
Approaches to Enhancing Efficiency of Production Management on
Shop Floor Level
E. M. Abakumov and S. B. Kazanbekov
Department of Information Technologies, All-Russia Research Institute of Automatics, Moscow, Russia
Keywords: Production Management, Production Scheduling, Balance Load, Prediction, Decision-making, Neural
Network.
Abstract: The paper presents several approaches to enhancing efficiency of management of multiproduct single-unit
and small-batch discrete production on shop-floor level, namely optimization during job scheduling,
prediction of schedule execution, and support of decision-making during assignment of activity executor.
For every approach, problem statement and example, potential method of solution and benefits of the shop
floor level from using these approaches are given.
1 INTRODUCTION
Enhancing efficiency of production management on
shop floor level using information technology can be
implemented through a number of approaches:
1. Use of precise and heuristic algorithms of
optimization during job scheduling;
2. Assessment and prediction of schedule
execution based on statistical data;
3. Support of decision-making during assignment
of executor based on empirical data extraction
using Data Mining technology.
A large number of research efforts have been
dedicated to the problem of job scheduling,
suggesting new and new variations of well-known
algorithms and heuristics as the solution (Boussaïd
et al., 2013, Abazari et al., 2012, Xi and Jang, 2012,
Lei and Guo, 2014, Huang, 2013). The second
problem relates to risk assessment, however, it has
not been found by the authors in publications in such
statement. Knowing the execution uncertainty can be
useful even if the first problem is resolved
successfully. The third type of problems is presented
in publications mostly in relation to assembly
operations (the assembly line worker assignment and
balancing problem), i.e. applicable to large-batch
and mass production with criterion of cost
minimization or production cycle minimization
(maximum pace of production). To resolve these
problems taking into account the specifics, the same
algorithms are used that for the first problem of shop
floor scheduling (Borba and Ritt, 2014, Mutlu et al.,
2013). Such solutions are not adequate for single-
unit or small-batch production.
Let us consider each of the approaches and
benefits of their implementation in more detail.
2 BALANCED LOAD OF
PRODUCTION FACILITIES
Efficiency of a company with multiproduct single-
unit and small-batch discrete production has a direct
relation to not only the capacity of the shops and
sectors, but also the proper organization of
production startup. The more balanced the shops are
loaded, the fewer situations will occur, when one
shop is in a standstill, and the other becomes a
bottleneck due to overload at the same time. Such
situation is typical for tool shops and shops with
customized equipment that provide for the process
engineering and are responsible for single-unit or
small-batch production of specific auxiliaries and
custom equipment.
Many advanced information systems of shop
floor level (MES) allow scheduling production on a
minute-scale (e.g. PolyPlan, FOBOS, HYDRA).
However, under continuous update of schedule and
appearance of urgent high-priority jobs, such
schedule quickly becomes invalid. This is especially
true for multiproduct single-unit and small-batch
production, where almost all operations are
559
M. Abakumov E. and B. Kazanbekov S..
Approaches to Enhancing Efficiency of Production Management on Shop Floor Level.
DOI: 10.5220/0005340105590564
In Proceedings of the 17th International Conference on Enterprise Information Systems (ICEIS-2015), pages 559-564
ISBN: 978-989-758-096-3
Copyright
c
2015 SCITEPRESS (Science and Technology Publications, Lda.)
performed on one and the same universal equipment,
and norms for these operations have significant
uncertainties (Levi, 2011). In this situation,
balancing the load of shops and sectors in short- and
medium-term will be more effective than scheduling
production on a minute-scale.
2.1 Problem Statement
Let – multitude of shop sectors, u∈={u
1
,…,u
Uo
},
||=U
0
;
d
S
– start date of scheduling period; d
F
– end date
of scheduling period;
([d
S
;d
F
]) – multitude of workdays in the period
[d
S
;d
F
], d∈([d
S
;d
F
])={d
1
,..,d
Dsf
}, |[d
S
;d
F
]|=D
SF
;
([d
S
;d
F
]) - multitude of all scheduled
production jobs with deadline within the scheduled
period [d
S
;d
F
], w∈([d
S
;d
F
])={1,…,W
SF
},
|([d
S
;d
F
])|=W
SF
;
, - multitude of execution options of
scheduled jobs per workdays, a∈={a
1
,…,a
Ao
},
||=A
0
;
Let us denote the target function for resolving the
problem of balanced load via f
obj
, [h], then the
statement of combinatorial optimization problem
looks as follows: need to determine
∗
∈:
∗
min
∈
(1)
The specific appearance of the target function can be
different depending on what parameters of load
schedule are considered significant.
2.2 Analysis of Potential Target
Functions
The following characteristics were reviewed as the
major ones for the target functions:
Account for absolute overloads;
Account for relative overloads;
Account for peak overloads;
Account for absolute underloads;
Account for relative underloads;
Account for peak underloads;
Account for distinction of kind of overloads
and underloads.
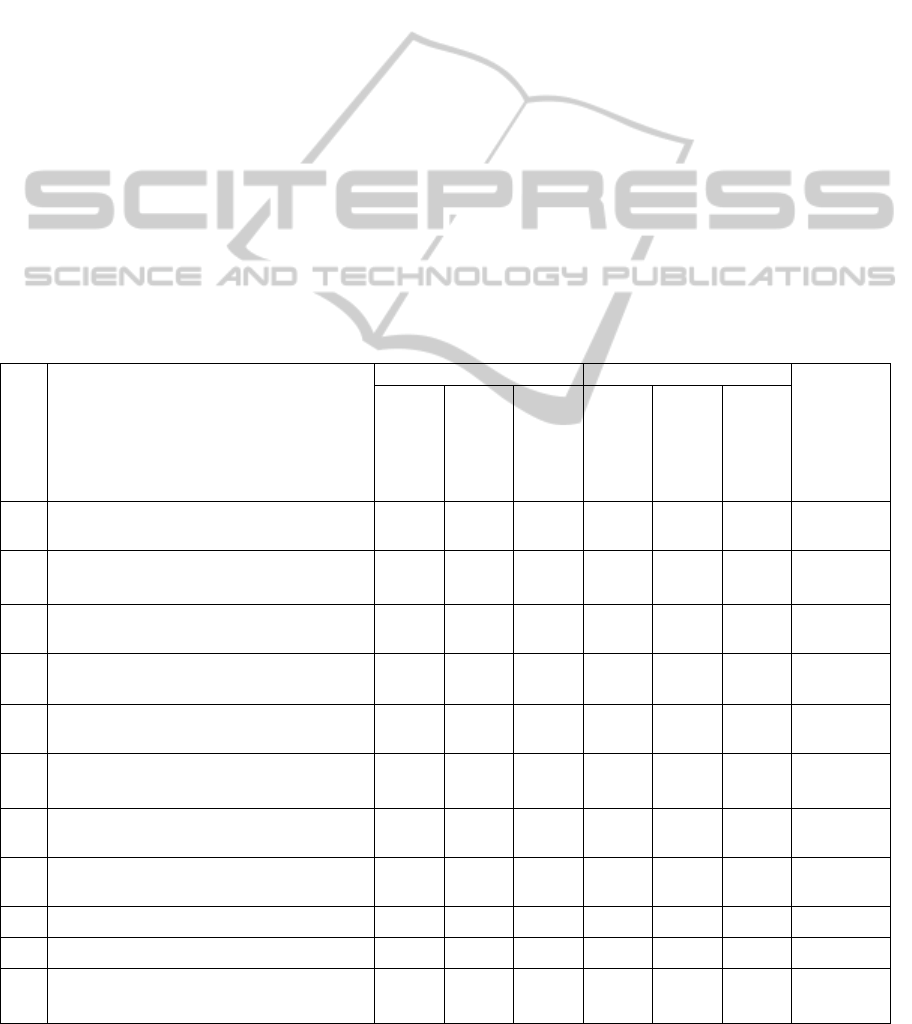
Table 1: Comparison of potential target functions.
No
.
Characteristics Account for overloads
Account for underloads
Account
for
distinction
of kind of
overloads
&
underloads
f
obj
Absol. Relat. Peak Absol. Relat.
Peak
1
Δ
+ – – – – – –
2
̅
,
̅
0,
̅
+ – + – – – –
3
|
̅
|
+ – – + – – –
4
2
+ – + + – + –
5
2
– – + – – – –
6
̅
,
̅
|
̅
|,
̅
+ – + + – – +
7
max
– – + – – – –
8
max
|
|
+ – + + – + –
9
max
max
– + + – – – –
10
max
max
– + + – – – –
11
̅
,
̅
̅
,
̅
+ – – + – – +
ICEIS2015-17thInternationalConferenceonEnterpriseInformationSystems
560
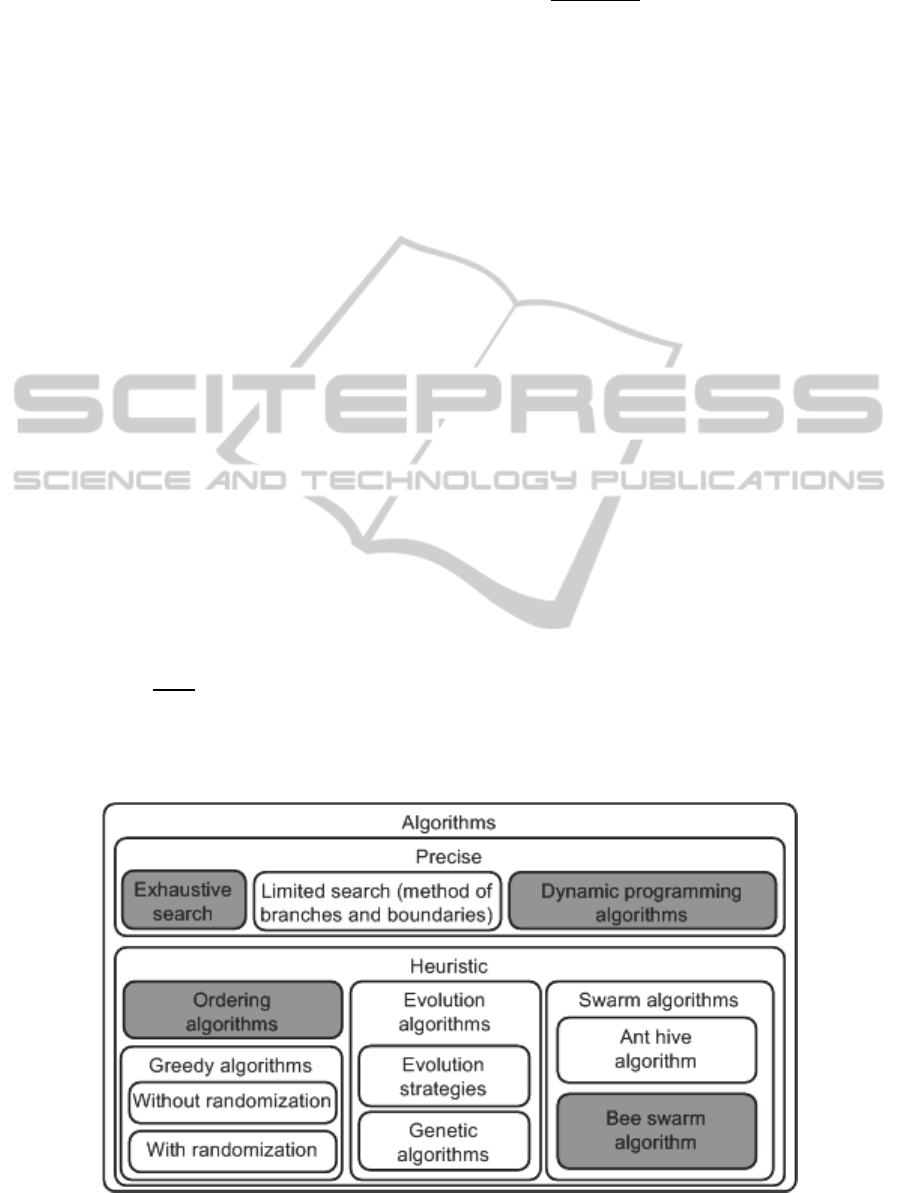
Table 1 summarizes the information on these
characteristics for several potential target functions
(Abazari et al., 2012). In the majority of research,
the time functions are used as target, such as
maximum production period, maximum delay,
overall delay, etc. (Zhang et al., 2013) that are
minimized similarly (1).
In the functions in the Table:
Δ
u
- total overload at sector u per all scheduled
jobs for all workdays, [h], calculated as per
expression (2):
̅
0
̅
,if
̅
0,i
f
̅
(2)
- total load of sector u per all scheduled jobs for
workday d, [h], calculated as per expression (3):
(3)
z
uwd
- load of sector u with scheduled job w for
workday d, [h];
̅
– maximum capacity of sector u for a
workday, [h];
– relative load of sector u for day d calculated
as per expression (4):
̅
100%
(4)
– relative overload of sector u for day d
calculated as per expression (5):
̅
̅
100%i
f
̅
0,i
f
̅
(5)
c
u
– overload accounting coefficient on sector u
(cost of extra time equipment operation);
c’
u
– underload accounting coefficient on sector
u (cost of equipment standstill).
2.3 Example
Let us review the schedule of tool shop of one of the
enterprises within the complex of State Corporation
ROSATOM. It uses quarterly scheduling of
auxiliaries production, so this period should be used
(about 90 day, 65 workdays) to obtain a balanced
schedule. For a quarter, they execute about 800
scheduled jobs, one tenth of which is not defined
beforehand and emerges as the result of current
operations of process engineering. As a rule, such
jobs are urgent and have high-priority, resulting in
update of schedule of other jobs. One can avoid
update in case of perfect balancing of load for all
sectors or at least for bottlenecks. For a tool shop,
availability of only one jig boring machine is a
bottleneck. Maximum number of execution options
for the aforesaid schedule equals to the number of
deployments with repetitions out of n=D
SF
days on
k=W
SF
scheduled jobs, which equals to
65
~10
. The problem is considered
transcomputational (computed for unacceptably
large time) already at the cardinality of a set of
search 10
93
.
Figure 1: Considered algorithms.
ApproachestoEnhancingEfficiencyofProductionManagementonShopFloorLevel
561
2.4 Methods of Solution
The stated problem of combinatorial optimization is
solved in the area of discrete programming. Since
the problem is transcomputational, finding the global
optimal solution is possible only using limited
search. Pseudo-optimal solution can be obtained
using various algorithms found in Figure 1
(Reingold et al., 1980, Conway et al., 1975, Spears,
2000, Kennedy and Eberhart, 1995, Mullen et al.,
2009, Fister et al., 2013). Highlighted in grey in the
Figure are the algorithms unsuited for solving the
stated problem for different reasons.
2.5 Benefits
Balancing the load of shop sectors will help to use
the shop capacity to the fullest at each moment of
time and reduce the number of updates of production
schedule by organizing their timely startup.
3 ASSESSMENT AND
PREDICTION OF SHEDULE
EXECUTION
Another approach is assessment and prediction of
schedule execution based on statistical information.
Such information can be accumulated in the
operative dispatching system or in the corporate
MES.
3.1 Problem Statement
This problem has two components – primal and
inverse.
Primal problem. Let there is a schedule out of k
jobs. Need to determine probability of each
scheduled job execution and probability of the whole
schedule execution.
Inverse problem. Let the probability of the whole
schedule execution P
*
is stated. Need to determine
probability and timeframe of each scheduled job
execution, which together satisfy the stated value of
the whole schedule execution probability.
3.2 Example
A shop manager always tries to execute the medium-
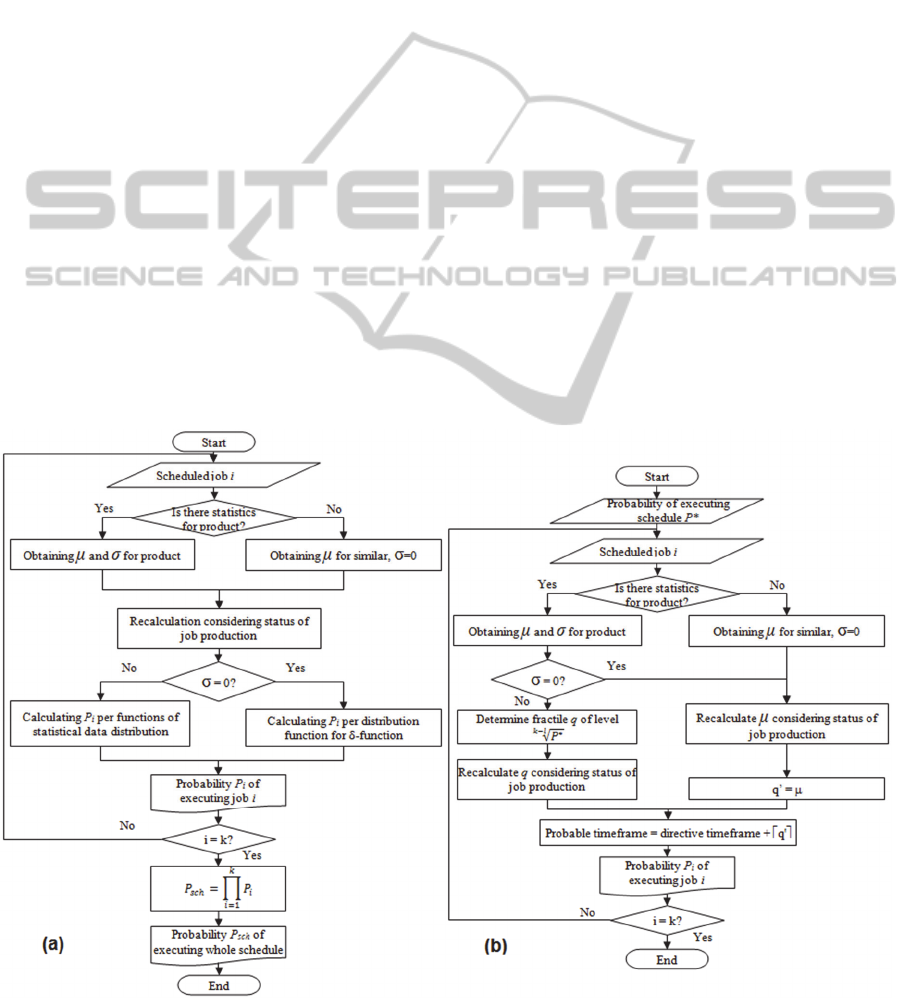
Figure 2: Algorithms (left) of assessment and (right) prediction of schedule execution.
ICEIS2015-17thInternationalConferenceonEnterpriseInformationSystems
562
term schedule at least by 90%, if not by 100%. Let
there is a need to execute the schedule of tool shop
with 90% probability without updating timeframe. It
is known that deviations between the directive and
realistic schedule of ring gauge production, reduced
by the amount, obey trapezoidal distribution with a
certain mean and rms deviation. The shop planners
need to determine the date of gauge production
startup.
3.3 Methods of Solution
Flow charts of algorithms for solving primal and
inverse problems are found in Figure 2. Statistics
concerning deviations between scheduled and
realistic production dates of the same or similar
products is the source information. The distribution
law that these deviations obey should be determined
in advance. (Kobzar, 2006)
3.4 Benefits
Such assessment will allow the managers and shop
planners to make timely decisions on the priority of
this or that scheduled job and intensify production,
as well as on possible change of production startup
date compared to the calculated one considering
predicted deviations.
4 SUPPORT OF DECISION-
MAKING DURING
ASSIGNMENT OF EXECUTOR
Another approach to enhancing efficiency of
production management on shop floor level is
support of decision-making for job foremen during
assignment of executor, which can be based on
empirical data extraction using Data Mining
technology.
4.1 Problem Statement
Let the source information on job is stated: type of
operation, type of product, grade of operation, time
allowance, number of operations. The most suitable
executors for this job should be determined.
4.2 Example
Let the turner job foreman has to assign turning
machining of two ring gauges to a worker. The
operation is for a 6
th
grade turner and has a
respective time allowance. There are 20 turners on
the staff, and the foreman should choose between
them. When making a choice, he needs to consider,
if any of the workers has had experience of
machining ring gauges recently to minimize the
probability of defect, since the gauges are already
urgently demanded by the customers at the primary
shops and there is no time to restart the production
of auxiliaries. Besides, the scheduled load of suitable
executors has to be considered to eliminate
disruption of other jobs. According to the
classification per area of application (Wong and Lai,
2011), this assignment problem can be related to
both ‘distribution’ and ‘quality control’.
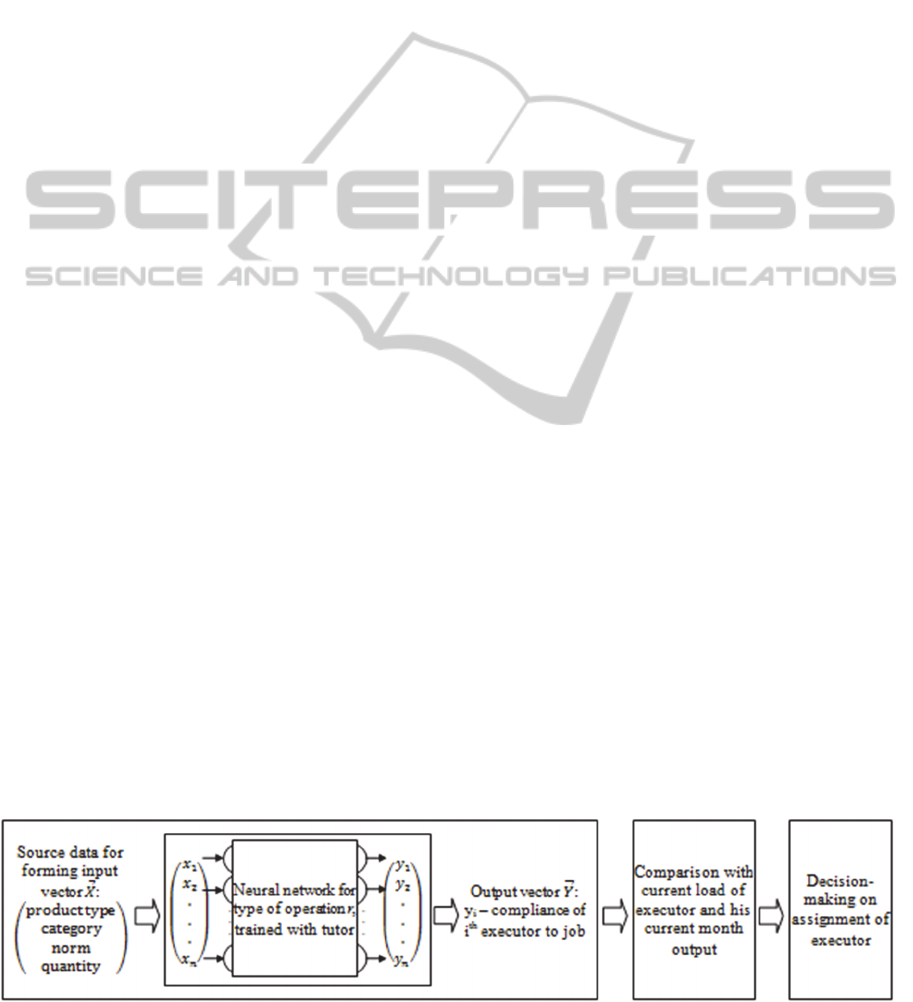
4.3 Method of Solution
This problem can be solved using neural network
performing classification of jobs per executors. For
each type of operation, there should be its own
neural network. Solution chart is found in Figure 3.
The choice of network architecture and method of
training are the issues for another dedicated research
and are detailed in (Haykin, 2006, Graupe, 2007).
4.4 Benefits
This mechanism can ensure the job foreman makes a
more justified decision to assign the most
experienced and qualified executor to perform a job
considering the current situation in the shop.
5 CONCLUSIONS
This paper presents approaches to enhancing
Figure 3: Assignment of job executor.
ApproachestoEnhancingEfficiencyofProductionManagementonShopFloorLevel
563

efficiency of production management on shop floor
level implemented merely by software.
Analysis of potential target functions and
possible algorithms for solving the problem are
presented for the stated problem of balanced load of
production facilities. Other two approaches are
based on historical information accumulated in the
industrial base. Statement of primal and inverse
problems of assessment and prediction of shop
schedule is presented, as well as flow charts of their
solution. Statement and solution chart of problem of
decision-making support during assignment of
executor is also given. Benefits for shop floor staff
in their routine operations are identified for all the
approaches.
REFERENCES
Boussaïd, I., Lepagnot, J., Siarry, P., 2013. A survey on
optimization metaheuristics. Information Sciences.
237. p. 82–117.
Abazari, A.M., Solimanpur, M., Sattari, H., 2012.
Optimum loading of machines in a flexible
manufacturing system used a mixed-integer linear
mathematical programming model and genetic
algorithm. Computers & Industrial Engineering. 62
(2). p. 469-478.
Xi, Y., Jang, J., 2012. Scheduling jobs on identical parallel
machines with unequal future ready time and sequence
dependent setup: An experimental study. International
Journal of Production Economics. 137. p. 1–10.
Lei, D., Guo, X., 2014. An effective neighborhood search
for scheduling in dual-resource constrained interval
job shop with environmental objective. International
Journal of Production Economics.
Huang, R.-H., Yang, C.-L., Cheng, W.-C., 2013. Flexible
job shop scheduling with due window - a two-
pheromone ant colony approach. International Journal
of Production Economics. 141. p. 685–697.
Borba, L., Ritt, M., 2014. A heuristic and a branch-and-
bound algorithm for the Assembly Line Worker
Assignment and Balancing Problem. Computers &
Operations Research. 45. p. 87–96.
Mutlu, O., Polat, O., Supciller, A.A., 2013. An iterative
genetic algorithm for the assembly line worker
assignment and balancing problem of type-II.
Computers & Operations Research. 40. p. 418–426.
Levi, Y., 2011. Theory, practice and results of the
application of integrated management in machinery
production. MES – Theory and Practice. 3.
Zhang, R., Song, S., Wu, C., 2013. A hybrid artificial bee
colony algorithm for the job shop scheduling problem.
International Journal of Production Economics. 141.
p. 167–178.
Reingold, E., Nievergelt, J., Deo, N., 1980. Combinatorial
algorithms. Theory and practice, Mir. Moscow.
Conway, R.W., Maxwell, W.L., Miller, L.W., 1975.
Theory of scheduling, Science. Moscow.
Spears, W., 2000. Evolutionary algorithms: the role of
mutation and recombination, Springer. Heidelberg.
Kennedy, J., Eberhart, R., 1995. Particle Swarm
Optimization. Proceedings of IEEE International
Conference on Neural Networks. 4. p. 1942-1948.
Mullen, R.J., Monekosso, D., Barman, S., Remagnino, P.,
2009. A review of ant algorithms. Expert Systems with
Applications. 36. p. 9608–9617.
Fister, I., Fister Jr., I., Yang, X.-S., Brest, J., 2013. A
comprehensive review of firefly algorithms. Swarm
and Evolutionary Computation. 13. p. 34–46.
Kobzar, A.I., 2006. Applied mathematical statistics. For
engineers and scientists, Fizmatlit. Moscow.
Wong, B.K., Lai, V.S., 2011. A survey of the application
of fuzzy set theory in production and operations
management: 1998–2009. International Journal of
Production Economics. 129. p. 157–168.
Haykin, S., 2006. Neural networks: a comprehensive
foundation, Williams. Moscow, 2
nd
edition.
Graupe, D., 2007. Principles of artificial neural networks,
World Scientific. Singapore, 2
nd
edition.
ICEIS2015-17thInternationalConferenceonEnterpriseInformationSystems
564
