
A MODEL BASED HYBRID NUMERICAL CONTROL
ALGORITHM FOR THE CONTINUOUS DRYING OF A THICK
WEB IN AN INFRARED DRYER
Normand Thérien, Arthur Broadbent
Département de génie chimique, Faculté de génie, Université de Sherbrooke, Sherbrooke, Québec, Canada
Sergio Pérez
Departamento de Ingeniería Química, Facultad de Ingeniería, Universidad de Carabobo, Valencia, Venezuela
Keywords: Infrared drying, thick web drying, Model-based numerical control.
Abstract: Experimental results from the transient drying of sheets of polyester in an infrared (IR) dryer were used to
derive a performance model. Separate drying experiments were done using sheets of material of various
densities and thicknesses. The formulations expressed the core temperature of the web to the surface
temperature of the web as a function of the residency time in the dryer and the electric power used. Also, a
relationship between the time duration required to achieve a given core temperature of the web as a function
of the electric power was derived. These relationships were used to derive an hybrid numerical control
algorithm using feed forward and feedback actions to control the core humidity of the web at the outlet of
the dryer.
1 INTRODUCTION
The numerical control of the humidity of a thin sheet
of material being continuously dried in an infrared
oven has been achieved with success in the past
(Dhib et al., 1999). However, this is no longer the
case when a thick web is considered for drying. Two
major difficulties arise. One is linked with the
existence of a significant humidity and temperature
gradient across the thickness of the sheet of material
as it travels in the oven. The second problem is the
difficulty of measuring the core humidity and the
internal temperature of the web during the drying
process. For these reasons, a set of experiments were
designed to characterize the evolution of the water
content and temperature profile inside the web
during drying in an infrared oven. To this end, webs
of various densities and thicknesses were used.
2 EXPERIMENTAL SET-UP
Separate batch drying experiments were done using
sheets of polyester with densities of 200 g/m
2
, 800
g/m
2
and 2000 g/m
2
. The sheets were 1.3 mm thick,
5.2 mm thick and 15.8 mm thick respectively.
Thermocouples were imbedded at separate locations
across the thickness of the web. They permitted the
continuous measurements of the internal temperature
during the drying process. At given times, samples
of material were removed locally at specific depths
of the web to determine the average water content.
Surface temperature of the web was measured using
both surface thermocouples and infrared optical
pyrometers (Ircon). Humidity at the surface of the
web was also measured using high-frequency
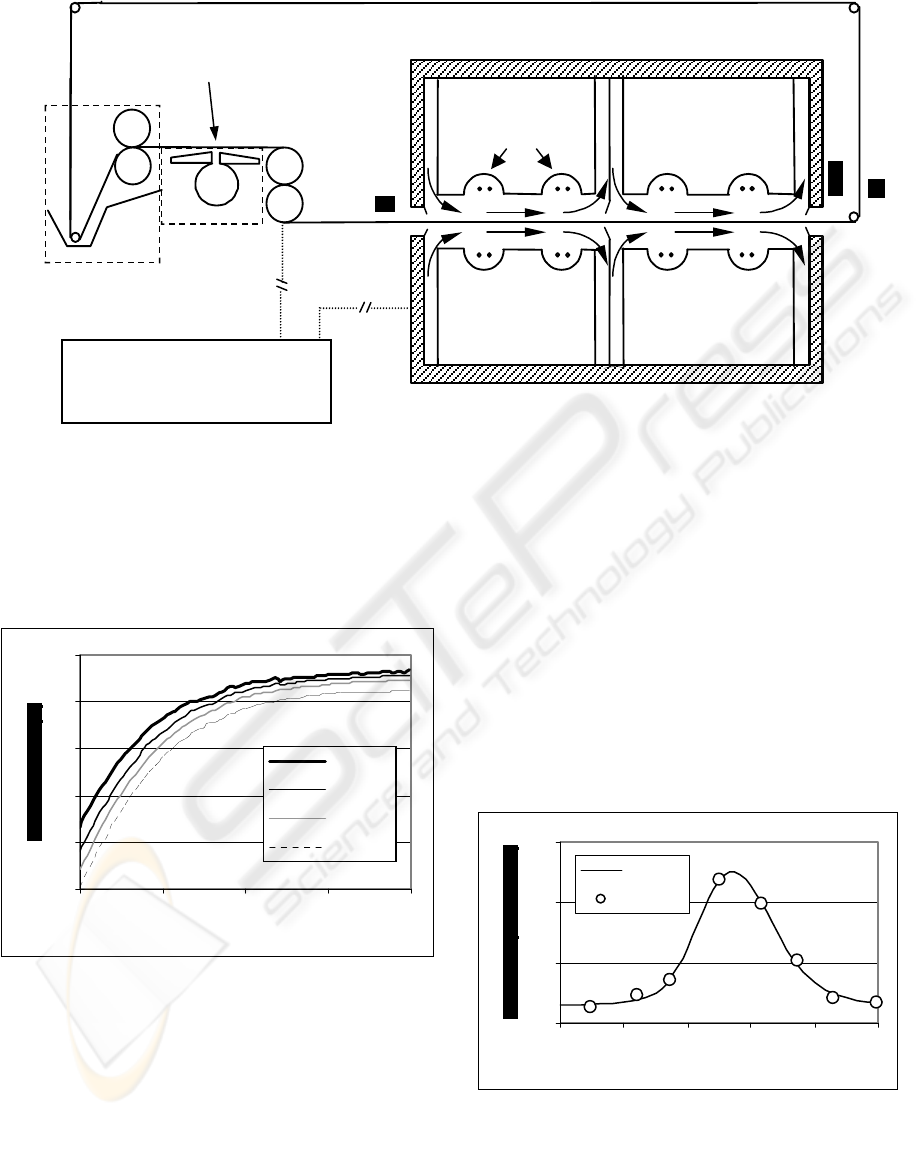
humidity meters (Labtec). Infrared flux
measurement was done using a Schmidt-Boelter
type flux meter. Figure 1 illustrates the experimental
set-up.
3 RESULTS
All of the drying experiments were made on
stationary sheets in the oven. Evolutions of
temperature at different depths across the web
thickness were followed as a function of time.
324
Thérien N., Broadbent A. and Pérez S. (2005).
A MODEL BASED HYBRID NUMERICAL CONTROL ALGORITHM FOR THE CONTINUOUS DRYING OF A THICK WEB IN AN INFRARED DRYER.
In Proceedings of the Second International Conference on Informatics in Control, Automation and Robotics - Signal Processing, Systems Modeling and
Control, pages 324-327
DOI: 10.5220/0001160103240327
Copyright
c
SciTePress
Separate experiments were done using electrical
power ranging from 1300 watts to 2180 watts.
Results are reported for the 15,6 mm thick polyester
sheet having a density of 2000 g/m
2
. Figure 2
illustrates the results obtained when operating the
oven at 1740 watts. At each separate location, the
temperature tends to level off until the water is fully
evaporated. When this occurs, about one hour after
start-up, the temperature will rise sharply (not shown
on Figure 1). Also, the humidity of the sheet at
different depths of the web was determined at
specific times after start-up. Figure 3 illustrates the
humidity profile observed after 3000 seconds.
Radiant energy is furnished on both sides of the web
and a very nearly symmetrical humidity profile is
observed. During drying the water content is always
highest at the web mid-depth and lowest at the top
and bottom of the web. Similar results were obtained
with sheets of different densities and thicknesses
when operating the oven at other electrical power
levels in the range indicated. The humidity patterns
observed show similarities to the ones reported by
(Jones, 1969) during contact drying of a thick sheet
of paper.
Nonetheless, it is impossible to measure the
internal humidity and temperature of the web during
continuous drying as the web travels inside the oven.
The only measurements possible are the external
humidity and temperature at the surface of the web
25
35
45
55
65
75
0 250 500 750 1000
TIME (SEC)
2,6 mm
3,8 mm
5,2 mm
7,6 mm
Figure 2: Evolution of temperature at different depths
of a 2000g/m
2
polyester sheet - 1740 watts
0,4
0,6
0,8
1
03691215
DEPTH (M M )
MODEL
DATA
Figure 3: Humidity inside a 15,6 mm thick 2000g/m
2
polyester sheet after 3000 seconds - 1740 watts
INFRARED OVEN
WEB
COMPUTER SYSTEM
CONTROL ALGORITHM
H
H
P : PYROMETER
P
RADIANT
EMITTERS
WETTING BATH
VACUUM SLOT
AIR
H : HUMIDITY METER
Figure 1: Infrared dryer system.
Figure 1: Infrared dryer system
A MODEL BASED HYBRID NUMERICAL CONTROL ALGORITHM FOR THE CONTINUOUS DRYING OF A
THICK WEB IN AN INFRARED DRYER
325

under these conditions. Moreover, this can only be
done at the outlet of the oven considering the radiant
flux of energy inside the oven. A way of dealing
with this problem is to relate ultimately the humidity
and temperature at the web surface to the internal
humidity and temperature of the web using a model.
A phenomenological model for the radiant drying of
thick sheet of porous material derived by Kuang et
al. (1994) considering the many transport
phenomena involved during drying offered the
potential of doing that. Unfortunately, the
mathematical solution of this partial differential
model is too time intensive and the formulation does
not lead itself easily to implementation for real time
control. This is especially true when operating the
oven at higher electrical power levels for which
much shorter drying time responses would be
observed. However, further analysis of the results
obtained during the set of experiments done here has
indicated drying characteristics that can be used to
profit in a control algorithm.
First, as illustrated in Figure 4, results have
indicated that the time interval required such that the
core temperature at the mid-depth of the web
achieves 100 ºC (a completely dry condition) is a
linear function of the electrical power used in the
oven. Also, as indicated in Figure 5, results have
shown that the temperature at the external surface of
the web, corresponding to a internal temperature
reaching 100 ºC at mid-depth of the web, is also a
linear function of the electrical power used in the
oven. These characteristics have been shown to hold
with webs of different densities and thicknesses in
the range of the electrical power indicated.
4 MODEL BASED CONTROL
The experimental results have shown that the surface
temperature of the web T
SS
at the outlet of the oven
is linearly related to the electrical power used:
T
SS
= A
S
. P + B
S
. θ (1)
Also, the residency time required to achieve a given
temperature T
CC
at mid-depth across the thickness of
the web at the outlet of the oven was shown to be
linearly related to the electrical power used. In a
more general fashion :
T
CC
= A
C
. P + B
C
. θ (2)
In both cases, A
S
, A
C
, B
S
and B
C
are scalars whose
values depend generally on the humidity of the web
H
inlet
at the inlet of the oven and must be determined
through experimentation (Slitine et al., 2001).
Generally, this would need to be done for a range of
humidity (water content of the web) typical of the
ones existing at the point of entry to the oven.
Fortunately, the humidity of the web entering the
oven is often limited to a small range of values. In
effect, excess water has normally been removed
since the material entering the oven is generally
passed through a free water removing device rollers
or vacuum slot (see Figure 1). Nevertheless, the
scalars A
S
, A
C
, B
S
and B
C
need be determined
specifically for each type of material (density and
thickness) considered for drying. For a given
residency time in the oven, Equation (2) may be
used to compute the a priori electrical power
required to achieve a desired core temperature T
CC
at
mid-depth across the thickness of the web :
P = (T
CC
/ A
C
) - (B
C
/ A
C
) . θ (3)
Also, through equations (1) and (2) T
SS
is related to
T
CC
and P in the following manner:
T
SS
= (B
S
/B
C
). T
CC
+ B
D
. P (4)
275
300
325
350
375
1000 1500 2000 2500
ELECTRICAL POWER (WATTS)
Figure 4: Time required achieving 100 ºC at mid-
depth of a 15,6 mm thick 2000g/m
2
polyester sheet as
a function of power input
150
175
200
225
250
1000 1500 2000 2500
ELECTRICAL POWER (WATTS)
Figure 5: Surface temperature of a 15,6 mm thick
2000g/m
2
polyester sheet when reaching 100 ºC at
mid-depth as a function of power input
ICINCO 2005 - SIGNAL PROCESSING, SYSTEMS MODELING AND CONTROL
326

Therefore, the set point for the surface temperature
at the outlet of the oven achieving a given core
temperature of the web at mid-depth, reflecting a
chosen drying condition, may be computed by
equation (4). Although choosing T
CC
= 100 ºC will
ensure full and rapid drying of the web, this is not a
requirement and may even not be desirable. In
effect, such a choice will lead to a much higher
temperature at the surface of the web (see Figure 5)
that could adversely affect the surface quality of the
material. Results shown in Figure 2 and results from
other drying experiments with thick sheets of
material in an IR oven (Thérien, 1997) have
indicated that much lower values of T
CC
can be used
to produce satisfactory results.
Based on the previous relationships it is possible
to design a hybrid control strategy for the drying of
thick webs in an IR oven. The basic structure of the
control strategy is illustrated in Figure 6. The
following algorithm gives the necessary steps
required to implement it:
1) Reading of the web velocity V in the oven
2) Computation of the residency time θ of the web
in the oven of length L, θ = L/V
3) Reading of the web humidity H
inlet
at the oven
inlet
4) Computation of coefficients A
C
, B
C
, B
S
and B
D
corresponding to H
inlet
5) Computation from equation (3) of the electrical
power required P (feedforward action) for a
chosen value of T
CC
6) Computation from equation (4) of the set point
for T
SS
7) Measurement of T
SS
at the oven outlet
8) Adjustment of P (feedback mode) through a
given controller (PID, Dahlin, etc) to correct for
the model prediction error (feedforward action)
in step 5
5 CONCLUSION
Drying experiments of thick webs in an IR oven
have shown linear relationships between the surface
temperature of the web and the core temperature at
mid-depth across the thickness of the web and the
electrical power used for drying. These relationships
have permitted the elaboration of a hybrid
feedforward-feedback control strategy for the drying
of thick sheets of material in an IR oven.
REFERENCES
Dhib, R., N. Thérien and A.D. Broadbent, 1999. Model-
based Multivariable Control of the Drying of a Thin
Sheet of Fibers in a Continuous Infrared Dryer, Can. J.
Chem. Eng., 77, A7 (6), 1055-1064.
Jones, G., 1969. The hot surface drying of fibre mats,
Ph.D. Thesis, University of Manchester, 222 pages.
Kuang, H.D., Thibault, J. and B. P. A. Granjean, 1994.
Study of heat and mass transfer during IR drying of
paper, Drying technology, 12 (3), 545-575.
Slitine, D.S., Thérien, N. and A.D. Broadbent, 2001. Real-
Time Parameter Identification for a Control-Oriented
Model of the Continuous Drying of a Wet Fabric,
Textile Research Journal, 71 (1), 31-37.
Thérien, N., 1997. Modélisation des nappes épaisses par
rayonnement infrarouge. Rapport final. LTÉÉ.
Shawinigan, Québec. 76 pages + Annex.
INFRARED OVEN
INLET WEB
HUMIDITY
SET POINT
FOR TSS
(EQUATION 4)
P
V
ERROR
SET POINT
FOR TCC
FEEDBACK
CONTROLLER
FEEDFORWARD
COMPUTATION OF P
(EQUATION 3)
TSS
Figure 6: Hybrid feedforward and feedback control scheme.
Figure 6: Hybrid feedforward and feelback control scheme
A MODEL BASED HYBRID NUMERICAL CONTROL ALGORITHM FOR THE CONTINUOUS DRYING OF A
THICK WEB IN AN INFRARED DRYER
327
