
COGNITIVE TECHNICAL SYSTEMS IN A PRODUCTION
ENVIRONMENT
Outline of a Possible Approach
Eckart Hauck, Arno Gramatke and Klaus Henning
Centre for Learning and Knowledge Management and Department of Computer Science in Mechanical Engineering
RWTH Aachen University, Dennewartstr. 27, Aachen, Germany
Keywords: Cognitive technical system, cognitive architectures, production, knowledge representation.
Abstract: High-Wage countries face the dilemmas of value- vs. planning orientation and the dilemma of economies of
scale vs. economies of scope summed up in the term polylemma. To reduce the dilemma of planning vs.
value orientation cognitive technical systems seem to be a promising approach. In this paper the
requirements of such a cognitive system in a production environment is presented. Furthermore a first
concept of a software architecture is given. To implement a knowledge base for a cognitive technical system
certain formalism were scrutinized for their suitability in this approach and a possible use case for such a
cognitive technical system is presented.
1 INTRODUCTION
Today’s production industry in high-wage countries
is confronted with two dichotomies value orientation
vs. planning orientation as well as economies
of scale vs. economies of scope. In the last years,
production in low-wage countries became popular
with many companies by reason of low production
costs. To slow down the development of shifting
production to low-wage countries, new concepts for
the production in high-wage countries have to be
created.
The question of developing these concepts is
connected to the polylemma of production, shown in
Figure 1, which summarizes the two dilemmas
mentioned above. Production systems of the future
have to accomplish the apparent incompatibility of
the two dichotomies. To improve the
competitiveness compared to production in low-cost
countries, it is not sufficient for production in high-
wage countries to achieve a better position within
one of the dichotomies, it will have to resolve the
polylemma of production (Schuh, 2007). The
research questions of the Cluster of Excellence
“Integrative Production Technology for High-Wage
Countries” aims at the resolution of this polylemma.
A reduction of the polylemma would widen the
operational range of production systems over the
batch size resulting in a smoothed unit cost curve as
shown in Figure 2.
2020
2006
dilemma
reduced
dilemmas
timeline
Vision of Integrative Production Technology
scale
scope
planning-
orientation
value-
orientation
resolution of the
polylemma of
production
20202020
20062006
dilemmadilemma
reduced
dilemmas
reduced
dilemmas
timeline
Vision of Integrative Production Technology
scale
scope
scale
scope
planning-
orientation
value-
orientation
planning-
orientation
value-
orientation
resolution of the
polylemma of
production
resolution of the
polylemma of
production
Figure 1: Polylemma of production.
batch size
„inventory
costs“
„setup
costs“
unit
costs
Figure 2: Unit costs above batch size.
108
Hauck E., Gramatke A. and Henning K. (2008).
COGNITIVE TECHNICAL SYSTEMS IN A PRODUCTION ENVIRONMENT - Outline of a Possible Approach.
In Proceedings of the Fifth International Conference on Informatics in Control, Automation and Robotics - ICSO, pages 108-113
DOI: 10.5220/0001481401080113
Copyright
c
SciTePress

Our approach to reduce the dilemma of value
orientation vs. planning orientation leads towards an
intelligent manufacturing environment realised by
the use of artificial cognition. A cognitive
architecture is one of the central parts for an
intelligent production system to become reality.
Using cognitive mechanisms like learning,
planning and problem solving in connection with
interaction with a real environment is not a new
consideration anymore. Over the years, cognitive
science has become an important part of research in
psychology as well as in robotics. It is our ambition
to study the different theories of cognitive
architectures and finally to conceptualize a control
unit suitable for a production system. Before we will
present a possible concept of a cognitive control
unit, we will give a brief overview of the state of the
art of cogntion in technical systems and then focus
on the requirements and an architecture of a
cognitive system for the production industry.
2 COGNITVE TECHNICAL
SYSTEMS
Cognition is defined as the acquisition, storage,
transformation and usage of knowledge
(Matlin, 2005). A cognitive system could imply
following mental processes:
• Perception and action
• Learning
• Problem solving
• Reasoning
• Decision making
To create technical systems using some of the
mentioned abilities, cognition started to play a major
role in more and more fields of technical
environments in the last years. Many variations of
(partial) autonomous systems have been developed
(Putzer, 2004), e.g. service robots or robots for
sports competitions which mostly strive to copy
human behaviour. Also in numerous areas of our
daily life intelligent technical systems become more
and more common, applications like driving
assistance systems (Heide, 2006) or assistance
robots in the kitchen (Burghart, 2005) try to improve
the daily routines of our society in the future.
In today’s production industry cognition is
beginning to enter the fields of sophisticated
production systems, which so far are mostly
automated systems. A disadvantage of these systems
is the lack of flexibility. Changing the characteristic
of a product leads to a great effort to reprogram
whole process steps or even requires a partial change
of the used modules. For a large process chain these
changes can be the most cost intensive part and
could cause a loss of efficiency. In conjunction to
our research to conceptualize a cognitive unit for a
production environment, an associated research
group of the Cluster of Excellence is focussing on
technology enablers for embedded cognition. These
enablers should also be capable of self-optimisation.
2.1 Requirements of a Cognitive
Technical System
A technical system including cognitive abilities
could possibly circumvent the aforementioned
problematic situation in current automation. To be
suitable for a production environment such a system
has to meet at least the following requirements. First
multimodal Interaction with the environment and
with human controllers should be possible. Also
Information processing (mental processes) in
addition with the availability of planning and
coordination modules is required. To ensure a
flawless interaction with human controllers
transparent machine behaviour is essential.
A cognitive technical system must be able to
perceive and to influence its environment, which is
realised through a perceptional and an actoric
component. Figure 3 shows the different
communication levels acting upon a cognitive
control unit. Aside from the communication with a
human operator it has to interact with other
production systems from shop-floor level to whole
production networks. To ensure a flawless
information and knowledge flow a well-balanced
multimodal interaction between operator and
machine is indispensable. This is also especially
relevant for providing embedded training
(Nolden, 1999) of human operators on these systems
which leads to technological and methodological
competence of a joint cognitive system of human
and machine.
coordination, planning and control
production
network
production
unit
production
equipment
multimodal
procedural semantic episodic
long-term memory
short-term
memory
perception
action
decision
context
Cognitive Control Unit
augmented
cognition and
training
Figure 3: Multimodal interaction of a cognitive technical
system.
COGNITIVE TECHNICAL SYSTEMS IN A PRODUCTION ENVIRONMENT - Outline of a Possible Approach
109
In addition to that the gained information has to be
processed – comprehending knowledge storage,
learning and problem solving. This requires an
explicit knowledge representation within the system
and the possibility to reason about the given
problems. The knowledge has to be stored in an
inferable way that deterministic algorithms can be
used to find possible ways through the problem
space to the desired goal.
For more complex processes the system has to
arrange the different tasks in a useful combination to
accomplish the job. This requires a sophisticated
planning module, which is one of our research
focuses. A coordination module is responsible for
the implementation of the scheduled tasks with the
action module.
Transparency of machine behaviour to a human
user will be one of the crucial aspects of the
cognitive technical system. The system itself and
human operators should be able to comprehend the
decisions the technical system takes and the
subsequent actions it executes. That is necessary to
prevent handling errors by the human operator and
increases the chance to discover and correct
malfunctions. Also the mental models of the
operator and the technical cognitive systems have to
be compatible. This leads to an increasing
acceptance of the system by the human operator
(Hartmann, 1995).
2.2 Cognitive Architectures
A possible approach to fulfil the discussed
requirements is the use of a cognitive architecture. In
1987 Newell defined the Unified Theory of
Cognition (UTC) (Newell, 1990). An approach
conforming to the UTC has to be composed of a set
of mechanisms which accounts for all forms
(processes) of cognition. In robotics and cognitive
science research aimed for developing architectures
sufficient to the UTC. Two popular representatives
are ACT-R (Adaptive Control of Thought—
Rational; Anderson, 2004) and Soar (originally
SOAR - State, Operator And Result; Laird, 2006).
Soar and ACT-R are both rule-based and goal-
oriented architectures, which can be used for
creating artificial intelligence.
The structure of Soar is characterized by
different models of the memory (Figure 4).
Production Rules entered by a user are included in
the long-term memory. With the help of the
perception module, the actual state of the
environment is modelled in the working memory.
Depending on this state and the preference memory
Soar elaborates and fires within a decision cycle
dertermined production rules and modifies entries in
the short-term memory.
long -term memory
(production rules)
short -term memory
working memory
perception
+
action
user
preference
memory
(+, -, >, <)
environment
long -term memory
(production rules)
short -term memory
working memory
perception
+
action
user
-
environmentenvironment
long -term memory
(production rules)
short -term memory
working memory
perception
+
action
user
preference
memory
(+, -, >, <)
environment
long -term memory
(production rules)
short -term memory
working memory
perception
+
action
user
-
environmentenvironment
long -term memory
(production rules)
short -term memory
working memory
perception
+
action
user
preference
memory
(+, -, >, <)
environment
long -term memory
(production rules)
short -term memory
working memory
perception
+
action
user
-
environmentenvironment
Figure 4: Structure of the memory in Soar.
The basic architecture of ACT-R consists of a set of
modules for processing different forms of
information (Anderson, 2004). In comparison to
Soar, ACT-R differs between declarative and
procedural knowledge. The basic idea of modelling
cognitive abilities like learning and problem solving
by using production rules is similar to the Soar
architecture. However, the functional aspects of the
different modules are deduced from psychological
theories. Since ACT-R is a theory focussing on
modelling human cognition, it also simulates
inefficient human behaviour which is not consistent
with industrial applications. Thus, there is only a
minor presence of the theory in the field of robotics
or automation so far.
Unlike more specialized approaches in cognitive
science and robotics, Soar and ACT-R provide a
generic concept for developing artificial intelligence.
We studied the two architectures in the face of their
pros and cons for their use in production
environments by examining criterias like
persistence, expandability and autonomy.
Soar is a suitable approach for modelling
cognitive systems for production environments. It
provides a wide field of the required capabilities like
learning, planning and problem solving within a
complex production rule system. However, our
research so far has shown that not all components of
Soar are adequate for a production environment.
Due to complexity of the application area, the real
time capability of Soar-architectures decreases with
the higher amount of knowledge stored in the
procedural memory, provoked by an increase in
possible matches for the reasoning algorithm
(Doorenbos, 1995). This is a common problem of
deliberative rule-based architectures. Architectures
which are used for mobile robots claiming improved
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
110

real time capability often don’t include an explicit
representation of a knowledge base. The main
problem of these systems is that it cannot be
ascertained that the implicit knowledge is sufficient
for a given problem.
A hybrid approach to this problem seems to be
the most feasible. A possible software architecture
for such an approach is presented in the next section.
The above mentioned requirements for a cognitive
system like problem solving and planning is satisfied
by Soar. In addition to that the interaction between a
cognitive unit with other systems or human workers
has to be researched.
2.3 The Cognitive Control Unit (CCU)
The challenge of developing a system sufficient to
the aforementioned requirements lies in combining
dynamical system adaption to mutable goals with a
real-time capability regarding operations in the
production environment. Concerning our chosen
handling operation, which will be presented in the
following, we developed a first concept of a
cognitive control unit (CCU) usable in the field of
production technology.
The CCU (see Figure 5) underlies a concept
from a planning level down to the operating level
represented through components for perception and
action. This concept is derived from the multi-level
approach for cognitive technical systems proposed
by Paetzold (Paetzold, 2006) The modules for
planning and coordination take over the aspired
cognitive abilities. Due to the symbolic
representation from objects in Soar the perception
module has to connect the perceived information to
a symbol in the knowledge base to allow proper
reasoning in the planning module. The coordination
module is responsible for the correct execution of
the planned tasks on the hardware level. The actual
execution of the tasks is then done via the action
module. This allows a separation of the deliberative
and reactive parts of the system and ensures a real
time capability. Sensor information which needs an
immediate response won’t reach the deliberative
level of the system and will be executed without
reasoning. This is important for the safety of human
operators, who work in a human machine
cooperation.
To control external modules, the CCU has a
generic interface which enables a direct
communication on machine level. Additionally
knowledge engineering processed by multimodal
human machine interaction should be possible.
Planning
Knowledge
Base
Coordination
controlling, regulation
Perception
Action
Knowledge-
Engineering
/
User-
Interaction
Interface
External Modules
(actuators, data
processing,…)
HMI
Planning
Knowledge
Base
Coordination
controlling, regulation
Perception
Action
Knowledge-
Engineering
/
User-
Interaction
Interface
External Modules
(actuators, data
processing,…)
HMI
Figure 5: Possible concept of a CCU.
The cognitive mechanisms on the planning and
organisational level combined with additional
modules like a Human-Machine Interface and an
external knowledge base will complete our approach
to a multi-level architecture used in today’s robotics.
Due to the important role of internal and external
knowledge bases of the aspired system different
formalisms of knowledge representation have to be
evaluated.
3 KNOWLEDGE BASE
Besides an internal representation of knowledge
within the cognitive architecture, e.g. production
rules in Soar, it is a subgoal to develop an external
knowledge base, which should contain an explicit
declaration of knowledge. Generally a representation
of knowledge has to accomplish at least the ability to
recover the stored knowledge. Furthermore the
formalism of knowledge should enable the system to
process the stored data (Haun, 2000). Several
formalisms of knowledge representations for
different purposes are available. Within our project
we try to determine which formalism(s) are suitable
for the knowledge base of the CCU and could
improve the associated cognitive abilities. It has to
be researched which additional data has to be stored
in the external knowledge base. A knowledge base
for our purpose could contain next to a
representation of the real environment data for
internal computations as well as episodic knowledge
which memorizes all past events.
Formalisms of knowledge representations ranging
from declarative to procedural forms are:
• Semantic Nets
• First Order Logic
• Frames
• Production Rules
• Object-Oriented-Representations
COGNITIVE TECHNICAL SYSTEMS IN A PRODUCTION ENVIRONMENT - Outline of a Possible Approach
111

An explicit representation model of the environment
of the production unit could be summarized by the
term ontology – which we will refer to as an explicit
specification of a conceptualization (Gruber, 1993).
In the last years, the use of ontologies became
popular and got more important in computer science
and artificial intelligence. The possibility of
reasoning makes an ontology to an adequate
modeling structure of representing knowledge. Not
all of the aforementioned formalisms are suitable for
an ontological representation of the relevant
environment. Also it has to be evaluated which
amount and level of detail of knowledge is essential
for a proper description. To generate new knowledge
and possibly new production rules, the formalisms
have to provide the ability of inference.
To realise reasoning it is essential that the
knowledge has a semantic structure. Consistency
and completeness are also requirements for the
process of reasoning. An Ontology defined in OWL
(Web Ontology Language) (Smith, 2004) could
fulfil our demands of a knowledge base. Because of
OWL-DL features computational completeness and
decidability, such an ontology would be suitable for
a model of the real environment as well as other
inferable semantic connected data.
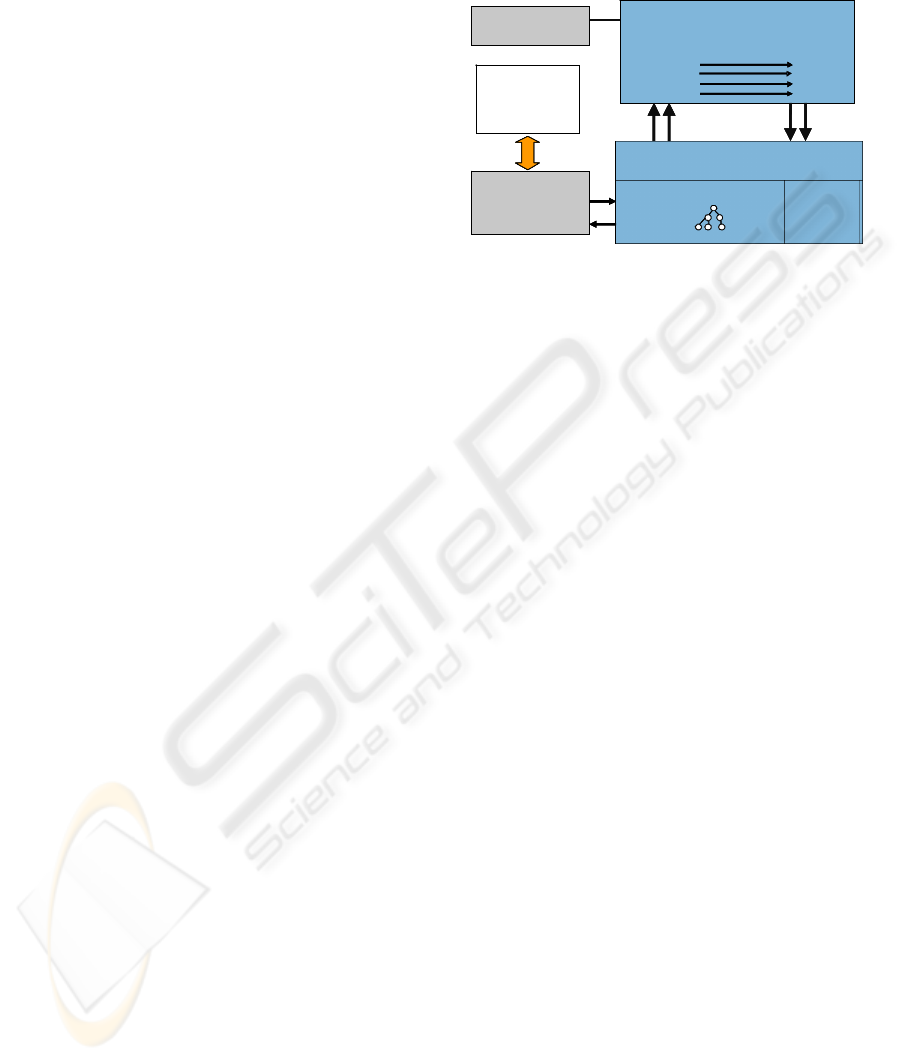
The translation of the knowledge representation
form (Figure 6) between the knowledge base and the
cognitive unit has also to be realised. The CCU
should be capable to generate production rules out of
the external knowledge and to extend the external
knowledge base with collected and elaborated data
within the working memory. For this operation a
compiler for both directions is required. This
compiler should be able to translate complex and big
sized ontologies but also be generic enough to be
adaptable to other representation formalisms.
short-tem memory
long-tem memory
(production rules)
external
knowledge base
(ontology)
Compiler A
Compiler B short-tem memory
long-tem memory
(production rules)
external
knowledge base
(ontology)
Compiler A
Compiler B
Figure 6: Knowledge Translator.
4 HANDLING OPERATION
(USE CASE)
As mentioned before we want to realise a handling
operation with a cognitive technical system. The
focus of this use case is the realisation of an
intelligent grasp behaviour by cognitive means.
What actually needs to be described is driven by the
process itself which means that here one has to care
about center of gravity, material and surface
attributes but not for the inner structural
composition. Figure 7 shows the layout of the test-
setup. The aim is the assembly of a pile out of
different coloured bricks. This involves the
identification and position of a needed part, the
picking operation and the transfer from the belt
conveyor to the assembly area. In the assembly area
the cognitive control unit has to choose the right
grasp strategy depending on the current state of the
to be assembled parts. To do this the cognitive unit
needs multi sensorical input. For the identification of
colour and position an image recognition is required.
The transfer operation will be realised by integrating
already known collision-free transfer moves whereas
the fine movements for the gripper have to be
planned cognitively by the system itself.
assembly area
T2
T4
v
1
v
1
photo sensor
v
3
switch
robot 1
robot 2
camera
grasper
belt conveyor T1
SPS, MC
v = 0
T3
leaving
parts
buffer
colour
sensor
CCU
incoming
parts
assembly area
T2
T4
v
1
v
1
photo sensor
v
3
switch
robot 1
robot 2
camera
grasper
belt conveyor T1
SPS, MC
v = 0
T3
leaving
parts
buffer
colour
sensor
CCU
incoming
parts
Figure 7: Layout of use case.
5 CONCLUSIONS
In the scope of this research project we hope to
achieve a complete assembly operation by cognitive
means and therefore reducing the dilemma of
planning and value orientation by means of self
organisational systems. In the Cluster of Excellence
this is one of the researched approaches. In this
paper requirements for a cognitive technical system
applicable in production environments and a first
concept of a software architecture have been
presented. Furthermore possible knowledge
representation forms which could be suitable for a
deployment in production environments were
shown. The future work will focus on the
implementation of the needed domain knowledge for
a handling operation and the interaction of human
controllers with the system. Furthermore we will
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
112

develop a knowledge translator which satisfies the
requirements given in Chapter 3.
ACKNOWLEDGEMENTS
The authors would like to thank the German
Research Foundation DFG for the support of the
depicted research within the Cluster of Excellence
“Integrative Production Technology for High-Wage
Countries”.
REFERENCES
Anderson, J. R. et al. 2004. An integrated theory of the
mind. Psychological Review 111.
Burghart, C., et al. 2005. A Cognitive Architecture for a
Humanoid Robot: A First Approach. Proceedings of
2005 5th IEEE-RAS International Conference on
Humanoid Robots, Tsukuba. IEEE Service Center.
Doorenbos, R., 1995. Production Matching for Large
Learning Systems. Carnegie Mellon University, pp. 2-6.
Gruber, T., 1993. A Translation Approach to Portable
Ontology Specifications. Knowledge Acquisition, Vol.
5, No. 2. (June 1993), pp. 199-220.
Hartmann, E. 1995. Eine Methodik zur Gestaltung kognitiv
kompatibler Mensch-Maschine-Schnittstellen, ange-
wandt am Beispiel der Steuerung einer CNC-
Drehmaschine, Verlag der Augustinus Buchhandlung,
Aachen.
Haun, M., 2000. Wissensbasierte Systeme. Expert Verlag.
Heide, A., Henning, K., 2006. The cognitive car - A
roadmap for research issues in the automotive sector.
Proceedings of the 9th IFAC Symposium on
Automated Systems Based on Human Skill And
Knowledge. IFAC.
Laird, J., 2006. A Gentle Introduction to SOAR, an
architecture for human cognition, Michigan.
Matlin, M. W., 2005. Cognition., Wiley, New York.
Newell, A., 1990. Unified Theories of Cognition., Harvard
University press, Cambridge.
Nolden, A., 1999. Handeln in Virtualität und Realität –
ein integriertes Lernsystem für das Laserschweissen.
VDI Verlag, Düsseldorf. pp. 22-27
Paetzold, K., 2006. On the importance of a functional
description for the development of cognitive technical
systems, International Design Conference – Design
2006, Dubrovnik
Putzer, H. J., 2004. Ein uniformer Architekturansatz für
Kognitive Systeme und seine Umsetzung in ein
operatives Framework, Verlag Dr. Köster, Berlin,
pp. 4-10.
Schuh, G., 2007. Roadmapping for Competitiveness of
High Wage Countries, 18th ISPIM Conference, Warsaw
Smith, M., et al. 2004. OWL Web Ontology Language
Guide, http://www.w3.org/TR/2004/REC-owl-guide-
20040210/
COGNITIVE TECHNICAL SYSTEMS IN A PRODUCTION ENVIRONMENT - Outline of a Possible Approach
113
