
PERFORMANCE EVALUATION
OF A CONTROLLED FLOW-SHOP SYSTEM
WITH A TIMED PETRI NET MODEL
Lo
¨
ıc Plassart, Philippe Le Parc, Frank Singhoff, Lionel Marc
´
e
Universit
´
e de Bretagne Occidentale
Laboratoire d’Informatique des Syst
`
emes Complexes (LISyC)
20, avenue Le Gorgeu – 29285 Brest Cedex, France
Keywords:
Assembly lines, flow-shop, control, performance evaluation, modelling, simulation, Petri nets, industrial case
study.
Abstract:
This paper presents an original performance analysis applied to a flow-shop system driven by a set of local
command units and a central controller. The performance evaluation is done with a timed coloured Petri net
model. Simulation results show needs for bounding the controller response time in order to meet production
targets.
1 INTRODUCTION
During the last few decades the performance increas-
ing of the production systems was mainly based on
an improvement of the device acting directly on the
product flow. However, the behavior of a production
system is also conditioned by the characteristics of
the equipment which ensures its control (Grieco et al.,
2001) .
The control system design of an automated pro-
duction system poses a large amount of hardware and
software problems. They are often complex and bring
into play a more and more consequent amount of data.
This evolution usually implies taking into account the
specific requirements applied to the reactivity of vari-
ous equipments.
This article presents an industrial case study ap-
plied to a flow-shop system whose control is jointly
ensured by a set of local command units (program-
mable logic controllers) and a central controller. Each
local command unit is located at the production ma-
chine level of the flow-shop and drives an operative
part.
Message exchanges between the local command
units and the controller are carried out several times
during the operating cycle of the production machine.
They are supported by a fieldbus.
In literature, many manufacturing control architec-
tures are identified (Dilts et al., 1991). They are of-
ten declined in three main types from centralized over
hierarchical to heterarchical control. Our control ar-
chitecture is based on a typical hierachical structure
in which an upper level device coordinates the activi-
ties of a group of lower level devices in a master-slave
manner (Jones et al., 1989). The control flow is typi-
cally top-down and the feedback flow is bottom-up.
In the form of hierarchical architecture, the ex-
changes are always triggered by the upper level de-
vice. But in the present case study, they are initiated
by the local command units. The exchanges are op-
erated according to a request transmission and a re-
sponse reception. The stimulus is then bottom-up and
more than one exchange can be running at the same
time.
Message routing, waiting and processing cumu-
lated delays constitue a response time that is neces-
sary to bound in order to ensure the control system
does not influence production rates significantly.
This study aims to analyze the controller reactivity
to requests sent by local command units and to evalu-
ate its impact on the production system performances.
The article begins by a description of the produc-
tion system and the control architecture in section 2.
The modelling of the flow-shop system and its control
devices are detailled in section 3. It is based on the
formalism of timed coloured Petri nets. The model
performance analysis relates to the message reception
buffer occupancy and controller activity rates. Sev-
eral configurations are evaluated. The simulation re-
sults summary, presented in section 4, allows to mea-
sure model performances and to analyse the correla-
tion degree between real production systems and their
494
Plassart L., Le Parc P., Singhoff F. and Marcé L. (2006).
PERFORMANCE EVALUATION OF A CONTROLLED FLOW-SHOP SYSTEM WITH A TIMED PETRI NET MODEL.
In Proceedings of the Third International Conference on Informatics in Control, Automation and Robotics, pages 494-499
DOI: 10.5220/0001206704940499
Copyright
c
SciTePress
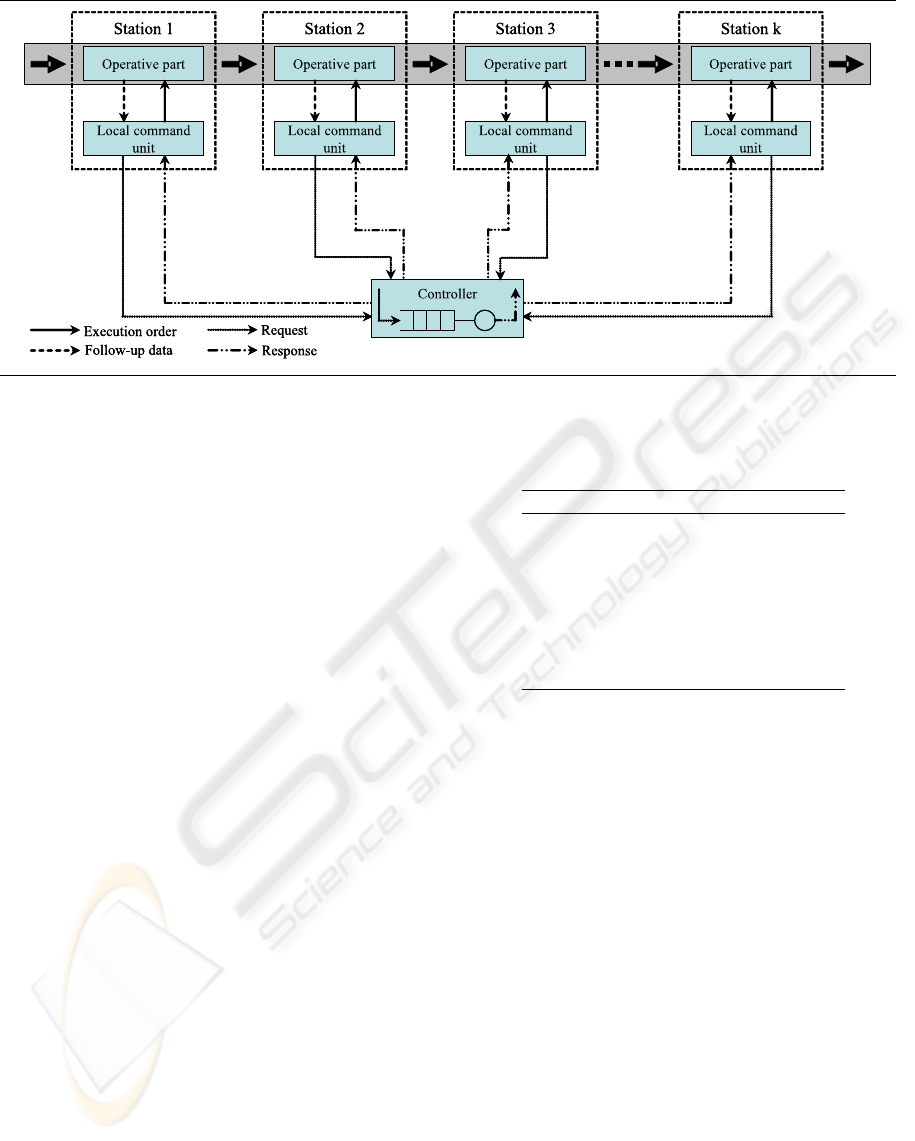
Figure 1: System architecture.
model. Lastly, section 5 presents the conclusions of
our work and a brief description of our future research
in this area.
2 SYSTEM DESCRIPTION
The considered production system is an automated
assembly process with several machines called sta-
tions organized in line. This stucture corresponds to
a flow-shop system in which there is one station at
each stage. The stations work in an independent way
from each other and execute individually their operat-
ing cycle. A station cannot retain and operate more
than one part at a given moment. When a station
is available (no assembly in progress) and a part is
present at its entry, it starts its operating cycle.
The control of the assembly line is ensured by a
central controller which coordinates the various sta-
tions. Thus, it has to be considered as a shared re-
source of the flow-shop system [Fig. 1].
2.1 Operating Cycle of the Stations
During its operating cycle, each station performs
many common operations. For most of them, each
occurence is of constant duration. Only the assembly
processing is of specific duration. The mean duration
of common operations [Tab. 1] is obtained by mea-
surements done on real production systems.
An operating cycle also includes two waiting
phases of a variable duration due to exchanges with
the controller. A waiting phase corresponds to the
controller response time when it is requested by a lo-
cal command unit. On existing assembly lines, this
Table 1: Operating cycle of a station.
Operation Duration
(ms)
Identification 550
Status request 60
Waiting Variable
Status analysis 60
Assembly processing Specific
Data reporting 60
Waiting Variable
Part relaxation 60
delay is variable and depends of controller load. The
mean waiting time is close to 600 ms.
Parts are transfered from a station to the next one
by a conveyor belt. The conveying time between two
stations is always about 3 000 ms.
2.2 Coordination Function
The local command units request and inform the con-
troller in a regular way to condition and coordonate
their actions. These exchanges proceed at the produc-
tion rate. The controller has an information central-
ization function it enriches by data transmitted by the
local command units and that it can give back.
During an exchange, the local command unit sends
a request to the controller. The message supporting
the request is placed in a communication buffer. The
controller manages the message selection by a FIFO
policy and executes the processing in adequacy with
the message parameters. The latency time in the com-
munication buffer is obviously variable. At the end of
the processing, the controller establishes a response
message that it transmits to the local command unit.
PERFORMANCE EVALUATION OF A CONTROLLED FLOW-SHOP SYSTEM WITH A TIMED PETRI NET
MODEL
495
Conveying
SST
1‘(1,ok)
Identification
SST
Request
SST
Waiting
SSO
Inactivity
LIN
LIN
Recording
SST
Parsing
SSS
Search
SST
Transmission
SST
Ack
SST
CycleStarted
MessageSended
@+6
PartIdentified
@+55
DataRecorded
@+60
StatusFound
@+60
CycleReportStatusRequested
StatusReceived
Analysis
SST
PartOK
@+6
[stu = ok]
Process
SST
CycleFinish
@+f(sta)
Reporting
SST
PartNOK
@+6
[stu = nok]
DataReady
@+6
PartComplete
[sta <> n_sta]
Relaxation
SST
AckReceived
Idling
CPU n_cpu‘cpu
Scrap
STA
Shipment
STA
AssemblyFinish
[sta = n_sta]
Controller
Stations
Counting and Reject
Reject
1‘no
REJ
ThresholdReached
Counting
STA
Availability
BUF BUF
BufferEntry
SSS
MessageEntered
MessageAvanced
BufferExit
SSS
MessageLeft
Communication Buffer
StandBy
WIP
n_wip ** WIP
StationEntry
SST
PartReceived
@+300
Conveyor Belt
PartRelaxed
@+6
Finishing
SST
1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu,pre) 1‘(sta,stu,pos)
1‘(sta,stu)
1‘(sta,stu)
if rej = yes
then 1‘(sta,nok)
else 1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu) 1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu)
1‘(sta,stu)
1‘sta
1‘sta
1‘cpu
if stu = ok
then 1‘sta
else empty
if stu = nok
then 1‘sta
else empty
1‘(sta,stu)
1 ‘n_sta
1‘yes
1‘rej
1‘no
n_rej‘sta
if stu = ok
then 1‘sta
else empty
1‘rej
1‘(sta,stu)
1‘(sta,stu,pre)
1‘(sta,stu,seq)
1‘(sta,stu,pos)
1‘(sta,stu,seq,n_sta)
1‘cpu
1‘(sta,stu,seq)
1‘(sta,stu,seq)
1‘cpu
1‘(sta,stu,seq,ord)
if ord = 1
then 1‘(sta,stu,seq)
else empty
if ord <> 1
then 1‘(ord - 1)
else empty
1‘ord
if ord > 1
then 1‘(sta,stu,seq,ord -1)
else empty
if sta > 1
then 1 ‘(sta - 1)
else empty
1 ‘sta
if sta = 1
then 1‘(1,ok) ++ 1‘(2,stu)
else 1‘(sta + 1,stu)
1‘(sta,stu)
1‘(sta,stu)
1‘n_sta
1‘ (sta,stu) 1‘ (sta,stu)
1‘ (sta,stu)
1‘ (sta,stu)
1‘ (sta,stu)
1‘ (sta,stu)
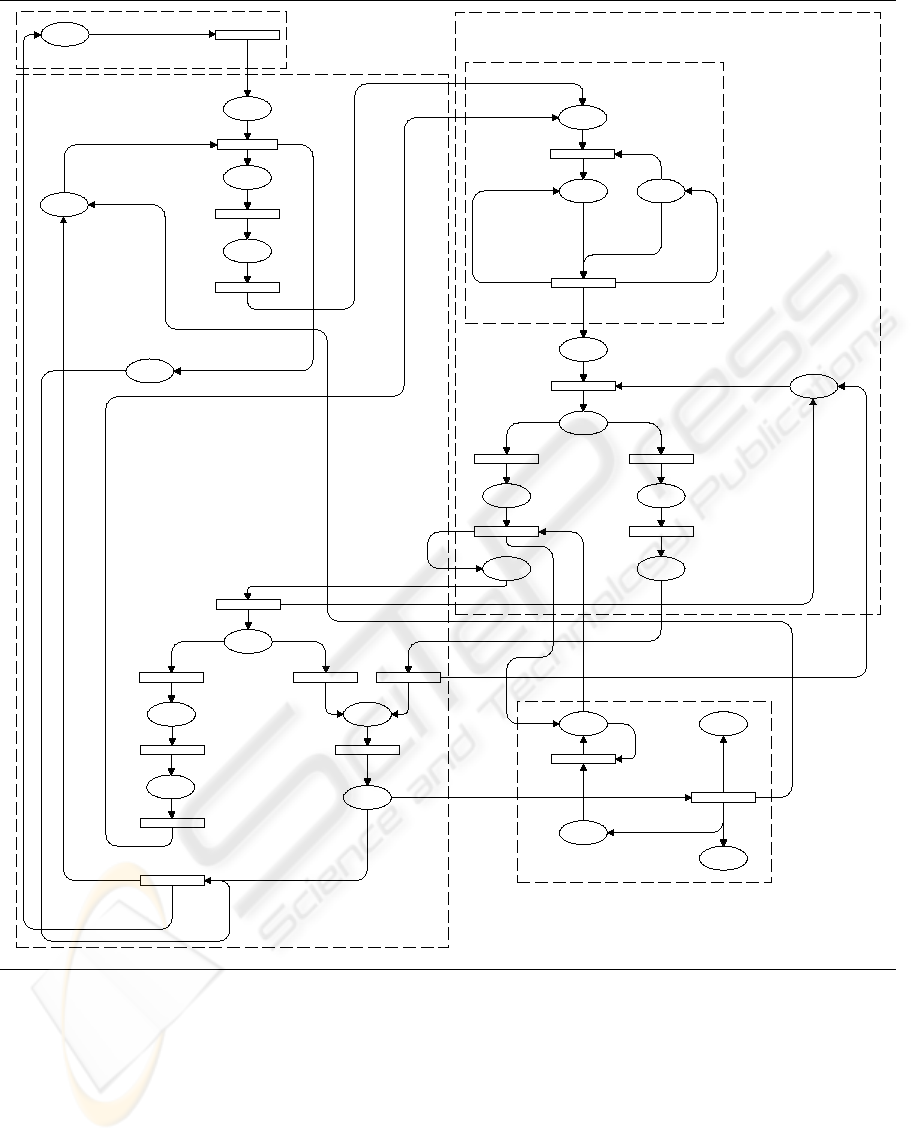
Figure 2: Petri net of the studied system.
A request sent by a local command unit causes a
freezing situation of its cycle. The activity restart
is triggered by the response arrival coming from the
controller.
3 SYSTEM MODELLING
The Petri nets interest for the design and the analy-
sis of production systems has often been empha-
sized (Barad, 1998; Desrochers and Al-Jaar, 1995;
DiCesare et al., 1993). Our model was designed with
that formalism. The timed and coloured extensions
have also been used.
The behaviour of the data processing systems used
in computer-integrated manufacturing and robotics is
ICINCO 2006 - ROBOTICS AND AUTOMATION
496

often based on timed sequences making it possible to
define the duration of activities. The timed extensions
of Petri nets are highly suitable models for the for-
mal study of these mechanisms (Juanole et al., 2000).
Although timed coloured Petri nets are usually used
to investigate the logical correctness of systems, they
can also be used to evaluate the performances of them.
The Petri net colouring allows to reduce the size of
a model to get a more compact representation of the
systems including dictinct components having simi-
lar behaviours. This is the case here with the station
operating cycle.
The model was designed using the software De-
sign/CPN (Christensen et al., 1997). Our choice has
been guided by the integration of performance facili-
ties in this computer tool (Linstrøm and Wells, 1998).
Design/CPN
1
allows to collect data during the model
execution and create reports containing statistical val-
ues.
3.1 Modelled Behaviour
This work focuses on the study of interactions within
the control system of an automated assembly line.
Thus, the model describes the architecture supporting
the exchanges between the local command units and
the controller. It is primarily founded on the indepen-
dent activities of the various stations and their access
to a shared resource which is the controller.
The model [Fig. 2] implements three main ele-
ments that are the station set, the communication
buffer and the controller. A counting function of pro-
duced parts is also implemented.
Station operations are integrated into the model in
the form of places. The described sequence takes into
account the operations of routing (place Conveying),
part identification (place Identification), status request
sent to the controller (place Request), response analy-
sis emitted by the controller (place Analysis), part as-
sembly processing (place Process), production data
reporting (place Reporting) and part relaxation (place
Relaxation).
Transitions correspond to events that make the to-
ken circulation symbolizing the system evolution.
Temporization of some transitions (notation @+de-
lay) makes it possible to keep the presence of tokens
in the places located upstream during the specified
time. It allows to specify the execution time of op-
erations.
Colouring is primarily used to distinguish various
stations as well as various positions of messages in
the communication buffer.
For the stations, colours are applied according to
their number and their order on the assembly line.
1
Design/CPN has been replaced by CPN/Tools
Part moving from a station to another one is mod-
elled by incrementing the token colour number, ex-
cept in case of a processing by the last station (end of
assembly). Station availability is managed by a spe-
cific place (place Inactivity) guaranteeing exclusivity
of its execution to the processing of only one part.
The presence of a token of color x indicates that the
station x is inactive. The place Inactivity is initialized
according to the number of declared stations.
The communication buffer is modelled by a place
(Waiting) in which the token represents the situation
of a station having emitted a request. Colors are af-
fected according to the order in the buffer. Each token
move models a message advance and its color number
is decreased.
The controller disponibility is done by a single
place (place Idling) and a token in this place indi-
cates the controller availability. A message arrival in
the communication buffer implies the token leaves the
place Idling. The controller stops its activity when it
completes the message processing and when the com-
munication buffer is empty.
3.2 Evaluated Criteria
Performance of the studied production systems is
mainly evaluated by the analysis of the communica-
tion buffer occupancy and by the controller load.
Communication buffer contents and the message
origin make it possible to know the number and the
list of stations waiting for a response from the con-
troller.
The message waiting time and the controller re-
sponse time can be deduced from the simulation data.
The analysis of these criteria allows to evaluate pro-
duction system performances and to obtain indica-
tions leading to a good knowledge in the way in which
the exchanges between the local command units and
the controller are held.
Product inter-departure times are also measured.
They are defined as the time between two part com-
plete assemblies and they can be easily compared
with the results of modelled real systems. Product
inter-departure times are a simple and effective per-
formance indicator of the production systems.
3.3 Model Settings
The size of the communication buffer and the fieldbus
speed are two modelling assumptions integrated into
the model.
The size of the communication buffer is defined
according to the number of stations declared in the
model. It makes it possible to have a sufficient capac-
ity for all evaluated configurations in order to avoid a
saturation in accordance with the real systems.
PERFORMANCE EVALUATION OF A CONTROLLED FLOW-SHOP SYSTEM WITH A TIMED PETRI NET
MODEL
497

The message propagation on the fieldbus is very
fast compared with the modelled system. Only the
latency delays in the communication buffer and mes-
sage processing are significant. So, within the frame-
work of our study, we consider that the message trans-
mission is instantaneous.
The temporization of the Petri net places is mainly
defined with mean measurements done on several ex-
isting assembly lines. So, the model is primarily in-
tended for real production system evaluation.
However, the simulation work may also implement
configurations that are not effective in the workshops.
The assembly processing time cannot be given by
measurements. Then, these durations were gener-
ated using a pseudo-random generator. The genera-
tion takes into account of the maximal and the mini-
mal bounds measured on the existing assembly lines
where the mechanical processing times are between
1 100 and 8 500 ms.
Consequently, the model settings are mainly based
on the number of declared stations and the message
processing time by the controller. The evaluated con-
figurations differ by the number of stations. The vari-
ous cases go from 2 to 30 stations.
The time sampling rate is generally selected quite
higher than the main time-constant of the controlled
process (Ogata, 1987). The time quanta appointed for
the modelled activities temporization is 10 ms. This
period is defined according to the characteristics of
the local command units whose cycle time is around
60 ms.
Finally, the work-in-progress between two stations
is limited to three parts.
4 SIMULATION RESULTS
The simulation results are declined in two parts. The
first phase of our work related to the study of exist-
ing production systems (from 2 to 15 stations). With
these results, we can check the model by comparing
the simulation results with measurements done on real
assembly lines. The second phase is intended to eval-
uate the extension possibilities of the station number
and the potential profits brought by the reduction of
the message processing time.
The model execution time corresponds to a
75 mn manufacturing period sampled every 10 ms
(450 000 clock ticks). It covers the transient and sta-
tionary regimes. The switch from the transient to the
stationary regime is triggered by the assembly end of
the first product. However, for homogeneity reason,
we study the stationary regime on the 360 000 last
clock ticks matching with 60 mn of manufacturing.
4.1 Real Systems
Simulation results [Tab. 2] for existing assembly lines
show that the controller load lies between 28 % and
100 %. The saturation point is reached with the 13-
station configuration.
The model execution gives product inter-departure
mean times τ
s
close to those τ
e
noted on existing as-
sembly lines.
Table 2: Results for existing systems.
Conf. Contr. load
(%)
Buff. τ
s
(s)
τ
e
(s)
2 28.4 0.001 8.52 8.65
3 42.5 0.069 8.51
4 56.5 0.104 8.54 8.69
5 67.4 0.264 8.93
7 89.8 0.685 9.48
10 99.7 2.759 12.6
13 100 5.199 16.85 16.28
15 100 6.724 19.6
For configurations up to 7 stations, the mean buffer
occupancy remains quite lower than one message.
4.2 Prospect
The prospective simulation results show a permanent
controller activity [Tab. 3].
Table 3: Prospective results.
Conf. Contr. load
(%)
Buff. τ
s
(s)
20 100 10.87 27.36
25 100 13.141 36.68
30 100 16.651 45.64
The report also indicates that the mean buffer oc-
cupancy is between 11 and 17 messages.
4.3 Production Rate Bound
Our simulation results show that product inter-
departure mean time τ
s
grows with the number of sta-
tions (Little law). By comparing this indicator with
the cumulated time of message processing needed for
assembling one part, we can give a production rate
bound τ
c
for the modelled assembly lines. In this for-
mula, k is the number of stations and m
i
is the number
of messages proceed for the station i:
τ
c
=
k
X
i=1
m
i
X
j=1
t
ij
ICINCO 2006 - ROBOTICS AND AUTOMATION
498
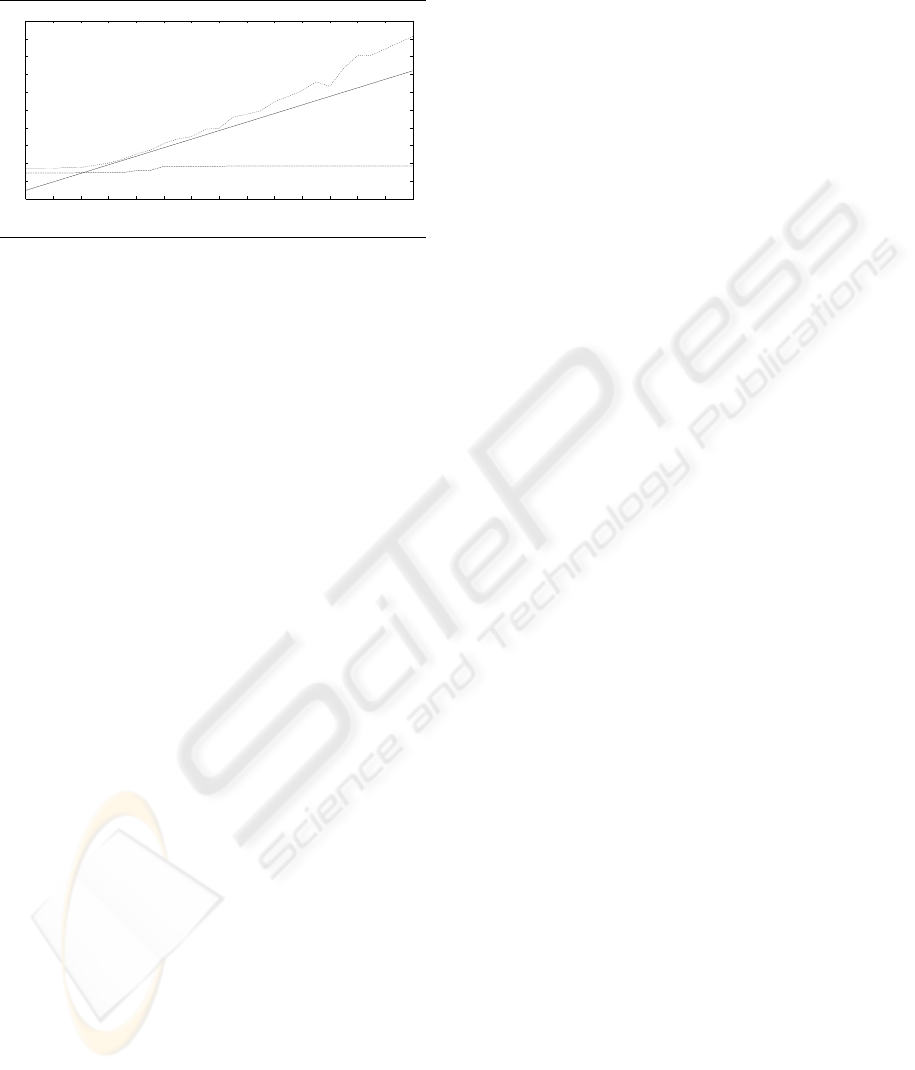
The production rate τ
s
obtained by the simulation
approaches but never meets this bound [Fig. 3].
0
5
10
15
20
25
30
35
40
45
50
2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
0
5
10
15
20
25
30
35
40
45
50
Production rate (s)
Configuration (stations)
τ
c
τ
m
τ
s
Figure 3: Production rate evolution.
For a classical flow-shop system without controller,
the productivity rate τ
m
is typically fixed by the slow-
est station (Cohen et al., 1983):
τ
m
= max{t
1
, t
2
, ..., t
k
}
By analyzing the curves, we can give a resulting
production rate bound τ
r
:
τ
r
= max{t
1
, t
2
, ..., t
k
,
k
X
i=1
m
i
X
j=1
t
ij
}
It corresponds to the worst bound between the one
established by the controller implementation τ
c
and
the one defined for flow-shop systems τ
m
.
5 CONCLUSIONS AND FUTURE
WORKS
The study presented in this article applies to the con-
trol system of automated assembly lines. The aim is to
estimate the impact of the controller implementation
on the production rates. The described analysis en-
ables to evaluate the behaviour and the performances
of the considered production systems.
The modelling and simulation phases show that the
efficiency of the assembly lines is strongly linked to
the controller implementation. The production rate
bound fixed by the controller is defined by the mes-
sage processing time. In the case of the cumulated
time of message processing is longer than the operat-
ing cycle time of the slowest machine, the controller
must be seen as the bottleneck station. The need for
limitation of the message processing time to reach the
production targets is then shown.
Our future works are based on two distinct angles.
Firstly, we have to analyze the system with real
network considerations and take into account hybrid
flow-shop systems in which parallel stations are im-
plemented.
Afterwards, we will study specific message
scheduling policies. Message processing in a FIFO
manner don’t probably correspond to the best way.
We will also evaluate improvements got by message
dispatching on several processors.
REFERENCES
Barad, M. (1998). Timed Petri nets as a verification tool.
30th Winter Simulation Conference, pages 547–554.
Christensen, S., Jørgensen, J., and Kristensen, L. (1997).
Design/CPN – A computer tool for coloured Petri
nets. 3rd International Workshop on Tools and Al-
gorithms for Construction and Analysis of Systems,
pages 209–223.
Cohen, G., Dubois, G., Quadrat, J., and Viot, M. (1983).
Analyse du comportement p
´
eriodique de syst
`
emes de
production par la th
´
eorie des dio
¨
ıdes. Rapport de
Recherche n 191 – Institut National de Recherche en
Informatique et Automatique (France).
Desrochers, A. and Al-Jaar, R. (1995). Applications of
Petri nets in manufacturing systems: modelling, con-
trol and performance analysis. IEEE Press.
DiCesare, F., Harhalakis, G., Proth, J., Silva, M., and Verna-
dat, F. (1993). Practise of Petri nets in manufacturing.
Chapman & Hall.
Dilts, D., Boyd, N., and Whorms, H. (1991). The evolution
of control architectures for automated manufacturing
systems. Journal of Manufacturing Systems, 10:79–
93.
Grieco, A., Semeraro, Q., and Tolio, T. (2001). A review
of different approaches to the FMS loading problem.
The International Journal of Flexible Manufacturing
Systems, 13:361–364.
Jones, A., Barkmeyer, E., and Davis, W. (1989). Issues in
the design and implementation of a system architec-
ture for computer integrated manufacturing. Journal
of Computer Integrated Manufacturing, 2:65–76.
Juanole, G., Abdellatif, S., and Gallon, L. (2000). Nou-
veaux concepts sur les transitions du mod
`
ele RdPTS
: Propri
´
et
´
es dynamiques et attributs temporels dy-
namiques. 1
`
ere Conf
´
erence Internationale Francoph-
one d’Automatique (CIFA’2000), pages 976–981.
Linstrøm, B. and Wells, L. (1998). Simulation based perfor-
mance analysis in Design/CPN. Workshop on Practi-
cal Use of Coloured Petri nets and Design (CPN’98),
pages 117–130.
Ogata, K. (1987). Discrete-time control systems. Prentice-
Hall International Editions.
PERFORMANCE EVALUATION OF A CONTROLLED FLOW-SHOP SYSTEM WITH A TIMED PETRI NET
MODEL
499
