
Electric-Motion in Romania - Overview
Study on Machining Parameters of EV Charging Station Mechanical Components
Mihaiela Iliescu
1
, Nicolae Bercan
2
and Alexandru Rogojinaru
3
1
Institute of Solid Mechanics, Romanian Academy, 15 Constantin. Mille Street, Bucharest, Romania
2
Lucian Blaga University of Sibiu, 10 Victoriei Street, Sibiu, Romania
3
E-Motion Electric, 73-75 Giugiului Street, Ilfov, Romania
Keywords: Charging Station, Electric Vehicle, Machining, Regression Model.
Abstract: This paper presents some relevant aspects of charging infrastructure for electric vehicles in Romania. It
evidences the charging station and fast charging stations designed and installed by the first Romanian
company dedicated 100% to e-mobility, E-Motion Electric. Also, a study on machining (milling) parameters
of some mechanical components of electric vehicle (EV) charging station is done and, finally, the regression
model for these parameters is determined. This model would be further used for machining process
optimization.
1 INTRODUCTION
Ecological technologies (Eco-Technologies) include
the technologies which does not harm the
environment so hard, when compared to traditional
similar technologies applied to obtain the products
required by the same human need (http://www.insee
.fr/en/ecotechnologies.htm, 2015).
Energy efficiency is "using less energy to provide
the same service" and it is not energy conservation
(http://eetd.lbl.gov/ee/ee-1.html, 2015).
Most of the times, the energy efficiency can be
quatified by comparing the specific energy
consumption for obtaining, in the same condition, the
product, service or, process required. By reducing
these consumptions, wihtout affecting their quality,
represents the increase on energy efficiency
(http://www.utgjiu.ro/revista/ing/pdf/2009-03/35_A
LINA_DANIELA_HANDRA.pdf, 2015).
The concept of energy efficiency, or optimization
of electric energy consumption has become an
essential challenge worldwide, nowadays. In fact,
saving energy does represent the cheapest energy
resource, easy to produce and environmental friendly.
One solution, with highly positive impact on the
environment, is represented by the focus on electric
vehicles (EV). These vehicles have to be charged and,
further, driven, so that to use their required energy in
an effiecient way, as well as an environmental
friendly one. The chargeable electric vehicles, hybrid
ones included, have become more and more popluar,
for person transportation (electric train, electric bus,
electric car, electric bike). There are obvious
advatages, such as: no CO
2
emission, travel comfort,
technology friendly over the environment, low
expenses (http://birdie-electriccar.eu/ro/transport-de-
persoane, 2015).
Based on the asepects mentioned above, it is
estimated a, relatively, high need for good charging
infrastructure for electric vehicles in Romania
2 CONTEXT AND OVERVIEW
In the past 50 years, Europe has changed a lot - just
like the rest of the world. Nowadays, more than ever,
in a constantly evolving world, Europe must face new
challenges. Economy globalisation, demographic
evolution, climate changes, the need for long-lasting
energy sources and modern security threats are the
main challenges of the XXI
st
century.
2.1 Context
National and international relationship of Romania,
member of European Union and the focus on
sustainable development, including friendly
environmental technologies, lead to the increasing
importance of ecological technologies with high
energy efficiency for new generation of vehicles,
448
Iliescu, M., Bercan, N. and Rogojinaru, A.
Electric-Motion in Romania - Overview - Study on Machining Parameters of EV Charging Station Mechanical Components.
In Proceedings of the 5th International Conference on Smart Cities and Green ICT Systems (SMARTGREENS 2016), pages 448-453
ISBN: 978-989-758-184-7
Copyright
c
2016 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
specially envisaging electric vehicles, more
specifically, electric cars.
Environment degradation because of industrial
development which has mostly been accomplished in
a chaotic way, as well as the consequent hunger of
resources, exhaustion of fossil fuels: oil, gas, coal are
the reason for efficient use of natural resources and
for integrated solution of protection and preservation
of the environment (http://e-motionelectric.ro/sites/d
efault/files/cataloage/Catalog%20general%20produs
e.pdf, 2015).
Electric vehicles are sometimes „accused” that they
do pollute „somwhere else”, because their required
energy for battery charging is obtained using industrial
porcedures that pollute. But, if there were considered
all the emissions, from oil extraction, it would result
that the electric vehicle is significantly more efficient
and pollutes less than any other options – see figure 1.
One relevant situation is that where the charging
stations (E-Motion Street Box) are situated in isolated
areas, with no plugin sources to the electricity
distribution network. These stations will be connected
to renewable energy sources so that, the electric vehicle
charging is 100% green, non-pollutiing – see figure 2.
(http://www.evworld.com/library/Tesla_21centuryEV.pdf)
Figure 1: The highest energy efficiency is that of electric
vehicle.
In the context of climate changes and of cities that
turn into sustainable smart cities, high attention is
given to the systems for monitor, analysis and
adjustment to envrionmental changes, energetic
managemnt, etc. The electric transportation and its
(http://e-motionelectric.ro/)
Figure 2: Eco-tehnology for charging the electric vehicle.
charging infrastructure represents components of the
smart grid of the future, so that further development
of the electric vehicles charging stations smart grid is
really important – see figure 3.
This smart grid enables route optimization
depending on the emplacement and performances of
existing charging stations, correlated to roads status
and traffic situations / emergencies.
(http://e-motionelectric.ro/)
Figure 3: Urban transportaton and its infrastructure –
components of the smart city.
2.2 Overview
E-Motion Electric is the first Romanian company
dedicated 100% to e-mobility, as producer for electric
vehicle charging stations. It also offers the knowledge
Hybrid
System
Electric-Motion in Romania - Overview - Study on Machining Parameters of EV Charging Station Mechanical Components
449

in developing the best solutions for charging
infrastructure in Romania and e-mobility solutions
in,general.
In 2011 it was installed the first public charging
station in Romania. It has 1 plug 230V and 16A;
controlled acces with RFID; energy meter and is
designed for semi-public use
This EV charging stations meet the IEC standards
and charge the vehicles in mode1, 2 and 3, on Schuko
type 1 or, type 2 plugs. There are also implemented
payment systems with both credit card or prepaied
(http://e-motionelectric.ro/)
Figure 4: Exterior semi-public charging station.
(http://e-motionelectric.ro/)
Figure 5: Interior private charging station.
(http://e-motionelectric.ro/)
Figure 6: Exterior semi-public fast charging station.
One of the exterior semi-public charging station
designed and installed in Romania is presented in
figure 4. It is type 1, with 1 plug 230 V and 32 A;
controlled acces with RFID; energy meter and
designed for semi-public use.
One of the interior private charging stations designed
and installed by the compnay in Romania is shown in
figure 5. It has 1 plug 230 V and 16 A and energy meter.
The first fast charging station designed and
installed in Romania in 2014, for exterior semi-public
use, is evidenced in figure 6. It has 1 plug 230 V and
16 A, 3,6 kW; Type 2 plug 400 V and 32 A, 22 kW.
In 2013, in Romania, it was installed only 1 (one)
pulblic charging station. In 2014, in Bucharest
(capital of Romania) there were 9 (nine) public
charging stations – see figure 7.
The European Comission announced that soon,
there will be rules regarding the development of
public charging station infrastructure for electric
vehicles. For Romania, the Comission estimated an
amount of 10,000 charging stations to be installed by
the year 2020.
MoMa-GreenSys 2016 - Special Session on Modelling Practical Paradigms of Green Manufacturing Systems
450
Figure 7: Public charging stations location in Bucharest district, 2014.
3 STUDY ON MACHINING
PROCESS PARAMETERS
All the above mentioned do evidence the importance
of developing the infrastructure of charging stations
for electric vehicles in Romania. Each of these
stations has a mechanical part – more specifically the
“frame” sustaining all the components for
automation.
In figure 6, one can notice the support – front case
of the fast charging station. It is made of composite
material, machined by milling process so that to
obtain the prescribed (designed) geometrical
precision parameters: dimensions, tolerances, surface
roughness.
The parameters values of the milling process for
obtaining parts’ dimensions are estimated not to have
optimum values, as the milling tool does not last long.
In fact, many times, the tool breaks while machining
the contour. That is why, it has been considered of
benefit a study on milling process parameters, so that
to improve cutting tool (milling) durability.
3.1 Research Method
The study on milling process parameters is done so
that to finally obtain a regression model enabling the
determination of their optimum values for the
process. There are some specific steps for this study.
The first step involves “definition” of material to
be machined. So, it is: 3 m thick sheet made of
composite polymer, PLEXIGLASS (polymethyl
methacrylate, PMMA). The second step is that of
defining the machining equipment. It is an Isel CNC
Router (https://www.isel.com/iselcom_en/, 2015)
and the cutting tool is flat end mill, Sandvik
Coromant. The third step refer to the variables
studied, inputs and output, as well as to the desired
type of mathematical relationship – regression model.
The regression analysis is based on design of
experiments statistical method and, further, on
computer data processing. So, the experiments design
is Central Composite Design (CCD) type (Schmidt,
2005) and the applied software is DOE KISS that
enable polynomial regression analysis, optimization,
plotting 2D and 3D, Pareto diagram, Means Plot etc.
Based on preliminary research and previous work
(Iliescu, 2010), as well as on the experience and
results obtained in practice, the authors have
considered fit the choice of two independent variables
(inputs): cutting speed, v (peripheral speed of the
cutting tool) and radial depth (of the cut), a
r
,. The
speed values were measured in [m/min] and the depth
values were measured in [mm]. The dependent
Electric-Motion in Romania - Overview - Study on Machining Parameters of EV Charging Station Mechanical Components
451
variable considered, due to the interest of this study,
was the tangential cutting force component, F
y
.
Other
milling process parameters were set to: 1200
[mm/min] for the feed speed, v
f
; 3 [mm] for axial the
depth, a
a
and cutting fluid (coolant and lubricant).
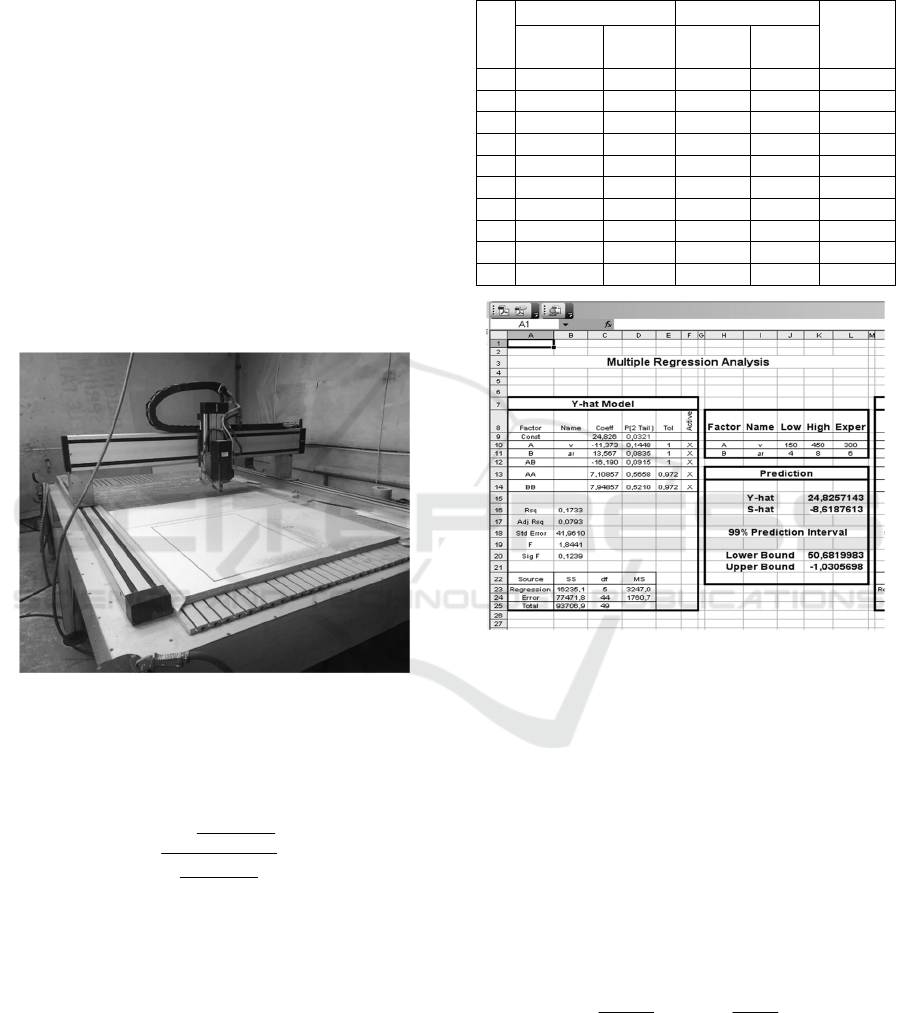
3.2 Experiments and Data Processing
Experiments were done at the Production Department
of E-Motion Electric Company – see figure 8. For
measuring milling forces’ components, along each of
the OX, OY and Oz axes, it was used a dynamometric
system with 6 resistive transducers positioned along
each axis and connected in a complete Wheastone
electronic bridge; a 6 channels tension bridge and a
data acquisition system, with DAQPad-6020E type
data acquisition component; according to the
experimental program applied, each experience was
repeated 5 times.
Figure 8: Cylindrical face milling experiments.
The independent variables, are conventionally
named z
j.
Coding their values, results in, x
j.
Their
relationship is expressed by equation (1).
2
2
minmax
maxmin
zz
zz
z
x
j
j
−
+
−
=
(1)
Where: z
min
is the minimum value of the variable;
z
max
- the maximum value of the variable.
For this study, the inputs values are the ones
mentioned in relation (2) and relation (3):
z
1
= v; v
min
= 150 m/min; v
max
= 450 m/min (2)
z
2
= a
r
; a
rmin
= 4 mm; a
rmax
= 8 mm (3)
The obtained results for the tangential cutting
force, F
y,
as arithmetic mean values, are presented in
Table 1. Results of the DOE KISS regression analysis
are shown in Figure 9.
Table 1: Experimental results.
v [m/min] a
r
[mm]
F
y
[daN]
Real
value
Coded
value
Real
value
Coded
value
1 150 -1 4 -1 26.16
2 150 -1 8 +1 33.85
3 450 +1 4 -1 23.60
4 450 +1 8 +1 28.36
5 300 0 6 0 26.50
6 300 0 6 0 26.42
7 150 -1 6 0 26.58
8 450 +1 6 0 25.82
9 300 0 4 -1 23.28
10 300
0 8 +1
28.80
Figure 9: DOE KISS regression analysis results.
Based on regression analysis results, and further
processing data – by neglecting the factors that do not
have significant influence on the output values, there
was obtained the regression model for milling process
parameters interaction.
The regression model for coded variables, x
j
, is
given by equation (4).
21
21
190.16
567.13373.11826.24
xx
xxy
⋅⋅−
−⋅+⋅−=
(4)
Considering the variables’ values considered for
this study, relation (1) turns into relation (5).
150
300
1
−
=
v
x
;
2
6
2
−
=
r
a
x
(5)
So, based on all the above, there is obtained the
regression model for real variables, z
j
, expressed by
equation (6).
MoMa-GreenSys 2016 - Special Session on Modelling Practical Paradigms of Green Manufacturing Systems
452
r
ry
av
avF
⋅⋅−
−⋅+⋅+−=
054.0
974.22248.0269.90
(6)
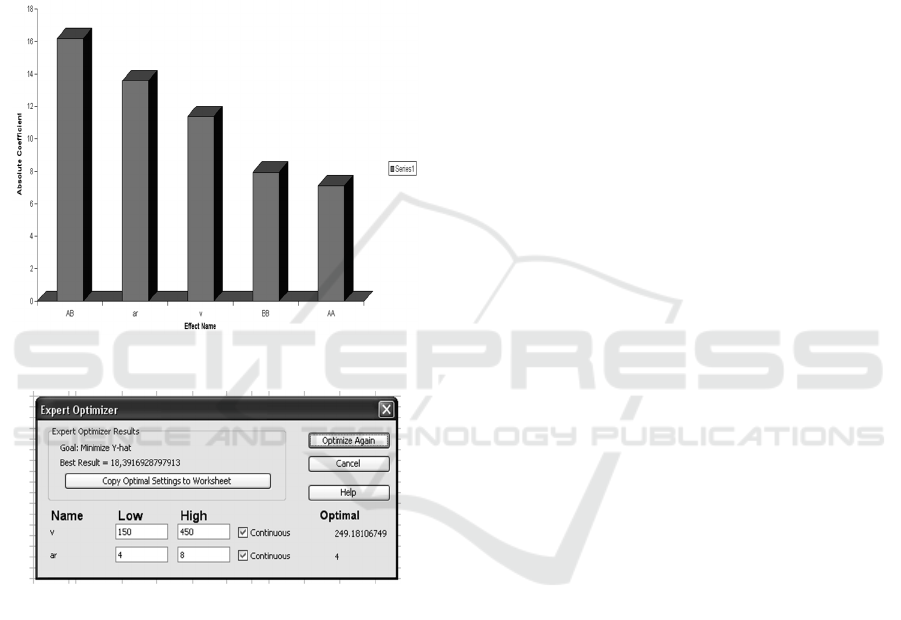
DOE KISS software enables the plot of Pareto
charts of coefficients – see figure 10. This charts
points out how strong the influence of each input, as
well as of inputs interactions, is on the output values.
Also, the software enables the use of Expert
optimizer, so that to optimize (minimize for this
study) the values of the output (tangential cutting
force component, F
y
) – see figure 11.
Figure 10: Pareto chart of coefficients.
Figure 11: Expert optimizer.
4 CONCLUSIONS
This paper was aimed to present aspects of the
development of charging station infrastructure for
electric vehicles, in Romania.
Due to importance and need for this development,
high attention was given to the machining process
(milling) of the mechanical parts components of the
charging station. Parameters values of the milling
process for obtaining parts’ dimensions were
estimated not to have optimum values, as the milling
tool does not last long.
Regression analysis results showed that the radial
depth, a
r
, variable influences the values of tangential
cutting force component, F
y
, while the cutting speed,
v, does not significantly influence these values. There
is also, the influence of inputs interaction on the
output, that should be given attention to. Finally, the
regression model would be further used for
machining process optimization.
REFERENCES
Iliescu, M., Vlădăreanu, L., Spânu, P., Modeling and
Controlling of Machining Forces when Milling
Polymeric Composites. In Plastic Materials 2/2010,
pag. 231-235, ISSN 0025 / 5289.
Schmidt, L., et al., 2005, Understanding Industrial
Designed Experiments. In Academy Press, USA.
http://www.insee.fr/en/ecotechnologies.htm, Accessed on
November, 10, 2015.
http://www.utgjiu.ro/revista/ing/pdf/2009-03/35_ALINA_
DANIELA_HANDRA.pdf, 2015.
http://e-motionelectric.ro/, Acccessed on July, 27,2015.
http://www.evworld.com/library/Tesla_21centuryEV.pdf,
2015.
https://www.isel.com/iselcom_en/, Accessed on
November, 7, 2015.
Electric-Motion in Romania - Overview - Study on Machining Parameters of EV Charging Station Mechanical Components
453
