
A PETRI NET MODEL OF PROCESS PLATFORM-BASED
PRODUCTION CONFIGURATION
Linda L. Zhang and Brian Rodrigues
Department of Operations, University of Groningen, Landleven 5, Groningen, The Netherlands
Lee Kong Chian School of Business, Singapore Management University, Singapore
Keywords: Process platform, Production configuration, Hierarchical Petri nets, Colored Petri nets, Timed Petri nets.
Abstract: In the literature process platform-based production configuration (PPbPC) has been proposed to obtain
efficiency in product family production. In this paper, we present a holistic view of PPbPC, attempting to
facilitate understanding and implementation. This is accomplished through dynamic modelling and
graphical representation based on Petri nets (PNs) techniques. To cope with the modelling difficulties, we
develop a new formalism of hierarchical colored timed PNs (HCTPNs) by integrating the basic principles of
hierarchical PNs, timed PNs and colored PNs. In the formalism, three types of nets together with a system
of HCTPNs are defined to address the fundamental issues in PPbPC. A case study of electronics products is
also reported to demonstrate PPbPC using the proposed formalism.
1 INTRODUCTION
While designing families of related products based
on product platforms has been recognized as an
effective means of quickly fulfilling diverse
individualized customer requirements at low costs,
to efficiently produce these products, methods to
plan production processes by considering the
optimality of the cohort of an entire family rather
than individual products must be developed, as
pointed out by, e.g., EIMaraghy (2006), WiendahI et
al. (2007). The reported studies (e.g., Bley and
Zenner, 2006; EIMaraghy, 2007; Schierholt, 2001;
Williams et al., 2007) introduce concepts such as
process parameter platform, process configuration,
reconfigurable process planning, variant-oriented
planning to plan either manufacturing or assembly
processes for part or assembly families, which are
the components of end-product families. On the
other hand, efficient production of component parts
or assemblies alone is not enough to ensure effective
advantages for a company since end-products,
instead of parts or assemblies, are the focus (Silva
and Alves, 2006).
In response to the limitations of the existing
research, Zhang (2007) proposes process platform-
based production configuration (PPbPC) to help
companies plan production processes for end-
product families where both component parts and
assemblies are considered. The published work has
separately addressed issues pertaining to PPbPC
from different aspects, e.g., the structural model of a
process platform (Zhang et al., 2007), the mapping
relationships between product and process variety
inherent in PPbPC (Jiao et al., 2007), to name but
two, without presenting a complete picture. This
study, thus, attempts to introduce a holistic view of
PPbPC to facilitate understanding and
implementation. It is accomplished by developing a
dynamic model of PPbPC, i.e., modelling how
production processes are configured from a process
platform for a given product family.
Among the modelling techniques such as data
flow graphs, UML, Petri nets (PNs) and workflow
management coalition formalism, the comparison
results of some studies have proven that PNs are the
most desirable one to model complex
systems/processes due to their graphical
representation, formal analysis and executability
(Cortes et al., 2003; Dussart et al., 2004). Thus, in
this study we adopt PN techniques. The fundamental
issues in PPbPC discussed in (Zhang, 2007) result in
several modelling challenges, including handling
product and process variety, accommodating process
variations, dealing with configuration granularities
and satisfying constraints. To meet these unique
modelling difficulties, in this study we develop a
new formalism of hierarchical colored PNs
(HCTPNs) based on the principles of colored PNs
(Jensen, 1997), timed PNs (Ramachandani, 1974)
5
L. Zhang L. and Rodrigues B. (2009).
A PETRI NET MODEL OF PROCESS PLATFORM-BASED PRODUCTION CONFIGURATION.
In Proceedings of the 11th International Conference on Enterprise Information Systems - Information Systems Analysis and Specification, pages 5-12
DOI: 10.5220/0001804400050012
Copyright
c
SciTePress
and hierarchical PNs (Fehling, 1993). In the
following two sections, an overview of PPbPC and
an industrial example which we use to demonstrate
the modelling of PPbPC based on the proposed
formalism are introduced, respectively.
2 OVERVIEW OF PPBPC
2.1 Process Platform
In relation to a product family, a process family
refers to a set of production processes which fulfil
all individual products belonging to the family
(Zhang, 2007). As with the common product
structure assumed by all products in a family, a
common process structure is inherent in the
corresponding process family. In essence, a process
platform entails a conceptual structure and overall
logical organization of a process family in relation to
a product family. It provides a generic umbrella to
capture and utilize commonality in planning
production processes for the product family. More
specifically, a process platform is underpinned by an
integrated product-process structure common to both
the product and process families. Thus, a process
platform includes all design data pertaining to the
product family, e.g., assemblies, parts, design
parameters, value instances, and these of the process
family, e.g., operations, manufacturing resources
(i.e., machines, tools, fixtures, jigs, etc), setups.
These product and process family data are organized
by following the material requirement links (i.e., the
links among material inputs, operations and product
outputs) in general, the mapping relationships
enabled by design parameters and their value
instances in particular (Zhang et al., 2007).
2.2 Production Configuration
Within a process platform, for a given member of
the associated product family, production
configuration takes the BOM (i.e., bill of materials)
and a list of product specifications of a given
product as inputs. The proper process elements, such
as abstract processes for individual product items
(including the end-product), operations, machines,
tools, fixtures, estimated cycle times, and setups are
then selected. Subsequently, these selected process
elements are arranged into feasible production
processes, where the abstract processes are replaced
with process details, for producing the given end-
product. Both selection and arrangement are subject
to constraints among product and process data.
Finally, evaluation of the configured multiple
feasible production processes takes place to
determine the most appropriate one.
In line with the fact that the hierarchical
structure of a product can be regarded as a collection
of independent product items organized at different
levels of abstraction, production configuration is an
iterative process of configuring process for each
product item specified in the BOM along the
hierarchical structure per se. At each configuration,
only the child items at the immediate lower level are
considered. It starts with the end-product at the top
level of the hierarchy. The results are: 1) abstract
processes for the immediate child items - be they
parts or assemblies, 2) assembly operations
involving these child items and WIPs (work in
processes), 3) manufacturing resources required to
complete the corresponding operations, estimated
cycle times and setups, and 4) precedence
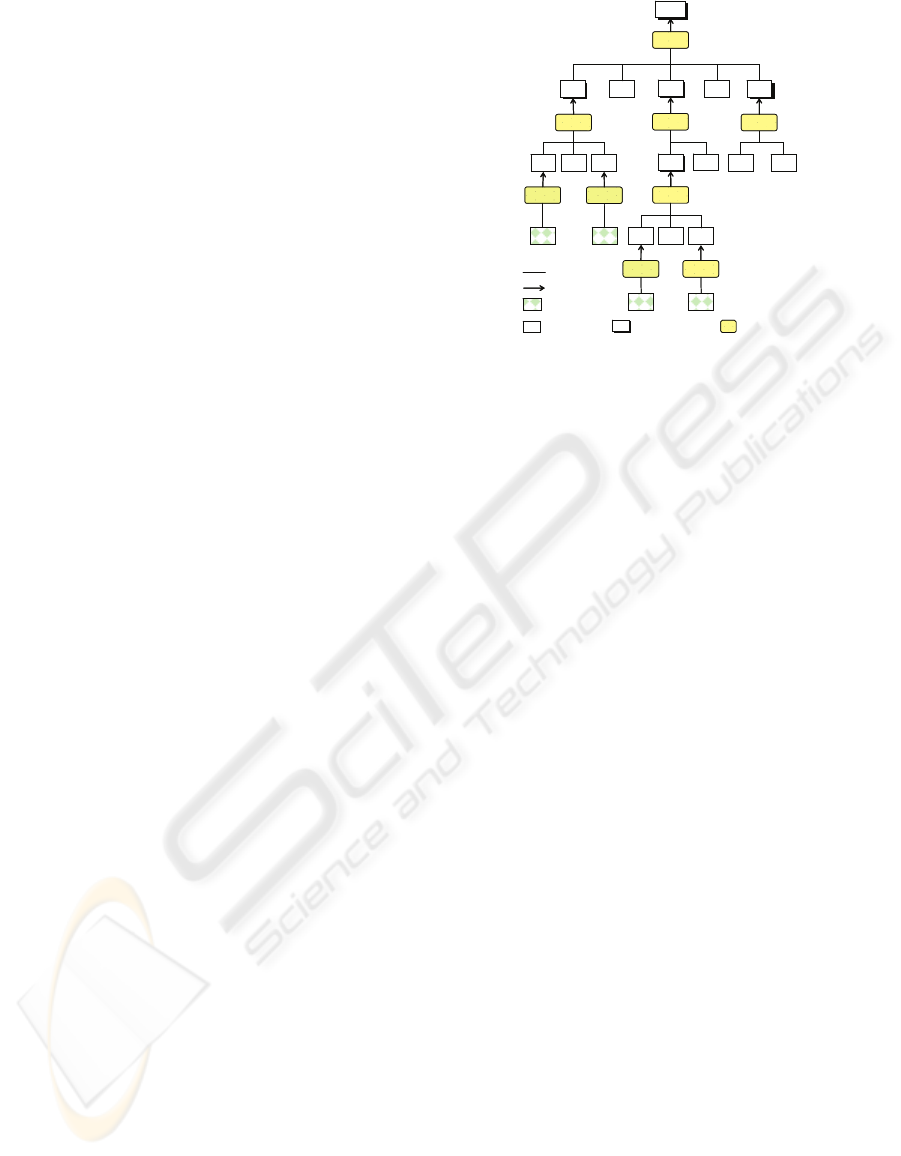
relationships between operations. Fig. 1 shows
production configuration for an item: PI, which has
five immediate child items: A, B, C, D and E.
According to the input specifications, five abstract
processes for the five child items are selected first;
the assembly operations along with manufacturing
resources joining the child items are specified and
ordered into a sequence.
PI
A
B
C
D
E
O4
O3
O2
O1
: Product item; : Assembly operation;
: Abstract process
: Produce; : Operations precedence; : Material input
P
E
P
D
P
A
P
B
P
C
: Parent-child releationship
PI
A
B
C
D
E
O4
O3
O2
O1
: Product item; : Assembly operation;
: Abstract process
: Produce; : Operations precedence; : Material input
P
E
P
D
P
A
P
B
P
C
: Parent-child releationship
Figure 1: Configuring process elements in production
configuration.
After the configuration process for an end-
product, configuration continues to the child items at
the immediate lower level. Each child item, in turn,
is treated as an end-product, and its abstract process
specified previously is refined accordingly. The
complete production process for the product is
formed by replacing the abstract processes at higher
levels with the refined processes at lower levels.
Thus, complete production processes consider all
processes for child items listed in products’ BOMs
and cover all operations starting from these
involving raw materials.
ICEIS 2009 - International Conference on Enterprise Information Systems
6
3 AN INDUSTRIAL EXAMPLE
The industrial example adopted is the manufacturing
of vibration motors for mobile phones produced by
an electronics company. The increasing variations in
mobile phone design lead to large numbers of
customized vibration motors to be produced.
Together with other factors (e.g., short delivery lead
times), the high variety of vibration motors
complicate the planning of their production
processes. In line with the common product structure
underlying this vibration motor family, the process
platform has been constructed a priori. Fig. 2 shows
the integrated generic product-process structure
underpinning the process platform.
In the figure, each node represents a family of
items (or processes) of a same type. For example,
AP_VM is the family of assembly processes
producing the vibration motor family (VM). It takes
variants from 3 assembly families: FA (frameassy),
AA (armtureassy) and BA (bracketassy) and variants
from 2 part families: Wt (weight) and Rh (rubber
holder) as material inputs. While the 3 assembly
families are common to all motors in the family, the
2 part families are optional in the sense that not all
of motor variants assume Wt and/or Rh variants.
Another 4 assembly process families, including
AP_BA, AP_AA, AP_FA and AP_CA, produce
assembly families BA, AA, FA and CA (coilassy),
respectively. Further, 3 part families: Ba (bracket a),
Bb (bracket b) and Tl (terminal), are the material
inputs of AP_BA; CA and a part family: St (shaft)
the material inputs of AP_AA; 2 part families: Fm
(frame) and Mt (magnet) the material inputs of
AP_FA; and 3 part families: Ct (commutator), Tp
(tape) and Cl (coil) the material inputs of AP_CA.
Among the part families, the company manufactures
Ba, Bb, Ct and Cl and outsources others. Moreover,
the company has alternative machines for producing
same product items. In most cases, these operations
take different cycle times.
4 NET DEFINITIONS
In the formalism, a number of net elements are
defined first. To capture and model product and
process variety while building a concise and
representative model of PPbPC, colors (i.e., specific
data values pertaining to various objects) are
attached to tokens, resulting colored tokens.
According to the places that they reside in, colored
tokens model different product and process
elements.
CA
St
Mt
Fm
Cl
Ct
Ba
Bb
Tl
: A generic part;
: A generic assembly;
AP_VM
AP_FA
AP_AA
AP_BA
AP_CA
MP_Ba
MP_Bb
Tp
VM
Rh
BA
AA
FA
Wt
MP_Ct
RM
Ct
RM
Ba
RM
Bb
MP_Cl
RM
Cl
: A generic process
: Material input
: Product output
: A generic material
CA
St
Mt
Fm
Cl
Ct
Ba
Bb
Tl
: A generic part;
: A generic assembly;
AP_VM
AP_FA
AP_AA
AP_BA
AP_CA
MP_Ba
MP_Bb
Tp
VM
Rh
BA
AA
FA
Wt
MP_Ct
RM
Ct
RM
Ba
RM
Bb
MP_Cl
RM
Cl
: A generic process
: Material input
: Product output
: A generic material
Figure 2: The process platform of the motor family.
In accordance with practice, buffer places (
B
P
)
are introduced to represent buffers. In general, any
item, be it a part, assembly, or WIP, has 3 statuses:
staying in a buffer, ready to be processed and being
processed. Thus, item places (
I
P
) are defined to
represent items that are ready to be processed and
being processed. Machine places (
R
P
) are defined to
represent machines (including the corresponding
tools, fixtures, setups, etc.) that are available for
operations. While tokens in
R
P
indicate idle
machines, tokens in items-being-processed places
imply that machines are busy. Conceptual machine
places (
CR
P
) are defined to represent the conceptual
machines of the set of alternatives that can work on
same items to complete same tasks. When there is a
colored token available in a conceptual machine
place, the conceptual machine is instantiated to the
specific machine represented by the colored token.
Reconfigurable transitions (
R
T
) are defined to
accommodate the modeling of adopting one machine
among the available alternatives for given items.
Inhibitor arcs (
h
) are defined to connect
CR
P
to
R
T
and take two values, 0 and 1.
(
)
RCR
Tt,Pp,1t,ph ∈∈∀=
indicates there is a token
in the conceptual machine place, and the associated
reconfigurable transition is disabled and cannot fire.
When
(
)
,0,
=
tph
no tokens reside in the conceptual
machine place; and the associated reconfigurable
transition can fire if it is enabled.
Essentially,
h
,
R
T
and
CR
P
form a
reconfiguration mechanism to model the situations,
where multiple machines can perform same tasks
and only one is used eventually. The firing of
R
T
leads to the reconfiguration of appropriate machines.
In this way,
CR
P
,
R
T
and
h
work together to
address process variations in system models without
A PETRI NET MODEL OF PROCESS PLATFORM-BASED PRODUCTION CONFIGURATION
7
rebuilding new ones when machines are added
and/or removed.
Logical transitions (
L
T
) are defined to capture
the logic of system running. Their firing indicates
the satisfaction of preconditions of operations
execution. Timed transitions (
T
T
) represents
operations, which take certain time durations to
complete. Accordingly, the firing of timed
transitions incurs time delays indicating operations
cycle times. Both the logical and reconfigurable
transitions are untimed. Their firing is atomic and
takes 0 time delay. To cope with difficulties in
modeling diverse cycle times associated with
multiple machines and same/different material
items, timed arc expressions, to which time delays
are attached, are introduced in the proposed
formalism. The time delays in timed arc expressions
are, in fact, equal to the firing time durations of the
relevant timed transitions. Refinement transitions
(
r
T
) are introduced as an abstraction mechanism,
representing abstract processes of component parts
/assemblies, which will be elaborated in next steps.
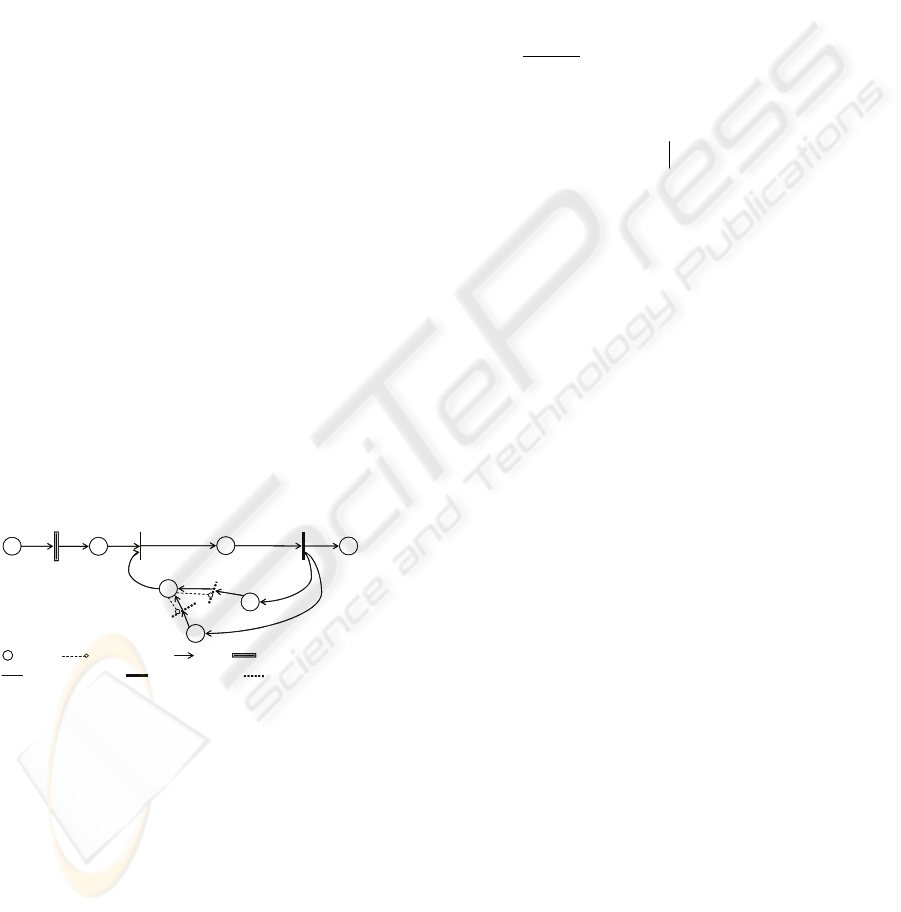
Fig. 3 shows the graphical formalism of the
above net elements and a simple PN constructed
using these elements. Tokens are not shown in the
PN model.
3546271
p/p,p/p,p/p,p are
buffer/item/machine/ conceptual machine places,
respectively. Based on these net elements, three
types of PNs, namely manufacturing nets (
MNets
),
assembly nets (
ANets ) and process nets (
PNets
) are
defined to address PPbPC modeling with respect to
different levels of abstraction.
: Place;
: Logical transition;
: Arc;
: Reconfigurable transition
: Inhibitor arcs;
: Timed transition;
2
p
7
p
2
t
5
t
3
t
6
p
4
p
5
p
3
p
4
t
1
p
1
t
: Refinement transition: Place;
: Logical transition;
: Arc;
: Reconfigurable transition
: Inhibitor arcs;
: Timed transition;
2
p
7
p
2
t
5
t
3
t
6
p
4
p
5
p
3
p
4
t
1
p
1
t
: Refinement transition
Figure 3: The graphical formalism and a simple PN model.
4.1 Manufacturing Net (MNet)
A manufacturing net ( MNet ) models the processes
to manufacture a family of component parts:
(
)
μτΕΕαΣ
,,,,,V,,h,A,T,PMNet
T
=
, where
•
CRRIB
P
P
P
P
P
∪∪∪= is a finite nonempty set
of places with 4 disjoint subsets;
•
φ
=∩∪∪= TP,TTTT
TRL
is a finite nonempty
set of transitions with 3 disjoint subsets;
•
PTTPA ×∪×⊆ is a finite nonempty set of
arcs;
•
φ
=∩×⊆ Ah,TPh
RCR
is a finite nonempty set
of inhibitor arcs;
•
Σ
is a set of types or color sets;
•
Σ
⊆V,V
is a set of variables;
•
Σ
α
6P:
is an assignment function that maps
a place
p to a color set
(
)
p
α
;
•
T
Ε
is an expression function that maps arcs
IL
P
T
×
to timed expressions such that
(
)
(
)
(
)
I
MS
T
pp,tEType ∧=
α
(
)
(
)
(
)
()
ILT
PTp,t,p,tEVarType ×∈∀ℜ∈∧⊆
+
τΣ
where
(
)
MS
p
α
is a multiset over
(
)
p
α
;
•
VAPT
IL
6∩×:
Ε
is an expression function
mapping arcs other than
IL
P
T
×
to untimed
expressions consisting of
Vv
i
∈
such that
(
)
(
)
,pvType
MS
i
α
=
T
Tttp ∈∉∀
•
;
•
0∪ℜ∈
+
τ
is a set of non-negative real numbers
representing time delays;
•
FMS
P
Σ
μ
6: is a marking function specifying
the distribution of colored tokens in all places,
where
FMS
Σ
is the family of all multisets over
Σ
.
An
MNet involves a series of specific operations
fabricating parts from raw materials and, does not
involve refinement transitions. In this study, we
adopt cycle times to accommodate the selection of
machines and processes by considering time-related
production performances. Accordingly, time delays,
τ
, represent operations cycle times.
The timed arc expression function maps each
arc, which connects a logical transition to an items-
being-processed place, to a timed arc expression. It
involves several variables that form an antecedent-
consequent statement. Each variable belongs to a
certain color type, thus assuming a set of values (i.e.,
colored tokens). While the multiple variables in an
antecedent relate to colored tokens modeling
material items and machines, the single variable in a
consequent corresponds to colored tokens of product
items. Accordingly, evaluating a timed arc
expression is accomplished by associating different
combinations of colored tokens of materials items
and machines with variables in the antecedent. The
evaluation yields different colored tokens of product
items in the consequent along with the
corresponding time delays. The untimed arc
expression function specifies expressions for all
arcs, excluding inhibitor arcs and these connecting
logical transitions to items-being-processed places.
Untimed arc expressions contain variables which
have the same color types as the associated places;
and they are evaluated by associating colored tokens
in the corresponding places with their variables. The
ICEIS 2009 - International Conference on Enterprise Information Systems
8
evaluation leads to (1) input tokens for firing the
corresponding transitions; and (2) output tokens
after firing timed and reconfigurable transitions.
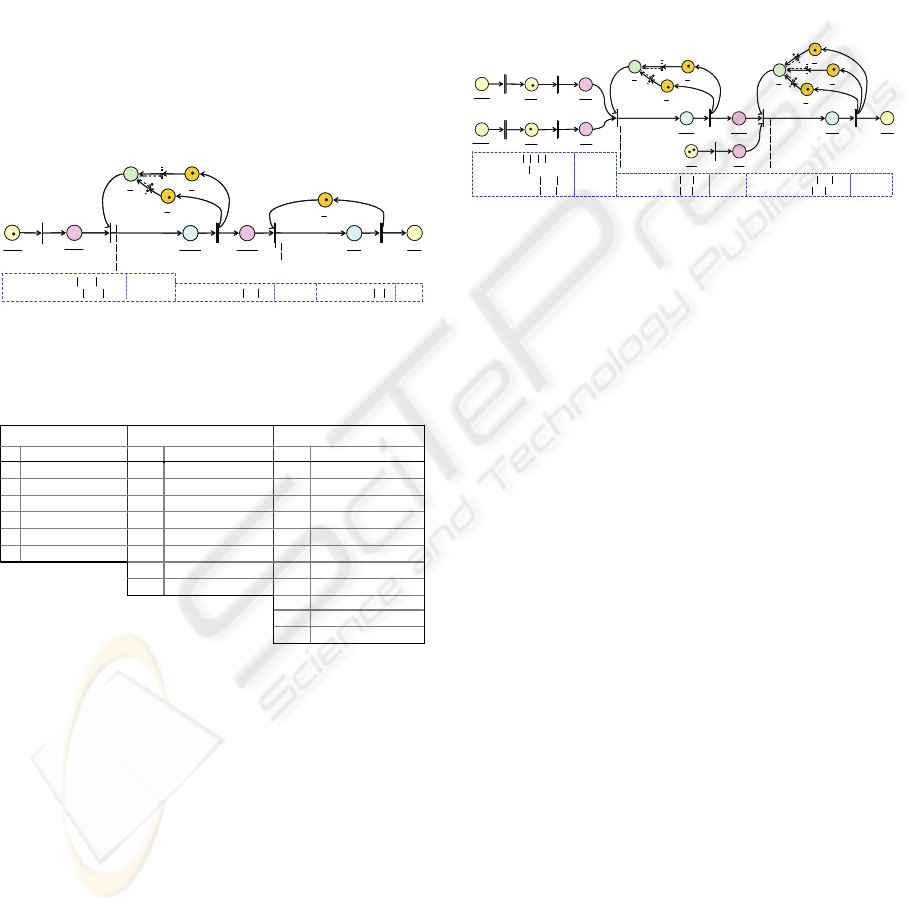
Based on the above definition and by following
the common process flows of manufacturing part
variants in the 4 part families in the motor family, 4
MNets
,
Ct_MNet,Bb_MNet,Ba_MNet
and
Cl_MNet
, are
constructed in accordance with
Bb_MP,Ba_MP
and
Cl_MP
in Fig. 2. Due to space constraints, rather
than all nets, only
Ba_MNet
to manufacture Ba
family is presented, as shown in Fig. 4. For
illustrative simplicity, colored tokens defined in
relation to 3 Ba variants are shown in the figure.
Also shown are color types/colored tokens defined
for each place and variables. Table 1 lists the places
and represented system elements.
321
RBaRBaRBawithFRBacoltype =
FRBaxvar
1
:
1Ba1Bb1Bawith1FBacoltype
321
⋅⋅⋅=⋅
1FBaxvar
2
⋅:
1
P
2
P
4
P
7
P
8
P
3
P
9
P
10
P
5
P
6
P
1
t
6
t
5
t
2
t
7
t
4
t
3
t
FRBa
1FBa ⋅ FBa
R
R
R
R
2
x
r
3
m
8.4@1Bam,RBa
4.4@1Bam,RBa
5.4@1Bam,RBa
7.3@1Bam,RBa
9.5@1Bam,RBa
3.5@1Bam,RBa
ofr,xcase
323
313
222
212
121
111
1
+⋅→
+⋅→
+⋅→
+⋅→
+⋅→
+⋅→
5.1@Bam,1Ba
7.1@Bam,1Ba
1.1@Bam,1Ba
ofr,xcase
333
232
131
3
+→⋅
+→⋅
+→⋅
1
m
2
m
1
m
2
m
1
m
2
m
FRBa
1
x
3
x
321
BaBaBawithFBacoltype =
FBaxvar
3
:
321
mmmwithRcoltype =
Rrvar :
1
x
1
x
2
x
3
x
2
x
1FBa ⋅ FBa
3
m
321
RBaRBaRBawithFRBacoltype =
FRBaxvar
1
:
1Ba1Bb1Bawith1FBacoltype
321
⋅⋅⋅=⋅
1FBaxvar
2
⋅:
1
P
2
P
4
P
7
P
8
P
3
P
9
P
10
P
5
P
6
P
1
t
6
t
5
t
2
t
7
t
4
t
3
t
FRBa
1FBa ⋅ FBa
R
R
R
R
2
x
r
3
m
8.4@1Bam,RBa
4.4@1Bam,RBa
5.4@1Bam,RBa
7.3@1Bam,RBa
9.5@1Bam,RBa
3.5@1Bam,RBa
ofr,xcase
323
313
222
212
121
111
1
+⋅→
+⋅→
+⋅→
+⋅→
+⋅→
+⋅→
5.1@Bam,1Ba
7.1@Bam,1Ba
1.1@Bam,1Ba
ofr,xcase
333
232
131
3
+→⋅
+→⋅
+→⋅
1
m
2
m
1
m
2
m
1
m
2
m
FRBa
1
x
3
x
321
BaBaBawithFBacoltype =
FBaxvar
3
:
321
mmmwithRcoltype =
Rrvar :
1
x
1
x
2
x
3
x
2
x
1FBa ⋅ FBa
3
m
Figure 4: The
Ba_MNet
of the bracket a family.
Table 1: The places, represented elements and colored
tokens.
Ba_MNet
B
A_ANet
P
Ne
t
Places System Elements Places System Elements Places System Elements
1
p
A buffer for raw materials of Ba
4/1
p
Buffers for raw materials of Ba/Bb
7/6/5/2/1
p
Assembly/part buffers for CA/St/Ba/Bb/Tl
7/2
p
Variants of RBa/Ba
•
1 ready to be processed
12/5/2
p
Part buffers for Ba/Bb/Tl
27/25/17/16
p
Part buffers for Fm/Mt/Wt/Rh
3
p
A conceptual machine for manufacturing Ba
13/6/3
p
Variants of Ba/Bb/Tl ready to be processed
18/4/3
p
Assembly buffers for AA/BA/FA
8/6/5
p
Machines for manufacturing Ba
14/7
p
Conceptual machines for assembling Bab/BA
19/9/8
p
Variants of AA/BA/FA ready to be processed
9/4
p
Variants of RBa/Ba
•
1 being manufactured
15/8
p
Variants of Bab/BA being processed
28/26
p
Variants of Wt/Rh ready to be processed
10
p
A buffer for Ba
18/17/16/10/9
p
Alternative machines for assembling Bab/BA
20/10
p
Conceptual machines for assembling AB/MB
11
p
Variants of Bab ready to be processed
23/22/14/13/12
p
Alternative machines for forming AB/MB
19
p
An assembly buffer for BA
29
p
The final assembly workstation
30/21/11
p
Variants of AB/MB/VM being assembled
24/15
p
Variants of AB/MB ready to be processed
31
p
A buffer for vibration motors
4.2 Assembly Net (ANet)
An assembly net (
ANet
) is defined to represent the
processes of forming an assembly family:
(
)
μτΕΕαΣ
,,,,,V,,h,A,T,PANet
T
=
.
While
τΕΕαΣ
,,,,V,,h,A,P
T
and
μ
carry the
same meaning as these in an MNet,
φ
=∩∪∪∪= TP,TTTTT
TRLr
is a finite nonempty
set of transitions with 4 disjoint subsets.
An
ANet
consists of assembly operations
involving the immediate child items of an assembly
family. It also includes the WIPs formed by the
immediate child items. Refinement transitions are
introduced in an
ANet
to represent abstract
manufacturing processes of child parts and abstract
assembly processes of child assemblies, which are to
be elaborated subsequently. While an
ANet
involves
raw material buffers and parts buffers that are
common to
MNets
as well, it has unique assembly
buffers. Similarly, 4
ANets ,
,AA_ANet,BA_ANet
FA_ANet
and
CA_ANet
, are constructed in
accordance with
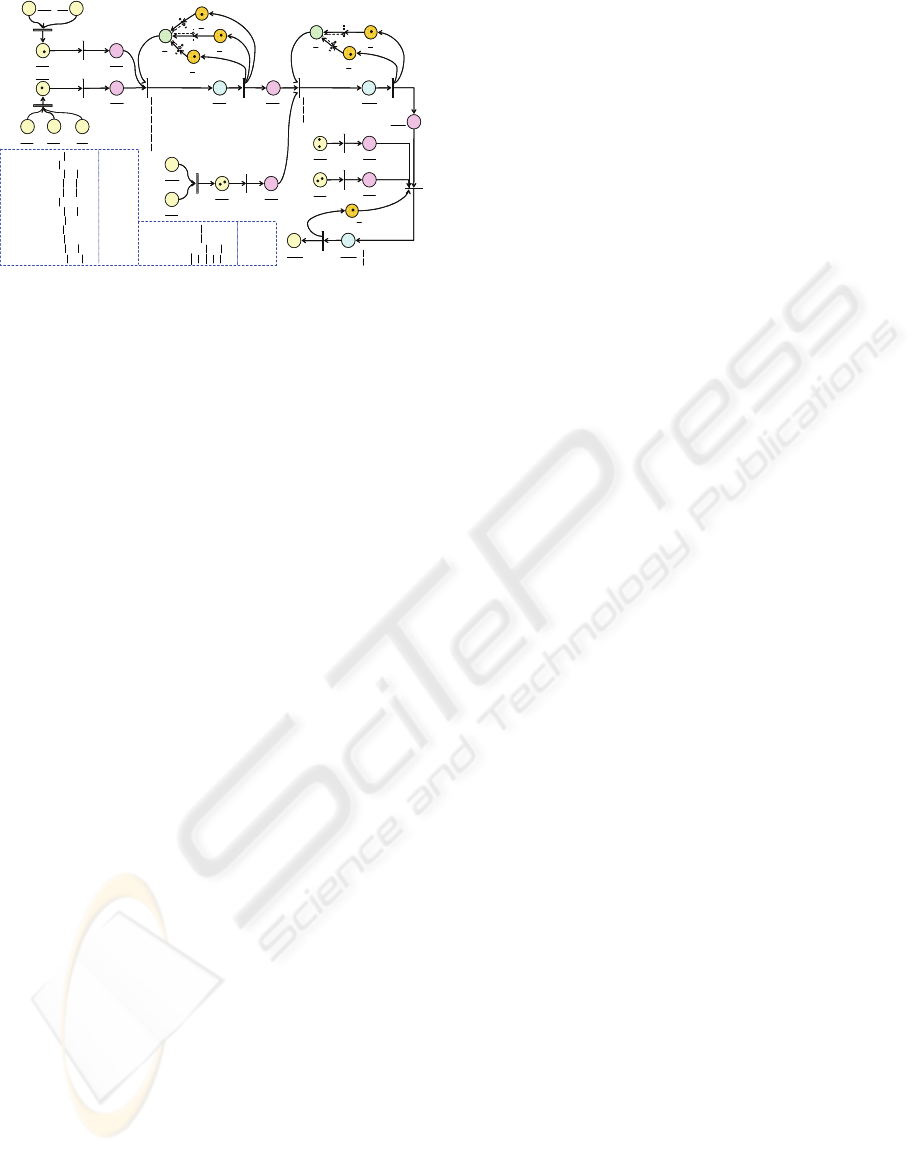
FA_AP,AA_AP,BA_AP
and
CA_AP
in Fig. 1. Fig. 5 shows
BA_ANet
to produce
B
A
family. The places and represented system elements
are listed in Table 1 as well.
1
P
2
P
4
P
5
P
3
P
6
P
8
P
11
P
14
P
16
P
17
P
12
P
13
P
18
P
7
P
15
P
19
P
9
P
10
P
3
t
2
t
1
t
10
t
8
t
13
t
5
t
4
t
FRBb
11
t
12
t
14
t
7
t
6
t
9
t
FBa
FRBa
FBb
FBab
FTl
FBA
R
R
R
R
R
R
R
1
x
3
x
4
x
r
r
3
m
4
m
5
m
3
m
4
m
5
m
3
m
4
m
5
m
3.6@Babm,Bb,Ba
3.5@Babm,Bb,Ba
1.6@Babm,Bb,Ba
6.5@Babm,Bb,Ba
9.4@Babm,Bb,Ba
3.4@Babm,Bb,Ba
ofr,y,xcase
3233
3133
2222
2122
1211
1111
22
+→
+→
+→
+→
+→
+→
2.4@BAm,Tl,Bab
0.3@BAm,Tl,Bab
5.3@BAm,Tl,Bab
9.3@BAm,Tl,Bab
8.2@BAm,Tl,Bab
2.3@BAm,Tl,Bab
0@BABab
ofr,z,xcase
3523
3423
3323
2512
2412
2312
11
13
+→
+→
+→
+→
+→
+→
+→
1
m
2
m
1
m
2
m
1
m
2
m
1
z
2
z
FBa
FBb
FBab
FTl
FBA
2
x
2
x
2
x
2
x
1
y
2
y
2
y
2
y
2
y
3
x
4
x
2
z
321
RBaRBaRBawithFRBacoltype =
FRBaxvar
1
:
321
RBbRBbRBbwithFRBbcoltype =
FRBbyvar
1
:
321
BaBaBawithFBacoltype =
FBaxvar
2
:
321
BbBbBbwithFBbcoltype =
FBbyvar
2
:
321
BabBabBabwithFBabcoltype =
FBabxvar
3
:
321
BABABAwithFBAcoltype =
FBAxvar
4
:
21
TlTlwithFTlcoltype =
FTlzvar
1
:
54321
mmmmmwithRcoltype =
Rrvar :
3
x
1
P
2
P
4
P
5
P
3
P
6
P
8
P
11
P
14
P
16
P
17
P
12
P
13
P
18
P
7
P
15
P
19
P
9
P
10
P
3
t
2
t
1
t
10
t
8
t
13
t
5
t
4
t
FRBb
11
t
12
t
14
t
7
t
6
t
9
t
FBa
FRBa
FBb
FBab
FTl
FBA
R
R
R
R
R
R
R
1
x
3
x
4
x
r
r
3
m
4
m
5
m
3
m
4
m
5
m
3
m
4
m
5
m
3.6@Babm,Bb,Ba
3.5@Babm,Bb,Ba
1.6@Babm,Bb,Ba
6.5@Babm,Bb,Ba
9.4@Babm,Bb,Ba
3.4@Babm,Bb,Ba
ofr,y,xcase
3233
3133
2222
2122
1211
1111
22
+→
+→
+→
+→
+→
+→
2.4@BAm,Tl,Bab
0.3@BAm,Tl,Bab
5.3@BAm,Tl,Bab
9.3@BAm,Tl,Bab
8.2@BAm,Tl,Bab
2.3@BAm,Tl,Bab
0@BABab
ofr,z,xcase
3523
3423
3323
2512
2412
2312
11
13
+→
+→
+→
+→
+→
+→
+→
1
m
2
m
1
m
2
m
1
m
2
m
1
z
2
z
FBa
FBb
FBab
FTl
FBA
2
x
2
x
2
x
2
x
1
y
2
y
2
y
2
y
2
y
3
x
4
x
2
z
321
RBaRBaRBawithFRBacoltype =
FRBaxvar
1
:
321
RBbRBbRBbwithFRBbcoltype =
FRBbyvar
1
:
321
BaBaBawithFBacoltype =
FBaxvar
2
:
321
BbBbBbwithFBbcoltype =
FBbyvar
2
:
321
BabBabBabwithFBabcoltype =
FBabxvar
3
:
321
BABABAwithFBAcoltype =
FBAxvar
4
:
21
TlTlwithFTlcoltype =
FTlzvar
1
:
54321
mmmmmwithRcoltype =
Rrvar :
321
RBaRBaRBawithFRBacoltype =
FRBaxvar
1
:
321
RBbRBbRBbwithFRBbcoltype =
FRBbyvar
1
:
321
BaBaBawithFBacoltype =
FBaxvar
2
:
321
BbBbBbwithFBbcoltype =
FBbyvar
2
:
321
BabBabBabwithFBabcoltype =
FBabxvar
3
:
321
BABABAwithFBAcoltype =
FBAxvar
4
:
21
TlTlwithFTlcoltype =
FTlzvar
1
:
54321
mmmmmwithRcoltype =
Rrvar :
321
RBaRBaRBawithFRBacoltype =
FRBaxvar
1
:
321
RBbRBbRBbwithFRBbcoltype =
FRBbyvar
1
:
321
BaBaBawithFBacoltype =
FBaxvar
2
:
321
BbBbBbwithFBbcoltype =
FBbyvar
2
:
321
BabBabBabwithFBabcoltype =
FBabxvar
3
:
321
BABABAwithFBAcoltype =
FBAxvar
4
:
21
TlTlwithFTlcoltype =
FTlzvar
1
:
54321
mmmmmwithRcoltype =
Rrvar :
3
x
Figure 5: The BA_ANet of the bracketassy family.
4.3 Process Net (PNet)
A process net (
PNet
) is defined to represent the
processes of producing an end-product
family:
(
)
μτΕΕαΣ
,,,,,V,,h,A,T,PPNet
T
=
, where
the components are as for an
ANet
.
A
PNet
, de facto, is a special
ANet
in that end-
products themselves are assemblies. Thus, it
includes the assembly operations associated with
immediate child items. Also included are the WIPs
formed by these child parts and assemblies. In
addition to buffers for raw materials, parts and
assemblies, buffers for end-products are defined in a
PNet
. In line with the manufacturing and assembly
processes of immediate child items, a number of
refinement transitions are introduced in a
PNet
. In a
similar way, by following the common process flow
in assembling final motors, the
PNet for the motor
family is constructed, as shown in Fig. 6. The places
and represented system elements are given in Table
1.
5 SYSTEM OF HCTPNS
While MNets , ANets and
PNets
are to model the
processes of component parts, assemblies and end-
products, where only the immediate child items are
considered, a multilevel hierarchical net system is
defined to capture and model the complete
production processes of a product family.
A PETRI NET MODEL OF PROCESS PLATFORM-BASED PRODUCTION CONFIGURATION
9
21
CACAwithFCAcoltype =
321
BbBbBbwithFBbcoltype =
654321
mmmmmmwithRcoltype =
FCAxvar
1
:
FAAxvar
3
:
Rrvar :
21
StStwithFStcoltype =
21
TlTlwithFTlcoltype =
321
AAAAAAwithFAAcoltype =
321
BABABAwithFBAcoltype =
321
BaBaBawithFBacoltype =
FStxvar
2
:
FBbyvar
2
:
FBayvar
1
:
21
FmFmwithFFmcoltype =
FTlyvar
3
:
FBAyvar
4
:
1
P
3
P
5
P
4
P
8
P
9
P
11
P
15
P
2
P
6
P
7
P
10
P
12
P
13
P
18
P
19
P
14
P
17
P
20
P
21
P
24
P
25
P
30
P
31
P
16
P
22
P
23
P
26
P
29
P
3
t
2
t
1
t
10
t
12
t
9
t
8
t
18
t
19
t
5
t
4
t
FCA
6
t
7
t
15
t
16
t
14
t
13
t
11
t
FSt
FAA
FBa FTl
FFm
FBA
FBb
FMt
FAB
FFA
FMB
FVM
FAA
FBA
FFA
FVM
FAB
FMB
FWt
FWt
27
P
28
P
17
t
FRh
FRh
R
R
R
R
R
R
R
R
321
ABABABwithFABcoltype =
21
MtMtwithFMtcoltype =
321
MBMBMBwithFMBcoltype =
21
FAFAwithFFAcoltype =
21
WtWtwithFWtcoltype =
321
VMVMVMwithFVMcoltype =
21
RhRhwithFRhcoltype =
FFmzvar
1
:
FFAzvar
3
:
FMtzvar
2
:
FABxvar
4
:
FWtxvar
6
:
FMBxvar
5
:
FVMxvar
8
:
FRhxvar
7
:
1
x
2
x
3
x
3
x
3
x
3
x
1
y
2
y
3
y
4
y
4
y
4
y
4
y
4
x
4
x
4
x
r
r
1
m
2
m
3
m
1
m
2
m
3
m
1
m
2
m
3
m
12@ABm,BA,AA
9@ABm,BA,AA
13@ABm,BA,AA
11@ABm,BA,AA
15@ABm,BA,AA
12@ABm,BA,AA
10@ABm,BA,AA
ofr,y,xcase
3333
3233
2322
2122
1311
1211
1111
43
+→
+→
+→
+→
+→
+→
+→
5
x
7.11@MBm,FA,AB
6.10@MBm,FA,AB
2.14@MBm,FA,AB
8.12@MBm,FA,AB
ofr,z,xcase
3423
2522
1511
1411
34
+→
+→
+→
+→
5
x
8.7@VMm,Rh,Wt,MB
7.6@VMm,Rh,MB
2.6@VMm,Wt,MB
ofm,x,x,xcase
16111
3623
2622
6765
+→
+→
+→
4
m
5
m
4
m
5
m
4
m
5
m
6
x
7
x
6
x
7
x
6
x
7
x
5
x
6
m
8
x
8
x
6
m
1
z
2
z
3
z
3
z
3
z
3
z
21
CACAwithFCAcoltype =
321
BbBbBbwithFBbcoltype =
654321
mmmmmmwithRcoltype =
FCAxvar
1
:
FAAxvar
3
:
Rrvar :
21
StStwithFStcoltype =
21
TlTlwithFTlcoltype =
321
AAAAAAwithFAAcoltype =
321
BABABAwithFBAcoltype =
321
BaBaBawithFBacoltype =
FStxvar
2
:
FBbyvar
2
:
FBayvar
1
:
21
FmFmwithFFmcoltype =
FTlyvar
3
:
FBAyvar
4
:
1
P
3
P
5
P
4
P
8
P
9
P
11
P
15
P
2
P
6
P
7
P
10
P
12
P
13
P
18
P
19
P
14
P
17
P
20
P
21
P
24
P
25
P
30
P
31
P
16
P
22
P
23
P
26
P
29
P
3
t
2
t
1
t
10
t
12
t
9
t
8
t
18
t
19
t
5
t
4
t
FCA
6
t
7
t
15
t
16
t
14
t
13
t
11
t
FSt
FAA
FBa FTl
FFm
FBA
FBb
FMt
FAB
FFA
FMB
FVM
FAA
FBA
FFA
FVM
FAB
FMB
FWt
FWt
27
P
28
P
17
t
FRh
FRh
R
R
R
R
R
R
R
R
321
ABABABwithFABcoltype =
21
MtMtwithFMtcoltype =
321
MBMBMBwithFMBcoltype =
21
FAFAwithFFAcoltype =
21
WtWtwithFWtcoltype =
321
VMVMVMwithFVMcoltype =
21
RhRhwithFRhcoltype =
FFmzvar
1
:
FFAzvar
3
:
FMtzvar
2
:
FABxvar
4
:
FWtxvar
6
:
FMBxvar
5
:
FVMxvar
8
:
FRhxvar
7
:
1
x
2
x
3
x
3
x
3
x
3
x
1
y
2
y
3
y
4
y
4
y
4
y
4
y
4
x
4
x
4
x
r
r
1
m
2
m
3
m
1
m
2
m
3
m
1
m
2
m
3
m
12@ABm,BA,AA
9@ABm,BA,AA
13@ABm,BA,AA
11@ABm,BA,AA
15@ABm,BA,AA
12@ABm,BA,AA
10@ABm,BA,AA
ofr,y,xcase
3333
3233
2322
2122
1311
1211
1111
43
+→
+→
+→
+→
+→
+→
+→
5
x
7.11@MBm,FA,AB
6.10@MBm,FA,AB
2.14@MBm,FA,AB
8.12@MBm,FA,AB
ofr,z,xcase
3423
2522
1511
1411
34
+→
+→
+→
+→
5
x
8.7@VMm,Rh,Wt,MB
7.6@VMm,Rh,MB
2.6@VMm,Wt,MB
ofm,x,x,xcase
16111
3623
2622
6765
+→
+→
+→
4
m
5
m
4
m
5
m
4
m
5
m
6
x
7
x
6
x
7
x
6
x
7
x
5
x
6
m
8
x
8
x
6
m
1
z
2
z
3
z
3
z
3
z
3
z
Figure 6: The PNet of the motor family.
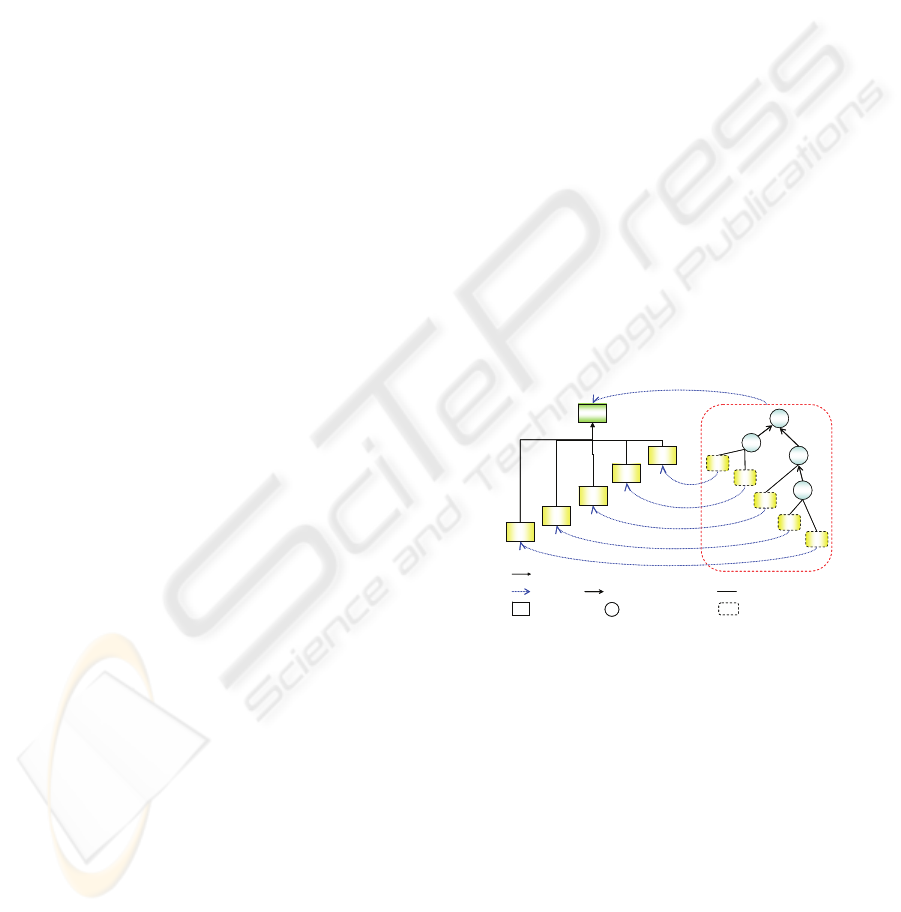
A hierarchical colored timed PN (
HCTPN
) is
defined as a tuple,
(
)
HRTagsPPSPSTNETHCTPN
r
,,,,,,,,
χγϖβ
=
, where
•
MNetsANetsPNetNET ∪∪=
is a finite
nonempty set of nets with 3 disjoint subsets: a
PNet
, a set of
ANets
and a set of
MNets
such that
NETNetNet
ji
∈≠∀
:
φ
=∩
ji
NetNet
;
•
r
ANet
r
ANet
r
PNet
r
n1
TTTST ∪∪= "
is a finite
nonempty set of refinement transitions with n+1
disjoint subsets: a set of refinement transitions of
the
PNet
and
n
disjoint sets of refinement transitions
of the corresponding
ANets
;
•
NETST
r
6:
β
is a net assignment function
that maps
r
ST
into
NET
such that
j
r
NetSTt ∩∈∀
NETsNetNet
ji
∈≠∀
:
()
i
Nett =
β
;
•
SP
is a finite nonempty set of socket places
such that
NETNetSTtSPp
i
r
∈∀∈∀∈∀
:
∧∈
i
Nett,p
(
)
••
∈∨∈ tptp
;
•
{}
Out/In,Out,InSP 6:
ϖ
is a socket type
function that maps a socket place to either an input
type, output type, or input/output type;
•
PP
is a finite nonempty set of port places such
that
r
ii
STtNetPPpNETNet ∈∀∩∈∀∈∀
:
()
i
Nett =
β
;
•
{}
Out/In,Out,InPP 6:
γ
is a port type
function that maps each port place to either an input
type, output type, or input/output type;
•
PPSPST
r
×: 6
χ
is a port assignment
function that maps each refinement transition to a
binary relation between a socket place and a port
place such that
(
)
()
(
)
(
)
()
(
)
jijiji
r
pppptp,pSTt
ααγϖχ
=∧=:∈∀∈∀
;
•
HRTags
is a set of hierarchical refinement tags
that are defined for
r
ST
.
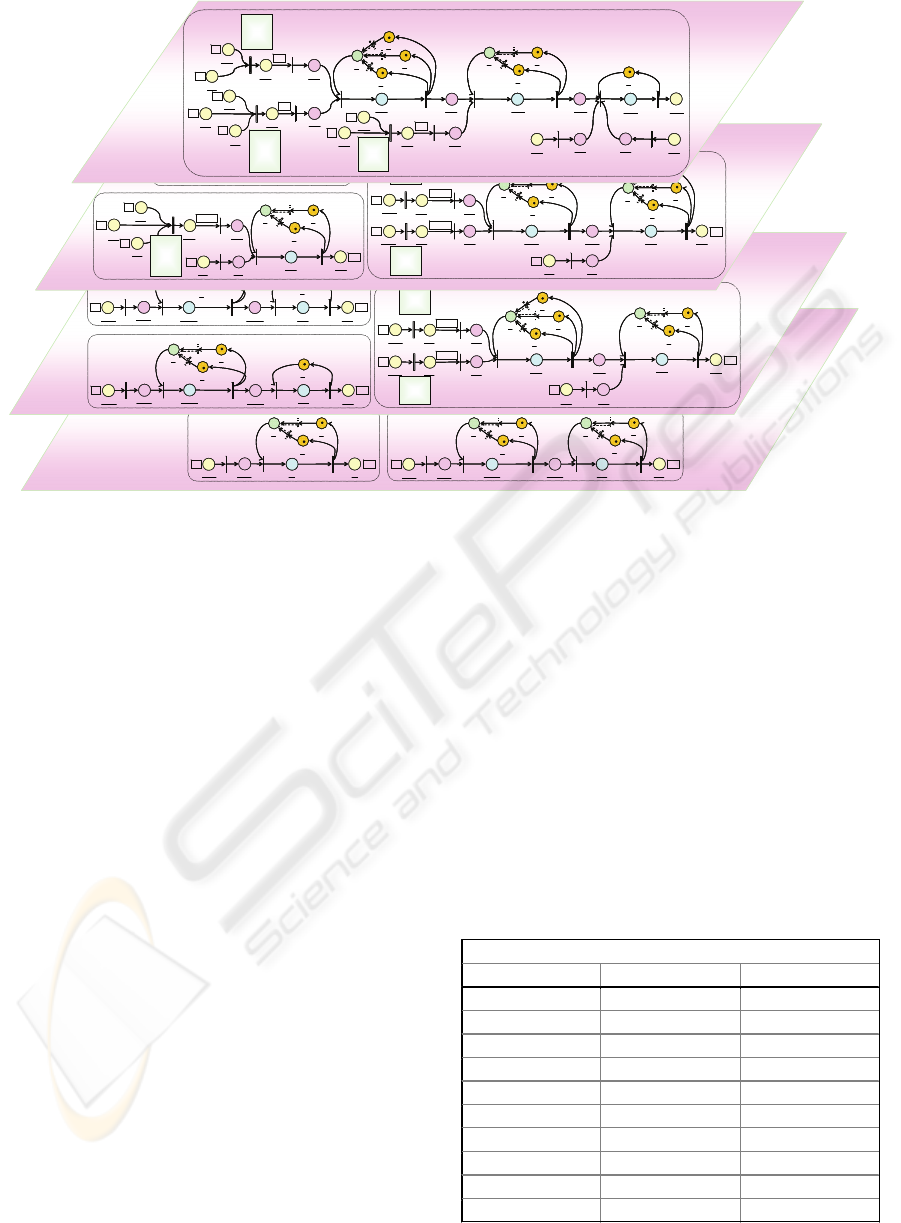
Based on the above definition and the
constructed
PNet , ANets and MNets , the HCTPN
shown in Fig. 7 has been constructed to model the
configuration of complete production processes of
vibration motors. Also shown are
HRTags
defined
for refinement transitions, socket and port places,
types of socket and port places.
Since port places of an output type on
MNets and
ANets at lower levels contain colored tokens
representing material items involved in
ANets at
higher levels, an
HCTPN evolves in a bottom-up
manner. More specifically,
MNets at the lowest
level of each branch evolve first. Transition firing in
these
MNets leads to the generation of colored
tokens representing produced parts in the output port
places. At the same time, these colored tokens are
generated in the corresponding output socket places
on
ANets at higher levels as well. With the presence
of these colored tokens together with others
representing available machines, purchased parts
and/or assemblies, transitions on the immediate
higher level
ANets will be enabled and thus fire,
which generates colored tokens representing
produced assemblies in the output port places on the
ANets . Such colored tokens will appear
simultaneously in the corresponding socket places
on the
ANets of parent assemblies, and so on. This
process continues till the
PNe
t
at the top level has
been reached.
6 APPLICATION RESULTS
6.1 Model Analysis
After construction, all net models are analyzed to
determine whether or not they logically reflect
system operations. In the literature, P-invariant
analysis is often adopted by researchers to analyze
their PN models due to its analysis advantages
(Jensen, 1997). In this study, we, thus, adopt P-
invariant analysis as well. Several P-invariants are
identified in each
MNet , ANet and the PNet . The
total number of busy machines and idle machines
leads to a P-invariant. Another P-invariant relates to
items in buffer places, items ready to be processed
and items being processed (represented by items to
be produced).
Moreover, in view of the fact that deadlocks and
conflicts have a major impact on the operations of
system models, we conduct deadlock and conflict
analysis as well. Among the several types of
conflicts, conflicts that may result from resources
sharing do not exist in the constructed net models.
ICEIS 2009 - International Conference on Enterprise Information Systems
10
1
P
2
P
4
P
7
P
3
P
5
P
6
P
1
t
5
t
2
t
4
t
3
t
R
R
R
FRCl
Cl
OutIn
Cl_MNet
FRCl
Cl
1
P
2
P
4
P
7
P
3
P
9
P
12
P
5
P
6
P
1
t
6
t
5
t
2
t
9
t
4
t
3
t
FRCt
1FCt ⋅ FCt
R
R
R
OutIn
Ct_MNet
8
P
10
P
11
P
8
t
7
t
R
R
R
FRCt
1FCt ⋅ FCt
1
P
2
P
4
P
7
P
8
P
3
P
9
P
10
P
5
P
6
P
1
t
6
t
5
t
2
t
7
t
4
t
3
t
FRBb
1FBb⋅ FBb
R R
R
R
FRBb
1FBb⋅ FBb
OutIn
Bb_MNet
1
P
2
P
4
P
5
P
3
P
6
P
8
P
11
P
14
P
16
P
17
P
12
P
13
P
18
P
7
P
15
P
19
P
9
P
10
P
3
t
2
t
1
t
10
t
8
t
13
t
5
t
4
t
FRCl
11
t
12
t
14
t
7
t
6
t
9
t
FCt
FRCt
FCl
FCtl
FTp
FCA
R
R
R
R
R
R
R
CA_ANet
FCt
FCl
FCtl
FTp
FCA
Out/In
In
In
Out/In
In
Out
122
11
7
pp
pp
Ct_MNet
HRTag
→
→
75
14
8
pp
pp
Cl_MNet
HRTag
→
→
1
P
2
P
4
P
7
P
8
P
3
P
9
P
10
P
5
P
6
P
1
t
6
t
5
t
2
t
7
t
4
t
3
t
FRBa
1FBa ⋅
FBa
R
R
R
R
FRBa
1FBa ⋅ FBa
OutIn
Ba_MNet
1
P
2
P
4
P
5
P
3
P
6
P
8
P
7
P
9
P
3
t
2
t
1
t
5
t
4
t
FMt
6
t
FFm
FFA
R
R
R
FA_ANet
FMt
FFm
FFA
In
In
Out
1
P
4
P
6
P
5
P
7
P
8
P
11
P
12
P
9
P
10
P
3
t
1
t
8
t
5
t
4
t
7
t
6
t
FCA
FCt
FSt
FAA
R
R
R
FAA
AA_ANet
FCl
FTp
2
P
3
P
FCA
FSt
Out/In
Out
In
In
In
In
194
133
52
21
6
pp
pp
pp
pp
CA_ANet
HRTag
→
→
→
→
1
P
2
P
4
P
5
P
3
P
6
P
8
P
11
P
14
P
16
P
17
P
12
P
13
P
18
P
7
P
15
P
19
P
9
P
10
P
3
t
2
t
1
t
10
t
8
t
13
t
5
t
4
t
FRBb
11
t
12
t
14
t
7
t
6
t
9
t
FBa
FRBa
FBb
FBab
FTl
FBA
R
R
R
R
R
R
R
FBa
FBb
FBab
FTl
FBA
BA_ANet
Out/In
Out
102
11
4
pp
pp
Ba_MNet
HRTag
→
→
In
In
Out/In
In
105
14
5
pp
pp
Bb_MNet
HRTag
→
→
1
P
3
P
5
P
4
P
8
P
9
P
11
P
15
P
2
P
6
P
7
P
10
P
12
P
13
P
18
P
19
P
14
P
17
P
20
P
21
P
24
P
25
P
30
P
31
P
16
P
22
P
23
P
26
P
29
P
3
t
2
t
1
t
10
t
12
t
9
t
8
t
18
t
19
t
5
t
4
t
FCA
6
t
7
t
15
t
16
t
14
t
13
t
11
t
FSt
FAA
FBa
FTl
FFm
FBA
FBb
FMt
FAB
FFA
FMB
FVM
FAA
FBA
FFA
FVM
FAB
FMB
FWt
FWt
27
P
28
P
17
t
FRh
FRh
R
R
R
R R
R
R
R
In
Out
123
62
41
1
pp
pp
pp
AA_ANet
HRTag
→
→
→
In
Out
In
Out
In
In
In
In
194
127
56
25
2
pp
pp
pp
pp
BA_ANet
HRTag
→
→
→
→
918
317
116
3
pp
pp
pp
FA_ANet
HRTag
→
→
→
PNet
1
P
2
P
4
P
7
P
3
P
5
P
6
P
1
t
5
t
2
t
4
t
3
t
R
R
R
FRCl
Cl
OutIn
Cl_MNet
FRCl
Cl
1
P
2
P
4
P
7
P
3
P
5
P
6
P
1
t
5
t
2
t
4
t
3
t
R
R
R
FRCl
Cl
OutIn
Cl_MNet
FRCl
Cl
1
P
2
P
4
P
7
P
3
P
5
P
6
P
1
t
5
t
2
t
4
t
3
t
R
R
R
FRCl
Cl
OutOutInIn
Cl_MNet
FRCl
Cl
1
P
2
P
4
P
7
P
3
P
9
P
12
P
5
P
6
P
1
t
6
t
5
t
2
t
9
t
4
t
3
t
FRCt
1FCt ⋅ FCt
R
R
R
OutIn
Ct_MNet
8
P
10
P
11
P
8
t
7
t
R
R
R
FRCt
1FCt ⋅ FCt
1
P
2
P
4
P
7
P
3
P
9
P
12
P
5
P
6
P
1
t
6
t
5
t
2
t
9
t
4
t
3
t
FRCt
1FCt ⋅ FCt
R
R
R
OutIn
Ct_MNet
8
P
10
P
11
P
8
t
7
t
R
R
R
FRCt
1FCt ⋅ FCt
1
P
2
P
4
P
7
P
3
P
9
P
12
P
5
P
6
P
1
t
6
t
5
t
2
t
9
t
4
t
3
t
FRCt
1FCt ⋅ FCt
R
R
R
OutOutInIn
Ct_MNet
8
P
10
P
11
P
8
t
7
t
R
R
R
FRCt
1FCt ⋅ FCt
1
P
2
P
4
P
7
P
8
P
3
P
9
P
10
P
5
P
6
P
1
t
6
t
5
t
2
t
7
t
4
t
3
t
FRBb
1FBb⋅ FBb
R R
R
R
FRBb
1FBb⋅ FBb
OutIn
Bb_MNet
1
P
2
P
4
P
7
P
8
P
3
P
9
P
10
P
5
P
6
P
1
t
6
t
5
t
2
t
7
t
4
t
3
t
FRBb
1FBb⋅ FBb
R R
R
R
FRBb
1FBb⋅ FBb
OutIn
Bb_MNet
1
P
2
P
4
P
7
P
8
P
3
P
9
P
10
P
5
P
6
P
1
t
6
t
5
t
2
t
7
t
4
t
3
t
FRBb
1FBb⋅ FBb
R R
R
R
FRBb
1FBb⋅ FBb
OutIn
Bb_MNet
1
P
2
P
4
P
5
P
3
P
6
P
8
P
11
P
14
P
16
P
17
P
12
P
13
P
18
P
7
P
15
P
19
P
9
P
10
P
3
t
2
t
1
t
10
t
8
t
13
t
5
t
4
t
FRCl
11
t
12
t
14
t
7
t
6
t
9
t
FCt
FRCt
FCl
FCtl
FTp
FCA
R
R
R
R
R
R
R
CA_ANet
FCt
FCl
FCtl
FTp
FCA
Out/In
In
In
Out/In
In
Out
122
11
7
pp
pp
Ct_MNet
HRTag
→
→
75
14
8
pp
pp
Cl_MNet
HRTag
→
→
1
P
2
P
4
P
5
P
3
P
6
P
8
P
11
P
14
P
16
P
17
P
12
P
13
P
18
P
7
P
15
P
19
P
9
P
10
P
3
t
2
t
1
t
10
t
8
t
13
t
5
t
4
t
FRCl
11
t
12
t
14
t
7
t
6
t
9
t
FCt
FRCt
FCl
FCtl
FTp
FCA
R
R
R
R
R
R
R
CA_ANet
FCt
FCl
FCtl
FTp
FCA
Out/In
In
In
Out/In
In
Out
122
11
7
pp
pp
Ct_MNet
HRTag
→
→
75
14
8
pp
pp
Cl_MNet
HRTag
→
→
1
P
2
P
4
P
5
P
3
P
6
P
8
P
11
P
14
P
16
P
17
P
12
P
13
P
18
P
7
P
15
P
19
P
9
P
10
P
3
t
2
t
1
t
10
t
8
t
13
t
5
t
4
t
FRCl
11
t
12
t
14
t
7
t
6
t
9
t
FCt
FRCt
FCl
FCtl
FTp
FCA
R
R
R
R
R
R
R
CA_ANet
FCt
FCl
FCtl
FTp
FCA
Out/In Out/In
InIn
InIn
Out/In Out/In
InIn
OutOut
122
11
7
pp
pp
Ct_MNet
HRTag
→
→
122
11
7
pp
pp
Ct_MNet
HRTag
→
→
75
14
8
pp
pp
Cl_MNet
HRTag
→
→
75
14
8
pp
pp
Cl_MNet
HRTag
→
→
1
P
2
P
4
P
7
P
8
P
3
P
9
P
10
P
5
P
6
P
1
t
6
t
5
t
2
t
7
t
4
t
3
t
FRBa
1FBa ⋅
FBa
R
R
R
R
FRBa
1FBa ⋅ FBa
OutIn
Ba_MNet
1
P
2
P
4
P
7
P
8
P
3
P
9
P
10
P
5
P
6
P
1
t
6
t
5
t
2
t
7
t
4
t
3
t
FRBa
1FBa ⋅
FBa
R
R
R
R
FRBa
1FBa ⋅ FBa
OutIn
Ba_MNet
1
P
2
P
4
P
7
P
8
P
3
P
9
P
10
P
5
P
6
P
1
t
6
t
5
t
2
t
7
t
4
t
3
t
FRBa
1FBa ⋅
FBa
R
R
R
R
FRBa
1FBa ⋅ FBa
OutOutInIn
Ba_MNet
1
P
2
P
4
P
5
P
3
P
6
P
8
P
7
P
9
P
3
t
2
t
1
t
5
t
4
t
FMt
6
t
FFm
FFA
R
R
R
FA_ANet
FMt
FFm
FFA
In
In
Out
1
P
2
P
4
P
5
P
3
P
6
P
8
P
7
P
9
P
3
t
2
t
1
t
5
t
4
t
FMt
6
t
FFm
FFA
R
R
R
FA_ANet
FMt
FFm
FFA
In
In
Out
1
P
2
P
4
P
5
P
3
P
6
P
8
P
7
P
9
P
3
t
2
t
1
t
5
t
4
t
FMt
6
t
FFm
FFA
R
R
R
FA_ANet
FMt
FFm
FFA
InIn
InIn
OutOut
1
P
4
P
6
P
5
P
7
P
8
P
11
P
12
P
9
P
10
P
3
t
1
t
8
t
5
t
4
t
7
t
6
t
FCA
FCt
FSt
FAA
R
R
R
FAA
AA_ANet
FCl
FTp
2
P
3
P
FCA
FSt
Out/In
Out
In
In
In
In
194
133
52
21
6
pp
pp
pp
pp
CA_ANet
HRTag
→
→
→
→
1
P
4
P
6
P
5
P
7
P
8
P
11
P
12
P
9
P
10
P
3
t
1
t
8
t
5
t
4
t
7
t
6
t
FCA
FCt
FSt
FAA
R
R
R
FAA
AA_ANet
FCl
FTp
2
P
3
P
FCA
FSt
Out/In
Out
In
In
In
In
194
133
52
21
6
pp
pp
pp
pp
CA_ANet
HRTag
→
→
→
→
1
P
4
P
6
P
5
P
7
P
8
P
11
P
12
P
9
P
10
P
3
t
1
t
8
t
5
t
4
t
7
t
6
t
FCA
FCt
FSt
FAA
R
R
R
FAA
AA_ANet
FCl
FTp
2
P
3
P
FCA
FSt
Out/In Out/In
OutOut
InIn
InIn
InIn
InIn
194
133
52
21
6
pp
pp
pp
pp
CA_ANet
HRTag
→
→
→
→
194
133
52
21
6
pp
pp
pp
pp
CA_ANet
HRTag
→
→
→
→
1
P
2
P
4
P
5
P
3
P
6
P
8
P
11
P
14
P
16
P
17
P
12
P
13
P
18
P
7
P
15
P
19
P
9
P
10
P
3
t
2
t
1
t
10
t
8
t
13
t
5
t
4
t
FRBb
11
t
12
t
14
t
7
t
6
t
9
t
FBa
FRBa
FBb
FBab
FTl
FBA
R
R
R
R
R
R
R
FBa
FBb
FBab
FTl
FBA
BA_ANet
Out/In
Out
102
11
4
pp
pp
Ba_MNet
HRTag
→
→
In
In
Out/In
In
105
14
5
pp
pp
Bb_MNet
HRTag
→
→
1
P
2
P
4
P
5
P
3
P
6
P
8
P
11
P
14
P
16
P
17
P
12
P
13
P
18
P
7
P
15
P
19
P
9
P
10
P
3
t
2
t
1
t
10
t
8
t
13
t
5
t
4
t
FRBb
11
t
12
t
14
t
7
t
6
t
9
t
FBa
FRBa
FBb
FBab
FTl
FBA
R
R
R
R
R
R
R
FBa
FBb
FBab
FTl
FBA
BA_ANet
Out/In
Out
102
11
4
pp
pp
Ba_MNet
HRTag
→
→
In
In
Out/In
In
105
14
5
pp
pp
Bb_MNet
HRTag
→
→
1
P
2
P
4
P
5
P
3
P
6
P
8
P
11
P
14
P
16
P
17
P
12
P
13
P
18
P
7
P
15
P
19
P
9
P
10
P
3
t
2
t
1
t
10
t
8
t
13
t
5
t
4
t
FRBb
11
t
12
t
14
t
7
t
6
t
9
t
FBa
FRBa
FBb
FBab
FTl
FBA
R
R
R
R
R
R
R
FBa
FBb
FBab
FTl
FBA
BA_ANet
Out/In
Out/In
OutOut
102
11
4
pp
pp
Ba_MNet
HRTag
→
→
102
11
4
pp
pp
Ba_MNet
HRTag
→
→
InIn
InIn
Out/In Out/In
InIn
105
14
5
pp
pp
Bb_MNet
HRTag
→
→
105
14
5
pp
pp
Bb_MNet
HRTag
→
→
1
P
3
P
5
P
4
P
8
P
9
P
11
P
15
P
2
P
6
P
7
P
10
P
12
P
13
P
18
P
19
P
14
P
17
P
20
P
21
P
24
P
25
P
30
P
31
P
16
P
22
P
23
P
26
P
29
P
3
t
2
t
1
t
10
t
12
t
9
t
8
t
18
t
19
t
5
t
4
t
FCA
6
t
7
t
15
t
16
t
14
t
13
t
11
t
FSt
FAA
FBa
FTl
FFm
FBA
FBb
FMt
FAB
FFA
FMB
FVM
FAA
FBA
FFA
FVM
FAB
FMB
FWt
FWt
27
P
28
P
17
t
FRh
FRh
R
R
R
R R
R
R
R
In
Out
123
62
41
1
pp
pp
pp
AA_ANet
HRTag
→
→
→
In
Out
In
Out
In
In
In
In
194
127
56
25
2
pp
pp
pp
pp
BA_ANet
HRTag
→
→
→
→
918
317
116
3
pp
pp
pp
FA_ANet
HRTag
→
→
→
PNet
1
P
3
P
5
P
4
P
8
P
9
P
11
P
15
P
2
P
6
P
7
P
10
P
12
P
13
P
18
P
19
P
14
P
17
P
20
P
21
P
24
P
25
P
30
P
31
P
16
P
22
P
23
P
26
P
29
P
3
t
2
t
1
t
10
t
12
t
9
t
8
t
18
t
19
t
5
t
4
t
FCA
6
t
7
t
15
t
16
t
14
t
13
t
11
t
FSt
FAA
FBa
FTl
FFm
FBA
FBb
FMt
FAB
FFA
FMB
FVM
FAA
FBA
FFA
FVM
FAB
FMB
FWt
FWt
27
P
28
P
17
t
FRh
FRh
R
R
R
R R
R
R
R
In
Out
123
62
41
1
pp
pp
pp
AA_ANet
HRTag
→
→
→
In
Out
In
Out
In
In
In
In
194
127
56
25
2
pp
pp
pp
pp
BA_ANet
HRTag
→
→
→
→
918
317
116
3
pp
pp
pp
FA_ANet
HRTag
→
→
→
PNet
1
P
3
P
5
P
4
P
8
P
9
P
11
P
15
P
2
P
6
P
7
P
10
P
12
P
13
P
18
P
19
P
14
P
17
P
20
P
21
P
24
P
25
P
30
P
31
P
16
P
22
P
23
P
26
P
29
P
3
t
2
t
1
t
10
t
12
t
9
t
8
t
18
t
19
t
5
t
4
t
FCA
6
t
7
t
15
t
16
t
14
t
13
t
11
t
FSt
FAA
FBa
FTl
FFm
FBA
FBb
FMt
FAB
FFA
FMB
FVM
FAA
FBA
FFA
FVM
FAB
FMB
FWt
FWt
27
P
28
P
17
t
FRh
FRh
R
R
R
R R
R
R
R
In
Out
123
62
41
1
pp
pp
pp
AA_ANet
HRTag
→
→
→
In
Out
In
Out
In
In
In
In
194
127
56
25
2
pp
pp
pp
pp
BA_ANet
HRTag
→
→
→
→
918
317
116
3
pp
pp
pp
FA_ANet
HRTag
→
→
→
1
P
3
P
5
P
4
P
8
P
9
P
11
P
15
P
2
P
6
P
7
P
10
P
12
P
13
P
18
P
19
P
14
P
17
P
20
P
21
P
24
P
25
P
30
P
31
P
16
P
22
P
23
P
26
P
29
P
3
t
2
t
1
t
10
t
12
t
9
t
8
t
18
t
19
t
5
t
4
t
FCA
6
t
7
t
15
t
16
t
14
t
13
t
11
t
FSt
FAA
FBa
FTl
FFm
FBA
FBb
FMt
FAB
FFA
FMB
FVM
FAA
FBA
FFA
FVM
FAB
FMB
FWt
FWt
27
P
28
P
17
t
FRh
FRh
R
R
R
R R
R
R
R
InIn
OutOut
123
62
41
1
pp
pp
pp
AA_ANet
HRTag
→
→
→
123
62
41
1
pp
pp
pp
AA_ANet
HRTag
→
→
→
In
In
OutOut
InIn
OutOut
InIn
InIn
InIn
InIn
194
127
56
25
2
pp
pp
pp
pp
BA_ANet
HRTag
→
→
→
→
194
127
56
25
2
pp
pp
pp
pp
BA_ANet
HRTag
→
→
→
→
918
317
116
3
pp
pp
pp
FA_ANet
HRTag
→
→
→
918
317
116
3
pp
pp
pp
FA_ANet
HRTag
→
→
→
PNet
Figure 7: The HCTPN modeling PPbPC of the motor family.
The definitions of colored tokens and arc
expressions have resolved the possible conflicts in
relation to transition firing with respect to different
colored tokens and time durations. Thus, no conflicts
exist in
MNets , ANets and the PNet . For analyzing
deadlocks, we adopt the Deadlock Detection
Algorithm (DDA) (Wang and Wu, 1998). For any
given initial state of each
MNet , ANet and the
PNet in the HCTPN , a goal state is always obtained
using the DDA. This concludes that the
HCTPN is
deadlock free.
6.2 Application Results
The HCTPN in Fig. 7 is applied to the three
vibration motors:
,VM
1
2
VM and
3
VM . The
selection of alternative machines and production
processes is based on the minimal completion time
of the three vibration motors. The rule to fire
transitions is the shortest delay times. The results are
three production processes, more specifically all
machines required to produce
21
VM,VM and
3
VM .
Table 2 lists these machines. The indices of
machines are applicable to machines in the
corresponding manufacturing/assembly processes of
product items, and thus machines with same indices
producing different product items are not the same.
Due to space constraints, not all of the machines are
shown in the table.
7 CONCLUSIONS
Recognizing the significance of PPbPC in achieving
production efficiency of product families, we
presented a holistic model of PPbPC. A formalism
of HCTPNs was proposed to facilitate modeling
PPbPC by integrating the basic principles of HPNs,
TPNs and CPNs. The industrial example has proven
the feasibility and potential of using HCTPNs to
model PPbPC. Future research may be directed to
develop a computational system based on the
proposed formalism to implement PPbPC.
Table 2: The configured production processes for the three
motor variants.
Machine(Operation; Product item)
1
VM
2
VM
3
VM
2
m
(Manufacturing operation;
1Ba
1
⋅
)
2
m
(Manufacturing operation;
1Ba
2
⋅
)
1
m
(Manufacturing operation;
1Ba
3
⋅
)
3
m
(Manufacturing operation;
1
Ba
)
3
m
(Manufacturing operation;
2
Ba
)
3
m
(Manufacturing operation;
3
Ba
)
2
m
(Manufacturing operation;
1Bb
1
⋅
)
1
m
(Manufacturing operation;
1Bb
2
⋅
)
2
m
(Manufacturing operation;
1Bb
3
⋅
)
3
m
(Manufacturing operation;
1
Bb
)
3
m
(Manufacturing operation;
2
Bb
)
3
m
(Manufacturing operation;
3
Bb
)
… … …
2
m
(Assembly operation;
1
AA
)
1
m
( Assembly operation;
2
AA
)
2
m
( Assembly operation;
1
AA
)
1
m
(Assembly operation;
1
FA
)
2
m
( Assembly operation;
2
FA
)
1
m
( Assembly operation;
3
FA
)
1
m
(Assembly operation;
1
AB
)
3
m
( Assembly operation;
2
AB
)
2
m
( Assembly operation;
3
AB
)
5
m
(Assembly operation;
1
MB
)
5
m
(Assembly operation;
2
MB
)
4
m
(Assembly operation;
3
MB
)
6
m
(Assembly operation;
1
VM
)
6
m
(Assembly operation;
2
VM
)
6
m
(Assembly operation;
3
VM
)
A PETRI NET MODEL OF PROCESS PLATFORM-BASED PRODUCTION CONFIGURATION
11

REFERENCES
Bley, H., Zenner, C., 2006. Variant-oriented assembly
planning.
Annals of the CIRP, 55, pp. 23-28.
Cortes, L.A., Eles, P., Peng, Z., 2003. Modeling and
formal verification of embedded systems based on a
Petri net representation.
Journal of Systems
Architecture
, 49, pp. 571-598.
Dussart, A., Aubert, B.A., Patry, M., 2004. An evaluation
of inter-organizational workflow modeling
formalisms.
Journal of Database Management, 15, pp.
74-104.
EIMaraghy, H.A., 2006. Flexible and reconfigurable
manufacturing systems paradigms.
Annals of the
CIRP
, 56, pp. 467-472.
EIMaraghy, H.A., 2007. Mathematical modelling for
reconfigurable process planning. International Journal
of Flexible Manufacturing Systems
, 17, pp. 261-276.
Fehling, R., 1993. A concept of hierarchical Petri nets
with building blocks. in
Advances in Petri nets
(Rozenberg, G., Ed.), vol. 674 of Lecture Notes in
Computer Science, Springer-Verlang, pp. 148-168.
Jensen, K., 1997. Colored Petri nets: basic concepts,
analysis methods and practical use. Vol. 2, New York:
Springer.
Jiao, J., Zhang, L., Zhang, Y., Pokharel, S., 2008.
Association rule mining for product and process
variety mapping. International Journal of Computer
Integrated Manufacturing
, 21, pp. 111-124.
Ramachandani, C., 1974. Analysis of asynchronous
concurrent systems by timed Petri nets. Technical
Report MAC TR 120, MIT, Cambridge.
Schierholt, K., 2001. Process configuration: combining the
principles of product configuration and process
planning. Artificial Intelligence for Engineering
Design, Analysis and Manufacturing
, 15, pp. 411–424.
Silva, S.C., Alves, A. C., 2006. Detailed design of product
oriented manufacturing systems, The International
Conference on Group Technology/Cellular
Manufacturing
, Groningen, The Netherlands.
Wang, L.C., Wu, S.Y., 1998. Modeling with colored timed
object-oriented Petri nets for automated
manufacturing systems.
Computers & Industrial
Engineering
, 34, pp. 463-480.
WiendahI, H.-P., EIMaraghy, H.A., Nyhuis, P., Zah, M.F.,
WiendahI, H.-H., Duffie, N., Brieke, M., 2007.
Changeable manufacturing – classification, design and
operation.
Annals of the CIRP, 56, pp. 783-8029.
Williams, C.B., Allen, J.K., Rosen, D.W., Mistree, F.,
2007. Designing platforms for customizable products
and processes in markets of non-uniform demand.
Current Engineering: Research and Applications, 15,
pp. 201-216.
Zhang, L., 2007. Process platform-based production
configuration for mass customization. PhD
Dissertation, Division of Systems and Engineering
Management, Nanyang Technological University,
Singapore.
Zhang, L., Jiao, J., Helo, P.T., 2007. Process platform
representation based on unified modeling language.
International Journal of Production Research, 45, pp.
323-350.
ICEIS 2009 - International Conference on Enterprise Information Systems
12
