
MATHEMATICAL MODELLING OF THERMAL AREA
IN CUTTING TOOL
Daschievici Luiza, Ghelase Daniela and Goanta Adrian
Dunarea de Jos University Galati, Faculty of Engineering from Braila, Calea Calarasilor, nr. 29, Braila, Romania
Keywords: Cuttings, friction, heating, wearing.
Abstract: Since experimental researches regarding cutting process have stated a proportionality dependence of wear
medium intensity on cutting area temperature and because this fact was avoid or ignored by thorough
studies and researches, we considered to be helpful developing a physical-mathematical model able to
correlate the two phenomena: wear and temperature in the cutting area. The complete and correct research
on thermal phenomena in the cutting area is possible only by taking into consideration the feed-back
relation between the physical and phenomenological elements of the studied tribosystem and also, by taking
into account the splinter movement, resulting in a continuous supplying with cold layers of the splinter area
and in heat evacuating by warm splinter movement.
1 RESEARCH ON METAL
CUTTING, SPECIFIC
PROCESSES
AND PHENOMENA
Metal cutting, due to the action of tool blade pushed
on the processed material, leads to a complex status
of forces and deformations in the cutting area.
This simple diagram is the base for any detailed
study on cutting process. It is a basic physical
model, completing other specific models of elasticity
and plasticity, thermodynamics, tribology, thus
forming a complex model, more or less detailed
according to requirements or claims. For almost 100
years of researching on cutting process, many
theoretical and experimental data have been
gathered, but they are far beyond from being a
unitary whole.
The present paper develops on this quite
applicable, enough explored, but still insufficiently
understood field of application.
Based on the knowledge, the definition of the
splinter appearance process has been stated,
containing also the essence of interdisciplinary
aspects.
The essence of these aspects is already shown in
the specialty literature, in detail, and this paper deals
only on those aspects considered able to be
improved.
The analysis of some definite aspects solving
manner presented in the specialty literature led to the
conclusion that errors have been done, errors able to
stray from the real status.
The main phenomena and processes
accompanying the cuting process are friction,
tribosystem heating and tool wear. The tribosystem,
consisting of tool, processed part and splinter, can be
considered as a system with direct contact, where no
lubricating film is present. Based on his own
researches and taking into account some results of
his predecessors, Coulomb stated the three dry
friction rules, which are often partially confirmed. It
can be reminded that friction depends on the relative
speed, this fact being experimentally ascertained at
the beginning of the XIX century, as shown in figure
1 (Tomulescu, 2000).
The experimental researches dawn up so far led
to the conclusion that dry friction force depends on
many factors such as: the normal pressure force, the
relative sliding speed, the type of the contact and the
value of the contact area, the quality and the
roughness of the surface, the nature of materials in
contact, the character of the friction areas: rigid or
elastic, tenacious or fragile. Even human and
materials resources were highly implied in research,
the complex friction phenomenon did not allow a
universal valid theory elaboration, for at least from
the quality point of view.
275
Luiza D., Daniela G. and Adrian G. (2008).
MATHEMATICAL MODELLING OF THERMAL AREA IN CUTTING TOOL.
In Proceedings of the Fifth International Conference on Informatics in Control, Automation and Robotics - ICSO, pages 275-280
DOI: 10.5220/0001478902750280
Copyright
c
SciTePress
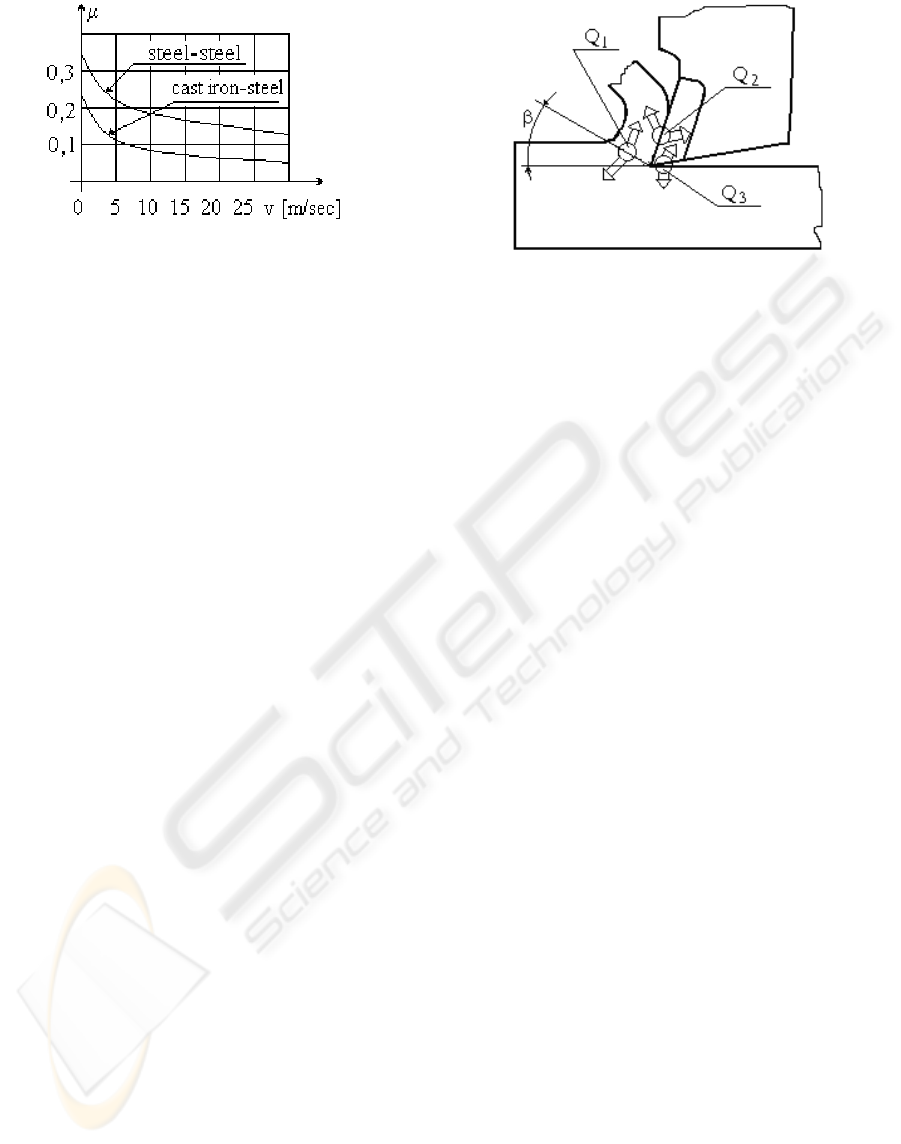
Figure 1: The variation of friction coefficient on speed.
Taking into account the prevalent role of friction on
tribosystem parts heating, thus influencing the
cutting tool wear, one considered necessary to do a
research on he friction coefficient for a specific
cutting case and highlight the fact that the friction
coefficient is a non-coulombian one (Tomulescu,
1999; Tomulescu, 2003).
As for the dry or lubricated cutting friction, its
framing in the dry friction category is based on the
finding that the cooling fluids do not enter into the
friction area.
The researches shown that the mechanical work
necessary for volume plastic deformation in the cut
metal layer is partially transformed into caloric
energy that heats the cutting area; this process
depends on the thermal conductivity of the cut metal
and on the working conditions of cutting process.
The mechanical work consumed in the cutting
process can be expressed by the next equation
(Dumitras, 1983):
L=L
1
+L
2
+ L
3
+ L
4
+ L
5
+ L
6
(1)
where:
L
1
, L
2
and L
3
are parts of the mechanical work
transforming into heat during cutting and dispersed
in the environment through the splinter, the tool and
the processed part;
L
4
, L
5
and L
6
are parts of mechanical work,
consumed in the cutting process, with little values
comparative with L
1
, L
2
, L
3
,.
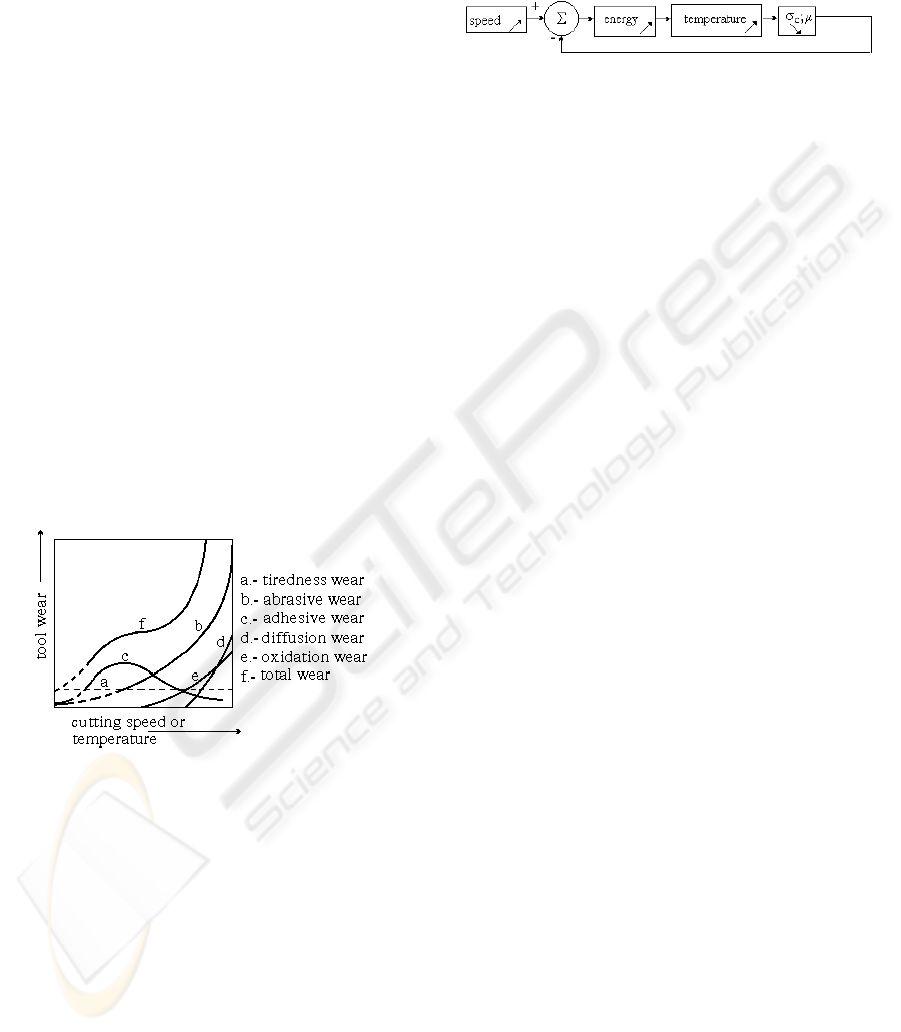
The mechanical work consumed in the cutting
process, entirely transformed in heat, L
1
, L
2
and L
3
components, generates the heating sources Q
1
, Q
2
and Q
3
, fig. 2, ordered by their intensity, as follows:
Q
1
>Q
2
>Q
3
.
In fact, depending on the cutting process,
different heat exchanges may develop between the
processed part, the splinter and the tool, depending
on the cutting process nature, so that the
temperatures in the splinter, the tool and the
processed part being not abided by the distribution
of sources intensities.
Figure 2: Mechanical work heat dispersing.
The factors influencing the heat generated by the
cutting process are:
- the physical and mechanical characteristics of
cut metal
- the cutting tool material
- the geometrical parameters of the tool
- the parameters of the cutting conditions
Since the blade temperature is the main wear-
influencing factor, the researches went towards
finding the empiric relations between blade
temperature and the main cutting tool elements, less
interest being paid to the aspect of heat quantities
evaluation.
The blade wear behaviour depends in a large
measure on its temperature. The experimental
researches performed so far show that there is some
proportionality between wear intensity and blade
tool temperature, the variation rules demonstrating
obvious parallelisms. That is why, in order to
accurately evaluate wear intensity (and wear
evolution) depending on cutting parameters, it is
necessary to know the cutting temperature, including
the tool blade temperature, depending on the cutting
parameters.
Based on the researches performed, a series of
dependence relations between the tribosystem
elements temperatures have been defined.
The mathematic model shown by the specialty
literature suits to an uniform stationary thermal
status, respective to the same temperature in the
entire splinter and tool blade and time constant, quite
far from reality even for a qualitative and
phenomenological analysis (Dumitras, 1983).
The hypothesis taken into consideration,
according to which heating in the cutting area is
uniform and stationary can be appreciated as a
particular case that cannot be real.
That is why a specific model is required for the
heating sources, able to lead to a correct
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
276
determination of real thermal status, non-stationary
and non-uniformly distributed, that, in time, leads to
a stationary and non-uniformly distributed thermal
status, depending on the influencing factors, the
most important of them being as follows:
- the cutting process parameters;
- the physical and mechanical properties of the
tool blade and splinter;
- the environmental heat exchange;
- the feed-back interdependence between
different influencing factors;
- the cutting process dynamic phenomena.
Cutting wear comes up because of interfering factors
effects and it is important to be known, especially
regarding the cutting tool.
Tool wear is progressive and it manifests under
many aspects (temperature increasing, processed
area deterioration, cutting forces increasing), finally
leading to their stop functioning.
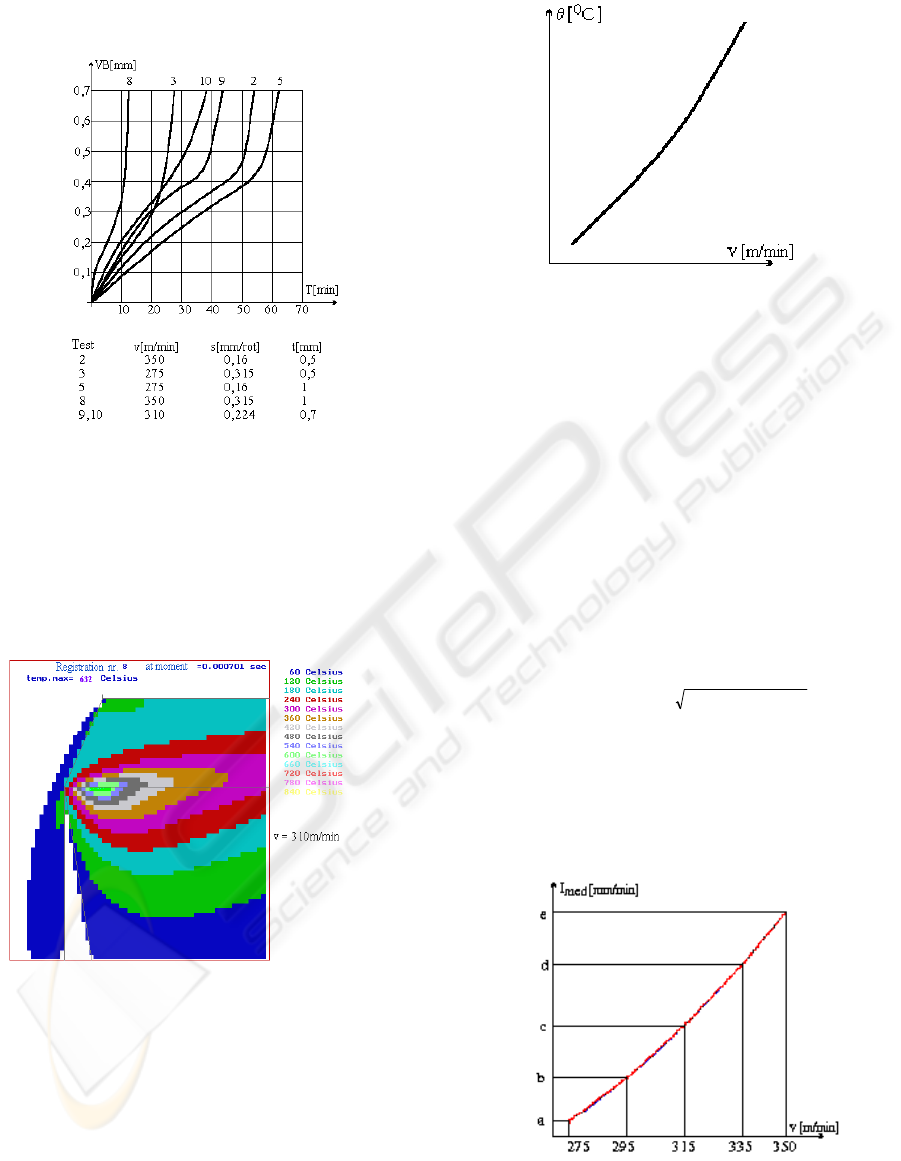
The researches highlighted more blade wear
types, as shown in figure 3 that represents these
wear influences and makes possible an appreciation
of their weight as part of total wear. The diagram
shows that the abrasive wear has the highest
influence; it is determined by the friction conditions
of areas in contact: tool - processed part-splinter.
Figure 3: The influences of partial wear on total wear.
The splinter temperature increases due to the energy
exclusively obtained from friction: the friction
between the splinter and the tool and the friction
between inter- and intracrystals that comes up during
splinter formation and separation. The higher the
temperature the more plastic is the splinter, some of
its areas pass to the liquid phase, the intensity of the
above mentioned frictions decreases, smaller
amounts of energy are freed, splinter temperature
decreases, the splinter is more solid, more intense
frictions develop tending to increase the
temperature, and so on. Therefore, a combination of
effects with opposite tendencies takes place leading
to a splinter temperature, which is not equal to the
melting temperature of the processed part, but an
equilibrium temperature beyond the melting one.
Speed increasing, especially for high cutting speed,
leads to a feedback chain, according to figure 4.
Figure 4: The feedback influence of temperature
increasing on the mechanical characteristics of the
processed material.
According to this chain, cutting speed increasing
leads to cutting area temperatures increasing, the
effect is a deformation resistance and mechanical
work decreasing, thus implying wear reducing and a
higher tool durability.
The analysis of cutting conditions influence on
the tool temperature and tool wear leads to the
conclusion that the variation of wear medium
intensity is very similar to the variation of the
temperature on the tool.
The main objective of the present paper is to
combine in a single model the dynamic, thermal and
tribologic phenomena, in order to evaluate in
advance the wear intensity and to find out the way to
influence it.
2 THE RESEARCH
METHODOLOGY AND THE
UTILIZED MANNERS
Among the considered objectives, there can be
mentioned:
- the research of dynamic phenomena;
- the research of thermal and wear phenomena.
It was necessary to develop a physical model of the
phenomenon in order to perform the researches; in
fact, the phenomenon is a conventional image of the
real status, representing the basics of mathematical
modelling. The model has mathematical equations,
functionally describing the physical model, and
through it, the real phenomenon. For mathematical
model solving, difficult to be analytically solved,
there have been used numerical methods to obtain
solutions for the differential equations (Tomulescu,
2000).
The stages covered for phenomenon modelling
are, as follows:
- cutting area forces modelling, based on
Merchant model for free orthogonal cutting, where
is taken into consideration the fact that the splinter is
MATHEMATICAL MODELLING OF THERMAL AREA IN CUTTING TOOL
277

balanced by two categories of external and internal
forces (Tomulescu, 2000);
- Heating Sources Modelling, figure 2;
It is thought that the heating source consists
both by the non-conservative mechanical work
wasted by plastic deformation in the cutting plane
area and by the non-conservative mechanical work
from the friction on the escaping and on the laying
tool area.
- Heat Dispersing Modelling. The heat disperses
into a non-homogeneous environment consisting of
splinter, blade and tool body, each having different
caloric coefficients, both as value and temperature
dependence.
Solving the problem of heat dispersing under
transitory conditions and in a heterogeneous
environment leads to temperature knowing for every
moment and in each point of the considered
environment.
The theoretical study program, including the
above-mentioned models, materialized in a very
complex physical and mathematical computer
model, enables the researching of the influence of
different factors, such as:
- the parameters of the cutting conditions (speed,
advance, depth);
- tool blade material;
- the cutting manner (continuous or interrupted).
As previously shown, the friction in the cutting area
takes place under very particular conditions, such as
high pressures, relative high-speed values, no
lubrication. The bibliographical research shows that
coulombian friction is an exaggerated approximation
of dry friction.
As long as a realistic mathematical model is
desired, the friction model for the cutting area
should have a friction coefficient depending on
speed for the couple splinter-blade.
By mathematical modelling, the differential
equation for heat conducting is:
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
∂
θ∂
+
∂
θ∂
+
∂
θ∂
⋅λ=
∂
∂θ
⋅⋅ρ
2
2
2
2
2
2
zyx
t
c
(2)
that for an anisotropic and non-homogeneous
material generally turns to:
()
⎟
⎠
⎞
⎜
⎝
⎛
∂
∂θ
⋅λ
∂
∂
+
+
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
∂
∂θ
⋅λ
∂
∂
+
⎟
⎠
⎞
⎜
⎝
⎛
∂
∂θ
⋅λ
∂
∂
=θ⋅⋅ρ
∂
∂
z
z
z
y
y
yx
x
x
c
t
(3)
where:
ρ
- material density (kg/m
3
);
c - material specific heating (J/kgK);
λ
x
,
λ
y
,
λ
z
- material thermal conductivity (W/mK).
The integration of the differential equation (3) is
analytically difficult to solve, and the specialty
literature does not offer exact solutions for each
practical case. To obtain an analytical result, the
following solution is used:
(
)
(
)( )
z,y,xFtTz,y,x,t
⋅
=
θ
(4)
replacing it in heat equation (3) leads to:
()()
()
()
()
()
⎥
⎥
⎦
⎤
⎢
⎢
⎣
⎡
∂
∂
⋅λ+
∂
∂
⋅λ⋅+
+
⎥
⎥
⎦
⎤
⎢
⎢
⎣
⎡
∂
∂
⋅λ⋅=⋅
∂
∂
⋅⋅ρ
2
2
2
2
2
2
z
z,y,xF
y
z,y,xF
tT
x
z,y,xF
tTz,y,xF
t
T
c
zy
x
(5)
Heat exchanges inside and on the areas of the
tribosystem the mathematic model, knowing the
border conditions, extremely difficult to be
analytically described, materializes elements and
that is why numerical integration is preferred, the
most suited being the finite differences method.
The friction coefficient used by the computing
program was experimentally determined by using
energetic methods.
The results obtained for the friction coefficient
clearly led to the conclusion that, in this case, the
friction is non-coulombian (Tomulescu, 2003). Its
dependence on speed is shown in figure 5.
Figure 5: The variation of friction coefficient on relative
speed.
The present paper also uses the results obtained by a
classical research regarding tool wear, results taken
out from a research project performed for
manufacturing assimilation of metallic carbide
cutting plates. These results were synthesized in
wearing diagrams, VB = f(T), as shown in figure 6,
for some specific processing cases. These wear
curves, continuous in time, enabled the study of
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
278
wear evolution correlated to the suggested
mathematical modelling.
Figure 6: VB wear of TNGG 22.04.12/P10 plates for steel
lathing 8550/97HB.
Taking into account the fact that the speed mostly
determines process thermal status, with implications
on cutting tool wear, it was considered necessary to
be analyzed for the heating process, especially on
the laying area, in order to diminish the implications
and wear reducing.
Figure 7: Thermal status in splinter-tool tribosystem.
Figure 8: The variation of temperature on cutting speed.
By solving the mathematical model using the
specialized developed program, thermal areas are
obtained, as shown in figure 7; when analyzing for
different cutting processes, with the required
parameters v, s and t, appreciations on wear and
durability of cutting tools can be stated. The
obtained data can be used to trace a curve for
temperature dependence on speed, as shown in
figure 8 and the mathematic relation is:
v,v,
max
⋅⋅+⋅−=θ
−3
107143821001
(6)
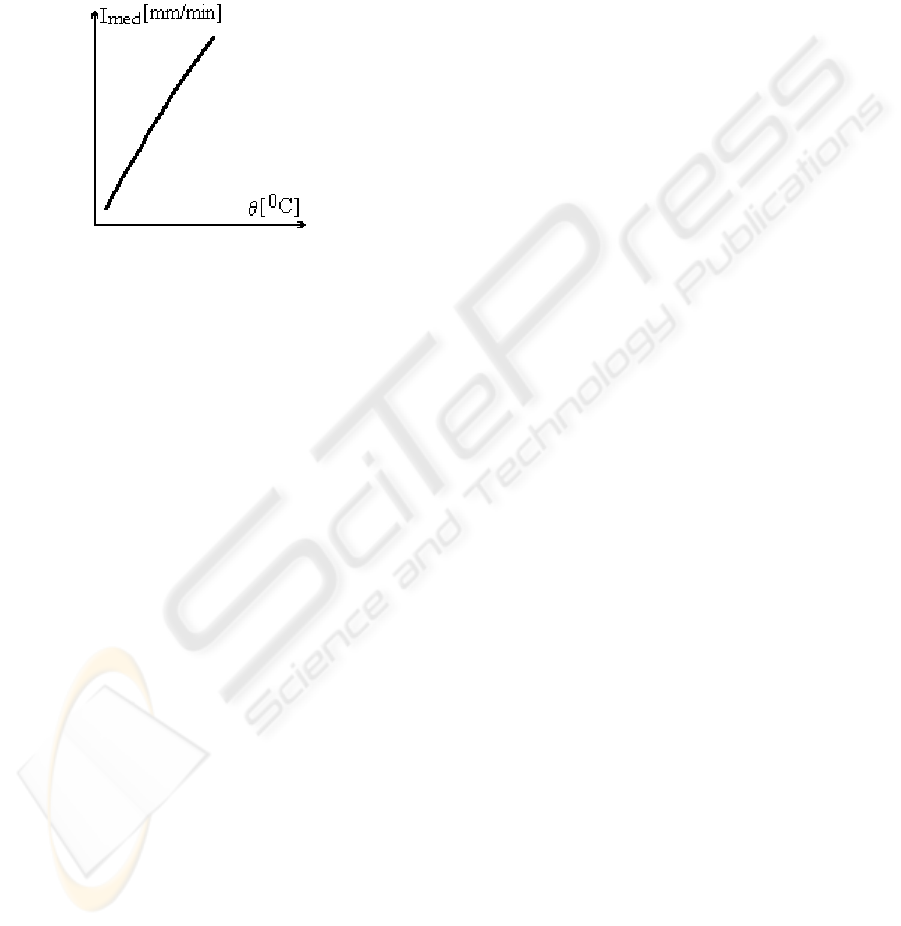
Notice the similitude between θ°[C] = f(v) curve and
I
med
=f(v) curve, figure 9; a direct relation
I
med
=f(θ°C) for case (P10) can be stated, as shown in
figure 10 and mathematic relation proposed is:
θ⋅⋅+
+−θ⋅⋅⋅+−=
−
−
5
5
1076639
614870531212102438706340
,
,,,,I
med
(7)
Diagram analysis concludes that there is a good
proportionality of wear medium intensity with the
maximum temperature of cutting process, an
experimentally stated fact, also presented by the
specialty literature.
Figure 9: The variation of medium intensity on maximum
temperature.
MATHEMATICAL MODELLING OF THERMAL AREA IN CUTTING TOOL
279
Experimental and theoretical researches
regarding tool blade temperature and wear medium
intensity settled up similitude between the
evolutions of the two phenomena, leading to the
conclusion that thermal phenomena evolution
modelling enables the evolution of wear medium
intensity, by applying a constant of proportionality,
experimentally known, which remains the same for a
couple splinter-blade.
Figure 10: The variation of medium intensity on maximum
temperature.
3 CONCLUSIONS
Based on the performed studies, a series of
conclusions have been stated, among which are, as
follows:
- the most important thermal sources, such as the
source created by plastic deformations in the cutting
plane and the source created by the friction between
the splinter and the tool blade escaping area, have
intensities and distributions depending on the values
of the cutting conditions parameters and on the
splinter-blade couple; they heat the cutting area to
temperatures non-homogeneous distributed, and the
temperatures influences those materials constants
related to heating sources intensity;
- thermal status in the cutting area is
characterized by a maximum in the splinter pressure
center on the escaping area, as long as, in the wear
area (the laying area) the temperature is much lower;
- it has been stated a dependence relation
between a parameter characteristic tool blade wear,
such as wear medium intensity, and cutting area
temperature; the relation is, with pretty small
deviations, a directly proportional dependence one;
thus, by measuring the tribosystem temperature, the
wear medium intensity can be evaluated, at least for
the cutting process.
REFERENCES
Dumitras, C., Militaru, L., 1983. Aschierea metalelor si
fiabilitatea sculelor aschietoare.
Ed. Tehnica,
Bucuresti.
L. Tomulescu, C. Falticeanu, Gh. Oproescu, 1999.
“Dynamic and thermal aspects of tribologic processes
between tool blade and splinter during splitting”
-
Balkantrib’99, The 3
rd
International Conference of
Tribology, Sinaia,, ISSN 1221 - 9371, pg.233- 240.
Tomulescu, L., Ghelase, D., 2003. Experimental results
obtained by friction process researching in processed
part – tool tribosystem in cutting area. International
Science and Engineering Conference Machine -
Building and Technosphere of the XXI Century
-
Sevastopol, Ukraine, ISBN 966-7907-12-0, pg. 267 –
271
Tomulescu, L., 2000. Tribologia taisului de scula
aschietoare.
CEPROHART, Braila.
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
280
