
Using the FMEA Method as a Support for Improving the Social
Responsibility of a Company
Patrycja Hąbek and Michał Molenda
Faculty of Organization and Management, Silesian University of Technology, Roosevelta 26 str., Zabrze, Poland
Keywords: Corporate Social Responsibility, Failure Mode and Effects Analysis, Sustainability, Risk Assessment, ISO
26000.
Abstract: The concept of Corporate Social Responsibility (CSR) is based on companies voluntarily respecting
environmental and social needs while making business decisions and at the same time taking into account
the expectations of stakeholders. The notion of CSR is well known nowadays and practised by businesses
around the world. However, this concept is sometimes interpreted and implemented differently. It is
important to realize that the concept of CSR should be considered from the perspective of manufactured
products as well as all processes realized in the company. The focus in this paper is on company processes.
Socially responsible processes are those that do not adversely affect the company stakeholders. Therefore,
the need arises to assess the risk of potential failures that may occur in company processes, taking into
account the subjects of social responsibility. The authors present the possibility of using Failure Mode and
Effects Analysis (FMEA) for this purpose. This paper presents an example of using a modified FMEA
method which it is hoped can on one hand provide inspiration for further development of tools dedicated to
CSR implementation at the operational level, and on the other hand offer help to those companies which
want to integrate CSR into company processes.
1 INTRODUCTION
The Corporate Social Responsibility (CSR) concept
is receiving increased attention from the business as
well as the academic community (Crifo et al. 2016;
Dahlsrud 2008; Fifka 2013a; Rok et al. 2007; Du et
al. 2010; Lin-Hi & Müller 2013). CSR can be
defined as a concept that integrates, on a voluntary
basis, social and environmental concerns into a
business’ operations and interactions with its
stakeholders. Unfortunately, not so rarely the
concept is considered only as a marketing or public
relations tool to improve company image (Mahoney
et al. 2013; Wolniak & Hąbek 2015). Whereas in
reality it is only possible to achieve long-term
benefits from CSR implementation if socially
responsible behaviour is integrated into all the
processes in an enterprise. However, even a
company with deep involvement in the affairs of the
local community is not responsible if at the same
time it does not respect employee rights, does not
care about the environment and does not ensure the
safety of its products. The activities of socially
responsible manufacturers should be focused on the
creation of products and services that are safe for the
customer and at the same time do not threaten the
environment, in addition the production processes of
these products must be conducted in a safe manner
and with concern for the environment (Paliwoda-
Matiolańska 2014; Bluszcz & Kijewska 2014;
Ryszko 2015).
Many companies are currently implementing
CSR and even publish reports disclosing CSR data,
however, there are still few tools that focus on the
implementation of this concept at the operational
level and tools which can be applied to all processes
functioning in the company. One method that has
been modified for this purpose and can be used to
make a company’s processes socially responsible is
the Failure Mode and Effects Analysis (FMEA). The
aim of the FMEA method is to consistently and
systematically identify potential defects/failures in
the product, process or design and then eliminate
them or minimize the risks associated with them.
Through the subsequent analysis with the FMEA
method we can continually improve our products,
processes or projects.
The aim of this article is to present the concept of
using the FMEA methodology to improve the
processes of a socially responsible organization.
HÄ
ˇ
Ebek P. and Molenda M.
Using the FMEA Method as a Support for Improving the Social Responsibility of a Company.
DOI: 10.5220/0006118600570065
In Proceedings of the 6th International Conference on Operations Research and Enterprise Systems (ICORES 2017), pages 57-65
ISBN: 978-989-758-218-9
Copyright
c
2017 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
57

The remainder of the paper is structured as
follows. The next two sections provide an overview
of the CSR concept and give a short description of
the FMEA method. This is followed by a section
dedicated to the modified FMEA method that can be
used to implement social responsibility into
processes. The paper ends with conclusions and
recommendations for further research.
2 CORPORATE SOCIAL
RESPONSIBILITY – THE
CONCEPT
Changes occurring in the environment, such as
globalization and changing societal expectations,
have caused companies to become the object of
increasing pressure from different groups among its
stakeholders to ensure not only profit but also
greater social value. Consumers are becoming
increasingly interested in how the company whose
products they buy treats its employees and suppliers,
and if the company has a negative impact on the
natural environment or whether it is involved in
corrupt practices.
Corporate Social Responsibility (CSR) is a broad
term which has been differently defined (Gaweł et
al. 2015; Line & Braun 2007; Maignan et al. 2002;
Vveinhardt & Andriukaitienė 2014; Elkington
1999). For example, the European Commission
understand it as a voluntary inclusion by a business
of social and environmental concerns in their
commercial (economic) activities and their relations
with their stakeholders (COM 2001). Guidance on
social responsibility (ISO 26000: 2010) defines the
concept as the responsibility of an organization for
the impacts of its decision and activities on society
and the environment, through transparency and
ethical behaviour that: contribute to sustainable
development, including the health and welfare of
society, take into account the expectations of
stakeholders, are in compliance with applicable law
and consistent with international norms of
behaviour, are integrated throughout the
organization and practices in its relationship.
Referring to the above definitions, it seems that a
key aspect of the CSR concept is running a business
based on building lasting and transparent
relationships with all stakeholders (Hąbek 2009).
Identification of and engagement with stakeholders
are crucial in the implementation of social
responsibility in a company (Maignan et al. 2002).
We can define stakeholders as individual people and
groups of people, inside and outside the
organization, who are interested in the results of its
operations.
In order to systematize the knowledge of CSR
and clarify the values which should act as guidance
for organizations in its activities, in the ISO
26000:2010 the following areas of social
responsibility (which are called the core subjects)
have been defined: organizational governance,
human rights, labour practices, the environment, fair
operating practices, consumer issues, commitment
and social development. The core subjects of CSR
should be considered holistically in an organization
rather than concentrating on a single issue.
Therefore, it can be stated that responsibility is
managed when, for example, employee policies are
developed, when customer relationship strategies are
implemented, when supply chains are managed,
when leaders are really committed to a quality
culture, when firms manage processes to achieve
quality improvement, and when firms use
measurement systems to improve their activities
(Tarí 2011; Cierna & Sujova 2015).
Only comprehensive implementation of this
concept enables enterprises to achieve values in the
economic, social and environmental dimension. For
this reason, the concept of corporate social
responsibility should be considered from the
perspective of all of company processes (Paliwoda-
Matiolańska 2014).
Unfortunately CSR in companies is implemented
variously and good practices often show one-
dimensional practices concerning, e.g., environment
protection or philanthropic activities. In addition, for
many managers CSR is seen simply as a tool to
improve company image or enhance public relations.
To achieve the long-term benefits of its
implementation, socially responsible behaviour
should be integrated into and refer to all the
processes in an enterprise. Therefore, there is a need
to develop tools for the operationalization of CSR
throughout an organization. In this paper, the authors
suggest using for that purpose the methodology of
FMEA.
3 FAILURE MODE AND
EFFECTS ANALYSIS
Failure Modes and Effects Analysis (FMEA) is a
step-by-step approach for identifying all possible
failures in a design, manufacturing or assembly
process, or a product or service. “Failure modes”
ICORES 2017 - 6th International Conference on Operations Research and Enterprise Systems
58

means the ways, or modes, in which something
might fail. Failures are any errors or defects,
especially ones that affect the customer, and can be
potential or actual. “Effects analysis” refers to
studying the consequences of those failures. Failures
are prioritized according to how serious their
consequences are, how frequently they occur and
how easily they can be detected. The purpose of the
FMEA is to take actions to eliminate or reduce
failures, starting with the highest-priority ones.
Failure modes and effects analysis also documents
current knowledge and actions about the risks of
failures, for use in continuous improvement (Tague
2005; Wolniak 2011).
FMEA first emerged in studies conducted by
NASA in 1963. It eventually spread to the car
manufacturing industry, where it aided in the
identification and quantification of possible defects
at the product design stage (Puente et al. 2002).
FMEA is currently utilized in the automotive,
aerospace, and electronic industries to identify,
prioritize, and eliminate known potential failures,
problems, and errors in systems during the design
stage and prior to releasing the product (Stamatis
1995). Several industrial FMEA standards, such as
those developed by the Society of Automotive
Engineers, the US Military of Defense, and the
Automotive Industry Action Group, employ Risk
Priority Numbers (RPNs) to measure the risk and
severity of failures (Rhee & Ishii 2003). RPN is an
index that can represent the degree of risk that a
product, process or design possesses. It consists of
three indicators, namely, Occurrence (O), Severity
(S), and Detection (D).
RPN = O x D x S (1)
Where O is the probability of the failure, S is the
severity of the failure, and D is the probability of not
detecting the failure. FMEA consists of two stages.
Potential failure modes are identified in the first
stage, and the values of severity, occurrence, and
detection are assigned. The manager makes
recommendations for corrective action in the second
stage, and RPN must be recalculated after
undertaking such corrective action (Su & Chou
2008; Gajdzik & Sitko 2016).
The Risk Priority Number (RPN) can take the
maximum value of 1000. In practice, established
boundaries of this index are used, which can be
defined as the level of acceptability of the risk. It is
often assumed that the value of the RPN below 120
for the failure is an acceptable level of risk. In such a
case it will not be necessary to make changes in the
system. If the value of the RPN is in the range of
120-160, then corrective action should be taken
which decreases the RPN value (Molenda et al.
2016).
Chen (2007) pointed out that FMEA provides a
structured systematic identification of the potential
failure modes in design, manufacturing, or
management. FMEA provides a qualitative
evaluation of the necessary corrective actions by
studying the impact of failure on the system and by
focusing on the problems affecting systematic
reliability (Zasadzień 2014; Midor 2014). Failure
modes and effects analysis also documents current
knowledge and actions about the risks of failures, for
use in continuous improvement.
The results of the FMEA analysis serve as a
basis for the introduction of changes in the product
design or production processes, aimed at reducing
the risk of occurrence of defects identified as
critical. If it is not possible to completely eliminate
the causes of defects, action should be taken in order
to enhance their capability to detect or reduce the
negative effects of their occurrence. Implementation
of the recommended corrective action should be
continuously monitored and their effects subjected
to verification (Wyrębek 2012; Skotnicka-Zasadzień
2012; Wojtaszak & Biały 2015).
4 FMEA FOR CSR – MAKING
THE PROCESSES SOCIALLY
RESPONSIBLE
In this section of the paper the authors present the
procedure for social responsible risk assessment (see
Figure 1) using the methodology of FMEA (FMEA
for CSR/ FMEA4CSR). This method allows
identifying problems and inconsistencies (weak
points) that may occur during the process, taking
into consideration the core subjects of the CSR
concept. The similar concept was presented by
Duckworth and Rosemond (2010).
The example presented in the paper applies to the
process functioning in a production company. The
authors are aware that conducting a risk assessment
on one process will not ensure that the whole
organization achieves improvements in social
responsibility. The intention of the authors was to
show an exemplary solution for the selected process.
The first step in the FMEA4CSR is to determine
the process in the organization which should be
studied. It is good to take a process-oriented
approach which allows for the holistic analysis of
risk on all aspects of social responsibility for that
Using the FMEA Method as a Support for Improving the Social Responsibility of a Company
59
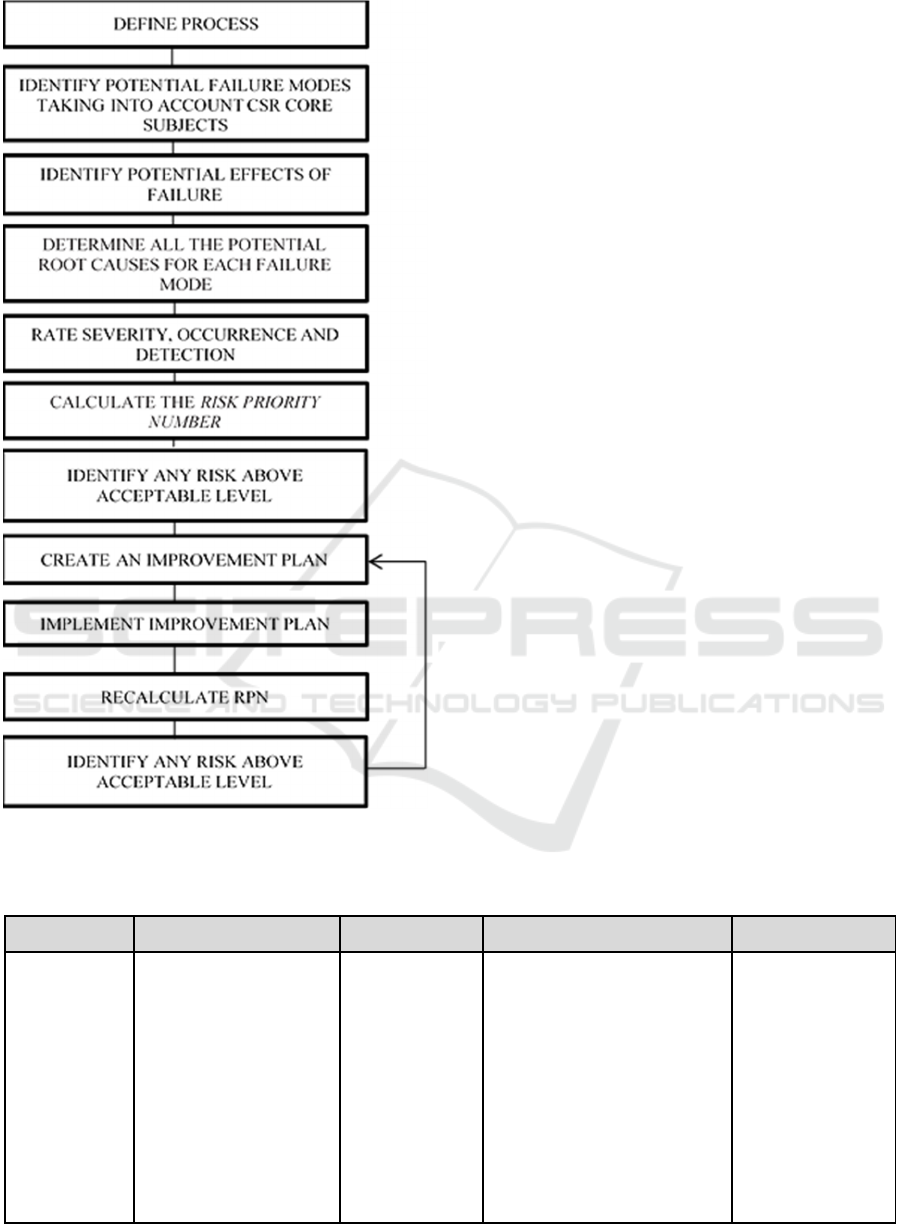
Figure 1: Stages of FMEA4CSR.
process. At this stage, a cross-functional team should
be established consisting of the various groups
involved in the process (engineering, purchasing,
health and safety, human resources, new product
development, etc.) which should be encouraged to
complete the FMEA form.
The advantage of utilizing a cross-functional
team approach is the varied experience and
perspectives that each individual brings to the task.
Although increased team diversity often leads to
intense discussions when rating severity and
occurrence, this difficulty in building consensus
creates thoughtful debate about the organization’s
role in improving socially responsible behaviour
(Duckworth & Rosemond 2010).
As an example, the maintenance process in a
production company has been selected.
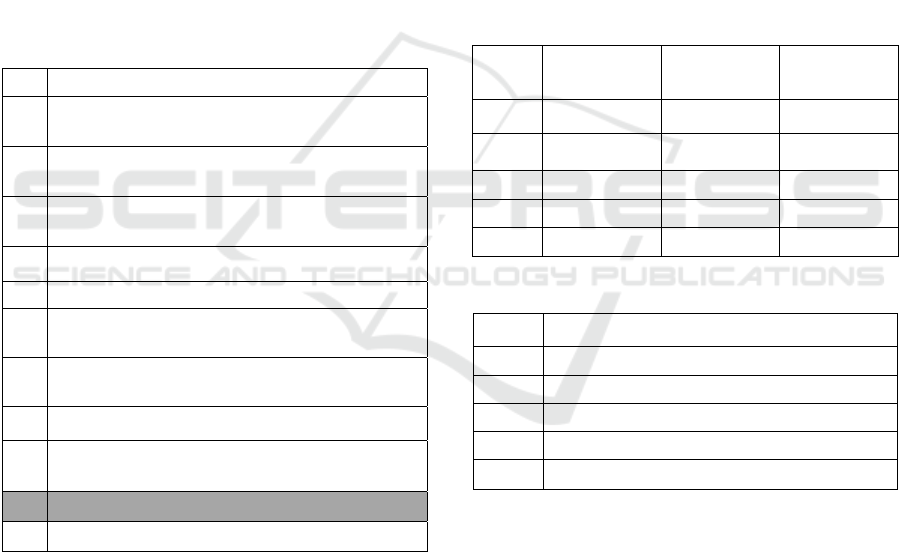
When the process for analysis has been selected and
the team of experts set up it is necessary to identify
the basis data about the process. To properly analyse
the process, with accordance to the process
approach, it should be determined the scope of the
process, its suppliers, inputs as well as outputs. As
the process has to be analysed from the perspective
of social responsibility it is important to identify in
the same time all the stakeholders involved in the
process (see Table 1). It is good to present the
information about the process in graphic form to
enable a better understanding of the subject of the
analysis. This phase is also dedicated to identifying
the stakeholders (employees, customers, sharehol-
ders, community, government, local businesses, etc.)
of the process whose needs and expectations will
form the basis for further analysis. We have to bear
in mind that identification of stakeholders is crucial
to proceeding with the implementation of social
responsibility in a company.
Table 1: Withdrawal of machines and equipment process identification.
SUPPLIERS INPUTS PROCESS OUTPUT STAKEHOLDERS
• company
owners
• maintenance
department
• machine
manufacturer
• health and
safety
department
• worn out, unnecessary
machine
• withdrawal order
• plan for dismantling
and removing from the
plant
• documentation of the
machine (dismantling
manual, design
documentation)
• instructions for safe
removal and disposal of
the machine
withdrawal of
machines and
equipment (used,
worn out,
unnecessary)
• dismantled and removed
machine
• records in the register about
the machine removal
• worn consumables materials
(oils, lubricants, etc.)
• emission of gases into the
environment
• registration and inventory of
used parts and consumables
materials
• records of environmental
hazardous materials
• company owners
• employees
working within
the process
• environmental
inspectors
• accounting
department
ICORES 2017 - 6th International Conference on Operations Research and Enterprise Systems
60
The assessment of the severity of identified
failure modes in FMEA4CSR should be done from
the point of view of all stakeholders of the process,
and not just from a customer’s point of view as in
the classical FMEA methodology.
After determining the stakeholders, all the
outputs of the process should be identified, which
may have an impact on these stakeholders. The next
step is to identify all the process inputs (materials,
energy, information, and human resources, etc.)
required to conduct the process. The final task will
be to identify the suppliers for the pre-defined inputs
of the process. The goal of this analysis is to identify
the potential social responsibility risks associated
with the selected process. When the process is
determined, we should focus on the critical function
to that process. The functions constituting the
maintenance process in an exemplary organization
are shown in Table 2.
Table 2: Functions of maintenance process.
1. Planning of investment for production resources
2.
Execution of the investment, the purchase of
machines and equipment
3.
Installation and labelling of machines and
equipment. Introduction to the register
4.
First commissioning and validation of machines
and equipment
5. Training for machine operators
6. Planning of inspections and repairs
7.
Monitoring of the operations and diagnostics of
machines and equipment
8.
Implementation of the plan of inspections and
repairs
9. Cost calculation of repair work
10.
Supply for maintenance (parts, consumable
materials, etc.)
11. Withdrawal of machines and equipment
12. Diagnostics. Breakdown removal
For the further analysis we have chosen the
process of withdrawal of machines and equipment
(Table 5).
For the identified function in the selected
process, all potential failure modes should be
identified. At this stage we should use the
knowledge of the team members as well as the data
from the analysis of other processes or
benchmarking studies. The next step is the analysis
of all potential causes of the failure modes. At this
stage we can use other tools such as the Ishikawa
diagram. Because often the failures involve a
cascade of effects, next we should analyse the
impact of those failures. The direct effect or the
consequence from the stakeholders’ point of view
should be taken into account (Kaźmierczak 2016).
Another step of FMEA4CSR is to determine the
Severity (S), Occurrence (O) and Detection (D)
indicators. Each indicator can be a number between
<1-10>. The ratios we determined are based on the
data in Table 3 and Table 4. It should be noted here
that the D indicator is fixed arbitrarily on the basis
of knowledge about the possibility of detection of a
failure. Number 1 applies when such a possibility is
very big and number 10 when the failure is difficult
to detect. Subsequently, we can calculate the Risk
Priority Number (RPN) index. The RPN values
allow us to determine the priority risks that can
threaten social responsibility performance.
Table 3: Criteria of severity and occurrence ratings.
Rating
Severity
[S]
Rating
Occurrence
[O]
1 meaningless 1 negligible
2-3 low 2-3 occasional
4-6 moderate 4-6 moderate
7-8 high 7-8 high
9-10 very high 9-10 very high
Table 4: Criteria of detection ratings.
Rating Detection [D]
1 very high
2-5 high
6-8 moderate
9 low
10 accidental
Then we can focus on ranking the failure from
the most important, from the point of view of the
stakeholders, when the number of RPN is the
greatest, to the least important. Then we must fix the
limit (a number RPN) between critical failures and
other failures. For all critical failures we should
determine the corrective actions, i.e., actions which
enable eliminating the causes of the failures. After
completion of these activities the RPN index should
be re-calculated and if there are still critical failures,
the introduction of corrective actions should be
repeated to achieve an acceptable level of risk.
In our example, we established the limit for RPN
between the critical and the other failure modes at
Using the FMEA Method as a Support for Improving the Social Responsibility of a Company
61
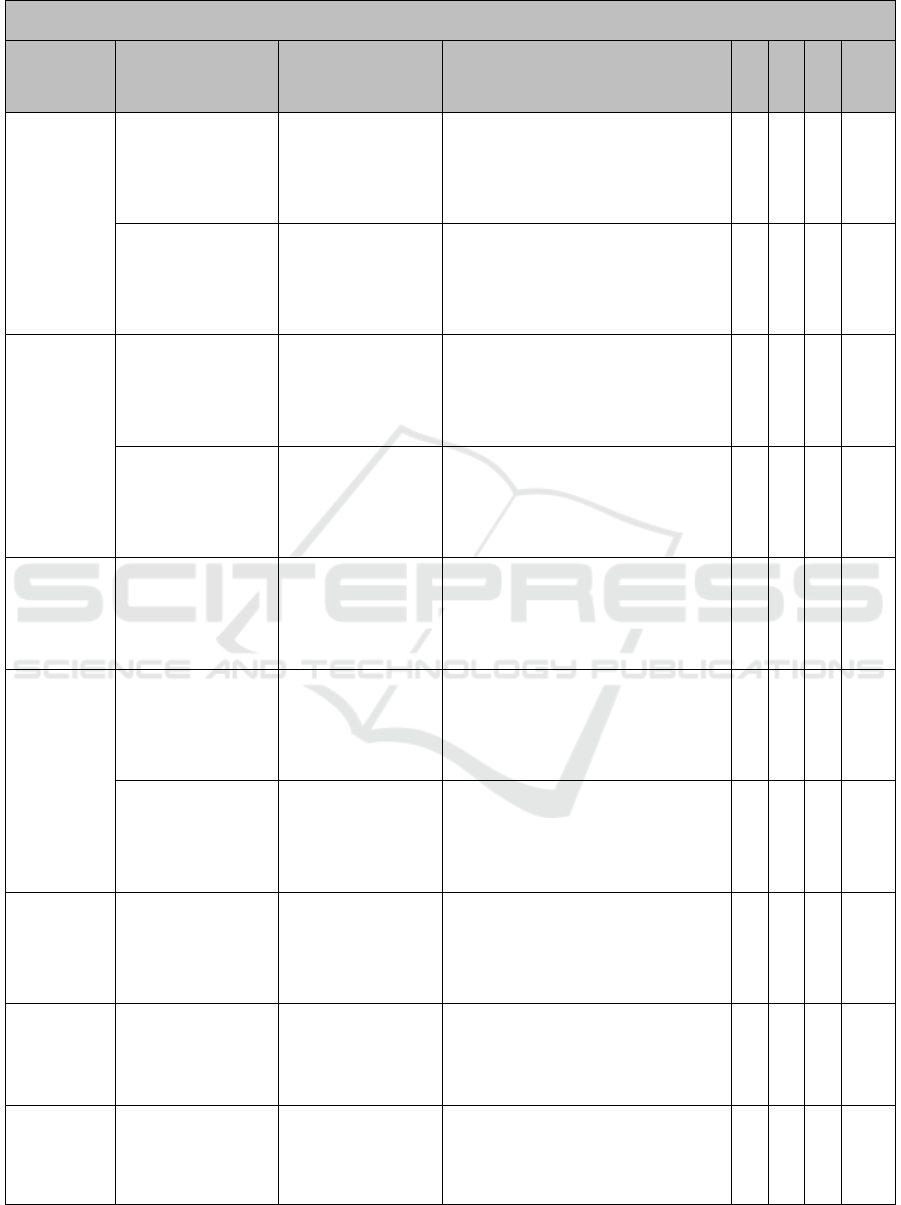
Table 5: FMEA4CSR example sheet for the selected process – part A.
PROCESS: WITHDRAWAL OF MACHINES AND EQUIPMENT
CORE
SUBJECT
SOCIAL
RESPONSIBILITY
FAILURE MODE
CAUSES FAILURE EFFECTS S O D RPN
Organizational
Governance
No systems for
tracking and/or
reporting on social and
environmental results
Reducing the cost of
bureaucracy and
reduction of
employment
No information on emissions and pollution
which occurred during the dismantling and
removal of the machines
No information regarding the threats to
employees during removal of the machines
7 8 3 168
No organizational
policy for the
protection of property,
which is to prevent the
theft of technical
resources
Lack of awareness of
the top management of
the risks of theft of the
dismantled machines
or their components
Material losses arising from theft of
unprotected elements of the machines
7 7 4 196
Human
Rights
Lack of clear message
about the importance
of human rights in the
organization
Top management is
convinced that at all
levels of the
organization human
rights are respected
Performing activities that threaten health
during realization of the process
9 7 4 252
Lack of processes for
resolving grievances
Information about
complaints of
employees are blocked
by direct superiors
Carrying out the process under pressure
beyond normal working hours
9 5 2 90
Labour
Practices
Conditions of work do
not comply with
national law
Lack of training of
middle-level managers
in terms of the law in
force concerning the
implementation of the
process
Working in conditions that threaten the
health and lives of workers carrying out
the process
9 7 1 63
Environment
Lack of system for
tracking waste created
by the organization
Adoption by top
management policy,
oriented only on the
financial results.
Reducing bureaucracy
No information on emissions and pollution
caused by errors during the dismantling
and removal of machines
5 5 3 75
Lack of identification
and action associated
with protecting the
natural environment
Lack of environmental
policy
Uncontrolled pollution arising during the
dismantling and removal of machines
8 7 4 224
Fair Operating
Practices
Lack of identification
of risk associated with
corruption
Lack of awareness of
top management
associated with the
resale of used
machines undervalued
Company financial losses associated with
selling the withdrawn machines
undervalued
7 3 8 168
Consumer
Issues
Unknown impact
Community
Involvement
and
Development
Unknown impact
ICORES 2017 - 6th International Conference on Operations Research and Enterprise Systems
62
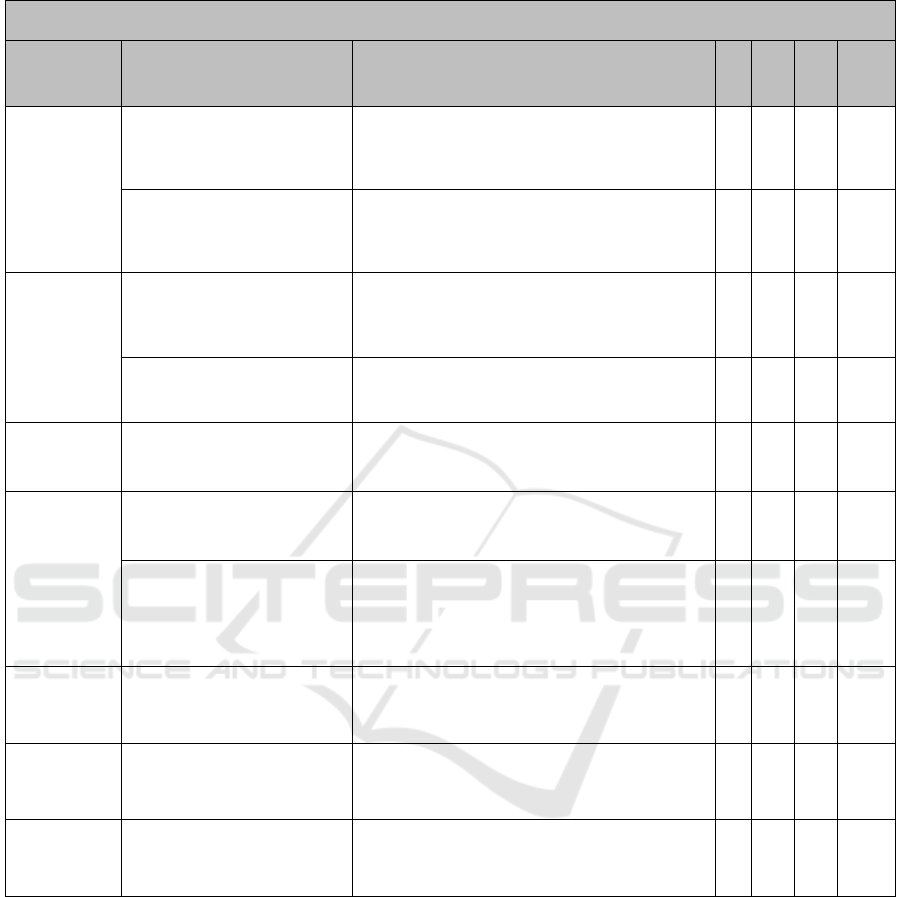
Table 6: FMEA4CSR example sheet for the selected process – part B.
PROCESS: WITHDRAWAL OF MACHINES AND EQUIPMENT
CORE
SUBJECT
SOCIAL RESPONSIBILITY
FAILURE MODE
IMPROVEMENT PLAN S O D RPN
Organizational
Governance
No systems for tracking and/or
reporting on social and
environmental results
The introduction of an emissions control system as
well as system to keep track of accidents occurring
during the removing of withdrawn machines
7 3 1 21
No organizational policy for the
protection of property, which is to
prevent the theft of technical
resources
The establishment of a special committee whose task
will be to calculate the value of withdrawn machines
7 1 4 28
Human
Rights
Lack of clear message about the
importance of human rights in the
organization
The introduction of documented organizational rules
in the company, which include labour standards
during the removal of withdrawn machines
9 2 4 72
Lack of processes for resolving
grievances
Labour
Practices
Conditions of work do not comply
with national law
Environment
Lack of system for tracking waste
created by the organization
Lack of identification and action
associated with protecting the
natural environment
The adoption of environmental policies and the
development of procedures for environment
protection while removing machines that will secure
the process from uncontrolled emission to the
environment
8 4 2 48
Fair Operating
Practices
Lack of identification of risk
associated with corruption
The adoption of procedures to ensure the valuation
and resale of the withdrawn machines and its
components for the actual value
7 1 6 42
Consumer Issues Unknown impact
Community
Involvement and
Development
Unknown impact
120. Thus, the RPN for the failure modes obtained
above this limit need corrective action. In the present
case we identified five critical social responsibility
failure modes. For each we have proposed an
improvement plan and re-calculated the RPN index
(Table 6). After the implementation of the improve-
ments, an acceptable level of risk was achieved. We
can conclude that the FMEA4CSR method enables
the identification of potential risks associated with
the business processes and allows us to better
understand the impact on society, the environment
and economics. The added value of this analysis is
increased awareness among managers, as well as the
employees involved, especially in the analysed
process. This raised awareness will influen-ce the
development of appropriate organizational culture
facilitating the implementation of the CSR concept.
5 CONCLUSIONS
The authors presented in this paper a method called
FMEA for CSR (FMEA4CSR) that is used as a tool
for risk analysis which identifies and prioritizes
Using the FMEA Method as a Support for Improving the Social Responsibility of a Company
63

actions for improving socially responsible processes.
These prioritized actions allow us to rethink the
types and volume of resources needed to minimize
the risks associated with the specific failure modes.
FMEA4CSR is based on seven core subjects of
social responsibility defined in ISO 26000. Because
CSR is a concept which is based on the stakeholders
theory, identification and analysis of their needs and
expectations is crucial for the implementation of this
concept. Therefore, FMEA4CSR takes into account
in the risk assessment not only the severity of
potential failure modes for customers (as in the
classical FMEA), but also for the other stakeholders.
In the proposed methodology the significance of
potential failure modes for all the company’s
stakeholders involved in the process is considered.
Thus, it is reasonable to use the expert knowledge in
the analysis as it is in the case of the FMEA method.
Therefore, it is recommended to integrate the
methodology with one of the participatory methods
(e.g. Charrette, Syncon, Delphi, Groupware, etc.) in
order to reach consensus between stakeholders or at
least the justifications for the different opinions,
scores, etc. and to make sure the results are clear to
all of them.
The purpose of using this tool is the continuous
improvement of socially responsible processes.
Identification of the risks associated with each of the
core subjects of social responsibility leads not only
to determining the priority issues, but also improves
awareness among employees. This improved
awareness is an added value to this analysis and is
invaluable in the implementation of CSR in a
company. Summarizing, FMEA4CSR can be used as
a practical tool for the continuous improvement of
social responsibility within a company at the
operational level.
We must bear in mind that we cannot always
find the ideal solution. Social responsibility
approach may sometimes conflict with the other
company's goals (e.g. environmental protection goal
and keeping production which pollutes the
environment but simultaneously giving an
employment for many people). It is not always
possible to meet all expectations at the same time
and the company must make a choice. Therefore
there is a need for further discussion on this multi-
criteria aspect of the problem. Future research may
be concentrated also on the implementation of the
core subjects of CSR in product or design FMEA. It
could be also interesting to discuss other tools
traditionally used in quality improvement and their
potential benefits in social responsibility improve-
ment programmes.
ACKNOWLEDGEMENTS
The paper is the result of the statutory research
project No 13/030/BK_16/0024 entitled “Production
engineering methods and tools for development of
smart specializations”.
REFERENCES
Bluszcz, A. & Kijewska, A., 2014. W kierunku społecznej
odpowiedzialności przedsiębiorstw górniczych.
Przegląd Górniczy, 70(4), pp.45–51.
Chen, J.K., 2007. Utility Priority Number Evaluation for
FMEA. Journal of Failure Analysis and Prevention,
7(5), pp.321–328. Available at: http://link.
springer.com/10.1007/s11668-007-9060-2 [Accessed
September 16, 2016].
Cierna, H. & Sujova, E., 2015. Parallels Between
Corporate Social Responsibility and the EFQM
Excellence Model. MM Science, October, pp.670–676.
COM, 2001. GREEN PAPER. Promoting a European
Framework for Corporate Social Responsibility,
Available at: http://eur-lex.europa.eu/legal-content/
EN/TXT/?uri=URISERV%3An26039.
Crifo, P., Diaye, M.-A. & Pekovic, S., 2016. CSR related
management practices and firm performance: An
empirical analysis of the quantity–quality trade-off on
French data. International Journal of Production
Economics, 171, pp.405–416. Available at:
http://www.sciencedirect.com/science/article/pii/S092
5527314004137 [Accessed December 17, 2015].
Dahlsrud, A., 2008. How corporate social responsibility is
defined: an analysis of 37 definitions. Corporate
Social Responsibility and Environmental Manage-
ment, 15(1), pp.1–13. Available at: http://doi.wiley.
com/10.1002/csr.132 [Accessed September 26, 2016].
Du, S., Bhattacharya, C.B. & Sen, S., 2010. Maximizing
Business Returns to Corporate Social Responsibility
(CSR): The Role of CSR Communication.
International Journal of Management Reviews, 12(1),
pp.8–19. Available at: http://doi.wiley.com/10.11
11/j.1468-2370.2009.00276.x [Accessed August 11,
2016].
Duckworth, H.A. & Rosemond, A.M., 2010. Social
Responsibility: Failure Mode Effects and Analysis,
Boca Raton: CRC Press.
Elkington, J., 1999. Cannibals with Forks: Triple Bottom
Line of 21st Century Business, Capstone Publishing
Ltd. Available at: http://www.amazon.com/Cannibals-
Forks-Triple-Century-Business/dp/1841120847
[Accessed December 21, 2015].
Fifka, M.S., 2013a. Corporate Responsibility Reporting
and its Determinants in Comparative Perspective - a
Review of the Empirical Literature and a Meta-
analysis. Business Strategy and the Environment,
22(1), pp.1–35. Available at: http://doi.wiley.com/
10.1002/bse.729 [Accessed August 11, 2016].
ICORES 2017 - 6th International Conference on Operations Research and Enterprise Systems
64

Fifka, M.S., 2013b. Corporate Responsibility Reporting
and its Determinants in Comparative Perspective - a
Review of the Empirical Literature and a Meta-
analysis. Business Strategy and the Environment,
22(1), pp.1–35.
Gajdzik, B. & Sitko, J., 2016. Steel mill products analysis
using qualities methods. Metalurgija, 55(4), pp.807–
810.
Gaweł, E. et al., 2015. Corporate Social Responsibility as
an Instrument of Sustainable Development of
Production Enterprises. Management Systems in
Production Engineering, 3(19), pp.152–155.
Hąbek, P., 2009. Społeczna odpowiedzialność
przedsiębiorstw jako koncepcja firmy zorientowanej
na interesariuszy. Organizacja i Zarządzanie, 2(6),
pp.69–86.
Kaźmierczak, J., 2016. Engineering of Needs (EoN): the
role of identifying and analyzing needs in Engineering
and Engineering Management. In ESME 2016
International Conference on Economic Science and
Management Engineering. Guilin.
Line, M. & Braun, R., 2007. Baseline Study on CSR
Practices in the New EU Member States and
Candidate Countries, Available at: http://docs.china-
europa-
forum.net/undpconference_26062007_brochure.pdf.
Lin-Hi, N. & Müller, K., 2013. The CSR bottom line:
Preventing corporate social irresponsibility. Journal of
Business Research, 66(10).
Mahoney, L.S. et al., 2013. A research note on standalone
corporate social responsibility reports: Signaling or
greenwashing? Critical Perspectives on Accounting,
24(4-5).
Maignan, I. et al., 2002. Corporate Social Responsibility
in Europe and the U.S.: Insights from Businesses’
Self-presentations. Journal of International Business
Studies, 33(3), pp.497–514.
Midor, K., 2014. An analysis of the causes of product
defects using quality management tools. Management
Systems in Production Engineering, 16(4), pp.162–
167.
Molenda, M., Hąbek, P. & Szczęśniak, B., 2016.
Zarządzanie jakością w organizacji. Wybrane
zagadnienia, Gliwice: Wydawnictwo Politechniki
Śląskiej.
Paliwoda-Matiolańska, A., 2014. Odpowiedzialność
społeczna w procesie zarządzania przedsiębiorstwem,
Warszawa: CH Beck.
Puente, J. et al., 2002. A decision support system for
applying failure mode and effects analysis.
International Journal of Quality & Reliability
Management, 19(2), pp.137–150. Available at:
http://www.emeraldinsight.com/doi/abs/10.1108/0265
6710210413480 [Accessed September 16, 2016].
Rhee, S.J. & Ishii, K., 2003. Using cost based FMEA to
enhance reliability and serviceability. Advanced
Engineering Informatics, 17(3), pp.179–188.
Rok, B. et al., 2007. Corporate Social Responsibility in
Poland. Baseline Study., Warsaw.
Ryszko, A., 2015. Environmental Proactivity and its
Determinants: Selected Issues Based on the Example
of Poland. In 15th International Multidisciplinary
Scientific GeoConference SGEM 2015. Environmental
Economics. pp. 259–266. Available at:
http://www.sgem.org/sgemlib/spip.php?article6535
[Accessed October 2, 2016].
Skotnicka-Zasadzień, B., 2012. Analiza Efektywności
Zastosowania Metody FMEA w Małym
Przedsiębiorstwie Przemysłowym. Systemy
Wspomagania w Inżynierii Produkcji, pp.142–153.
Stamatis, D.H., 1995. Failure Mode and Effects Analysis,
ASQ Quality Press.
Su, C.-T. & Chou, C.-J., 2008. A systematic methodology
for the creation of Six Sigma projects: A case study of
semiconductor foundry. Expert Systems with
Applications, 34(4), pp.2693–2703.
Tague, N.R., 2005. The Quality Toolbox, Milwaukee:
American Society for Quality, Quality Press.
Available at: https://www.amazon.com/Quality-Tool
box-Nancy-R-Tague/dp/0873896394.
Tarí, J.J., 2011. Research into Quality Management and
Social Responsibility. Journal of Business Ethics,
102(4), pp.623–638. Available at: http://link.
springer.com/10.1007/s10551-011-0833-x [Accessed
September 23, 2016].
Vveinhardt, J. & Andriukaitienė, R., 2014. Social
Responsibility Discourse in Empirical and Theoretical
Lithuanian Scientific Studies. Engineering Economics,
25(5), pp.578–588. Available at: http://www.in
zeko.ktu.lt/index.php/EE/article/view/4898 [Accessed
September 14, 2016].
Wojtaszak, M. & Biały, W., 2015. Problem solving
techniques as a part of implementation of six sigma
methodology in tire production. Case study.
Management Systems in Production Engineering,
19(3), pp.133–137.
Wolniak, R., 2011. Wspomaganie metody FMEA w
przedsiębiorstwie produkcyjnym. Problemy Jakości,
43(1), pp.15–21.
Wolniak, R. & Hąbek, P., 2016. Quality Assessment of
CSR Reports – Factor Analysis. Procedia - Social and
Behavioral Sciences, 220, pp.541–547. Available at:
http://linkinghub.elsevier.com/retrieve/pii/S18770428
16306310 [Accessed July 19, 2016].
Wolniak, R. & Hąbek, P., 2015. Reporting Process of
Corporate Social Responsibility and Greenwashing. In
15th International Multidisciplinary Scientific
GeoConference SGEM 2015. Environmental Econo-
mics. Available at: http://www.sgem.org/sgemlib/spip.
php?article6565 [Accessed September 29, 2016].
Wyrębek, H., 2012. Znaczenie metody FMEA w
zarządzaniu jakością w przedsiębiorstwach. Zeszyty
Naukowe Uniwersytetu Przyrodniczo-
Humanistycznego w Siedlcach. Administracja i
Zarządzanie, 19(nr 92), pp.151–165.
Zasadzień, M., 2014. Using the Pareto Diagram and
FMEA (Failure Mode and Effects Analysis) to Iden-
tify Key Defects in a Product. Management Systems in
Production Engineering, 4(16), pp.153–156.
Using the FMEA Method as a Support for Improving the Social Responsibility of a Company
65
