
Experimental Investigation on Pulsed Current Influence on
U-bending of AZ31B Magnesium Alloy
H Li
1
, L Wang
2
, D W Ao
1
, X R Chu
1, *
and J Gao
1
1
School of Mechanical, Electrical&Information Engineering, Shandong University,
Weihai, Weihai 264209, Shandong, China
2
Weifang GeorTek Electronics Co., Ltd. Weifang 261205, China
Corresponding author and e-mail: X R Chu, xrchu@sdu.edu.cn
Abstract. The electropulse effect (EPE) is combined with the bending forming of magnesium
alloy sheet. Through electropulse assisted (EPA) magnesium alloy U-bending test, the
influence of current parameters on the U-bending properties of magnesium alloy sheet was
studied. Through the analysis of the microstructure of magnesium alloy sheet, the mechanism
of EPE on the bending forming performance of magnesium alloy sheet was explored. It was
found that the pulse current promotes the occurrence of dynamic recrystallization of the
magnesium alloy, improves the forming ability of the magnesium alloy sheet, and reduces the
springback angle of the magnesium alloy sheet bending.
1. Introduction
Magnesium and magnesium alloys are known as “green material” in the 21st Century for their
excellent mechanical properties. Magnesium and magnesium alloys are widely used in aerospace,
automotive, electronics, communications, and other fields due to their good performance [1].
However, due to the hexagonal crystal structure of magnesium alloys, magnesium alloys have poor
plastic forming ability at room temperature, which limits the application of magnesium alloys in the
industrial field and has become a major factor restricting the development of magnesium alloys in the
industry [2].
Guoyi Tang et al. [3-5] studied the electropulse drawing and rolling of magnesium alloys found
that pulsed current can promote the movement and climbing of movable dislocations, open the
dislocation tangles, change the dislocation density, reduce the flow stress of the material, and find
that the pulse current can promote dynamic recrystallization of magnesium alloys at lower
temperatures. Perkin [6] studied the forming properties of aluminum alloys and other metals through
electropulsing upsetting experiments, and found that the electropulsing significantly improved the
plastic forming ability of aluminum alloys. The deformation before fracture was significantly
improved, and the deformation resistance decreased significantly. Bao et al. [7] studied the
electropulsing assisted(EPA)magnesium alloy incremental forming experiments found that the
parameters of the electropulse have a significant influence on the progressive forming limit of the
sheet. With the increase of the pulse current, the forming limit is significantly improved, and the
forming ability is significantly enhanced. It proved the existence of pure EPE. Conrad [8] proposed
that the pulsed current can increase the internal energy of the material and thus promote the thermal
604
Li, H., Wang, L., Ao, D., Chu, X. and Gao, J.
Experimental Investigation on Pulsed Current Influence on U-bending of AZ31B Magnesium Alloy.
In Proceedings of the International Workshop on Materials, Chemistry and Engineering (IWMCE 2018), pages 604-609
ISBN: 978-989-758-346-9
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
activation process of the dislocation movement. Molotskii [9] explains the mechanism of pure
electroplastic effect through induced magnetic field theory.
In this paper, the EPE is combined with the bending forming of magnesium alloy sheet, based on
a self-designed experimental mold. Through EPA magnesium alloy bending forming test, the
influence of current parameters on the U-bending properties of magnesium alloy sheet was studied.
Through the analysis of the microstructure of magnesium alloy sheet, the mechanism of EPE on the
bending forming performance of magnesium alloy sheet was explored.
2. Test equipment and materials
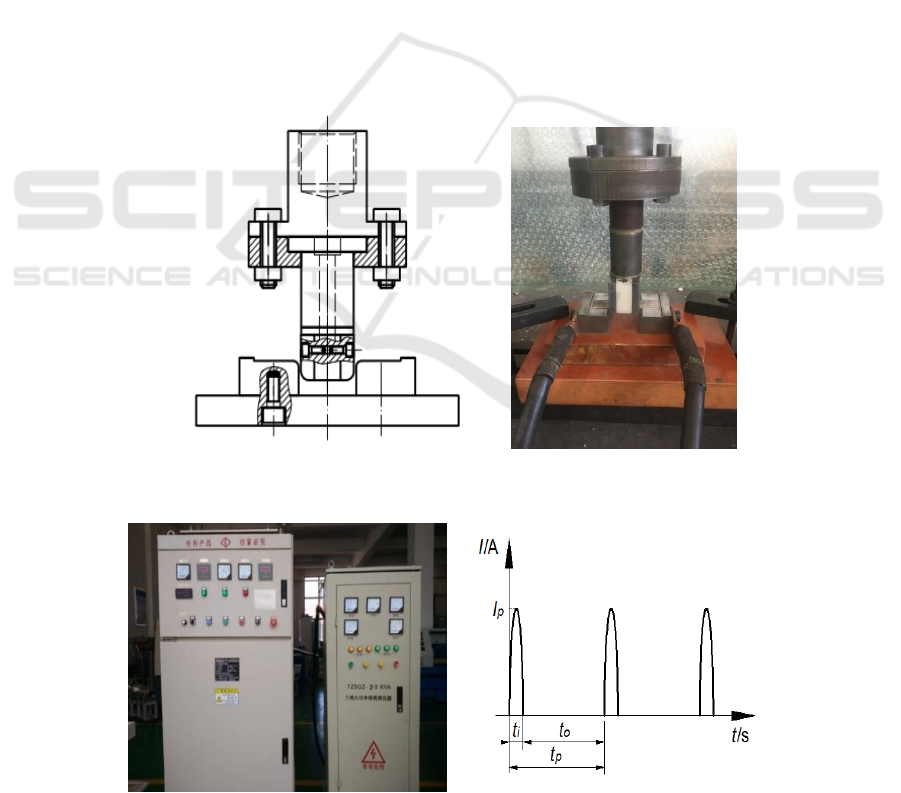
The test specimen is AZ31B magnesium alloy, dimensions 90mm x 20mm x 1.2mm, the test device
was shown in Figure 1. In order to prevent the test piece and the concave-convex die from being
incompletely contacted, when the punch reaches 1mm, the device which is shown in the Figure 1
starts to energize until the end of the test. To study the influence of pulse current on the U-bending
forming, the adopted punch fillet radius is set to 4mm, die clearance is set to 1.1t, t is the thickness of
the sheet, the impulse current generator and electropulsing waveform Figure 2, the forming rate is
15mm/min. In order to ensure the accuracy of the test results, each set of tests was performed three
times. The angles of the two right-angled sides of the formed test piece were measured by a universal
protractor. The average value of the three test results was taken as the forming angle value. After the
test was completed, the microscopic metallographic test was performed by an Axio Lab A1 optical
microscope.
Figure 1. U-bending die setup schematic diagram and setup device.
Figure 2. Impulse current generator and pulse current schematic diagram.
Experimental Investigation on Pulsed Current Influence on U-bending of AZ31B Magnesium Alloy
605
3. Experimentation results and discussion
3.1. Experimentation results
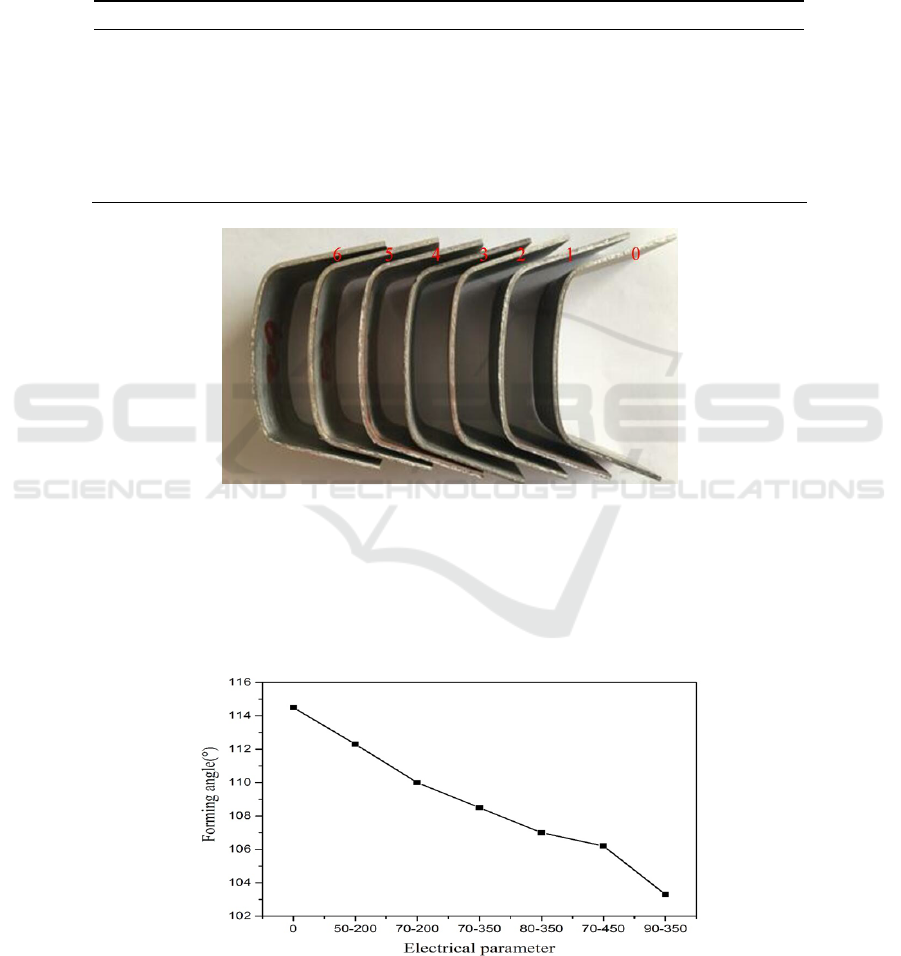
The forming angle of the magnesium alloy test without current is taken as a reference. The forming
angles of U-bending tests under different pulse current were shown in Table 1. The formed
specimens were presented in Figure 3.
Table 1. The results of EPA U-bending.
Sample
Voltage(V)
Frequency(Hz)
Forming angle(°)
0
-
-
114.5
1
50
200
112.3
2
70
200
110
3
70
350
108.5
4
80
350
107
5
70
450
106.2
6
90
350
103.3
Figure 3. The specimens of EPA U-bending.
With reference to Figure 3. and Table 1., it can be found that with the increase of the pulse current
parameters, the forming angle of the U-shaped bending part of the magnesium alloy gradually
decreases. That is, with the increase of the pulse current parameter, the springback angle of the U-
shaped bending of the magnesium alloy gradually decreases. The U-shaped bending angle curve of
the EPA magnesium alloy under different pulsed electric parameters was shown in Figure 4.
Figure 4. Forming angle curves under different electric parameters.
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
606
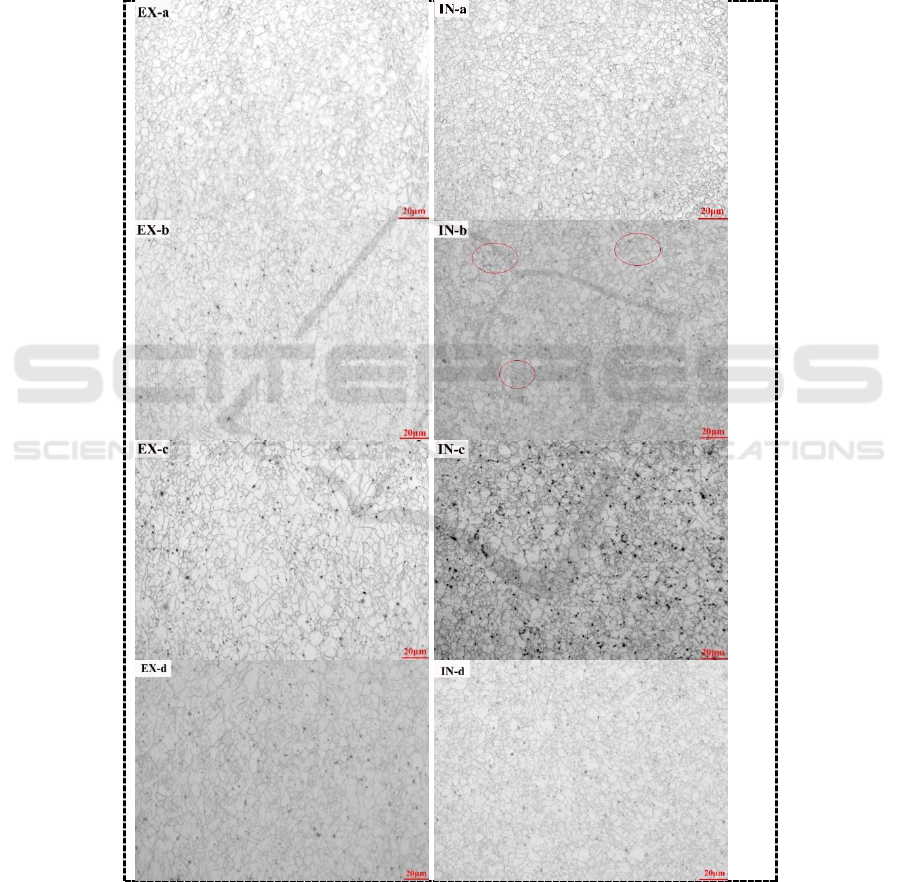
Figure 4 shows that with the increase of electrical parameters, the forming angle gradually
decreases, and in the selected range of electrical parameters, the U-shaped bending angle of the
magnesium alloy basically shows a linear decrease trend.
3.2. Investigations on microstructure
For U-bending process, before the calibration stage, for the main deformation region of the test piece,
the interior region of fillet radius is under compression stress state and the exterior region of fillet
radius is under tension stress state. The microstructure of the main deformation zone (fillet radius) of
the U-bending specimen was obtained as shown in Figure 5.
Experimental Investigation on Pulsed Current Influence on U-bending of AZ31B Magnesium Alloy
607
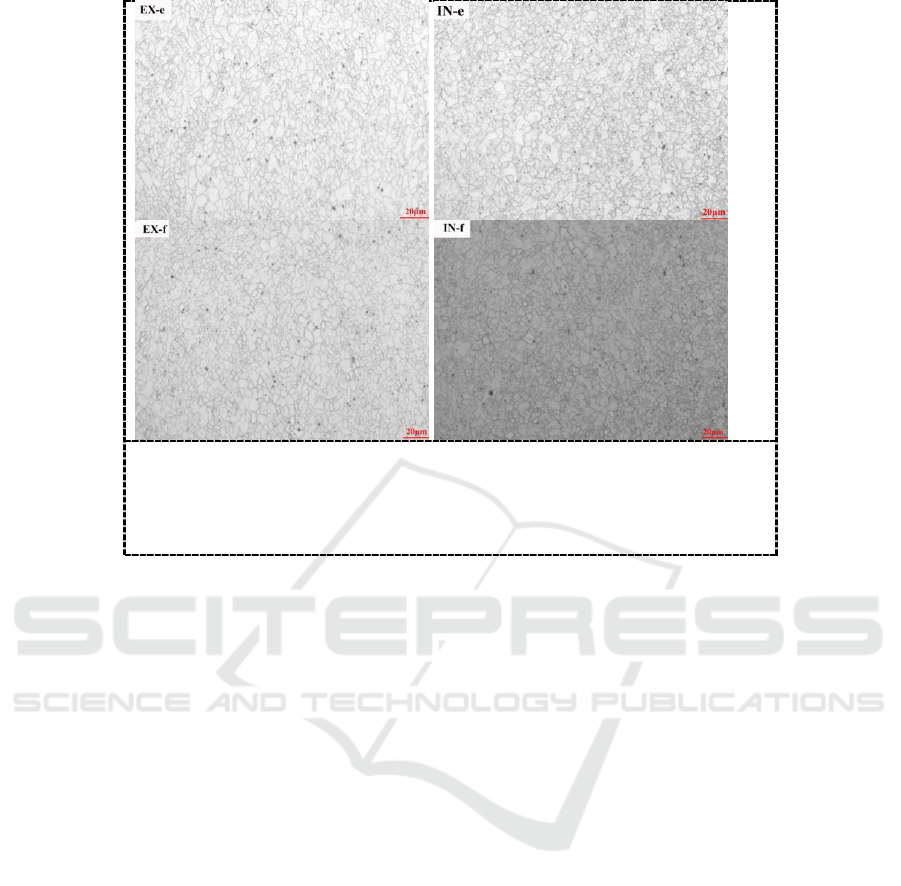
Figure 5. The microstructure of specimens under EPA U-bending (EX
represents the extrados of the specimen, IN represents the intrados of
the specimen. (a) (b) (c) (d) (f) are No current, 50V-200Hz, 70V-
200Hz, 70V-350Hz, 70V-450Hz, 90V-350Hz).
Figure 5 (a) and (b) show the microstructures of the external and internal fillet radius zone at
room temperature. Figure 5 (a) presents that the large grains are stretched and twinning occurs in
some coarser grains. Slip is the main deformation mechanism for the external zone. In Figure 5 (b),
many twins that marked with ellipses can be observed, even in some small grains. Twin is the main
deformation for the internal zone. The difference between the internal and external deformation
mechanisms determines the microstructures. Figure 5 (c) and (d) show when the pulse current
parameter is small, the microstructure of curved specimens has not changed much compared to the
U-bending at room temperature. Figure 5 (c) and (d) have similar microstructures. A large number of
twin grains occur in the interior. It is meant that twinning is the main deformation for the internal
zone, and slip is the main deformation mechanism for the external zone. With the increase of the
electrical parameters until 70V-350Hz, the microstructure does not change significantly, meaning
that EPE is not significant. The fine grains are generated at the grain boundaries of some coarse
grains at the internal fillet radius zone above 70V-350Hz. It is indicated that the dynamic
recrystallization of Magnesium alloy begins to occur under pulsed current. Conrad et al. [10] found
that pulse current has "thermal effect" and "althermal effect". In this paper, their common actions are
considered. The general deformation mechanism of a material having the same HCP structure as that
of magnesium are twinning and dynamic recrystallization. The process of dynamic recrystallization
is opposite to static recrystallization, the nucleation and growth of new grains occur during
deformation rather than later as part of a separate heat treatment [11]. The fine crystallites produced
by dynamic recrystallization play an important role in coordinating the plastic deformation,
contributing to improve the plastic forming ability and reduce the springback angle of the U-shaped
specimen. As the electrical parameter increases to 70V-450Hz, the dynamic recrystallization begins
to occur at the outside fillet radius zone of the U-bending specimen. A large number of fine equiaxed
grains are observed in the interior region. The dynamic recrystallization occurs both at the inside and
outside zones of the U-shaped specimen. The plastic forming ability of the magnesium alloy can be
further improved, and the springback was reduced.
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
608

4. Conclusions
The pulse current can promote the occurrence of dynamic recrystallization of the magnesium alloy,
improves the forming ability of the magnesium alloy sheet, and reduces the springback of the
magnesium alloy sheet bending.
Acknowledgement
The authors would like to acknowledge the financial support from the Natural Science Foundation of
Shandong Province (No. ZR2016EEM25).
References
[1] Ding W J and Jin L Texture and Texture Optimization of Wrought Mg Alloy T Nonferr Metal
Soc. 21 (10) 2371-2381
[2] Zhang G M, Zhang Y K and Zhang J Y 2013 Research on laser shock strengthening and stress
corrosion cracking resistance of AZ31B magnesium alloy Chinese J Lasers (9) 54-59
[3] Q Xu, G Tang and Y Jiang 2011 Thermal and electromigration effects of electropulsing on
dynamic recrystallization in Mg–3Al–1Zn alloy J. Mater. Sci. Eng. A. 528 (13–14) 4431-
4436
[4] Xu Z, Tang G, Tian S, Ding F and Tian H 2007 Research of electroplastic rolling of AZ31 Mg
alloy strip J. J Mater Process Tech. 182 (1) 128-133
[5] Li X, Tang G, Kuang J, Li X and Zhu J 2014 Effect of current frequency on the mechanical
properties, microstructure and texture evolution in AZ31 magnesium alloy strips during
electroplastic rolling J. Mater. Sci. Eng. A. 612 (9) 406-413
[6] Perkins T A, Kronenberger T J and Roth J T 2007 Metallic Forging Using Electrical Flow as
an Alternative to Warm/Hot Working J. J Manuf Sci E-T Asme. 129 (1) 84-94
[7] Bao W, Chu X R, Lin S and Gao J 2015 Experimental investigation on formability and
microstructure of AZ31B alloy in electropulse-assisted incremental forming J. Mater. Des.
87 632-639
[8] Conrad H 2000 Electroplasticity in metals and ceramics J. Mater. Sci. Eng. A. 287(2) 276-287.
[9] Molotskii M I 2000 Theoretical basis for electro- and magnetoplasticity J. Mater Sci Eng A.
287(2) 248-258
[10] Okazaki K and Kagawa M 1980 An Evaluation of the Contributions of Skin, Pinch and
Heating Effects to the Electroplastic Effect in Titanium Mater. Sci. Eng. 45 109-116
[11] Hakimian H, Sedighi M and Asgari A 2016 Experimental and numerical study on the ecared
magnesium AZ31 alloy Mech Ind.17(1) 110
Experimental Investigation on Pulsed Current Influence on U-bending of AZ31B Magnesium Alloy
609
