
ADAPTING ERP SYSTEMS FOR SUPPORTING DEFENSE
MAINTENANCE PROCESSES
Case study of a repair and overhaul organization
Robert Pellerin
Department of Automated Manufacturing Engineering, École de Technologie Supérieure,
1100 Notre-Dame Ouest, Montreal, Canada
Keywords: ERP, Defense, Public sector, Maintenance, R&O, Remanufacturing.
Abstract: The defense sector represents one of the largest potential areas for new ERP sales. Many defense
organizations h
ave already implemented ERP solutions to manage and integrate the acquisition,
maintenance, and support processes. This paper addresses specifically the defense maintenance
management functions that need to be integrated into an ERP solution by adopting the view of a defense
repair and overhaul facility. We first discuss the specific nature of the defense maintenance activities, and
then we present the difficulties of integrating a maintenance strategy into an ERP solution. We finally
conclude by proposing a coherent and integrated ERP structure model for the management of the defense
repair and overhaul processes. The model has been partly applied in a Canadian repair and overhaul facility
and adapted into the SAP R/3 software.
1 INTRODUCTION
Many organizations have undergone significant
process changes in recent years to adapt to their new
market reality. Process improvements were obtained
mainly by a combination of business process
reengineering (BPR) efforts, organizational
restructuring, and the adoption of Enterprise
Resource Planning (ERP) systems. While BPR and
organization restructuring aim at eliminating non
added-value activities and administration barriers, an
ERP solution seeks to streamline the operation
processes of an organization, which typically
involve various functional units, and by integrating
the information flow into one single system.
Despite the complexity of such implementation,
th
e rate of adoption of ERP systems in the private
sector have been significant in the last decade with
almost 80% of the Fortune 500 firms having
implemented some form of ERP system and with the
growing number of small and medium sized
companies now adopting the same strategy (Wagner
and Antonucci, 2004). More recently, public sector
organizations are following their private
counterparts by adopting a business process-oriented
management model (Gulledge and Sommer, 2002).
Driven largely by budget reduction and efficiency
concerns, public sector organizations are shifting
from a purely hierarchical organizational structure to
a process oriented structure which accommodates
horizontal workflows (Gulledge and Sommer, 2003).
In that context, it is not surprising to note that
pu
blic sector organizations are also increasingly
implementing ERP systems to replace existing
operational systems (Shang et al., 2000). Small and
large-scale ERP implementations have been
attempted in various governmental agencies in
Australia, Canada, Germany, and the US (Blick et
al., 2000, Boyer, 2001, Chang et al., 2001, Menard
and Bernier, 2004, Wagner and Antonucci, 2004).
As a result the public sector has emerged as a key
initiative for the top ERP vendors which are
primarily targeting at federal, state and municipal
agencies (Makulowich, 1999).
Among the public sector, defense organizations
have al
ways been recognized as early adopters.
Various defense organizations, such as the US Naval
Air Systems Command (Blick et al., 2000), the
Danish Defense Command, the Canadian
Department of National Defense, the New Zealand
Defense Command, and the Royal Norwegian Air
Force have implemented an ERP solution and a
293
Pellerin R. (2005).
ADAPTING ERP SYSTEMS FOR SUPPORTING DEFENSE MAINTENANCE PROCESSES - Case study of a repair and overhaul organization.
In Proceedings of the Seventh International Conference on Enterprise Information Systems, pages 293-299
DOI: 10.5220/0002533702930299
Copyright
c
SciTePress

large number of NATO countries are looking to do
the same in the near future. In fact, the defense
sector represents one of the largest potential areas
for new ERP sales. For example, it is projected that
the US Navy will soon spend $3B on its ERP
implementation (Wagner and Antonucci, 2004).
So far, ERP projects in defense organizations are
primarily concerned with the acquisition,
maintenance, and support processes. This paper
focuses only on the defense maintenance
management functions that need to be integrated into
an ERP solution. We will first discuss the specific
nature of the defense maintenance activities, and
then we present the difficulties of integrating a
maintenance strategy into an ERP solution. We
finally conclude by proposing a coherent and
integrated ERP structure model for the management
of the defense repair and overhaul processes. The
proposed model relies heavily on the author personal
experience working for a Canadian defense repair
and overhaul facility.
2 ADOPTION OF ERP IN
DEFENSE ORGANIZATIONS
Defense organizations are facing increasingly
complex challenges as governments force them to be
more flexible and efficient within existing budgets
and as new technology are introduced (Gulledge and
Sommer, 2003). After years of under-finding,
commanders are left with only few alternatives:
Make significant cuts in capabilities and
infrastructures;
Re-assign resources to higher priority
activities;
Realize efficiency and productivity gains.
Mission preparation and deployed operations
being the core business of the defense, it is not
surprising to note that commanders initially focused
their reduction efforts on non strategic logistics
resources such as their repair and overhaul (R&O)
facilities. After successive cuts, it now seems that
further R&O capability reductions may jeopardize
the required support for the actual war-fighting
operations and peace mission level. Therefore,
further productivity gain will be realized mainly
through process improvements.
At the same time, defense organizations adopted
the concept of integrated supply chain which aims at
providing commanders the ability to plan and
control the flow of logistics resources to equip,
deploy, sustain, and reconstitute forces in support of
military operations. To do so, the military logistics
adopted and adapted best commercial practices.
Consequently, their former functional information
systems became obsolete.
In that context of continuous pressure to achieve
productivity gains and the adoption of commercial
processes, ERP implementation represents an
information management strategy pillar for defense
logistic organizations.
3 R&O ORGANZATIONS
Defense maintenance management covers the whole
process of equipment configuration management,
lifecycle analysis, maintenance program planning,
condition recording, procurement of indirect goods
and services, repair and remanufacturing execution,
project closing, and settlement. For most armed
forces, a central organization ensures the
maintenance program coordination and determines
the overall equipment support strategy. On the other
hand, the maintenance activities are executed by a
multitude of local maintenance groups organized in
three lines of maintenance.
1
st
line organizations are relatively small and
give immediate support to deployed units. Their
tasks include only minor repairs on equipments.
2
nd
line organizations can be deployed or
remained static. They possess more capabilities and
perform various tasks that range from minor repairs
to planned preventive inspections. Their role is to
support 1
st
line organizations and military bases.
The 3
rd
maintenance line is essentially composed
of R&O facilities. They are large industrial
organizations and therefore are exclusively static.
They perform long and complex repairs. Most R&O
organizations also conduct modification and
remanufacturing projects as specified by their
customers, the fleet managers (Pellerin, 1997).
3.1 R&O planning process
Defense R&O organizations must respond to
multiple demands. They first need to support long
term equipment fleet plan by preparing large and
complex life extension programs. These programs
are planned in accordance with the long term user
operation plan and necessitate a detailed knowledge
of the commander’s equipment requirements and
ICEIS 2005 - DATABASES AND INFORMATION SYSTEMS INTEGRATION
294

capabilities. They also have to respond to unplanned
breakdowns as part of their support mission.
The R&O planning process starts with the
equipment fleet manager supplying the R&O facility
with a list of equipments to be overhauled in the
future. Requirement’s horizon can range from
months to 10 years depending on the nature of the
projects. As part of their business and budgeting
plan, each R&O facility defines the maintenance
content to be performed and then it uses them to
determine the sequence of all activities in a project.
Based on its current capacity, the facility establishes
a maintenance program that specifies the estimated
starting and ending dates of every project and a
detailed budget.
When all the maintenance program budgets are
approved at the fleet manager level, a detailed
production plan is built by allocating the limited
pool of resources to each project. Different
production plans using different resource and
equipment levels are simulated and tested in order to
obtain a feasible plan that results in good utilization
of resources and also meets the customer’s
expectations. When the proposed plan is approved
by the customers, it is used as the master production
schedule for the next fiscal year.
3.2 R&O execution process
The R&O execution process includes the realization
of both unplanned repairs and planned
remanufacturing projects. For a typical overhaul
project, work starts with a disassembly activity. The
project content is defined as the main equipment is
inspected (Gharbi et al., 1998). The next step, the
most important in terms of workload, includes the
replacement and repair of a large number of parts
and components. At the same time, the main
structure of the equipment can be overhauled and
modified to accept the new components and the
repaired ones. The remanufacturing process then
ends with the assembly and a final inspection. Such
projects may also include paint stripping and
painting operations.
The network or routing topology of a
remanufacturing project is therefore divergent at its
start, followed by many parallel paths representing
the repair of systems or components, and converges
at the end (Gharbi et al., 1999). It is important to
note that not all MRPII or ERP systems can support
that type of work sequence and its related bill of
material (Pellerin, 1997).
The other element of complexity when executing
and controlling a repair and overhaul project resides
in the nature of each maintenance operation. The
amount of work depends on the specific condition of
the component being repaired or rebuilt. Therefore,
the exact duration of any repair is never known
before its end. The highly stochastic behavior of a
repair operation is also responsible for a high
variability in material consumption. Inventory
management for spares parts is extremely difficult in
that context. Parts usage must be planned according
to the maintenance program and based on historical
consumption data.
3.3 Integrating R&O management
process into ERP
Maintenance has always been considered as a supp:
ort function and rarely as a core enterprise process.
Consequently, most software development
companies have spent relatively little time and
efforts at integrating the maintenance processes into
their MRPII (Ip et al., 2000) or ERP applications
(Nikolopoulos et al., 2003).
Although the role of maintenance has become
more important in the last few years, most ERP
providers still position their maintenance
management system or module as an execution
system. This may be acceptable for traditional
manufacturing companies but it comes short to
satisfy all the needs of purely maintenance
organization such as a remanufacturing or an R&O
plant. These organizations need to integrate all
levels of their planning activities, from the strategic
business plan to the actual detailed maintenance
plan. This process requires planning, negotiating,
sourcing, inventory controlling, scheduling,
monitoring, quality assurance, and dispatching of the
necessary resources (Nikolopoulos et al., 2003).
They also need to be able to translate a customer
requirement into a firm order with an expected
delivery date. This is not an easy task because of
the stochastic nature of any major maintenance
request, as described earlier.
In the case of a defense R&O organization, the
management complexity increases with the length of
the planning horizon. Remanufacturing and overhaul
projects are planned at the fleet level and with
relatively few information at the equipment level.
The generic sequence of work is known with
certainty but this is not the case with the material
consumption and the work duration. In practice,
ERP applications are usually good at composing
with the changing nature of a maintenance order but
ADAPTING ERP SYSTEMS FOR SUPPORTING DEFENSE MAINTENANCE PROCESSES
295

offer very limited functionality to do effective
stochastic planning and forecasting.
Maintenance program also required an increasing
number of competencies as the equipment
technology evolves. Manpower level and training
decisions must be planned well in advance. Most
ERP maintenance modules do not permit such
evaluation which is normally restricted to a
production management module. In addition, the
long term plan must accommodate for the unplanned
breakdowns that will occur in the future. Those
maintenance activities are often mission critical
tasks and need to be carried out in a short time
frame. Those high priority orders usually need the
same pool of resources as the planned maintenance
projects.
Finally, some ERP applications have difficulty in
tracking the parts during the repair process. When
technically feasible, spare parts and repaired
components may be interchanged between orders to
ensure a quick completion of a high priority order
while not compromising the overall maintenance
program. Parts usage and tracking must be done at
the equipment and order level while the impact of
parts interchanges must be evaluated at the
maintenance program level.
4 PROPOSED MODEL
The proposed model considers two types of
maintenance management approaches:
Proactive planning: includes the project
management and the planning activities
required to determine the long term
requirements in terms of budget, resources, and
inventory levels.
Reactive planning and controlling: includes all
the planning and scheduling activities required
for the execution of a maintenance order. This
includes activities such as repair content
evaluation and changes, parts interchanges,
expediting, sourcing, procurement, and testing.
The integration of both planning approaches is
realized by combining a traditional MRPII structure
with the one normally used by a maintenance
management information system as described in the
next section. Program management functionalities
are also included to facilitate remanufacturing
project planning and budgeting.
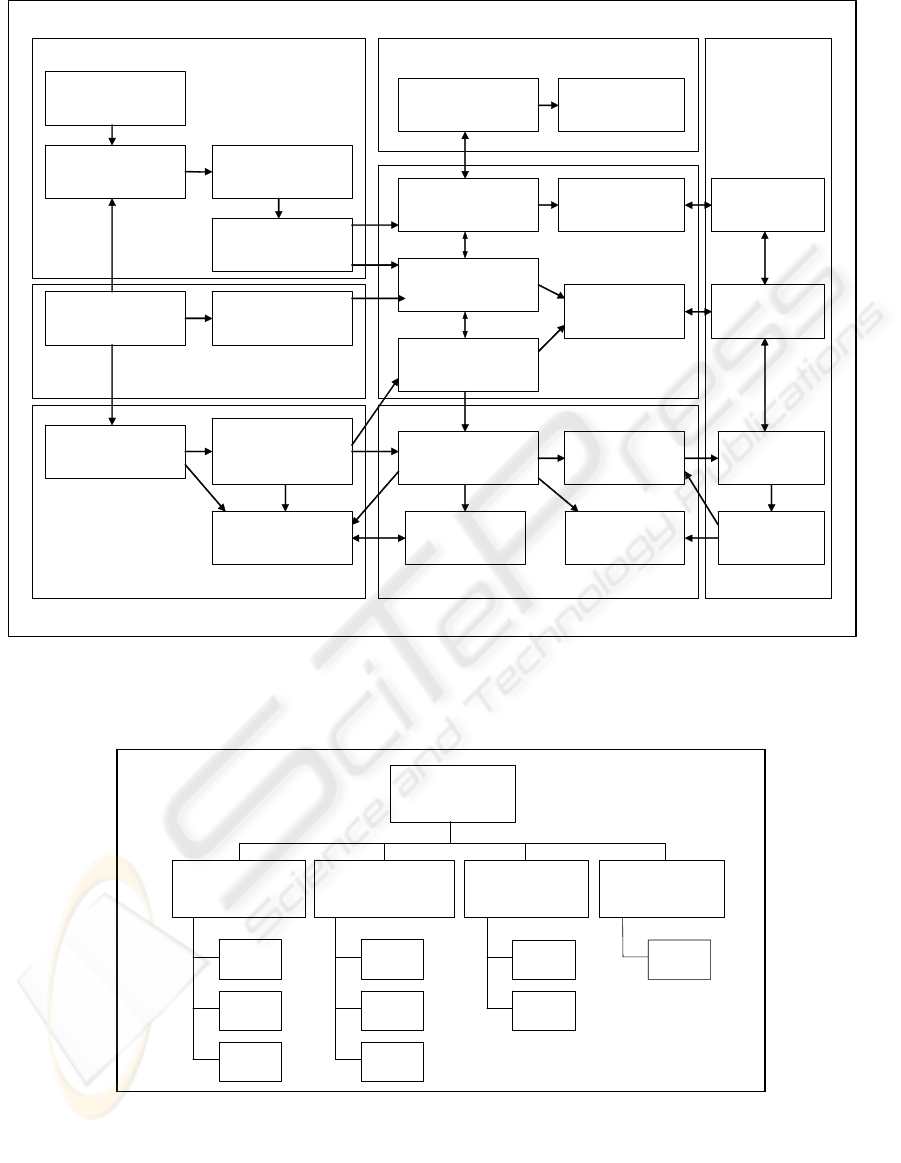
4.1 The ERP model
The proposed ERP structure, as shown in Figure 1,
is able to compose with the nature of the R&O
workload which is partly deterministic (planned
programs) and also stochastic (unplanned
maintenance requests).
The implementation of both maintenance
management approaches is realized by integrating
the following functions in our ERP model:
Strategic planning;
Maintenance program planning;
Corrective maintenance management;
Manufacturing requirement planning;
Maintenance execution and control;
Workforce management; and
Material management.
The proposed structure divides the planning
processes into three subsystems. The top layer, the
Strategic planning subsystem, addresses all long
term business issues. It supports the strategic
planning function by defining the global priority of
the R&O organization and its corresponding budget
plan.
The second level of planning is supported by the
Manufacturing Requirement Planning subsystem.
Important outputs of the MRP subsystem include the
Master Production Schedule and the Material
Requirement Plan. Load and capacity analysis can
be performed for all MRP plans.
The final planning layer of this top-down
approach is done by the Maintenance Execution &
Control subsystem which controls the actual
execution, scheduling, testing, and costing of all
maintenance orders.
The Maintenance Program Management and the
Corrective Maintenance subsystems capture
customer demands which become the input of all
planning subsystems. The Maintenance Program
Management subsystem includes all required
functionalities to effectively prepare a planned
maintenance project. On the other hand, the
Corrective Maintenance subsystem manages the
unplanned requests. Both inputs are required to
establish a complete master production schedule.
The Material Management subsystem support the
critical tasks of establishing and procuring the
appropriate level of spare part inventory and of
ICEIS 2005 - DATABASES AND INFORMATION SYSTEMS INTEGRATION
296

managing outsourced work in accordance with the
detailed production schedule.
The last subsystem, Workforce management, is
used to ensure that the R&O organization personnel
are skilled and available to accomplish the
production plan. Competency planning includes fit-
gap analysis to determine the required skills and
competencies for a maintenance project. This task
is usually performed after each maintenance
program approval in order to give sufficient time to
proceed with training or recruiting activities as
required. The Workforce management subsystem
also performs operations dispatching and time
recording transactions in support of the maintenance
execution process.
4.2 Implementation issues
The proposed model aim at effectively integrating
all aspects of the R&O defense requirements. With
that objective in mind, we built the model by
separating the main processes into subsystems.
Each subsystem contains functions or transactions
that are mostly included in commercial ERP
solutions. Nevertheless, the adaptation of an ERP
system, which goes beyond the normal configuration
of the software, is still required since the proposed
model do not use the traditional integration points
that normally prevail in such system. Workflow
modifications, user-exit or function programming,
and report developments are therefore required.
The proposed model has been successfully
applied by a Canadian repair and overhaul facility.
This facility repairs and remanufactures several
types of army vehicles and components for the
Canadian Armed Forces. The model was used to
adapt a well known commercial ERP system, SAP
R/3. Selected modules for this ERP implementation
project are presented in figure 2. The ERP structure
makes use of the Human Resources (HR), the
Controlling (CO) modules, and most of the SAP R/3
logistic modules (Project System (PS), Plant
Maintenance (PM), Production Planning (PP),
Material Management (MM), and Quality
Management (QM)).
Initial work was conducted to integrate the
manufacturing requirement planning processes with
the maintenance transactions that support the
execution of maintenance orders. As of today,
demand planning and forecasting of remanufacturing
programs is used to build an aggregate production
plan. Multiple versions exist to allow load
simulation and rough-cut capacity planning analysis.
The active version of the plan is used to generate
planned orders into a detailed master production
schedule (MPS). Unplanned requests, recorded by
the maintenance order subsystem, are also included
in the MPS.
Material Requirement Planning (MRP) is
performed based on this global master production
schedule. The execution process then follows the
typical maintenance execution process and is tightly
integrated to the Material Management (MM),
Quality Assurance (QM), Cost Controlling (CO),
and Human Resources (HR) modules.
This approach has contributed to achieve
significant productivity gains and inventory
reductions while allowing the organization to better
plan its workload.
5 CONCLUSION
This paper recognizes the difficulty to integrate
defense maintenance strategy and planning
processes into
existing ERP applications. The defense needs in
terms of integrated logistics requires that R&O
organizations be
ADAPTING ERP SYSTEMS FOR SUPPORTING DEFENSE MAINTENANCE PROCESSES
297
SAP R/3
Planning
(fleet/program level)
Execution
(equipment level)
Controlling &
reporting
PS
PP
MM
PM
QM
MM
CO
LIS
Workforce
management
HR
Production
Planning
Master Production
Schedule (MPS)
Material Reqmt
Planning (MRP)
Resource reqmt
planning
Capacity
planning (CRP)
MRP
Maintenance Program Management
Corrective Maintenance Management
Material Management Maintenance Execution & Control
Business
Planning
Operations &
budget planning
Strategic Planning
Eqpt lifecycle
planning
Defense
planning
Project
management
Demand
management
Maintenance order
management
Order
costing
Operations
scheduling
Service & order
request
Eqpt Condition
monitoring
Procurement &
sourcing mgmt
Spares parts &
consumables
inventory mgmt
Configuration
management
Workforce
management
Competency
planning
Time
recording
Workforce
planning
Operations
dispatching
Quality
control
Figure 1: A proposed ERP structure for defense R&O
Figure 2: SAP R/3 selected modules for defense R&O management
ICEIS 2005 - DATABASES AND INFORMATION SYSTEMS INTEGRATION
298

able to plan maintenance activity at the fleet or
program level while monitoring and controlling the
specific condition of any equipment. The proposed
model contributes to provide a modular and generic
structure for adapting an ERP system in that context.
The model covered all practical aspects of the
defense R&O planning process and has been
implemented successfully in a real defense R&O
environment. Our further research will focus on
adapting the actual model for commercial R&O
organizations. As an example, integration between
the sales and the production planning processes need
to be resolved. Management of returnable items is
also an important issue to address in the future.
REFERENCES
Blick, G., Gulledge, T, & Sommer, R., 2000. Defining
Business Process Requirements for Large-Scale Public
Sector ERP Implementations: A Case Study, In
Proceedings of the European Conference on
Information Systems, Wirtschafts Universitat, Wien.
Boyer, D., 2001. ERP Implementations: Managing the
Final Preparation and Go-Live Stages, In Government
Finance Review, December, 41-44.
Chang, S., Gable, G., Smythe, E., & Timbrell, G., 2000, J.,
1998. A Delphi examination of public sector ERP
implementation issues, In Proceedings of the twenty
first International Conference on Information Systems,
494-500.
Gharbi, A., Girad, J., Pellerin, R., & Villeneuve, L. 1998.
Bombardier turned to simulation to validate the CF-18
maintenance program, In Interfaces, Vol. 27 No. 6, 22-
34.
Gharbi, A., Pellerin, R., & Villeneuve, L. 1999. A New
Constraint Based Approach for Overhaul Project
Scheduling with work Space Constraints, In
International Journal of Industrial Engineering,
Special Issue on Project Management, Vol. 6 No. 2,
494-500.
Gulledge, T.R. & Sommer, R.A., 2002. Business Process
management: public sector implications. In Business
Process Management Journal, Vol. 8 No. 4, 364-376.
Gulledge, T.R. & Sommer, R.A., 2003. Public sector
enterprise resource planning. In Industrial
Management & Data Systems, Vol. 103 No. 7, 471-
483.
Ip, W., Kwong, C., & Fung, R., 2000. Design of
maintenance system in MRPII, In Journal of Quality in
Maintenance Engineering, Vol. 6 No. 3, 177-191.
Makulowich, J., 1999. Enterprise resource planning: It’s in
the Morphing. In Washington Technology, April 26.
Menard, C., Bernier, C., 2004. Le cas d'une mise en
oeuvre ERP réussie aux centres hospitaliers de LaSalle
et de Verdun : comprendre la démarche par laquelle
s'installent les nouvelles façons de faire. In Gestion,
Vol. 28 No. 4, 61-68.
Nikolopoulos, K., Metaxiotis, K, Lekatis, N, &
Assimakopoulos, V., 2003. Integrating industrial
maintenance strategy into ERP. In Industrial
Management & Data Systems, Vol. 103 No. 3, 184-
191.
Pellerin, R., 1997. Conception d’un systeme integré de
gestion de la production dans un environnement de
refection d’équipements, In Actes du 2ème Congrès
Franco-Québécois de Génie Industriel, Albi, France.
Wagner, W. & Antonucci, Y., 2004. An Analysis of the
Imagine PA Public Sector ERP Project, In Proceedings
of the 37
th
Hawaii International Conference on System
Sciences.
ADAPTING ERP SYSTEMS FOR SUPPORTING DEFENSE MAINTENANCE PROCESSES
299
