
ON THE WORK-IN-PROCESS CONTROL OF PRODUCTION
NETWORKS
Nikos C. Tsourveloudis
Machine Tools Laboratory, Technical University of Crete, Chania, Greece
Keywords: Production Networks, Work-In-Process, Fuzzy Control, Evolutionary Algorithms, Controller Design.
Abstract: The effectiveness of evolutionary optimized fuzzy controllers for production scheduling has been proven in
the past. The objective of the control/scheduling task in this context, is to continuously adjust the production
rate in a way that: 1) satisfies the demand for final products, 2) keeps the inventory as low as possible. The
evolutionary optimization identifies fuzzy control solutions which simultaneously satisfy those restrictions.
The important question here is: How robust and generic is the outcome of the evolutionary process? In this
paper we face this question by testing the evolutionary tuned fuzzy controllers under several demand
patterns, as the actual demand might be different from those used for evolution\optimization. Extensive
simulations of a supervisory controller identify the performance of the evolutionary-fuzzy strategy in
comparison to a pure knowledge based one.
1 INTRODUCTION
As the manufacturing industry moves away from the
mass production paradigm towards the agile
manufacturing, the life cycle of products gets shorter
while the need for a wide variety of them increases.
Keeping large inventories in stock tends to be
unattractive in today’s markets. The same holds for
the unfinished parts throughout the manufacturing
system, widely known as Work-In-Process (WIP), as
it represents an already made expense with unknown
profitability due to the rapidly changing demand. In
a highly changing demand environment, the
accumulated inventories are less desirable than ever.
The work-in-process inventory is measured by
the number of unfinished parts in the buffers
throughout the manufacturing system and it should
stay as small as possible (Conway et al., 1998), (Bai
and Gershwin, 1994).
Traditionally, inventory control methods in this
field can be roughly grouped into mathematical
modelling approaches, computerized planning
methods, such as material requirement planning
(MRP), and heuristic scheduling strategies. Many
c
ontrol policies (CONWIP-constant WIP, base stock
method etc.|) aim in keeping WIP at low levels
(Gershwin, 1994). However, an exact optimal value
of WIP cannot be determined in realistic
manufacturing conditions. Therefore, the problem of
WIP determination and control is amenable to an
artificial intelligent treatment, as suggested in
(Custodio et al., 1994), (Tsourveloudis et al., 2000)
and recently in (Ioannidis et al., 2004) and
(Tsourveloudis et al., 2006).
The supervisory
controller suggested in (Ioannidis et al., 2004) is used
to tune a set of lower-level distributed fuzzy control
modules that reduce WIP and synchronize the
production system's operation. The overall control
objective is to keep the WIP and cycle time as low as
possible, while maintaining quality of service by
keeping the backlog to an acceptable level.
Fuzzy logic has been used in tandem to
Evolutionary Algorithms (EA) so as to keep the WIP
and cycle time as low as possible, and at the same
time to maintain high utilization (Tsourveloudis et
al. 2006, Tsourveloudis et al., 2007). The objective
in those works was to optimize the control policy in
a way that satisfies the (random) demand for final
products while keeping minimum WIP within the
production system. During the evolution, the EA
identifies those set of parameters for which the fuzzy
controller has an optimal performance with respect
to WIP minimization for several demand patterns.
The use of evolving genetic structures for the
production scheduling problem, has recently gained
a lot of acceptance in the automated and optimal
design of fuzzy logic systems (Tedford and Lowe,
2003, Gordon et al. 2001). However, a potential
222
C. Tsourveloudis N. (2009).
ON THE WORK-IN-PROCESS CONTROL OF PRODUCTION NETWORKS.
In Proceedings of the 6th International Conference on Informatics in Control, Automation and Robotics - Intelligent Control Systems and Optimization,
pages 222-227
DOI: 10.5220/0002208202220227
Copyright
c
SciTePress

problem is that the evolutionary (or genetically)
evolved fuzzy controllers might perform optimal
only under the conditions involved in the evolution
process. In this paper we examine the performance
of evolutionary optimized controllers in contrast to
heuristically designed fuzzy controllers. For
comparisons purposes we test the controllers in
conditions different from the ones they have been
designed for. In this way, some useful insights
regarding the design robustness of the evolutionary
tuned fuzzy controllers may be drawn.
The rest of the paper is organized as follows.
Section 2 describes the evolutionary fuzzy
scheduling concept that is used for WIP
minimization. Two control approaches are
presented: the distributed and the supervised one.
Section 3 describes the comparison scenarios and
presents experimental results for production lines
and networks. Issues for discussion and remarks as
well as suggestions for further development are
presented in the last section.
2 EVOLUTIONARY-FUZZY
SCHEDULING
A production network consists of machines
(operation stations) and buffers (storage areas).
Items are received at each machine and wait for the
next operation in a buffer with finite capacity. WIP
may increase because of unanticipated events, like
machine breakdowns and potential consequent
propagation of these events. For example, a failed
machine with operational neighbours forces to an
inventory increase of the previous storage buffer. If
the repair time is big enough, then the broken
machine will either block the previous station or
starve the next one. This “bottleneck” effect will
propagate throughout the system.
Clearly, production scheduling of realistic
manufacturing plants must satisfy multiple
conflicting criteria and also cope with the dynamic
nature of such environments. Fuzzy logic offers the
mathematical framework that allows for simple
knowledge representations of the production
control/scheduling principles in terms of IF-THEN
rules. The expert knowledge that describes the
control objective (that is WIP reduction) can be
summarized in the following statements
(Tsourveloudis et al, 2000, Tsourveloudis et al.,
2006):
If the surplus level is satisfactory then try to
prevent starving or blocking by increasing or
decreasing the production rate accordingly,
else
If the surplus is not satisfactory that is either too
low or too high then produce at maximum or zero
rate respectively.
In fuzzy logic controllers (FLCs), the control
policy is described by linguistic IF-THEN rules
similar to the above statements. The essential part of
every fuzzy controller is the knowledge acquisition
and the representation of the extracted knowledge
with certain fuzzy sets/membership functions.
Membership functions (MFs) represent the
uncertainty modelled with fuzzy sets by establishing
a connection between linguistic terms (such as low,
negative, high etc) and precise numerical values of
variables in the physical system. The correct choice
of the MFs is by no means trivial and plays a crucial
role in the success of an application. If the selection
of the membership functions is not based on a
systematic optimization procedure then the adopted
fuzzy control strategy cannot guarantee minimum
WIP level.
The evolutionary-fuzzy synergy attempts to
minimize the empirical/expert design and create
MFs that fit best to scheduling objectives
(Tsourveloudis et al., 2006). In this context, the
design of the fuzzy controllers (distributed or
supervisory) can be regarded as an optimization
problem in which the set of possible MFs constitutes
the search space. Evolutionary Algorithms (EAs) are
seeking optimal or near optimal solutions in large
and complex search spaces and therefore have been
successfully applied to a variety of scheduling
problems with broad applicability to manufacturing
systems (Tedford and Lowe, 2003). The objective is
to optimize a performance measure which in the
EAs context is called fitness function. In each
generation, the fitness of every chromosome is first
evaluated based on the performance of the
production network system, which is controlled
through the membership functions represented in the
chromosome. A specified percentage of the better
fitted chromosomes are retained for the next
generation. Then parents are selected repeatedly
from the current generation of chromosomes, and
new chromosomes are generated from these parents.
One generation ends when the number of
chromosomes for the next generation has reached
the quota. This process is repeated for a pre-selected
number of generations.
2.1 Distributed Evolutionary-fuzzy
Control
The architecture of the distributed evolutionary-
fuzzy WIP control scheme is extensively discussed
ON THE WORK-IN-PROCESS CONTROL OF PRODUCTION NETWORKS
223
() (() ())
N
ijj
j
Fx Dt PRt
1
2
1
−
=
⎡⎤
=−
⎢⎥
⎣⎦
∑
,,
(, ,,)
IS
f
ji il i i
bbxs
in (Tsourveloudis et al., 2006) and (Tsourveloudis et
al., 2007). The control objective of the distributed
scheduling approach, as earlier stated, is to satisfy
the demand and, at the same time, to keep WIP as
low as possible. This is attempted by regulating the
processing rate r
i
at every time instant. The
processing rate r
i
of each machine at every time
instant is:
⎪
⎩
⎪
⎨
⎧
=
∑
∑
=
==
′
1if
)(
)(
0if0
),,,(
*
*
,,IS
f
i
iR
iRi
i
iiliiji
s
r
rr
s
sxbbr
μ
μ
, (1)
where, represents a fuzzy
inference system that takes as inputs the level
ij
b
,
of
the upstream buffer, the downstream buffer level
li
b
,
, x
i
is the surplus (cumulative production minus
demand) and s
i
is a non fuzzy variable denoting the
state of the machine, which can be either 1
(operative) or 0 (stopped).
The fitness function F(x
i
) of each individual x
i
,
which associates the demand with the cumulative
production of the manufacturing system is:
(2)
where, t is the current simulation time, D(t) is the
overall demand and PR(t) is the cumulative
production of the system.
As earlier stated, the objective of the evolution
process is to optimize the shape of the fuzzy
membership function. Indeed, after the evolution
process the shape of the membership functions is
altered. The best individual is considered to be the
one with the biggest fitness. The fittest individuals
are selected and they undergo mutations. The fittest
controllers and their mutated offsprings are forming
the new population. After some generations the
algorithm converges and the best individuals
represent near optimal solutions.
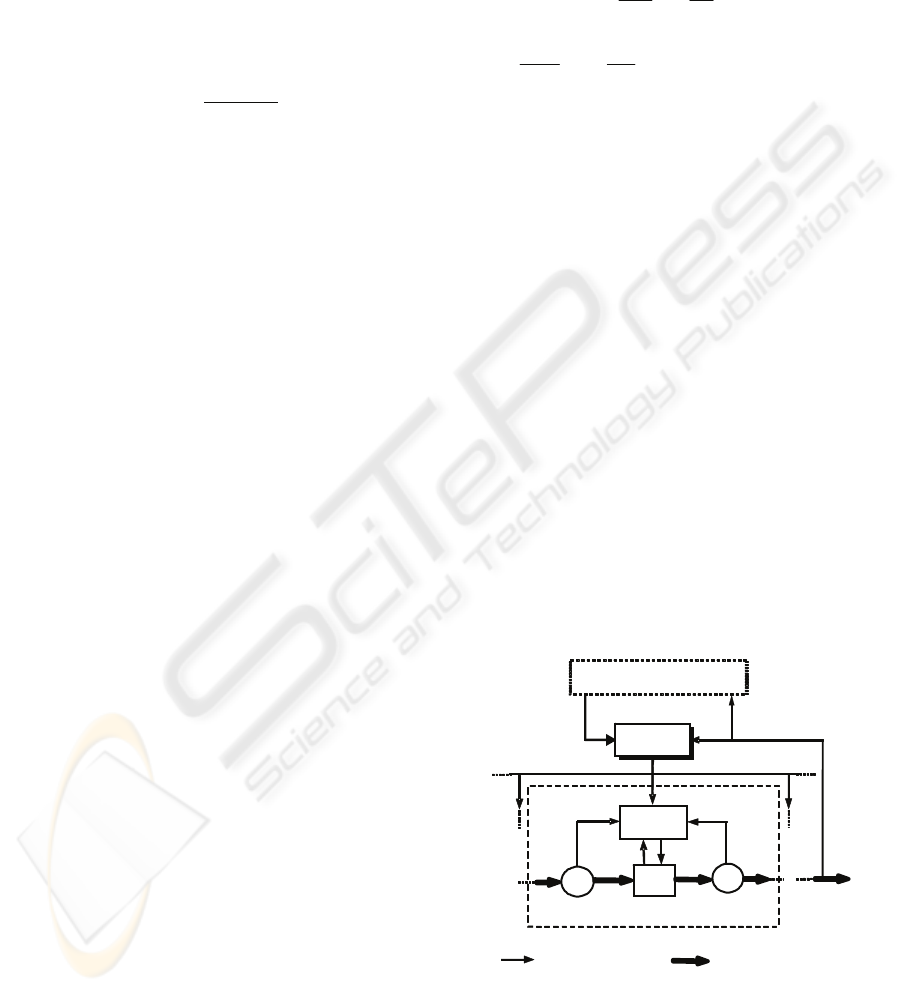
2.2 Supervised Evolutionary-fuzzy
Control
In control systems literature a supervisor is a
controller (supervisory controller) that utilizes
available data to characterize the overall system's
current behavior, potentially modifying the lower
level controllers to ultimately achieve desired
specifications. The supervisory controller in this,
and also in our past works, is used to tune the
distributed controllers in a way that improves
performance without dramatic changes in the
structure of the control architecture, as justified in
(Ioannidis et al., 2004). The concept of the
supervised evolutionary-fuzzy WIP control scheme
is shown in Figure 1. The fitness function in the
supervisory approach case was chosen to be the
following:
()
1
Ib
F
cWIP c BL
−
=+
(3)
where,
WIP
and
B
L
are the mean work-in-process
and mean backlog (=cumulative production minus
demand), respectively. The c
I
, c
b
are weighting
factors that represent the unit costs of inventory and
backlog, respectively. Assuming that the capacity of
a production system is given, equations (2) and (3)
show that the evolved MFs are highly based (in
terms of their support and shape) on the demand
values. Obviously, the value of demand is crucial for
WIP and backlog determination in (3). Some of the
questions arise here concerning demand, are:
• What happens when actual demand is different
(in both magnitude and changing pattern) than
the one considered during controller’s
evolution?
• Is the evolved controller robust enough to
absorb random variations of demand?
• Does the original (without MF optimization)
heuristic fuzzy controller perform better in
unknown demands?
Since there are no analytical solutions to those
questions, in what follows we will examine and
compare the performance of both evolutionary and
heuristic fuzzy controllers through simulation, for a
variety of test cases.
E
volutionary Algorithm
M
i
B
j,i
B
i,
l
M
i
Controlle
r
Supervisory
Controlle
r
P
roduction Control Module
: Information Flow
: Material Flow
Figure 1: Supervisory control: Evolutionary-fuzzy
concept.
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
224
3 TESTING AND RESULTS
The evolutionary-fuzzy approaches suggested in
(Tsourveloudis et al., 2007), are tested and
compared to the heuristic fuzzy approaches initially
suggested in (Tsourveloudis et al., 2000). In the all
simulations performed we assume that the machines
fail randomly, with a failure rate p
i
. This rate is
known and set before the simulation starts. Also,
machines are repaired randomly with rate rr
i
. The
resources needed for repairs are assumed to be
available. The times between failures and repairs are
exponentially distributed. All machines operate at
known, but not necessarily equal rates. Each
machine produces in a rate r
i
≤ µ
i
, where μ
i
is the
maximum processing rate of machine M
i
. We also
assume that the flow of parts within the system is
continuous.
In the production network shown in Figure 2, the
circles represent buffers and squares are machining
stations. This network is identical to the one
discussed in previous works (Tsourveloudis et al.,
2000, 2006a, 2006b, 2007). For simplicity it is
assumed that this network produces one part type.
Lines and networks producing multiple part types
have been discussed in (Tsourveloudis et al., 2000),
(Ioannidis et al., 2004) and it has been shown that
have similar behavior to the single-part-type
systems. One important observation made in
(Ioannidis et al. 2004, Tsourveloudis et al. 2006,
2007) was that the evolutionary tuned fuzzy
controllers achieved a substantial reduction of WIP
in almost all test cases.
M
1
B
01
B
I
B
I
B
1,2
B
2,4
B
4,5
B
2,3
B
F
B
3,5
M
2
M
5
M
4
M
3
Subsystem 1 (line)
Subsystem 2 (disassembly)
Subs
y
stem 3
(
line
)
Subsystem 4 (assembly)
Subsystem 5 (assembly)
Figure 2: Layout of the production network.
Here we further investigate the performance of the
evolutionary tuned fuzzy controllers, keeping
unaltered the controllers’ design but with demand
patterns that are significantly changed. In practice,
demand is the main uncertainty of almost all
production system/networks. Changes in demand
may cause significant problems in balancing
production lines
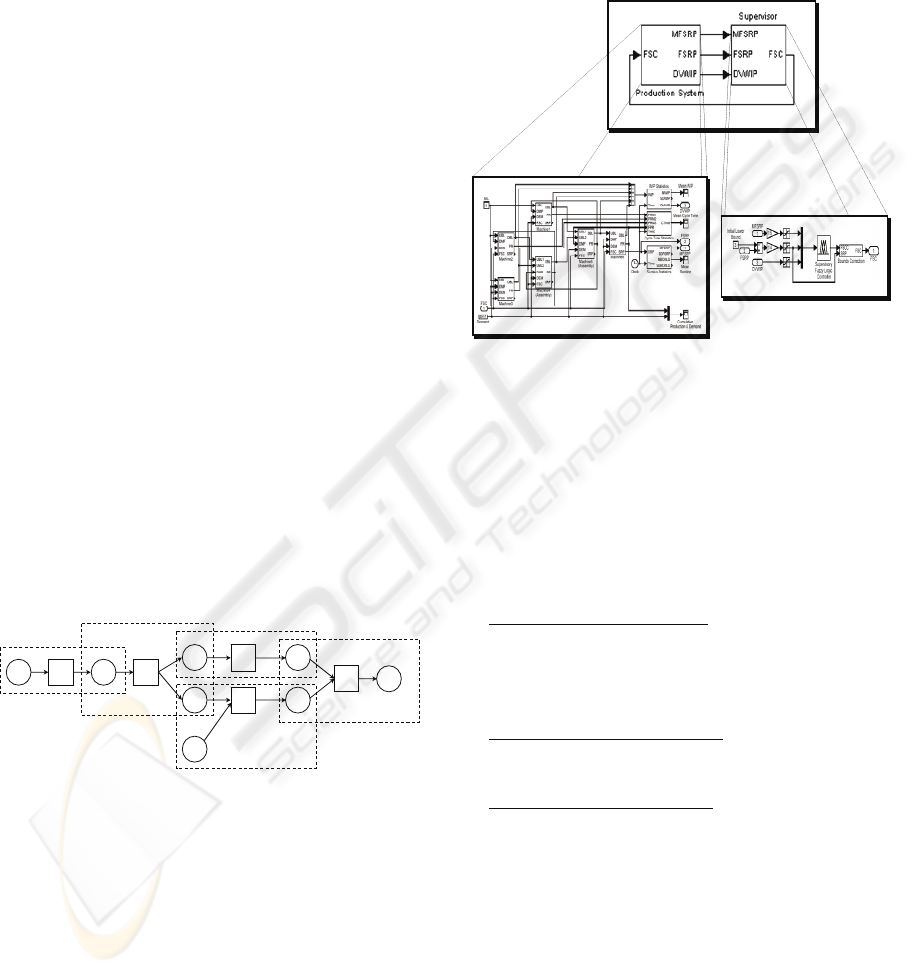
3.1 Supervised Control of Networks
The objective is to examine the robustness of the
supervised control approach. The simulation testbed
used for this test case was developed in SIMULINK
and its main blocks are shown in Figure 3.
Production system subsystem
Supervisor subsystem
Production system’s simulator
Figure 3: SIMULINK model of the supervisory control.
The performance of the evolutionary-fuzzy
supervised approach was examined for various
demand patterns other than the one used during the
optimization of the membership functions. During
the evolution procedure, demand was considered
either one (one product per time unit) or zero (no
demand at the time unit) and the selection between
those two values was triggered in a random order.
During our testing different demands were used:
Demand Pattern 1 (DP1)
: The system accepts
orders of 1 product per time unit. The time unit is set
equal to 0.05 of the simulation step. This is similar
to the demand pattern used for the optimization of
the controller.
Demand Pattern 1.5 (DP1.5)
: The system accepts
orders for 1.5 products per time unit, which is set
0.05 of the simulation step.
Demand Pattern 3 (DP3):
The system accepts
orders for 3 products per time unit, which is also set
0.05 of the simulation step.
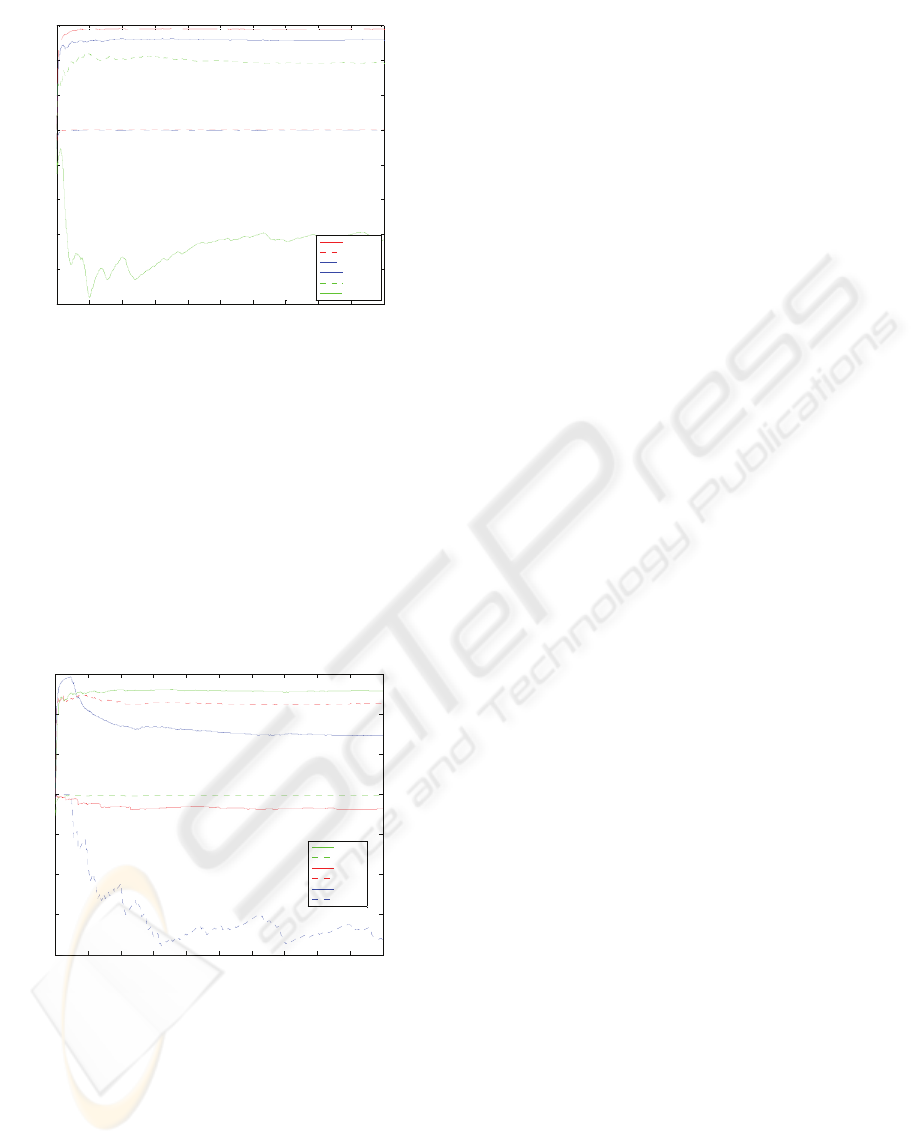
Figure 4 presents the mean WIP and Backlog for
the above mentioned demand patterns. As it can be
seeing, the mean WIP of DP1 is higher than the
other two demands, but it fully satisfies the
requested demand. DP1.5 and DP3 fail in satisfying
demand in the same test run. It also can be seen, in
Figure 4, that when the demand is 3 times higher
(DP3) than the one used for the evolution (DP1),
then it cannot be satisfied as the backlog
accumulates rapidly (DP3-BL).
ON THE WORK-IN-PROCESS CONTROL OF PRODUCTION NETWORKS
225
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 10000
-50
-40
-30
-20
-10
0
10
20
30
Simulat ion Time
DP1-WIP
DP1-BL
DP1.5-BL
DP1.5-WIP
DP3-WIP
DP3-BL
Figure 4: WIP and Backlog levels of the supervisory
control for various demand sizes.
However, when demand is increased for 50%,
(DP1.5) the unsatisfied demand (DP1.5-BL) is
almost zero which shows that the supervisor works
satisfactorily for demand changes of this magnitude:
+50% of the demand used during the evolution of
the fuzzy supervisory controller. This important
observation was also noted through a series of
simulation runs for demands lower than the one used
in the evolution. In this case, a slight increase in the
mean WIP levels was observed.
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 10000
-40
-30
-20
-10
0
10
20
30
0.05-WIP
0.05-BL
0.5-BL
0.5-WIP
5-WIP
5-BL
Figure 5: WIP and Backlog levels for changing demand
rates.
Not only the magnitude but also the frequency of
demand changing was examined. Figure 5 presents
the WIP and Backlog mean levels when the DP1.5
demand pattern changes every 0.05, 0.5, and 5 time
units respectively. It can be observed that in lower
demand rates the controller keeps the backlog orders
close to zero, while in higher rates although the
controller keeps WIP in low levels, fails in satisfying
the demand (5-BL in Figure 5).
4 CONCLUSIONS
WIP itself cannot represent adequately of production
system's performance. One has to take into account
also the accumulated orders backlog. It is also
known that when demand is very high one may
consider that service rate and thus backlog is more
important than WIP. When demand can be easily
satisfied and backlog is in low levels, a substantial
reduction of WIP may be more important than a
small increase in backlog. What we have seen so far
is that with the aid of the evolutionary-fuzzy
controllers the system’s performance becomes more
balanced in terms of mean WIP and backlog. WIP is
substantially reduced in the evolutionary-fuzzy
approach compared to the empirical selected fuzzy
controllers. The same observation holds for the
supervisory control of production networks where
significantly increased demands were
accommodated.
The heuristic fuzzy control approach cannot
achieve the performance of the evolutionary-fuzzy.
However, it is still better than previously reported
“bang-bang” control approaches. Even when
compared to the evolutionary-fuzzy approach it is
much simpler in the design process as it steps on the
human expertise/knowledge regarding the
production system. In others words, one should very
fast design, built and put to work a fuzzy controller
with membership functions that represent the expert
knowledge in contrast to the evolutionary-fuzzy
system whose parameters are automatically set by
the optimization procedure.
The evolutionary-fuzzy controllers are capable of
maintaining low WIP levels for product demands
other than the ones used during the optimization.
Therefore, the evolutionary algorithms clearly
represent a successful approach towards the
optimization of robust scheduling approaches.
REFERENCES
Conway R., Maxwell W, McClain J.O., Joseph Thomas L,
1998. The role of work-in-process inventory control:
single-part-systems. Oper. Res. 36, pp. 229-241.
Bai S.X. and Gershwin S.B., 1994. Scheduling
manufacturing systems with work-in-process
inventory control: multiple-part-type systems. Int. J.
Prod. Res. 32, 365-386.
Gershwin S.B ., 1994. Manufacturing Systems
Mean Backlog
Mean WIP
Mean Backlog Mean WIP
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
226

Engineering. Prentice Hall, New Jersey.
Custodio L., Sentieiro J., Bispo C., 1994. Production
planning and scheduling using a fuzzy decision
system. IEEE Trans. Robot. Automat. 10, pp. 160-168.
Tsourveloudis N.C., Dretoulakis E., Ioannidis S., 2000.
Fuzzy work-in-process inventory control of unreliable
manufacturing systems. Inf. Sci. 27, pp. 69-83.
Ioannidis S., Tsourveloudis N.C., Valavanis K.P., 2004.
Fuzzy Supervisory Control of Manufacturing Systems.
IEEE Trans. Robot. Automat. 20, pp. 379-389.
Tsourveloudis N. C., L. Doitsidis, S. Ioannidis, 2006.
Work-in-Process Scheduling by Evolutionary Tuned
Distributed Fuzzy Controllers. In: Proceedings of the
IEEE International Conference on Robotics and
Automation, Orlando, FL, USA.
Tsourveloudis N. C., S. Ioannidis, K. P. Valavanis, 2006.
Fuzzy Surplus based Distributed Control of
Manufacturing Systems. Advances in Production
Engineering and Management. 1, pp. 5-12.
Tsourveloudis N. C, Doitsidis L., Ioannidis S., 2007.
Work-In-Process Scheduling by Evolutionary Tuned
Fuzzy Controllers. International Journal of Advanced
Manufacturing Technology. 34, no. 7-8, pp. 85-97.
Tedford J.D. and Lowe C., 2003. Production scheduling
using adaptable fuzzy logic with genetic algorithms.
Int. J. Prod. Res. 41, pp. 2681–2697.
Gordon O., Herrera F., Hoffmann F., Luis M., 2001.
Genetic Fuzzy Systems: Evolutionary Tuning and
Learning of Fuzzy Knowledge Base. World Scientific
Publishing Co. Pte. Ltd, U.K.
ON THE WORK-IN-PROCESS CONTROL OF PRODUCTION NETWORKS
227
