
Mechanical Properties of Magnesium Alloys Produced by Centrifugal
Casting Process
Qin Xu
1
, Xing Wang
1
, Gangyi Cai
1
, Yonggang Guo
1
and Xinchao Wang
1
1
School of Mechanical and Electrical Engineering, Henan University of Technology, Zhengzhou, China
Keywords: Magnesium alloy, Centrifugal casting, Mechanical property, Tensile, Wear; Friction Coefficient.
Abstract: The variation rules of the tensile strength, yield strength, elongation, micro hardness and wear properties of
magnesium alloys in different centrifugal radius and rotation speed have been investigated. The results
shows that, the tensile and wear properties of magnesium alloy castings improve with the increase of
rotation speed in the same centrifugal radius, besides, when the centrifugal radius is larger, the mechanical
properties increases much more with the increase of rotation speed. The effects of the centrifugal radius are
similar to that of rotation radius. The mechanical properties are greatly improved due to the finer
microstructure and the strengthened grain boundary and then resulting in the increase of the resistance to
dislocation slipping.
1 INTRODUCTION
Magnesium is one of the lightest mental commonly
used. Its desirable features including low density,
high specific strength and specific stiffness make it
an attractive structural material (Pan, 2010; Zha,
2009; Le, 2009). Nowadays, it has been applied to
industries such as automotive, communications,
electronics and aerospace (Wang, 2006). Mechanical
properties is the first thing to consider when
applying to industries. However, the absolute
intensity of the magnesium is low, especially at high
temperature. The fact that the poor flow ability
makes it easy to emerge holes, which not only effect
the integrity of the filling, but also does harm to
mechanical properties.
The centrifugal casting method greatly improves
the flow ability of the magnesium melt, increases the
feeding pressure during solidification as well as
reduces casting defects as shrinkages (Li,
2006;Chirita, 2008). Therefore, centrifugal casting
method can obtain compact castings and excellent
mechanical properties than that in conventional
gravity field (Xu, 2013).In this paper, we introduce
centrifugal casting method to magnesium casting.
Using centrifugal casting method can not only
shorten the time of filling, but also slow down the
downward trend of the melt temperature. The
mechanical propertiesdiversionwith rotation speed
and centrifugal radius undercentrifugal force
fieldhas been discussed.
2 EXPERIMENTS
The AZ91D magnesium alloys were prepared with a
resistance furnace by melting pure Mg (99.9wt%),
Al (99.9wt%) and Zn (99.9wt%) raw materials
(according to the ratio) in a graphite crucible at 730
℃ for 5 min. When the centrifugal turntable
vertically rotated smoothly, the melt was poured into
the mould made of 45 carbon steel which was
preheated at 100℃. The mould rotation speeds used
in the experiment were 0 rpm, 200 rpm, 400 and 600
rpm, respectively. The rotation direction was
clockwise.
The sheet tensile specimens were selected along
with the direction of centrifugal radius and
perpendicular to the casting surface, selected parts
were at centrifugal radiuses of 0.100m, 0.125m,
0.150m, 0.175m and 0.200m respectively. At each
position, a tensile specimen was selected
every2mm.The mean value of fives pecimens was
taken as the tensile data for each position. The
dimension of the sheet tensile specimens shows in
Figure 1, and the thickness is 2mm.
Tensile tests were conducted onInstron5569
Omnipotence Electron Material Test Machine at
room temperature, with the gauge length 10mm and
the loading speed 1mm/min. The extension rates
were directly measured from samples before and
after fracture. In this experiment, the HV120tester
was used to measure the micro hardnesse of the five
specimens mentioned above, each specimen was
measured in 10 different positions and the mean
value was taken as the hardness value of the
specimen likewise. The test load was 100g, and the
loading time was 15s.
The abrasion tests were conducted on M20000
wear testing machine. The casting specimens were
worn on 10×10×10mm square columns at five
positions mentioned above. Friction pair material
were rings with a diameter of 40mm. This
experiment was dry friction, and the applied loads of
relative wear surfaces were 10N, 20N,
30Nrespectively.The rotation speed was 300rpm.
The lost weight during abrasion is measured by
SARTORIUS electronic balance with accuracy of
microgram. Sample of both before and after the
abrasion test were washed by absolute ethyl alcohol
and dried afterwards for measurement accuracy.
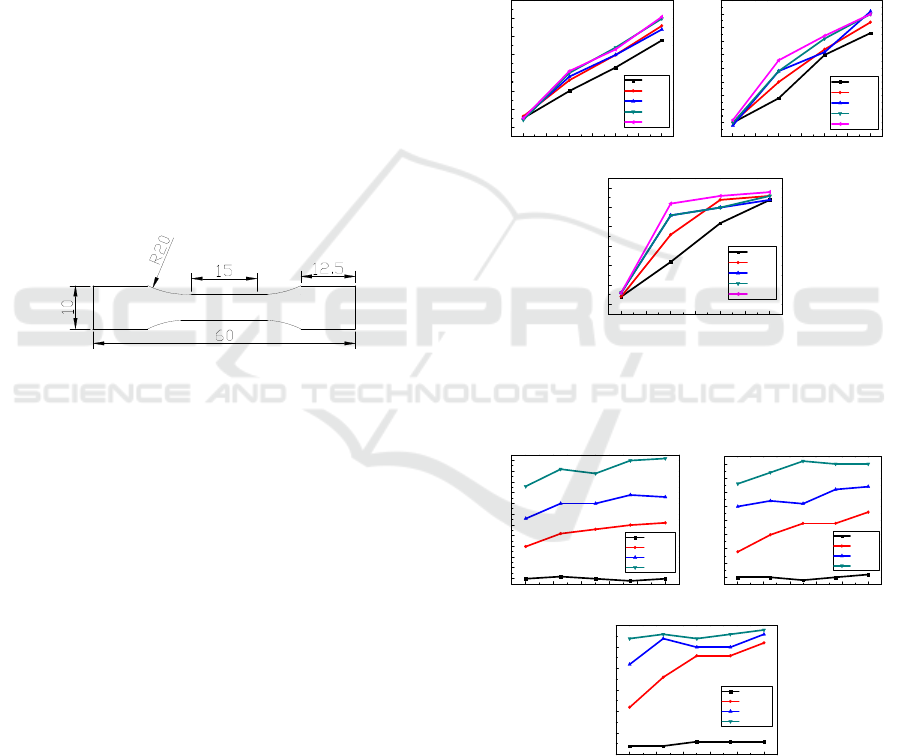
Figure 1: Dimensions of magnesium alloy sample for
tensile test (mm).
3 RESULTS AND ANALYSIS
3.1 Tensile Properties and Hardness
Figure 2 and 3 show the influence of centrifugal
radius and rotation speed on the tensile mechanical
properties of magnesium alloy castings respectively.
It can be seen from the figures: tensile strength,
yield strength and specific long ation increase with
the increase of rotational speed under the same
centrifugal radius, and the tendency to increase
gradually slows. The greater the rotation speed is,
the more excellent tensile mechanical properties are,
and under greater centrifugal radius, tensile
properties increase more with the increasing of
rotation speed. Similarly, the influence of the
centrifugal radius on the tensile properties of
magnesium alloy is alike, but the influence is
comparatively small.
According to the average microhardness values
of the measure dpositions and the centrifugal radius
and rotational speed values of these five positions,
we draw the curves of microhardness varying with
the centrifugal radius and rotation speed under
centrifugal field, the results are shown in Figure 4a)
and Figure 4b) respectively. The variation trend of
microhardness HV with the centrifugal radius and
rotation speed can be seen from the figures. If one of
the parameters remains unchanged, the
microhardness will increase with the increase of
another parameters, but the influence of the
centrifugal radius is smaller.
0 100 200 300 400 500 600
190
200
210
220
230
240
250
260
σ
b
/MPa
rotation speed / rpm
0.100m
0.125m
0.150m
0.175m
0.200m
0 100 200 300 400 500 600
90
95
100
105
110
115
120
125
130
135
140
σ
0.2
/MPa
rotation speed /rpm
0.100m
0.125m
0.150m
0.175m
0.200m
0 100 200 300 400 500 600
4.0
4.5
5.0
5.5
6.0
6.5
7.0
δ/%
rotation speed /rpm
0.100m
0.125m
0.150m
0.175m
0.200m
Figure 2:Effects of rotation speed on the tensile property
of magnesium alloy castings:(a)tensile strength; (b)yield
strength; and(c)specific elongation.
0.10 0.12 0.14 0.16 0.18 0.20
195
200
205
210
215
220
225
230
235
240
245
250
σ
b
/MPa
centrifugal radius /m
0 rpm
200 rpm
400 rpm
600 rpm
0.10 0.12 0.14 0.16 0.18 0.20
95
100
105
110
115
120
125
130
135
σ
0.2
/MPa
centrifugal radius /m
0 rpm
200 rpm
400 rpm
600 rpm
0.10 0.12 0.14 0.16 0.18 0.20
4.0
4.5
5.0
5.5
6.0
6.5
7.0
δ/%
centrifugal radius /m
0 rpm
200 rpm
400 rpm
600 rpm
Figure 3:Effects of centrifugal radius on the tensile
property of magnesium alloy castings:(a)tensile strength;
(b)yield strength; and(c)specific elongation.
The experimental results above can be explained
by the following analysis. As is well known that
plastic deformation is caused by the shear changes
of dislocations in the close-packed directions on
close-packed slip planes in crystals. When the shear
stress in this directions reaches a critical value, the
plastic deformation begins with the slipping and
climbing of dislocations. Obstacles hinder the
slipping and climbing, which constitutes dislocation
piles. The dislocation piles can cause high internal
stress then prevent further deformation, thus increase
resistance.
0 100 200 300 400 500 600
65
70
75
80
85
90
95
100
HV
rotation speed /rpm
0.100m
0.125m
0.150m
0.175m
0.200m
0.10 0.12 0.14 0.16 0.18 0.20
65
70
75
80
85
90
95
HV
centrifugal radius /m
0 rpm
200 rpm
400 rpm
600 rpm
Figure 4:Effects of rotation speed and centrifugal radius
on the hardness of magnesium alloy castings: (a) rotation
speed; (b) centrifugal radius.
The grain boundaries are the major obstacles for
dislocation motion. In a grain, sufficient dislocation
can provide the necessary stress to stir the
dislocation sources in adjacent grains and produce
macroscopic plastic deformation. The smaller the
grain size, the more the grain boundaries. Thus, the
obstacles for dislocation motionincreases, the
average length of the dislocation pile-up groups in
grains decreases, and deformation enhances. When
the slipping expands from one grain to another ,the
dislocation piles will emerge, slipping will then be
hindered. The smaller the grains are, the greater the
stress values is. And the hindering of small grain
boundaries causes difficulty for plastic deformation
to pass from one grain to another. This phenomenon
confines the deformation to a small area, the entire
casting shows a uniform plastic deformation, so that
the plastic is improved.
For the microstructure, as the grains become
smaller, the precipitated phases are also relatively
smaller. The effect of second-phase strengthening is
increased. In addition, for coarse grains, the grain
boundaries are relatively straight and have weak
obstruction effect, cracks spread easily in them.
There are relatively larger numbers of grains when
grains are smaller, the stress concentration in grain
boundaries relieves easily through the coordination
of boundaries between grains, so that the nucleation
is difficult for cracks.
The increase of centrifugal radius and rotation
speed can decrease the grain sizes of magnesium
alloy castings, thus make the microstructure more
compacted and have fewer defects, enhancing the
tensile properties. The microhardness of alloys has a
positive growth with the tensile strength, so the
microhardness of magnesium alloy castingsdemon
strates the variation rules above under centrifugal
force field.
3.2 Friction and Wear Properties
3.2.1 Effect of Rotational Speed
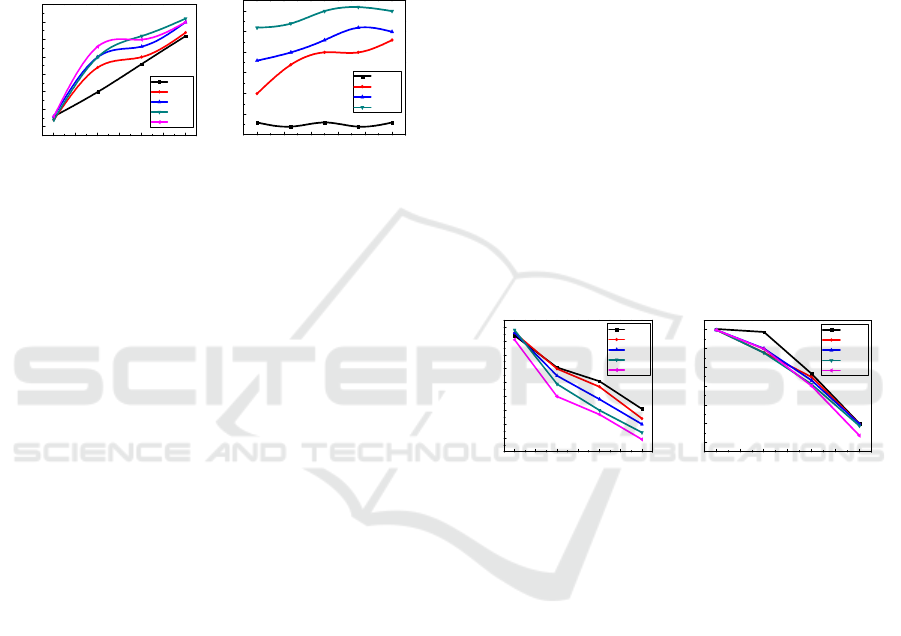
Figure 5showsthe effect of rotational speed on the
wear quality and friction coefficient of magnesium
alloy castings. The loading force is 20N, the load
time is 50min. It can be seen from the figure that the
wear quality and friction coefficient of magnesium
alloys gradually decrease with the increase of
rotation speed under the same centrifugal radius, and
the decrease trend of wear quality tends to be steady,
while the centrifugal radius substantial, the
rangeabilityof wear quality increases with the
rotation speed. However, the impact of centrifugal
radius on the rangeability of friction coefficient is
small.
0 100 200 300 400 500 600
24
25
26
27
28
29
30
31
32
33
Wear mass /mg
Rotation speed /rpm
0.100m
0.125m
0.150m
0.175m
0.200m
0 100 200 300 400 500 600
0.24
0.25
0.26
0.27
0.28
0.29
0.30
friction coefficient
Rotation speed /rpm
0.100m
0.125m
0.150m
0.175m
0.200m
Figure 5: Effects of rotation speed on the wear mass and
friction coefficient of magnesium alloy castings:(a) wear
mass; (b) friction coefficient.
3.2.2 Effect of Centrifugal Radius
Figure 6 shows the influence of centrifugal radius on
the wear quality and friction coefficient of
magnesium alloys. The loading force is 20N, the
load time is 50min.It can be seen from the figure that
the wear quality of magnesium alloy castings
gradually decreases with the increase of centrifugal
radius under the same rotation speed, but the
rangeability is small. When the rotation speed is
zero, the wear quality and friction coefficient does
not decrease with the increase of centrifugal radius,
and remain unchanged. The results show that the
influence of centrifugal radius on the wear quality
and friction coefficient is small, playing a supporting
role.

0.10 0.12 0.14 0.16 0.18 0.20
25
26
27
28
29
30
31
32
33
Wear mass /mg
Centrifugal radius /m
0 rpm
200 rpm
400 rpm
600 rpm
0.10 0.12 0.14 0.16 0.18 0.20
0.24
0.25
0.26
0.27
0.28
0.29
0.30
friction coefficient
Centrifugal radius /m
0 rpm
200 rpm
400 rpm
600 rpm
Figure 6:Effects of centrifugal radius on the wear mass
and friction coefficient of magnesium alloy
castings:(a)tensile strength; (b)yield strength.
The reasons of influence of centrifugal radius,
rotation speed, loading force and loading time on the
wear properties are mainly asfollows: the wear
properties of castings are related to the strength and
hardness of materials to some degree. In order to
find the variation rules amongt he three
propertiesintuitively (Shu, 2007;
Venneker,2002;Lee,2005 ), we take samples under the
radius of 0.150m and different rotation speed for
example, the tensile strength, yield strength and
wear quality data are graphed as Figure7 and Figure
8.
0 100 200 300 400 500 600
50
100
150
200
250
Measured data
Rotation speed /rpm
Tensile strength
Yield strength
We a r ma s s
0 100 200 300 400 500 600
20
30
40
50
60
70
80
90
100
Measured data
Rotation speed /rpm
Hardness
Friction coefficient*200
Wear mass
Figure 7: The comparison of variation rules: (a) strength
and wear mass; (b)hardness and wear mass.
It can be seen from figures above that, with the
increase of rotation speed under the same centrifugal
radius, the tensile strength, yield strength and
hardness increase while the wear quality decreases,
that is, the wear properties increase. This is due to
the wear properties of material to some degree is
proportional to the strength and hardness of material.
With the increase of the centrifugal rotation speed,
the grain size of castings decreases, the strength and
hardness of materials increase, which improves the
wear properties. In addition, the increase of
rotational speed and centrifugal radius make the
castings more compact, and the defects are
decreased, therefore, improve the wear properties of
material to some extent.
4 CONCLUSIONS
(1)The tensile strength, yield strength,
elongation and microhardness of magnesium alloy
castings produced by centrifugal casting process
increase with the increase of the centrifugal radius
and rotation speed in vertical centrifugal force field,
but the increase trend slows down. When the
centrifugal radius (or rotational speed) is larger, the
rangeabilityof these properties increases with the
increase of the rotational speed (or centrifugal
radius).
(2)The increase of the centrifugal radius
androtation speed can enhance the effect of the fine
grain strengthening and second phase strengthening,
and hinder crack propagation, thereby improve the
tensile properties and hardness of magnesium alloy
castings.
(3) The wear properties of magnesium alloys
produced by vertical centrifugal casting process
improve with the increase of the centrifugal radius
and rotation speed in centrifugal force field, but the
influence of centrifugal radius is relatively smaller.
The reason is that the wear properties of material to
some extent are proportional to the strength and
hardness of materials.
ACKNOWLEDGEMENTS
The present work is sponsored by the
Research Fund in Henan University of Technology
(2013BS050) and the Project of Science and
Technology of the Henan Province of China
(182102110096, 31210141).
REFERENCES
1. Pan F S, Yang M B, Cheng L. Effects of minor
scandium on as-cast microstructure, mechanical
properties and casting fluidity of ZA84 magnesium
alloy. Materials Science and Engineering A. 2010,
527(4-5): 1074-1081.
2. Zha M, Wang H Y, Xue P F, Li L L, Liu B, Jiang Q C.
Microstructural evolution of Mg-5Si-1Al alloy during
partial remelting. Journal of Alloys and Compounds.
2009, 472(1-2): 18-22
3. Le Q C, Zhang Z Q, Cui J Z, Chang S W. Study on the
filtering purification of AZ91 magnesium alloy.
Materials Science Forum. 2009, 610-613: 754-757
4. WANG Qudong, DING Wenjiang. Trendsand
Development of Mangesium Alloys and Their Forming
Technology. World Sci-tech R&D, 2006,26(3):39-46.

5. Li C Y, Wu S P, Guo J J, Su Y Q, Bi W S, Fu H Z.
Model experiment of mold filling process in vertical
centrifugal casting. Journal of Materials
ProcessingTechnology. 2006, 176(1-3): 268-272
6. Chirita G, Soares D, Silva F S. Advantages of the
centrifugal casting technique for the production of
structural components with Al–Si alloys. Materials
and Design. 2008, 29(1): 20-27
7. Xu Q, Wu S.P., Xue X.Mold filling behavior of
titanium melt in thin-walled and complicated cavities
in hypergravityfield. Engineering Review, 2013,
33(1): 57-63.
8. Shu D. L., 2007.Mechanical property of
materials.China machine press. Beijing.
9. Venneker B C H, Katgerman L. Modelling issues in
macrosegregation predictions in direct chill castings.
Journal of Light Metals, 2002, 2(3):149-159.
10. Lee S G, Patel G R, Gokhale A M. Inverse surface
macro-segregation in high-pressure die-cast AM60
magnesium alloy and its effects on fatigue behaviour.
ScriptaMaterialia, 2005, 52(10):1063-1068.
