim of self-
building modeling in this case is to set up a meta-
modeling framework that is capable of providing fea-
sible mid-term production plans for mixed-model as-
sembly lines and modular reconfigurable assembly
systems. The robustness of the plans would be based
on real production data collected from the manu-
facturing execution system (e.g. processing times)
and the closed-loop evaluation procedure provided
by discrete-event simulation. Although there is a
lack of such available solution in the literature, some
existing approaches offer high-level ruled-based and
meta-modeling techniques for production planning
(Bousonville et al., 2005), (Iijima, 1996).
6 EXPECTED OUTCOME
In case of the line assignment problem, the goal is
to provide the optimal solution for the deterministic
and the stochastic case as well. In the determinis-
tic problem, the objective is to provide the optimal
solution by minimizing the total production costs in
a particular time considering the orders-on-hand and
the forecast volumes. In an ideal case, the line as-
signment can be iterated over time in a rolling hori-
zon framework which ensures the cost-optimal as-
signment among lines as market conditions vary.
Regarding the stochastic line assignment problem
that considers the volatility of the market conditions
more efficiently, the ideal solution would be the op-
timal, long term capacity management policy that
determine when and how to relocate products from
reconfigurable lines to dedicated ones (or outsource
them), and vica versa. On the one hand, such pol-
icy would rely on the product life-cycle that gives an
estimation about the production volumes for the up-
coming periods with a certain level of confidence. On
the other hand, fluctuating order streams and chang-
ing parameters (e.g. the price of the resources) can
be forecast by applying probability density functions
as well. By this way, the problem can be formulated
as a Markovian decision process, that can be solved
by reinforcement learning or stochastic optimization
techniques.
On the mid-term horizon, two main outcomes are
expected. For the modular, reconfigurable systems,
the mid-term plan should provide the lot-sizes, the re-
quired amount of human workforce and the number
of reconfigurable resources in discrete time (shifts).
The plan must be optimal by minimizing a function
that is composed of the cost of reconfigurations, hu-
man labor and the investment and operational cost of
the resources.
As for the mixed model assembly lines, the lot-
sizing models should provide plans that are similar to
the previous case, however, these plans have to con-
sider the on-line production data like the rework rates
and fluctuating processing times. Furthermore, the
NovelCapacityPlanningMethodsforFlexibleandReconfigurableAssemblySystems
27

optimal number of the operators working at the line
and the optimal capacity control of the human work-
force are also need to be considered, since their im-
pact on the production planning factors like process-
ing times and WIP are critical.
The implementation of the methods and tech-
niques in a framework (as depicted in Figure 1) would
result in a comprehensive production planning and
capacity management solution that provide reliable
long- and mid-term solutions for companies apply-
ing identical assembly system structures. The core
of the planning system would be the common pro-
duction database that could be fed either by the pro-
duction planners or the MES system. The database
would form the basis for the integrated optimization
models as well as for the self-building mathematical
models that can provide feasible solution for the line
assignment problem and the mid-term capacity and
production planning problems.
ACKNOWLEDGEMENTS
Research has been partially supported by the Hun-
gary, Grants No. ED 13-2-2013-0002 and VKSZ 12-
1-2013-0038.
REFERENCES
Asl, F. M. and Ulsoy, A. G. (2003). Stochastic optimal
capacity management in reconfigurable manufactur-
ing systems. CIRP Annals-Manufacturing Technol-
ogy, 52(1):371–374.
Bousonville, T., Focacci, F., Le Pape, C., Nuijten, W.,
Paulin, F., Puget, J.-F., Robert, A., and Sadeghin, A.
(2005). Integration of rules and optimization in plant
powerops. In Integration of AI and OR Techniques
in Constraint Programming for Combinatorial Opti-
mization Problems, pages 1–15. Springer.
Boysen, N., Fliedner, M., and Scholl, A. (2009a). Pro-
duction planning of mixed-model assembly lines:
overview and extensions. Production Planning and
Control, 20(5):455–471.
Boysen, N., Fliedner, M., and Scholl, A. (2009b). Sequenc-
ing mixed-model assembly lines: Survey, classifica-
tion and model critique. European Journal of Opera-
tional Research, 192(2):349–373.
Ceryan, O. and Koren, Y. (2009). Manufacturing capac-
ity planning strategies. CIRP Annals-Manufacturing
Technology, 58(1):403–406.
Colledani, M. and Tolio, T. (2005). A decomposition
method to support the configuration/reconfiguration
of production systems. CIRP Annals-Manufacturing
Technology, 54(1):441–444.
Deif, A. M. and ElMaraghy, W. (2006). Effect of re-
configuration costs on planning for capacity scalabil-
ity in reconfigurable manufacturing systems. Inter-
national Journal of Flexible Manufacturing Systems,
18(3):225–238.
Giard, V. and Jeunet, J. (2010). Optimal sequencing of
mixed models with sequence-dependent setups and
utility workers on an assembly line. International
Journal of Production Economics, 123(2):290–300.
Gyulai, D., K
´
ad
´
ar, B., Kov
´
acs, A., and Monostori, L.
(2014a). Capacity management for assembly systems
with dedicated and reconfigurable resources. CIRP
Annals - Manufacturing Technology, 63(1):457 – 460.
Gyulai, D., K
´
ad
´
ar, B., and Monostori, L. (2014b). Capac-
ity planning and resource allocation in assembly sys-
tems consisting of dedicated and reconfigurable lines.
In Proceedings of the 8th International Conference on
Digital Enterprise Technology. Fraunhofer IAO.
Gyulai, D. and V
´
en, Z. (2012). Order-stream-oriented sys-
tem design for reconfigurable assembly systems. In
Pannon, U., editor, Proceedings of the Factory Au-
tomation 2012, pages 138–143. University of Pan-
nonia.
Gyulai, D., V
´
en, Z., Pfeiffer, A., V
´
ancza, J., and Monostori,
L. (2012). Matching demand and system structure
in reconfigurable assembly systems. Procedia CIRP,
3:579–584.
Hon, K. and Xu, S. (2007). Impact of product life cycle on
manufacturing systems reconfiguration. CIRP Annals-
Manufacturing Technology, 56(1):455–458.
Iijima, J. (1996). Automatic model building and solving
for optimization problems. Decision Support Systems,
18(3):293–300.
Niroomand, I., Kuzgunkaya, O., and Asil Bulgak, A.
(2012). Impact of reconfiguration characteristics for
capacity investment strategies in manufacturing sys-
tems. International Journal of Production Economics,
139(1):288–301.
Pfeiffer, A., K
´
ad
´
ar, B. G., Popovics, G., Kardos, C., V
´
en,
Z., Kem
´
eny, L., and Monostori, L. (2012). Apply-
ing model-reconstruction by exploring MES and PLC
data for simulation support of production systems. In
Proceedings of the 2012 Winter Simulation Confer-
ence, pages 1–13, Seattle. IEEE.
Popovics, G., Kardos, C., Kem
´
eny, L., Gyulai, D., and
Monostori, L. (2012). Uniform data structure for
production simulation. In Zudor, A. I., Kem
´
eny, Z.,
and Monostori, L., editors, MITIP 2012. 14th Inter-
national Conference on Modern Information Technol-
ogy in the Innovation Processes of the Industrial En-
terprises. Proceedings volume, pages 168–177, Bu-
dapest. MTA SZTAKI.
SIMULTECH2014-DoctoralConsortium
28
