
Low Cost and Fast Development of 3D Printed Gloves for 10 Degrees
of Freedom Gesture Recognition
Antonio Pallotti
1,2
, Mariachiara Ricci
1
, Giancarlo Orengo
1
and Giovanni Saggio
1
1
Department of Electronics Engineering, University of Rome Tor Vergata, via Politecnico 1, 00133, Rome, Italy
2
Technoscience, San Raffaele University of Rome, via di Val Cannuta 247, 00166, Rome, Italy
Keywords: Sensorial Glove, Resistive Flex Sensors, 3D Printing, Hand Motion Capture.
Abstract: The decreasing cost allows easy access and diffusion of 3D printers even for domestic use in the same way
as 2D printers. The present work proposes the development of a sensorial glove in 3D printing, featuring low
cost, easy reproduction and replacement. A 3D desktop printer, that was able to extrude different plastic
materials, was used. In order to generate the geometric shape that best suited the hand anatomy, the 3D CAD
design was based on hand photos from the top and the sagittal section. The design of the glove includes the
sensor housings, which are pockets within which the sensor can slide during joint bending. The wiring of 10
flex sensor and the acquisition board designed for a Lycra glove were easily applied to the printed glove
without modification. The glove in 3D printing was able to control virtual or mechanical hands, which
provides for surgical, military, space and civil applications. The possibility to achieve waterproofing allows
the use in applications that require contact with solvents or water. A standard test applied to six healthy
subjects demonstrated that the proposed glove achieves performances, in terms of repeatability,
reproducibility and reliability, comparable to that of the other literature gloves.
1 INTRODUCTION
Man is being able to receive stimuli from the external
environment through the senses and to carry out
operations through actuators such as legs for
locomotion and hands for the grasping or
manipulation of objects (Liu, 2011). The cognitive
functions dedicated to the hands are those most
expressed by the brain and can be investigated
through the measurement and monitoring of motor
tasks. The instruments available for the automatic
measurement of hand movements were initially
mechanical goniometers used by specialized
therapists: these goniometers take a long time (up to
30 minutes) and provide measurements of an instant
and not of a movement or sequence of gestures.
The studies proposed sensors based on different
physical principles (Dipietro, 2008), optical (Li,
2011), magnetic (Dipietro, 2003), inertial and
magnetic (Lisini, 2017), resistive (Simone, 2007),
(Gentner, 2009, Saggio, 2016), assuming that the
support is an elastic fabric like Lycra or similar
materials. PCB technology has been also used to build
inertial based hand tracking systems (O’Flinn, 2015).
The diffusion and decreasing cost of 3D printers
allows easy access even for domestic use in the same
way as 2D printers. 3D printers have been already
employed to build part of silicon sensory gloves (Li,
2018), but never used to build the entire glove. The
present work proposes the development of a sensorial
glove in 3D printing at low cost, easily reproducible
and replaceable, with the possibility of waterproofing
in view of applications that require it.
2 MATERIALS
2.1 3D Printed Glove
A 3D desktop printer, model Makerbot Replicator 2,
that was able to extrude different plastic materials,
was used in this work. In order to generate the
geometric shape that best suited the anatomy of the
hand, hand photos from top and lateral view were
taken, to yield the edge of the hand and the height of
the glove in 3D printing. Solidworks was used for
the CAD design of the glove. As with the Hiteg glove,
the 3D printed glove was considered to be of standard
size. After the Hiteg glove (Sbernini, 2018) was worn,
Pallotti, A., Ricci, M., Orengo, G. and Saggio, G.
Low Cost and Fast Development of 3D Printed Gloves for 10 Degrees of Freedom Gesture Recognition.
DOI: 10.5220/0007566802410247
In Proceedings of the 12th International Joint Conference on Biomedical Engineering Systems and Technologies (BIOSTEC 2019), pages 241-247
ISBN: 978-989-758-353-7
Copyright
c
2019 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
241

a first photo was taken, so that the back of the hand
was visible, and a second photo was taken sideways,
so that the profile of the hand was visible. The first
geometric edge of the worn glove was automatically
extracted by a Matlab code. The .fig image containing
the edge of the glove was converted into a .sldprt file
to be processed in Solidworks. An extrusion function
was performed starting from the geometric edge of
the glove with a thickness of 1 mm. Thanks to the
second geometric edge, extracted as for the first
geometric edge, it was possible to determine the
height of the extrusion. Because the anatomy of the
hand is such that the size of the distal phalanxes is
different from the size of the carpus, a linear function
was assumed for the second geometric edge which
passed through the tip of the middle index to the wrist
joint. The extrusion of the first geometric edge was
before carried out up to the height of the wrist and
subsequently cut, linearly, to the tip of the index.
Once the extrusion was cut out, the cavity was closed
with a 1 mm thick top. The 3D printed glove was
made in less than 5 hours from a single source file.
The file contains the instructions that the 3D printer
must perform to create the entire glove in a single
print.
The used printer has an extruder, which is able to
extrude solid with a thickness of not less than 1 mm.
The material chosen for molding was Ninjaflex
(thermoplastic polyurethane) from Ninjatek: once
printed and solidified, the material has an elasticity
proportional to the thickness of the laminated sheet,
or for a slab of size x and y, of height z, the greater is
the long elasticity (x, y), the smaller is the z
dimension. In the same way, for a rectangular base
wall, dimensions (a, b) and height c, with the same
height c, the greater is elasticity, the smaller the depth
a or the width b.
To make the glove more comfortable, drilling was
inserted along the main deformation axes or along the
median axis of the five fingers. The drilling allowed
a greater elasticity of the fabric and a greater
transpiration of the hand in the glove. The design of
the glove includes the housings for the flex sensors
(Orengo, 2014, Orengo, 2018) (Flexpoint Sensor
Systems Inc., South Draper UT, USA), which are
pockets or two foils within which the sensor can slide
during joint bending. The sensor was fixed to the base
in order to maintain the same position. The used
printer was a single extruder, so that it was possible
to extrude only one filament at a time. One of the
problems of 3D printing is the creation of suspended
or bridged sections or sections that have no other
material to lean on. Two extruder printers use a
printing extruder and a support extruder that works in
parallel and prints a support that supports the
suspended parts and is soluble in hot water. The
melting temperature of the Ninjaflex, once printed, is
60 degrees. Despite only one extruder, the glove was
made as designed and the excess filaments (due to the
printer) were removed.
Figure 1 shows a picture of the CAD design, and
Figure 2 a photo of the realized glove and the wiring
of the flex sensors, taken from a Lycra glove
(Sbernini, 2018) and applied to the printed glove
without any modification. The 3D printed glove
allows the control of hand virtual limbs, as shown in
Figure 3, where the movements of the hand wearing
the printed glove simultaneously control a virtual
avatar and a robotic hand (Saggio, 2014), for surgical
(Saggio, 2015, Sbernini, 2018), military, space and
civil applications (Dipietro, 2008).
Figure 1: CAD design of the glove.
Figure 2: Flex sensors’ wiring (left down) and 3D printed
prototype (right up).
BIODEVICES 2019 - 12th International Conference on Biomedical Electronics and Devices
242

Figure 3: Flat position (top) and closed hand (bottom) of the
3D printed glove (left) driving simultaneously a virtual+
hand (center) and a mechanical hand (right).
2.2 Hardware
In order to show the ease of realization and use of the
3D printed glove, a ready-made apparatus composed
of the flex sensor wiring and the acquisition board,
developed from the Health Involved Technical
Engineering Group (HITEG) for a Lycra glove, was
removed and inserted into the printed glove without
any modification. The sensors were inserted into the
ready and printed pockets. In this way, replacement
of the glove in case of damages or need of different
sizes is easy, fast and cheap.
The board, which is shown in Figure 4, is drawn
in Altium Designer, has a sampling frequency of 1
KHz, the analog-to-digital resolution of 12 bits (range
0-3.3V), and communicates with the computer via
USB or Bluetooth links with 64 bytes packages. In
order to transduce the resistive variation signal
coming from the glove sensors into an electrical
potential variation, the board has 32 voltage dividers,
one for each data line. The circuit provides galvanic
isolation between the connection of the sensors and
the parts in direct contact with the computer, in order
to prevent unwanted electrical discharges onto the
subject. The circuit can drive step motors, typically
present in electromechanical prostheses for the
movement of the ends, by inserting an optional
external module called “Motor control”. The logic of
the acquisition and control board was completely
managed by a PIC 24EP512GU810 microcontroller
(Microchip). In this case, the board was powered by
the USB cable used for data transmission, otherwise,
for wireless operation, it needed a battery. The board
used in the present work was therefore oversized,
because compatible with sensory gloves featuring up
to 32 inputs from resistive sensors: considering that
the hand has 27 degrees of freedom (DoF), one can
also measure the movements of the wrist. A board
designed specifically for this job would have
occupied a smaller space, which could be integrated
into the carpus of the hand itself. The photo of the
entire system, composed of the electronic board and
the glove, is shown in Figure 5.
Figure 4: HITEG acquisition board for flex sensory gloves.
Figure 5: The measuring system: the sensory glove and the
HITEG acquisition board.
3 TESTING METHODS
Six healthy subjects were involved in the Wise test
(Wise, 1990, Dipietro, 2003), 2 males and 4 females,
with an average age of 4020 years. The glove was
worn by the hand and the electronic board was placed
on the forearm. The measurement system consists of
two areas: an area to place the hand flat on the table
and an area to grab a large mold. The subject sits on
a chair with his back resting against the back of the
chair and his hand resting on the table. The test setup
is shown in Figure 6. Before starting the test, the
subject became familiar with the glove in 3D printing.
All the sensors were checked to fit the glove, so that
all the flexed extensions of the metacarpal joints and
proximal interphalanges were detected: for the
thumb, the distal and proximal interphalangeal joint
were measured.
Microcontroller
Bluetooth
port
Sensor
inputs
Voltage
divider
LED
USB
port
Galvanic
isolation
Low Cost and Fast Development of 3D Printed Gloves for 10 Degrees of Freedom Gesture Recognition
243
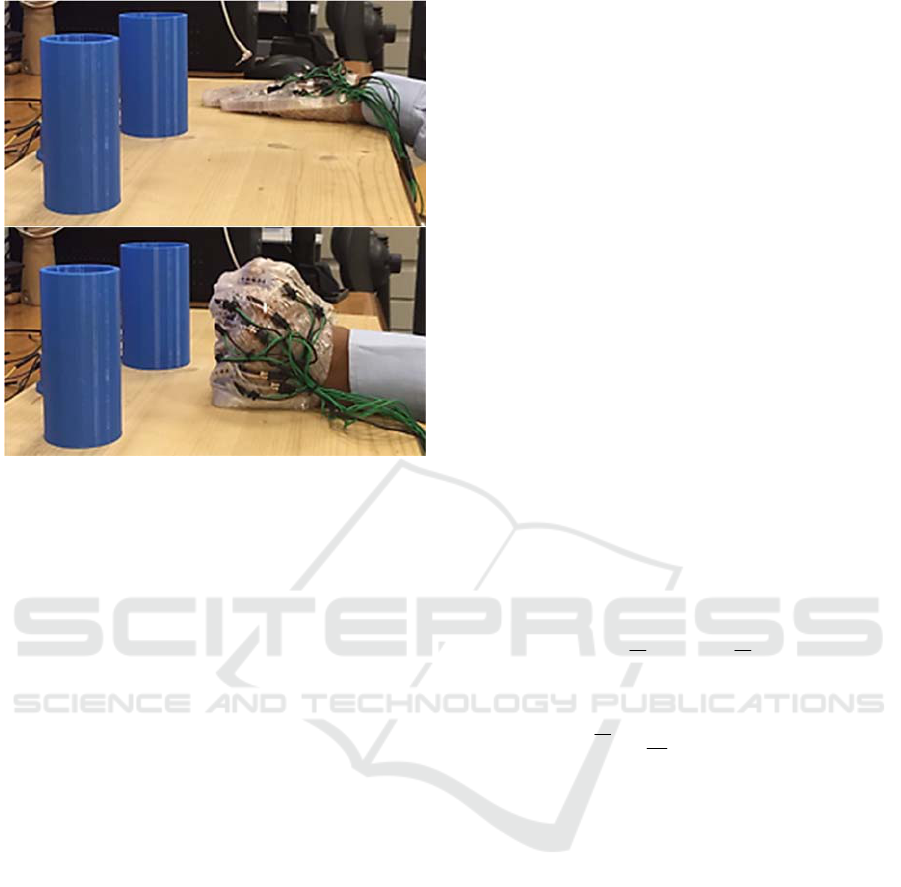
Figure 6: The measurement protocol consists of two
positions, one open-handed (top) and one gripping a
cylindrical mold (bottom). The mold gripping position
corresponds to task A and B , the flat hand position
corresponds to task C and D.
The measurement protocol consisted of two tests.
The first test, performed to evaluate repeatability, was
composed of the task A and C. In the task A, the
subject placed the hand on the mold and grasped it, 6
seconds were recorded in this position, then, in the
task C, the subject places the hand resting on the table
and 6 seconds were recorded in this position. This
test was repeated 10 times (or 10 trials): this set of
measures was called a block. Both in task A and task
C, the measurement system was never removed from
one block to another. In the second test, performed to
evaluate reproducibility, the glove was removed and
worn again by the subject. This test was composed of
the tasks B and D, which were the same of the tasks
A and C, respectively.
The model adopted to study the behaviour of the
flex sensors that make up the glove was the linear one:
in task A and C a single calibration was sufficient
before starting the measurement protocol. Calibration
was performed by acquiring the average value on a 6-
second window, while the hand was flat in the resting
position on the table. The value identified was the
value of Digital Minimum. The value of Digital
Maximum was detected by placing the hand on the
mold and grasping it for 6 seconds. The average value
on this 6-second window was the Digital Maximum.
To determine a correspondence between the line of
angles expressed in degrees, for each articulation, and
the line expressed in digital values, for each sensor, a
mechanical goniometer with a sensitivity equal to 1
degree was used. In this way, it was possible to
convert the range of digital values coming from the
ADC of the electronic board, in the range of angular
values measured mechanically with the goniometer.
4 RESULTS
4.1 Repeatability and Reproducibility
Testing
The developed code organized data in the respective
5-dimensional Working matrix of the joint angles
computed by the two measurement devices, indexed
by the trial number (10), block number (10), joint
number (10), position number (4) and subject (6).
Then, for each position and each subject, an array
, 1,… ,10, 1, … ,10, 1,… ,10 was
finally obtained for the i
th
trial, in the j
th
block and
related to the k
th
sensor. Another code provided
tabular Wise-based Range and SD values for each
subject and the mean of Range and SD values across
all participants. Only the average values are shown in
the present study. For each subject and each test, we
defined the Range as:
jk jk
kj j
RmaxX minX
(1)
where
10
1
1
10
jk
ijk
i
XX
(2)
is the average across the trials of each block. Then the
mean of
for each position was calculated across all
joints. The standard deviation (SD) of the
values
was calculated across the blocks, then the average
across the joints.
To evaluate repeatability (task A and C) and
reproducibility (task B and D), Table 1 compares the
full Range and SD values computed across all trials
of one block, then the average across all blocks, all
joints and finally all subjects, resulted from the 3D
printed glove. Analysis results of Table 1 are
compared with other gloves in literature based on
resistive flex sensors (RFS) by Simone (2007) and
Gentner (2009), inertial sensors (IMU) by Kortier
(2014) and O’Flinn (2015), fiber optic sensors (Opt)
by Wise (1990), Hall effect sensors (Hall) by Dipietro
(2003), Optical linear encoder (OLE) by Li (2011).
The mean SD across all subjects through the Wise test
is reported in Figure 7 for each finger joint.For the
BIODEVICES 2019 - 12th International Conference on Biomedical Electronics and Devices
244
same measurements, data correlation between Range
and SD values are reported in Table 2.
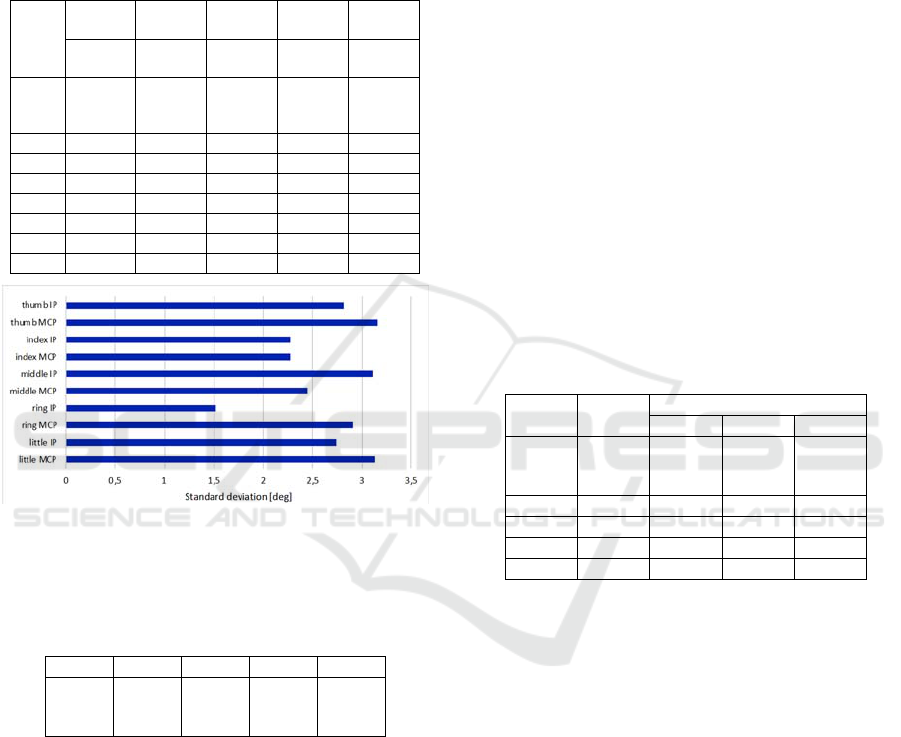
Table 1: Comparison of repeatability (task A, C) and
reproducibility (task B, D), expressed as Range and SD
values resulting from the Wise test, between devices with
different sensor technology in literature and the 3D printed
glove.
Device
Task A Task B Task C Task D
Mean
Value
Range SD Range SD Range SD Range SD Range SD
3D
printed
glove
5.94 2.03 9.04 3.67 2.44 1.2 5.77 1.95 5.80 2.21
Gentner 6.09 1.94 7.16 2.26 2.61 0.86 3.98 1.28 4.96 1.59
Wise 6.5 2.6 6.8 2.6 4.5 1.6 4.4 2.2 5.6 2.3
Dipietro 7.47 2.44 9.38 2.96 3.84 1.23 5.88 1.92 6.65 2.14
Simone 5.22 1.61
1 0.5
3.36 1.05
Kortier 1.8 0.6
1.1 0.4
1.5 0.5
Li 4.56 1.57
2.02 4.56
3.29 3.07
O' Flinn 7.54 2.11
2.27 1
4.9 1.56
Figure 7: Comparison of repeatability, expressed as Mean
Standard Deviation across all subjects through the Wise
test, between finger joints for the 3D printed glove.
Table 2: Comparison of correlation values between Range
and SD through the Wise test between the 3D printed glove.
Device CorrA CorrB CorrC CorrD
3D
printed
glove
0.988 0.996 0.999 9.984
4.2 Reliability Testing
The reliability between measures in each test was
assessed by intraclass correlation coefficients (ICCs).
ICC values were calculated for each test by randomly
choosing two trials out of two randomly chosen
blocks for each subject. The average angles of the 6
seconds of the two trials were calculated for each
subject. Then, the angle pairs of each joint from all
subjects were pooled together and an ICC was
calculated for each joint (Dipietro, 2003).
The ICC calculation was based on the comparison
of between-subject and within-subject variance,
where the within-subject variance reflects
measurement errors. If within-subject variance is low,
the ICC approaches 1 and the measurements are
considered as reliable. Conversely, if the ICC
approaches 0, a large fraction of variance is explained
by measurement errors (indicating a low reliability).
The mean out of 20 ICC calculations for each joint
was used as a measure of joint sensor reliability.
Thus, for each joint, four ICC values (one for each
test) existed. The mean ICC for each joint across tests
served as a measure of reliability for a specific joint.
ICC values are reported in Table 3, which are
comparable to gloves evaluated by Dipietro (2003),
Gentner (2009), Simone (2007), and Li (2011),
although in this study the test procedure was
somewhat different. Consequently, the repeatability
and reliability of the HITEG glove is similar to other
evaluated gloves, and also lies within the
measurement reliability of manual goniometry (Wise,
1990).
Table 3: Comparison of reliability, expressed as intraclass
correlation coefficients (ICCs) resulting from the Wise test,
between devices with different sensor technology in
literature and the MYO armband.
Device
Sensing
tech
ICC
Min Max Mean
3D
printed
glove
RFS 0.69 0.83 0.73
Gentner RFS 0.87 0.98 0.93
Dipietro Hall 0.7 1
Simone RFS 0.79 1 0.95
Li OLE 0.88 0.99 0.95
5 DISCUSSION
5.1 Test Results
The mean Range and SD values obtained in Table 1
are lower than those obtained by Dipietro (2003) with
Hall sensors, but higher than Wise (1990) with optical
sensors, higher than Gentner (2009) and Simone
(2007) with resistive flex sensors, and much higher
than O’Flinn (2015) and Kortier (2014) with inertial
sensors, which get the best results but with an
expensive apparatus. In the linear model of the glove,
the proximal thumb finger is the one with the highest
SD. It should be noted that Simone does not provide
the results for the C and D tests: if the two tests had
been excluded from our protocol, it would have
performed a mean Range of 4.19 and a mean SD 1.62.
The tasks C and D have lower values than the
corresponding A and B and this is consistent with the
Low Cost and Fast Development of 3D Printed Gloves for 10 Degrees of Freedom Gesture Recognition
245

previous studies: placing the hand in a rest state
introduces a lower error in terms of reproducibility
and repeatability than the grasping of a mold, which
may occur from time to time with not negligible
variations. The Range values from B to A and D to C
are higher, and this result is also consistent: removing
the glove introduces reproducibility errors. The
Range-SD correlation values for the whole test are
consistent with the previous studies (Gentner, 2009).
These results indicate a linear relationship between
the Range and SD and furnishes a comparable
estimation of measurement repeatability. The
ICC=0.73 for the glove indicates a reasonable
reliability.
5.2 Technical Improvements
If a printer capable of making holes below 1 mm size
had been used, it would be possible to make a smaller
and more diffused drilling along the whole fabric: this
would allow a further study of elasticity of the fabric
with respect to the geometry of the holes (circle,
square, star, sigmoid, etc.). However, drilling could
result unnecessary using a more efficient extruder, to
obtain 0.5 mm thick substrate, or a more elastic
filament. In fact, an advantage in making a glove in
3D printing is the possibility of waterproofing: the
glove can be printed as a single fabric without seams
or welding or use of glues. Being a single plastic
fabric, made according to the anatomy of the hand, it
can be impermeable to water and then used in new
applications, where the man is in contact with
solvents or in applications in contact with water.
The 3D printed glove proposes applications in
new environments where the natural hand can already
operate, or in environments where there is no risk for
the human being. A hand in boiling water suffers
burns as a result of scalding. The 3D printed glove, as
a sensory glove, was not designed to have thermal
insulation. If the 3D printed glove was immersed in
100 degrees of boiling water, the hand itself would
suffer burns. The 3D printed glove proposes a new
fabric and a new manufacturing technique. Studies on
heat transmission problems of ambient-hand can be
carried out in future works. The Ninjaflex producer
(Ninjatek) declares a glass transition temperature of
35 °C and a melting point of 216 °C. In the future,
studies of the effects of pressure, temperature,
humidity on the 3D printed glove could be carried
out. To study the effects of these parameters on the
glove worn by human hands in order to assess their
safety, there must first be an approval by the scientific
and ethical committee.
The proposed 3D printed glove could be a new
fabric to be used in the measurement of hand
movements, but currently the studies are limited only
to kinematics, and do not investigate other sectors
such as chemistry. The 3D printed glove has printed
pockets, where the bending sensor can be inserted
even during printing. In this case, the sensors were
inserted once the 3D printing finished the process.
Likewise, the wiring can be allocated between two
layers of material during 3D printing. In this case, as
a first work, the wires are visible, because the Hiteg
sensor glove was reproduced, using the same sensors,
wires and electronics, but changing the material of the
glove's fabric. The glove with wire communication is
waterproofed, if the electronics is in a non-aquatic
environment. In order for the electronic board to be
wearable in an aquatic environment, the electronics
must be waterproofed (starting from the case), so that
the electrical safety requirements are respected.
6 CONCLUSIONS
The present work proposes the development of a
sensorial glove in 3D printing at low cost, easily
reproducible and replaceable, equipped with 10 flex
sensors. The glove design was based on hand photos,
thus allowing customization of the glove shape and
size, to fit the user hand. The design of the glove
includes the housings for the sensors, which can be
developed separately and then easily replaced, or
reused in case of damages of the glove material or
need of different glove sizes. The choice of drilling
shape was circular, but in a future work one might
think to check the influence of the drilling geometry
with respect to the performance of the glove in 3D
printing. In view of applications that require it, the
glove can be printed as a single fabric, without seams
or welding or use of glues to obtain waterproofing,
and then used in new applications, where the user is
in contact with solvents or water. In a future work, it
will be possible to insert the sensor during the
molding phase, so that it will be fixed by the printed
glove without the need for stitching.
The glove in 3D printing also allowed the control
of virtual or mechanical hands for surgical, military,
space and civil applications.
The performances of the first prototype, evaluated
with a standard test, showed the same degree of
accuracy of the compared devices, except when the
glove was removed and worn again, demonstrating
low reproducibility due to needed improvements in
glove realization, such as a more efficient extruder to
BIODEVICES 2019 - 12th International Conference on Biomedical Electronics and Devices
246

obtain 0.5 mm thick substrate or more elastic
filaments.
REFERENCES
Liu, H., 2011. Exploring human hand capabilities into
embeeded multifingered object manipulation. IEEE
Transactions on Industrial Informatics. 7 (3), 389-398.
Dipietro, L., Sabatini, A., M., Dario, P., 2008. A survey of
glove-based systems and their applications. IEEE
Trans. on Systems, Man, and Cybernetics - Part C:
Applications and Reviews. 38 (4), 461-482.
Li, K., Chen, I-M., Yeo, S., H., Lim, C., K., 2011.
Development of finger-motion capturing device based
on optical linear encoder. Journal of Rehabilitation
Research and Development. 48 (11), 68-72.
Dipietro, L., Sabatini, A., M., Dario, P., 2003. Evaluation
of an instrumented glove for hand-movement
acquisition. Journal of Rehabilitation Research and
Development. 40 (2), 179-190.
Lisini, Baldi, T., Scheggi, S., Meli, L., Mohammadi, M.,
Prattichizzo, D., 2017. GESTO: a glove for enhanced
sensing and touching based on inertial and magnetic
sensors for hand tracking and cutaneous feedback.
IEEE Trans. on Human-Machine Systems. 47 (6), 1066-
1076.
Simone, L., K., Sundarrajan, N., Luoc, X., Jia, Y., Kamper,
D., G., 2007. A low cost instrumented glove for
extended monitoring and functional hand assessment.
Journal of Neuroscience Methods. Elsevier. 160, 335-
348.
Gentner, R., Classen, J., 2009. Development and evaluation
of a low-cost sensor glove for assessment of human
finger movements in neurophysiological settings.
Journal of Neuroscience Methods. Elsevier. 178, 138-
147.
Saggio, G., Pallotti, A., Sbernini, L., Errico, V., Di Paolo,
F., 2016. Feasibility of Commercial Resistive Flex
Sensors for Hand Tracking Applications. Sensors &
Transducers. IFSA. 201 (6), 17-26.
O'Flinn, B., Sanchez, J., T., Tedesco, S., Downes, B.,
Connolly, J., Condell, J., Curran, K., 2015. Novel smart
glove technology as a biomechanical monitoring tool.
Sensors & Transducers. IFSA. 193 (10), 23-32.
Li, M. X., Wen, R., Shen, Z., Wang, Z., Luk, K., D., K., Hu,
Y., 2018. A wearable detector for simultaneous finger
joint motion measurement. IEEE Trans. on Biomedical
Circuits and Systems. 12, (3), 644-654.
Sbernini, L., Quitadamo, L., R., Riillo, F., Di Lorenzo, N.,
Gaspari, A., L., Saggio, G., 2018. Sensory-glove-based
open surgery skill evaluation. IEEE Transactions on
Human-Machine Systems. 48 (2), 213-218.
Orengo, G., Lagati, A., Saggio, G., 2014. Modeling
wearable bend sensor behavior for human motion
capture. IEEE Sensors Journal. 14 (7), 2307-2316.
Orengo, G., Saggio, G., 2018. Flex sensor characterization
against shape and curvature changes. Sensors &
Actuators_A_Physical. 273, 221-231.
Saggio, G., Bizzarri, M., 2014. Feasibility of teleoperations
with multi-fingered robotic hand for safe
extravehicular manipulations. Aerospace Science and
Technology. Elsevier. 39, 666-674.
Saggio, G., Lazzaro, A., Sbernini, L., Carrano, F., M., Passi,
D., Corona, A., Panetta, V., Gaspari, A., L., Di Lorenzo,
N., 2015. Objective surgical skill assessment: an initial
experience by means of a sensory glove paving the way
to open surgery simulation?. Journal of Surgical
Education. Elsevier. 72 (5), 910-917.
Wise, S., Gardner, W., Sabelman, E., Valainis, E., Wong,
Y., Glass, K., Drace, J., Rosen, J., M., 1990. Evaluation
of a fiber optic glove for semi- automated goniometric
measurements. Journal of Rehabilitation Research and
Development. 27 (4), 411-424.
Kortier, H., G., Sluiter, V., I., Roetenberg, D., Veltink, P.,
H., 2014. Assessment of hand kinematics with inertial
and magnetic sensors. Journal of NeuroEngineering
and Rehabilitation. BioMed Central. 11:70.
Low Cost and Fast Development of 3D Printed Gloves for 10 Degrees of Freedom Gesture Recognition
247
