
AN APPROACH FOR A KNOWLEDGE-BASED
NC PROGRAMMING SYSTEM
Ulrich Berger, Ralf Kretzschmann and Jan Noack
Brandenburg University of Technology, Siemens-Halske-Ring 14, Cottbus, Germany
Keywords: NC-programming, Graph theory, Process planning, Planning and Scheduling, Knowledge management.
Abstract: Nowadays, significant deficiencies exist in the information flow and access along the NC (Numerical
Control) process chain. These deficiencies are solved insufficiently by introducing CAD/CAM systems and
feature-oriented specification languages. In contrast the application of new production and new machining
systems requires an intensive information exchange. The introduced approach enables the preparation for
feature-based work plans with methods known from the graph theory as a knowledge-based NC
programming system. Therefore the work plan will be mapped into a directed graph in a mathematically
defined way. Based on that, it is possible to use algorithms to find the shortest path and a Hamiltonian path
inside this directed graph under given requirements. Thus, the work plan will be structured and re-ordered.
Finally the corresponding NC paths will be generated and distributed to the machinery. Thence in this in-
process paper the requirements, the investigation and the selection of suitable knowledge structuring
concepts, mathematically basics and the work flow in such a system will be pointed out. Finally a
preliminary prototype will be introduced.
1 INTRODUCTION
The current situation for mould and die makers is
characterized by increasing requirements from the
customer side on quality and individualization of
products (e.g. tools) and also uprising pressure on
product prices at the same time. Furthermore, new
manufacturing technologies like the hybrid
combination of milling with dry iced blasting and
laser ablation for high precision finishing are already
introduced and established. Thus, the NC process
chain is getting more complex. Additionally more
information has to be handled and exchanged
between the different phases of the process change.
However, the effective programming of NC
programs is still a bottle-neck within this process
chain. The reason is the mangled information
exchange caused by prevalent organizational and
technical obstacles like the use of the DIN 66025 /
ISO 6983 as NC programming interface (DIN
66025, 1983). A solution to optimize NC
programming will be enabled by introducing feature
technology. With the help of knowledge-based
machining feature as the elemental part of a NC
program the selection and re-ordering of these
elements can be executed in a mathematical defined
way. With the help of mathematical defined
mappings, it is possible to transfer a work plan of a
NC program in a directed graph (Hamelmann, 1995)
for further processing. As a consequence, the well-
known algorithm from the graph theory and
combinatorics can be used to process and optimize
the graphs under given requirements as objective
functions e.g. time reduction, in a traceable way. As
a consequence present requirements from the
industry (e.g. more transparency and reducing the
processing time) can be achieved.
The following article presents an approach for
structuring and re-ordering NC programs in a
knowledge-based NC programming system based on
feature technology and the application of algorithms
known from the graph theory.
2 STATE OF THE ART AND
RELATED WORK
2.1 NC-Process Chain
The NC process chain consists of three fundamental
steps. First of all, the part (workpiece) including
manufacturing requirements has to be designed with
120
Berger U., Kretzschmann R. and Noack J. (2008).
AN APPROACH FOR A KNOWLEDGE-BASED NC PROGRAMMING SYSTEM.
In Proceedings of the Fifth International Conference on Informatics in Control, Automation and Robotics - ICSO, pages 120-126
DOI: 10.5220/0001483901200126
Copyright
c
SciTePress
powerful CAD (Computer Aided Design) software
systems.
Afterwards, the following planning phase
consists of further detailed sub process-steps. The
main step is the preparation of the work plan which
will be used for the NC programming in order to
compile the instructions for the NC machining.
Thus, a work plan summarizes all information about
the machining task including the raw part geometry,
the workshop equipment and the sequence of the
machining operations. The complexity of the
workpiece and the generated work plan determines
the used NC programming method. The common
used methods are shop-floor-oriented programming
procedure (SOP) and powerful CAP (Computer
Aided Planning) and/or CAM (Computer Aided
Manufacturing) software applications in order to
generate the DIN 66025 / ISO 6983 based NC code
instruction (DIN 66025, 1983).
Finally, the part will be machined by NC
machines executing these generated instructions in
the shop-floor as the last step in the process chain
(Eversheim, 1996). The NC programs have to be
distributed to the dedicated machinery at the right
time according to the production, planning, and
scheduling results by a DNC (Distributed Numerical
Control) system. These shop-floor scheduling tasks
are supported by MES (Manufacturing Execution
System) based on models like MRP II
(Manufacturing Resources Planning). Determining
factors for the shop-floor scheduling are the
machinery, the tools, the operators and constraints
regarding to the capacity and time scheduling
(Eversheim, 1996).
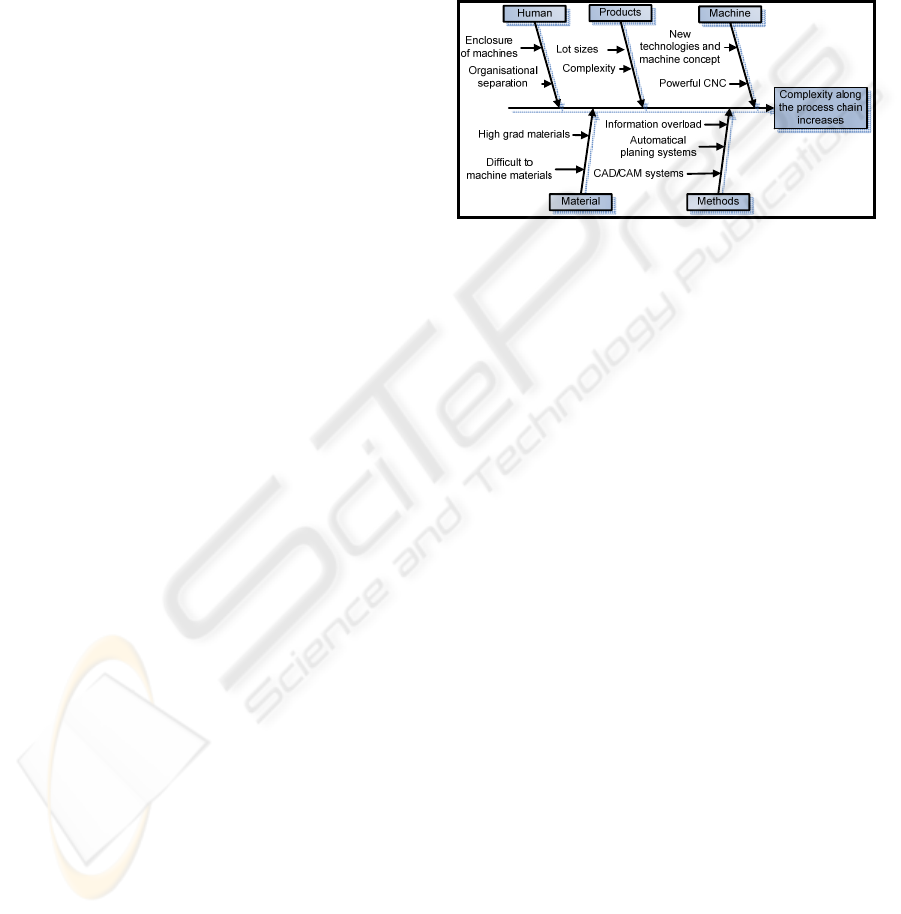
2.3 Problems and Challenges
As already mentioned the NC machining process is
characterized by permanent enhancements. There
are five factors, which influence these enhancement
and complexity of the process chain as seen in
Figure 1. The first and the second factors are dealing
with the manufacturing of complex products with
variable lot sizes, the machining of new resources
e.g. expensive materials which are difficult to
machine like nickel for turbine blades. The
consequence is that complex programs have to be
generated. So, more potential programming errors
has to be avoided in the CAM system. But these
systems do not consider all information concerning
the machinery. The result is that the programs are
not 100% verified (Warnecke, Valous, 1993). The
third part deals with the operator on the machine and
the programmer in the process planning phase. The
fourth factor is the use of multi-axis-machining and
hybrid technologies like machining with dry ice
blasting and laser ablation. Therefore the NC
process chain comprehends knowledge intensive
processes. A new knowledge exchange is enabled
within these phases with the help of new methods
(fifth factor) like the use of integrated design and
process planning by joining CAD and CAM systems
and introducing the feature technology paradigm.
Figure 1: Complexity along the NC process chain.
Several solution approaches are presented in last
years in order to reduce the disadvantages of the
DIN 66025. The most promising project STEP-NC
as a high level and feature oriented programming
language demonstrated very good laboratory result
(Weck et al., 2001). The main idea was to provide
the CNC controller more structural information
about the machining process as the DIN 66025 does.
Thus, several research projects using STEP-NC were
very promising (Pritschow, Heusinger, 2005).
Apparently STEP-NC has been aborted because of
the complexities in its practical implementation.
Further approaches retaining the DIN 66025 were
introduced by Gerken (Gerken, 2000) and by
Hamelmann (Hamelmann 1996). The concepts of
Gerken used Case-based-Reasoning (CBR) for
finding a suitable machining operation for a given
unknown machining task by comparing already
machined tasks with the selected operation. In
contrast to that Hamelmann used rules-based
structures to store the process planning and
operating knowledge in order to reuse it.
Nevertheless, the information and knowledge
exchange from and to the shop floor is still
handicapped by using the DIN 66025 exclusively for
generating NC programs for a fixed setup. Thus, the
short-term shop-floor scheduling is prevented. As a
consequence, it is hard to modify these NC
programs, if the allocation will change because of
unpredictable states in the machinery. An
information feedback of these modified NC
programs fails because of missing or insufficient
AN APPROACH FOR A KNOWLEDGE-BASED NC PROGRAMMING SYSTEM
121

information feedback possibilities back to the design
and process planning. As the result, the knowledge
is kept on the one hand in the design and process
planning phase and on the other hand in the shop-
floor. Due to the missing link to the CAM
information, recurrent problems occur (like broken
die and collision), while setting up a machine in the
shop-floor with a new program (Warnecke, Valous,
1993). New solutions are needed.
3 REQUIREMENTS FOR A
KNOWLEDGE-BASED
NC PROGRAMMING SYSTEM
Generally, an approach for such a system has to
structure and re-order the programs in a traceable
and customized way. Regarding to the actual
machinery and production state it must be possible
to change parts of the NC program (operation
scheduling) and the assignments of the machine in
the machinery. The fundamental basis will be the
use of process knowledge provided by the
employees involved in the NC process chain and
process monitoring. As a result, the feature
technology along the whole NC process chain will
be utilized. These features have to be used to
describe the physical design of the workpiece (CAD
model) and the assigned best-practice machining
operations to machine the workpiece (Hamelmann,
1995). Finally, the concrete order of the machining
features will be translated into the DIN 66025
instructions. A feedback from the shop-floor must be
established to guarantee and validate an optimal
assignment of machining operation to design
features. An essential aspect is to enable the
feedback of the operators back to the process
planning about unsuccessful machining operations.
Summarizing, the following requirements have to be
maintained (Berger et al, 2007):
Feature-based description of the process
planning to benchmark machine operations,
Knowledge-based algorithms for structuring
and re-ordering the work plan,
Establishing different user profiles with access
authorization to planning documents,
DIN 66025 as NC programming language,
“Add-on” to the prevailing IT architecture,
Modular architecture for roll out of STEP-NC
4 DEVELOPMENT OF A
KNOWLEDGE-BASED
NC-PROGRAMMING SYSTEM
The development can be divided in four main steps.
At first suitable mathematical descriptions for
defining a work plan have to be investigated.
Secondly, the process planning has to be defined.
Thirdly, the workflow of the system has to be
described. Thirdly, the NC programming system has
to be established as an “Add-on” with access to
several databases according to user profiles and the
prevailing IT architecture.
4.1 Investigating the Mathematical
Description for a Work Plan
Feature-based concepts have been established
already in order to define a work plan (Gerken,
2000) (Weck et al., 2001) (VDI 2218, 2003). The
process of machining a job can be subdivided
hierarchically in several process plan elements
(Gerken, 2000). So, the machining task (as
machining feature) of drilling a step drilling can be
divided in machining operations and machining
steps. Berger and Cai defined a machining step
(MStep) as a product of selected tools (Tool),
technology (Tech), paths and machining features
(MFeat) in order to describe the elements in a
mathematical way (Berger et al., 2005). Thus, a
machining step has to be expanded with the element
machine (Mach). Finally, a set of machining steps
can be defined as a set of 5-tuple (1).
MStepSU
MFeatMachPathTechToolMStep
∈
××
×
×
=
}{
(1)
Each specific 5-tuple set-up (SU) describes the
parameter of a machining process. Consequently,
each machining operation is an assembly of
machining steps. Furthermore, each work plan
consists of a sequence of concrete set-up from
MStep to machine the machining task. Unlike the
STEP-NC data model machining operation, the
MSTEP is defined in a more abstracted way.
4.2 Investigation and Selection of the
Mathematical Model for Processing
a Work Plan Processing
For processing the information of a work plan a
suitable concept which supports the operations of re-
ordering and structuring has to be found. Therefore
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
122

requirements have to be determined and suitable
available concepts have to be benchmarked with
these requirements. As already mentioned the
knowledge-based NC programming system uses
benchmarked features like MStep for structuring the
work plan. Alternative work plan are usable to
machine the same tasks. Therefore the requirements
for a concept are handling time dependency,
outlining different alternatives in a work plan and
benchmarking operations (e.g. association of
MStep). Furthermore, the application of traceable
and well known algorithms for selecting / structuring
and re-ordering alternative operation is required.
Suitable and investigated knowledge representation
and knowledge processing concepts known from the
Artificial Intelligence (AI) are neural networks,
formal rules-based languages and finally methods
based on the graph theory (Görz, 2003). Neural
networks are a set of “neurons”, which are organized
in the input layer, processing layer and output layer.
Neural networks are trained with special training
algorithms. The disadvantage of this “black box”
concept is that the neural networks follow
processing in non traceable way (Görz, 2003).
Therefore, the neural networks do not conform the
requirements. Formal and rule-based languages are
used to formalize a given well structured domain
under discussion (Görz, 2003). Because of missing
algorithms for processing structures like work plans
this concept is not suited, too. The graph theory as
last concept fulfils the given requirements. It is
possible to model time dependency. Furthermore,
the different paths will be utilized to represent the
alternatives within the directed graph. By
introducing “costs” for passing paths the
benchmarking will be enabled. Finally the use of
algorithms introduced in the graph theory like
Floyd-Warshall (FW) algorithm and the TSP
(Travailing Salesman Problem) algorithm enable the
processing of the work plan. The methods from the
combinatorics are used to transfer the task of
generating an optimized work plan as operations
research problem. Thus, a complete work plan
consisting of a sequence of elements of MStep can
be transferred in a directed graph. A directed graph
DG is defined as an arrangement of a set of nodes
(edges) V and a set of edges or arcs E. These arcs
are connecting two nodes out of the set of nodes
(Jungnickel, 1990). Regarding the work plan, the set
of separate MStep can be transferred in the set of
nodes. The arcs between the nodes will represent the
ordering of these two MStep. An arc e = (a,b)
means, that the MStep a is ahead of MStep b.
Therefore time dependency of different elements
from MStep can be modeled. At this moment, an arc
has no quantifier and emblematizes a connection
between two MStep. By introducing a quantifier, the
arcs become an additional dimension “cost”. This
cost is an assembly of two efforts to pass this arc.
The first effort is the cost to apply the first
machining step a. The second effort represents the
cost to pass to the second step b. It is possible to
enhance the second cost by adding additional cost as
a sum of all costs, which occur by passing to all
other nodes in graph. Thus, a target system of
different criteria like machining time, machining
quality, and machining energy can be defined to
calculate the costs. Therefore a need of additional
information concerning the machinery is detected.
Now, it is possible to change the value of a
quantifier corresponding to a given scenario, which
will be described by a concrete specification of these
criteria. Summarizing a work plan consisting of
MStep can be described as a directed graph with
edges and arcs in-between the edges. Now, it is
possible to use algorithms known from the graph
theory to calculate significant paths through the
directed graph. Two major algorithms can be
identified which are suitable for the application in
the field of NC machining (Jungnickel, 1990). At
first, the Floyd-Warshall algorithm calculates the
shortest distance (as a total sum of arc quantifiers)
between two nodes (machining step) with the help of
the transitive closure. With the help of this algorithm
different alternatives for the same machine feature
can be rated. The complexity is O(n³), where n is the
amount of nodes. Secondly, the TSP solving
algorithms can be executed in order to re-order all
machining steps in a work plan to get lowest cost in
total to machine all MStep in a row (as Hamiltonian
path). The TSP is NP-complete. Consequently, the
optimal path could be calculated by combining all
MStep. But, this algorithm is not an acceptable way
for a common number of MStep. There are several
algorithms to find a heuristic solution for a
Hamiltonian path in acceptable effort. The use of
these heuristic algorithms shortens the runtime of the
combinatoric algorithm (Jungnickel, 1990).
4.3 Workflow for the
Knowledge-Based NC
Programming System
After defining the mathematical background the
workflow for the system has to be specified.
Therefore, the architecture of the system is outlined
in Figure 2.
AN APPROACH FOR A KNOWLEDGE-BASED NC PROGRAMMING SYSTEM
123

Figure 2: Architecture of the approach.
The knowledge-based NC programming system will
be used as a process planning tool. The tool has
access to the knowledge-base (KB) and to the CAD
and CAM systems. The workflow is divided into
three operations (I-III).
Figure 3: Workflow of the approach.
In Figure 3, the workflow of the approach is
presented. The initial task is to generate a work plan
for machining a work piece. Therefore, a design
feature-based CAD model will be investigated. At
first, the sequence of the design feature will be
determined (manually or with help of permutation).
Afterwards, each design feature will be transferred
into suitable alternative machining features which
are stored as an assembly of MStep in the KB. Thus,
a work plan can described as a sequence of MStep as
mentioned before. In Figure 4(a), a specimen work
plan is given with three design features, which can
be mapped into six machining features (MF). Each
of the machining features will be represented by
machining steps. The machining features MF1a and
MF1b have a shared machining step MStep1 (e.g.
roughing) and two alternative steps MStep2a
(finishing 3-axis) and MStep2b (finishing 5-axis).
The machining feature MF2 will be represented by
one machining step. Finally the last design feature
can be represented by three machining feature
(MF3a … MF3b) with three alternative machining
steps (MStep5a … MStep5c). To solve the
alternatives, limitations for the machining steps will
be given by using scenarios as mentioned before. A
scenario describes a special combination of criteria
to calculate a quantifier for each element from
MStep and each arc. The process planning tool
defines a machining scenario from the given
scenarios profiles. The selected scenario defines
ranges for each criterion. Possible criteria are
machining time, tool change count, and surface
quality. Afterwards, the process planer will select
the right alternative with the Floyd-Warshall (or
variation), which calculates the “shortest path”
between the additionally added start node “S” and
end node “E”. A suitable work plan as result is
structured and bold marked in Figure 4a.
Figure 4: Specimen work plan (a) and directed graph (b)
with Hamiltonian path (without quantifiers).
The following task is re-ordering the work plan in
order to find a sequence of the MStep with the least
sum of quantifiers between the MStep in total. The
Hamiltonian path can describe such a path.
Therefore the graph has to be enriched with
additions of arcs, which represents additional
dependencies as seen in Figure 4b. Afterwards
calculation criteria will be set, before calculating the
Hamiltonian path. These criteria specify the
quantifier a second time. Possible quantifiers are the
same machine, same clamping, same tool and same
type of operation. Finally a suitable Hamiltonian
path can be calculated. The grade of the path is
depending on the executed algorithm. The best path
can be archived by the combination of all
possibilities (Brute-Force algorithm). This algorithm
is NP-complete. The uses of heuristic algorithms
shorten the runtime drastically. But is it not
guaranteed, that they will find the best path through
the work plan. A possible Hamiltonian path through
the example is shown in Figure 4b. Finally a CAM
model generates the NC program corresponding to
the given re-ordered work plan by translating the
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
124

machining steps. The optimized NC program is
found. Finally the scheduled NC programs will be
dispatched to the corresponding machine. The
operator has now the possibility to benchmark the
machining steps for re-using them.
4.4 Integration in the NC - Process
Chain
The knowledge-based programming system has to
be embedded in a guidance system. Therefore it will
be structured into two major parts, which are
integrated in already existing applications. At first
the approach will be integrated in the machines on
the shop floor. So the user can access additional
planning information with the help of an information
system as front-end of the guidance system.
Secondly a module called “process planning tool”
will be integrated in the guidance system and
supports the knowledge-based process planning with
the already introduced methodology and functions.
5 TECHNICAL REALIZATION
The technical realization of the concept for the
knowledge-based NC programming will be
implemented in two steps. At first, the proposed
process planning tool will be implemented.
Therefore Visual Basic (VB) is used as
programming language with access to MS Visio as
visualization tool and MS Access as knowledge
base. Corresponding to the figure 2, the first (I
Sequencing) and the second (II Structuring) part of
the architecture are already implemented. The
structure of the prototype is outlined in Figure 5. At
first the sequenced work plan will be transferred into
a VB program and visualized with MS Visio.
Afterwards, the FW implementation calculated the
optimal structure of the work with the help of
additional information about tools, machinery
provide by the knowledge base. The next step will
be to work on the interface specifications and the
investigation of the use of the algorithm for the TSP
algorithm. The gist will be the decrease of runtime
of this NP-complete algorithm. Thus, several
algorithms are investigated which that follow
heuristic approaches.
Figure 5: Prototype of the application.
As seen in figure 6 “Brute-Force” algorithms have a
high exponential running time. In contrast to that,
the heuristic algorithm “All nearest neighbor”
(ANN) and the “Minimum spanning tree” has lower
running times. The ANN as simple heuristics will be
used to carry out the implementation in the way that
exclusively time independent MStep will be selected
as lowest distance MStep in the ANN algorithm.
1
100
10000
100000
0
1E+08
1E+10
1E+12
1E+14
12345678910111213141516
MStep
Running Time
Brute-Force ANN Minimum spanning tree
Figure 6: Running time of different TSP algorithms.
Finally, the approach will be realized as an
information system as a client-server-application.
The mobile client suits industrial need. The server
provides in addition an interface to the CAM system
CATIA V5. A 5-axis machining centre will be
completed the experimental setup. In this current
development status of the information system the
user has access to the product data of the CAD
module and planning data of the CAM module. Thus
the first feedback from the shop floor will be
enabled. The user can directly modify parameters of
the process planning of turning and milling tasks in
the actual implementation status.
AN APPROACH FOR A KNOWLEDGE-BASED NC PROGRAMMING SYSTEM
125

6 CONCLUSIONS AND
OUTLOOK
Nowadays, there are significant deficiencies in the
information flow along the NC process chain. The
reasons are the used insufficient interfaces within the
process chain. Consequently, knowledge is kept in
the uncoupled process chain. The deficits could be
solved insufficiently with the help of common
integrated CAD/CAM software solutions.
Modifications in the shop-floor and the handling of
alternative machining strategies are not supported in
an adequate way. The presented approach for
knowledge-based NC program is an enabler to
optimize the machining of different tasks under
given scenario. The fundamental concept will be the
use of feature-based designing and process planning.
Therefore, a mathematical description of machining
will be introduced. This specification describes a
work plan as a sequence of machining features with
alternative machining steps. These MStep are
benchmarked with the help of different certain
criteria. The process planer has now the possibility
to select different alternatives parameters for
machining different areas of a workpiece regarding a
given machining scenario. Furthermore a work plan
structuring and re-ordering approach will support the
process planer. For processing a work plan, different
mathematical descriptions were investigated and
assessed. Finally, the MStep-based work plan will be
transferred in a directed graph with nodes as MStep
and arcs as quantified dependences within them. The
application of the Floyd-Warshall algorithm
calculates now the best choice of alternative MStep
for each machining feature. Furthermore heuristics
algorithms for the TSP calculate the optimal
sequence of the received MStep in a work plan.
Afterwards, the optimal work plan will be
transferred to the NC path generator of the CAM
system. A first prototype is implemented step by
step. First results validate the approach. The next
steps will be the enhancement of the prototype in
order to add additional databases to store the MStep
and the structured machinery. Furthermore, the user
profiles have to be defined and implemented
instantly. An algorithm has to be defined, which
suggests possible set-ups for given structured
machining tasks with methods known from the AI
(e.g. CBR). The heuristic TSP algorithm has to be
implemented. Therefore the ANN will be modified
and adapted to the NC process planning. In
conclusion the approach supports the process
planner to select the suitable process operations
corresponding to a given scenario definition.
ACKNOWLEDGEMENTS
The work reported in this paper was partially
supported by EC / FP6 Program, “Development of a
Hybrid Machine Tool Concept for Manufacturing of
Free-form Surface Moulds” (FP6-2004-NMP-NI-4-
026621-2).
REFERENCES
Berger, U., Cai, J., Weyrich, M., 2005. Ontological
Machining Process Data Modelling for Powertrain
Production in Extended Enterprise. Journal of
Advanced Manufacturing System (JAMS), Vol. 4, No.
1 (2005), pp. 69-82.
Berger, U., Kretzschmann, R., Aner, M., 2007.
Development of a holistic guidance system for the NC
process chain for benchmarking machining operations.
In: Proceedings of the 12th IEEE Conference on
Emerging Technologies and Factory Automation,
Greece, September 25-28, 2007.
DIN 66025, 1983. Programmaufbau für numerisch
gesteuerte Arbeitsmaschinen.
Eversheim W., 1996. Organisation in der
Produktionstechnik - Band 1 Grundlagen, VDI-
Verlag, Düsseldorf.
Gerken H., 2000. Management von Erfahrungen mit einem
Assistenzsystem für die Arbeitsplanung, TU-Berlin.
Görz, G., 2003. Handbuch der Künstlichen
Intelligenz, Oldenbourg, München.
Hamelmann, S., 1995. Systementwicklung zur
Automatisierung der Arbeitsplanung, VDI-Verlag
Aachen.
Jungnickel, D., 1990. Graphen, Netzwerke und
Algorithmen, Wissenschaftsverlag, Mannheim.
Pritschow G., Heusinger S., 2005, STEP-NC-basierter
Korrekturkreis für die Schlichtbearbeitung von
Freiformflächen, Jost-Jetter Verlag, Heimsheim.
VDI Richtlinie - VDI 2218, 2003. Informations-
verarbeitung in der Produktentwicklung – Feature-
Technologie.
Warnecke G., Valous A., 1993. Informationsrückkopplung
zwischen NC-Fertigung und Arbeitsplanung,
Schnelldruck Ernst Grässer, Karlsruhe.
Weck M., Wolf J., Kiritsis J, D., 2001. STEP-NC – The
STEP compliant NC Programming Interface, IMS
Forum, Ascona Schweiz.
ICINCO 2008 - International Conference on Informatics in Control, Automation and Robotics
126
