COMPUTING FOR GREEN MACHINING
Recent Results and Research Perspectives
Paul Xirouchakis and Oliver Avram
Institute of Mechanical Engineering, Swiss Federal Institute of Technology in Lausanne, Ecublens, Switzerland
Keywords: Green machining, Holistic process planning optimization, Green controller.
Abstract: We present our vision of research for the development of green machine tools focused on information
technology issues. We present first what are the characteristics of a green machine tool, its life cycle aspects
and the related environmental considerations. We proceed afterwards with needed research in the area of
modeling, optimization and associated planning, controlling and scheduling software tools at the process,
process planning, machine tool life cycle, factory and manufacturing network level. Finally we present some
of our recent advances related to energy consumption modeling in milling.
1 INTRODUCTION
Our objective in this paper is to present a research
agenda for green machine tools focused on
information technology issues. Some work has been
reported in the literature (Munoz, Sheng, 1995,
Dornkudwar, et al, 1998, Srinivasan, Sheng, 1999a-
b, Akbari, et al, 2001, Dahmus, Gutowski, 2004,
Jayal, Balaji, 2007, Narita et al, 2006, Zhigang et al
2008 etc.) considering green machining issues;
however, in most cases the focus has been limited at
the process and process planning level. We wish to
present a broader perspective that also includes
system level considerations (several machine tools
or distributed manufacturing) as well total life cycle
coverage. In the last section we present some of our
recent work related to this research agenda.
Basically, in the normal course of machining
several environmental discharges occur in solid,
liquid or gaseous state as a result of the interaction
between the tool, workpiece and the cutting fluid,
whereas the machine tool system accommodating
the process draws a specific amount of power related
to machining and non-machining activities.
Generally, research studies are focused on the
cutting energy in machining systems, that is, the
amount of energy required to remove a specific
amount of material. However, from the point of
view of green manufacturing the energy
consumption should be considered systematically for
the whole machine tool system and not limited
solely to the cutting energy which represents just a
variable amount highly dependent on process
parameters.
2 BACKGROUND
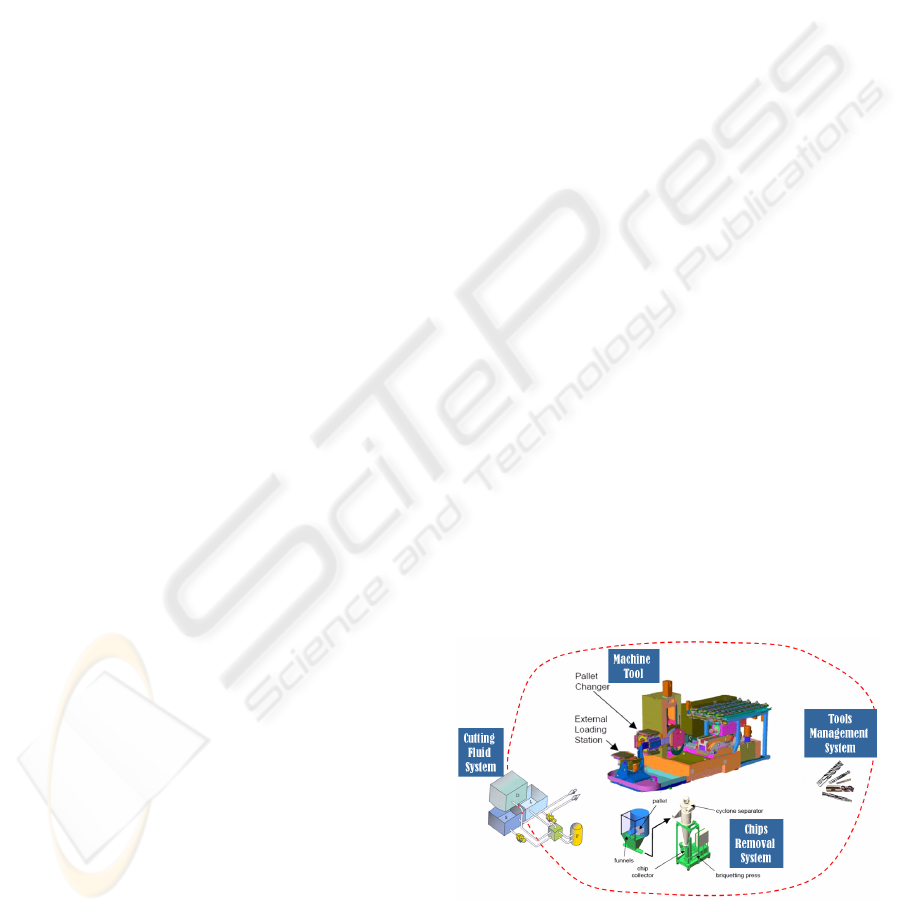
2.1 What is a Machine Tool System?
We will focus our presentation on green machining.
We consider all systems (see Figure 1) that are
participating in the delivery of the machining
function, i.e. not only the main machining system
with its spindle and feed axes subsystems but also
Figure 1: A Machine Tool System (MTS).
25
Xirouchakis P. and Avram O. (2010).
COMPUTING FOR GREEN MACHINING - Recent Results and Research Perspectives.
In Proceedings of the Multi-Conference on Innovative Developments in ICT, pages 25-31
DOI: 10.5220/0002960600250031
Copyright
c
SciTePress
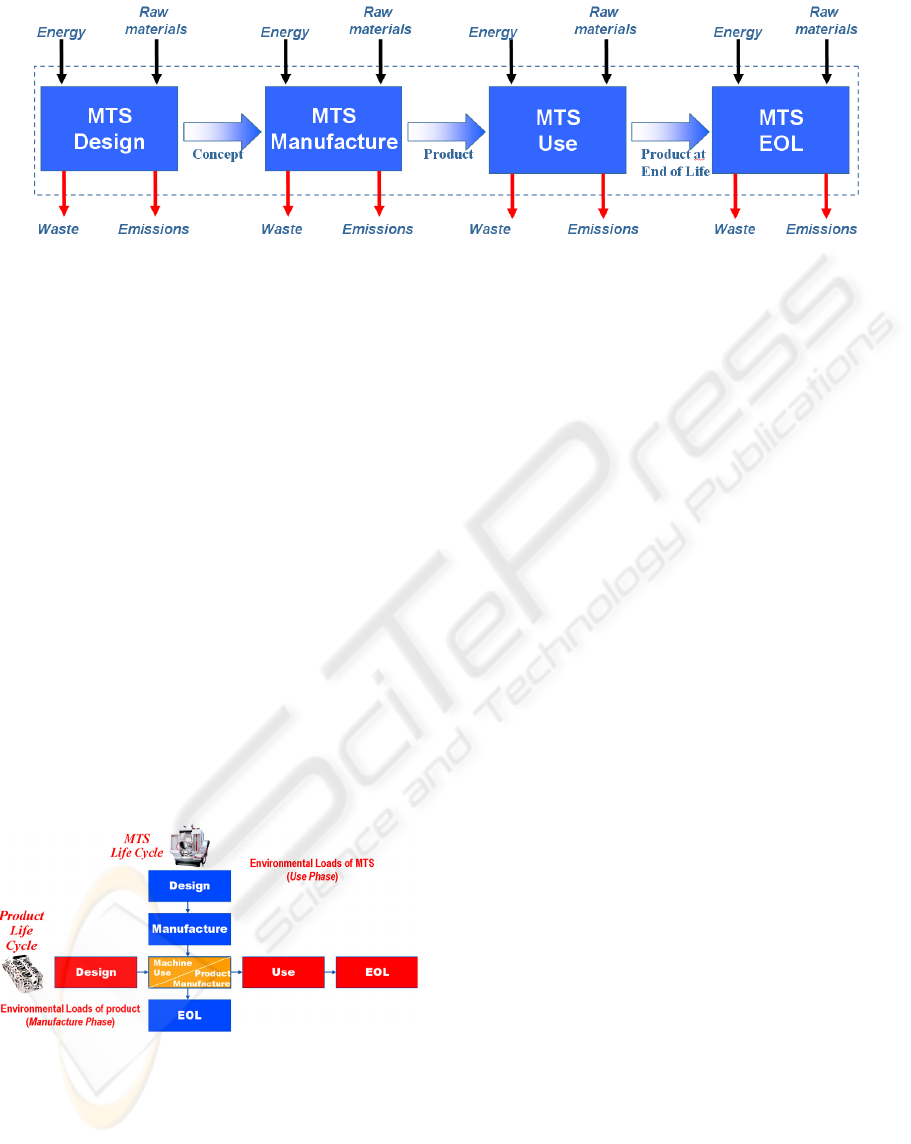
Figure 2: The life cycle of a Machine Tool System (MTS).
the auxiliary systems such as the cutting fluid, chip
removal and tool management systems. This is
important since the energy consumption and
associated environmental impacts are also strongly
dependent on the auxiliary systems.
2.2 What is the Life-Cycle of a
Machine Tool System?
Before attempting to define what are the green
aspects of a machine tool system it is important to
consider the entire life cycle of a machine tool
system from its design phase to its manufacturing,
use and end-of-life (see Figure 2). In each life cycle
phase we need to consider the energy and raw
materials consumption and the corresponding
generated waste and emissions.
However, it is important to mention that the use
phase seems to be one of the most important life
cycle phases of the machine tool system, where most
of the energy consumption and environmental
impact is taking place.
Figure 3: Life cycle crossing of a Machine Tool System.
In that regard it is also important to note that the
life cycle of the machine tool is crossing the life
cycle of the part that is manufactured i.e. when a
part is machined (the machining life cycle phase for
the part) a machine tool is used (the use life cycle
phase for the machine tool system). This is the well
known life cycle crossing problem (Young et al,
1997) of machining, already reported in the
literature (see Figure 3). Life cycle crossing implied
that we cannot consider the life cycles of the
machine tool system and that of the part separately
since they are interdependent. For example, a
machine tool system that machines a part with a
higher quality is greener (if all other aspects are the
same) since the life cycle of the part is extended.
2.3 What are the Environmental
Considerations?
The environmental objectives for a machine tool
system are mainly, as we remarked above, related to
its use phase in order to reduce its energy
consumption, to reduce (or even better to completely
eliminate) the disposal of hazardous substances
(such as the disposed cutting fluid), to improve the
surrounding air quality (so as to eliminate the
corresponding health impacts) and to reduce
resource consumption (in addition to energy, such as
cutting fluid and other consumables such as cutting
fluid filters and tools).
2.4 What is a Green Machine Tool
System?
Based on the previous discussions we can mention
some desired aspects to achieve the goal of a green
machine tool system. A green machine tool system
should have reduced installed power for its various
motorized equipment in order to reduce the energy
consumption. This is especially true since in many
cases a far lower power is used to achieve the
needed machine task than the installed power
capacity. Another aspect of a green machine tool
system is the reduction or complete elimination of
the hazardous waste and emissions. For example dry
machining could be promoted to eliminate the need
for using a cutting fluid but this may entail the
deterioration of the air quality and the reduction of
INNOV 2010 - International Multi-Conference on Innovative Developments in ICT
26
the life duration of the tool.
3 RESEARCH VISION FOR
GREEN MANUFACTURING
3.1 Modeling, Optimization and
Software Tools
Our focus is to describe needed research on
modeling, optimization and corresponding software
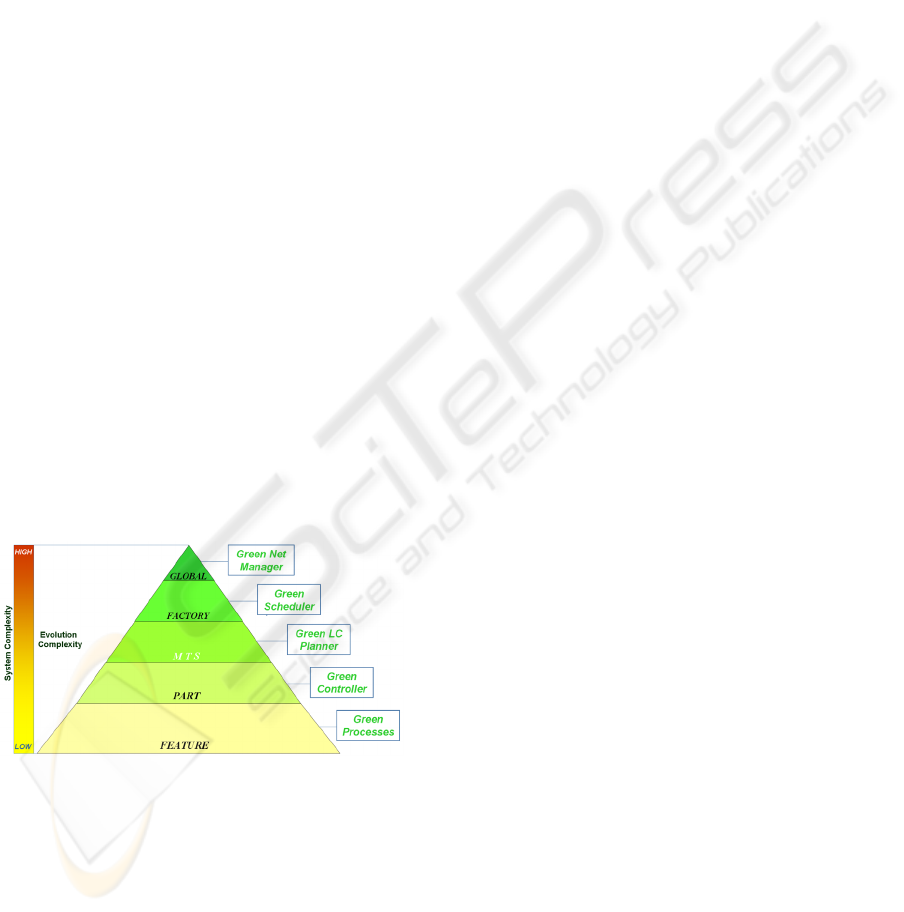
tools. In this regard we propose a hierarchy of
research issues as illustrated in Figure 4. We propose
a hierarchy of research issues in order to facilitate
the modeling of a complex manufacturing system by
decomposing the system in its components. Each
level of the decomposed hierarchy corresponds to a
separate physical component which can be modeled
stepwise. We will now describe the modeling of
each level of the hierarchy.
At the very basic level we need process modeling
and optimization methods and tools. For example we
need to develop eco-evaluation models for the
following alternative processes: dry milling,
minimum quantity lubricant (MQL) and high speed
milling. These models will allow us to select the
holistically best process alternative depending on the
specific machining goals. To be able to evaluate a
process alternative from the environmental point of
view we need to develop models of the
corresponding environmental factors, their hierarchy
and their dependencies.
Figure 4: Machine Tool System hierarchy of modeling and
optimization methods and tools.
Environmental factors that are of interest for a green
machine tool are the air quality, the tool wear, the
cutting fluid disposal and the energy consumption
during the various machining steps (setup, tool
changing, workpiece loading, tool approaching and
retracting and machine tool spindle and axes).
Additionally, we need to develop measurement and
monitoring methods and tools to quantitatively
evaluate the magnitude of the environmental factors.
Subsequently we need to develop methods and tools
to transform the environmental factors into
environmental impacts and associated criteria.
Finally we need to develop multi-criteria methods
and tools to be able to evaluate holistically a
machining process across technical, economical and
environmental dimensions. This last objective is
important since environmental performances cannot
be evaluated in isolation but a holistic approach is
needed that considers all the performance aspects
and dimensions. Some criteria would be conflicting
and as a consequence compromise solutions would
be sought with the appropriate choice of the criteria
weights.
At the next level of needed research, we note the
need for the development of process planning
modeling and optimization methods and tools. This
is the point where the life cycle of the machine tool
is crossing with the life cycle of the part. Although
quite a few publications treated systematically this
issue we consider that we still need to do more
research especially with regard to the overall process
plan optimization of a part when several processes
and machine tools are involved. For example we
may be able to reduce the total energy consumption
and environmental impact for the grinding of a
cylindrical part if we first machine the part by
turning with a minimized stock allowance and
reduced dimensional tolerances and subsequently
perform the final grinding of the part (Denkena et al.
, 2005). This beneficial result is expected since it is
well known that the specific cutting energy for
grinding is much bigger than for turning. On the
other hand we need to grind the part to achieve a
high quality part surface. Therefore the goal here is
to develop overall machining strategies for the
manufacture of a part that may involve several
machine tools and alternative machining processes.
Furthermore, even when restricting ourselves to the
use of one machine tool we see the need to develop
methods and tools for the green machining of
complex parts which require complex toolpaths.
This is so since current approaches are in most cases
limited to straight toolpath machining and do not
consider complex curved toolpaths which generally
necessitate the acceleration and deceleration of the
machine tool axes movement and therefore may
impact in an important manner on the total energy
consumption and environmental impact. Therefore,
methods and tools are needed to generated
appropriate toolpaths to reduce the energy
consumption and environmental impacts for
geometrically complex parts.
COMPUTING FOR GREEN MACHINING - Recent Results and Research Perspectives
27

Another important issue in holistic process
planning optimization is the evaluation of a process
holistically i.e. not only with regard to its part
quality, machining time and cost performance but
also with regard to the expected energy consumption
and environmental impact. It is also desirable to
quantify the total cost of a process plan i.e. to
include the energy consumption cost and
environmental impact reduction or treatment cost. It
is important to emphasize here that the needed
methods and tools would have to model the entire
machine tool system involving the development of
holistic mechatronic machine tool models since we
need to model not only the cutting process, but also
the axes electromechanical feed drives, the spindle
system and its cooling subsystem among others. In
that sense here we use the term process planning in a
broader sense i.e. we include the control aspects that
are needed to achieve these goals.
At the next level of the research vision hierarchy
we need to consider the development of methods
and tools for the modeling and optimization of the
life cycle of a machine tool. Therefore we need such
eco-evaluation methods and tools for each life cycle
phase (design, manufacturing, use, maintenance and
end of life) as a prerequisite. These methods and
tools would probably have to rely on some
experimentally derived databases since it would be
very difficult to model all the related complex
phenomena analytically. Examples of needed
research for the use phase is the need to monitor in
real-time the holistic performance of the machine
tool. This means we need to also monitor and make
transparent to the machine tool user the energy
consumption and environmental impact in real-time
so that he/she may eventually be aware and/or
interfere to improve its energy consumption and
environmental performance. The monitoring
methods and tools could also provide us with
information about the remaining life of the machine
tool and its components so that we can optimize its
maintenance and end-of-life scenarios. For example
on the basis of this information we could develop
models and methods of remanufacturing process
costs and associated environmental impacts for a
used machine tool system. This would be very useful
in reducing the uncertainties that are inherent in
remanufacturing planning and scheduling due to the
arrival of parts with unknown quality and random
quantities. As a result this would significantly
improve the performance of remanufacturing
systems and consequently the recuperation of a great
part of the energy and resource already spent to
manufacture the machine tool or some of its
components.
It is interesting to note here that the eventual
models that we propose to be developed for the life
cycle of machine tool system would also serve in
benchmarking the machine tool systems and in
establishing a holistic rating classifying the machine
tools in different categories according to their
holistic performance. This would be an answer to the
need to develop a green labeling system for machine
tools which is rather difficult to achieve given its
complex performance which strongly also depends
on the way it is used.
At the next step of the hierarchy of needed
research we wish to propose the consideration of the
modeling and optimization of a factory consisting of
several machine tools of different types and the
associated infrastructure. There is recently a strong
research interest in funding research in the area of
the factory of the future and/or the sustainable
factory. These are from our point of view related
issues. The need is to consider here not only the
cycle times, throughput and resource utilization but
also the waste streams in solid, liquid and vapor
states, for part mixes with different material
properties and geometric complexities. Therefore,
here we need to develop modeling and simulation
methods and tools of the extended factory for
planning preventive maintenance and cutting fluid
recycling procedures. We need to generate trade-offs
between reducing the waste stream output and
increasing machine downtime. We also need to
develop new methods and tools for holistically
planning and scheduling a factory with the incoming
arrival of random mixes of various part types with
different geometric complexities.
At the next level of the hierarchy of the needed
research we need to consider the development of
methods and tools for the modeling and optimization
of manufacturing networks consisting of several
machining suppliers geographically distributed. This
involves research issues in evaluating holistically
process plan alternatives between local and global
manufacturing. It also includes part/product
packaging and transportation considerations.
Furthermore, methods and tools are needed for the
modeling of the organization aspects and the
management of global manufacturing networks and
green supply chains. This would necessitate the
development of decision models for incorporating
environmental issues into the problem of supplier
evaluation and selection. Furthermore, we need to
consider the impact of supply chain management
decisions not only on cost, quality, delivery and
INNOV 2010 - International Multi-Conference on Innovative Developments in ICT
28

technology but also on the environment.
3.2 Energy Consumption Modeling in
Milling of Prismatic Parts
Electricity, before being consumed, is already
burdened with its own environmental ramifications
because its production is accompanied by important
emissions. Therefore, it can be inferred that any
reduction of the energy consumed in machining
yields an environmental benefit.
In this regard, we present here some of our recent
work on energy consumption modeling for the
milling of prismatic parts. This model covers aspects
related to process plan optimization by running
alternative machining strategies and enable the
quantification of the overall energy consumed by the
machine tool system with respect to various use
phase regimes. This example covers the first two
levels in the hierarchy of a machine tool system
presented in Figure 4. Furthermore, this example
also covers one part of the third level modeling in
the manufacturing systems hierarchy: the usage
phase of machine tool modeling.
Figure 5: Information flow and software modules for the
estimation of the energy consumption.
The complete coverage of all the life cycles of a
machine tool is a goal for the future as is the
research on the remaining two levels (fourth and
fifth).
We consider the milling of a prismatic part such
as the one shown in Figure 5.
We will describe the information flow and the
software modules needed in order to model the
energy consumption during the milling of such a
part. The first step is model the three-dimensional
geometry of the part with standard commercial
Computer-aided design systems. Afterwards, we
consider at this stage using the available Computer-
aided facilities in standard commercial systems to
generate the required toolpath to mill the given part.
The output of this modeling would be an APT file in
neutral format containing the description of the
toolpath and the axes feed speeds and spindle speed.
In the future we will consider more general formats
such as the STEP format. The APT file is the main
input to our software that performs the energy
consumption modeling during the milling of the
part.
The first step of the energy modeling software
consists in extracting the detailed toolpath and
speeds information from the APT-file. Afterwards
this becomes an input to our milling energy
consumption module. This module contains detailed
formulas for the estimation of the power
requirements and motion times of the feed axes and
of the spindle with respect to steady state and
accelerating and decelerating regimes. Furthermore,
input from the user to this module is information
about the machine tool characteristics such as its
architectural layout, the moving masses of the axes
the friction coefficient in the guideways, the types of
the spindle bearings and the maximum feed rate.
We also need input data about the cutting tool, the
workpiece and its material, necessary for the
computation of the cutting force components used
for the estimation of the cutting power. Finally we
need data about the auxiliary equipment and their
nominal installed power.
We show in Figure 6 some of our results of the
milling energy consumption for the planar face
feature of the modeled part, machined under wet
conditions and by removing the same amount of
material at two different cutting speeds.
In addition to the energy estimated for the
spindle and axes along the path followed by the tool
for the machining of the planar face with respect to
both steady state and transient regimes, these
graphical representations report also the energy
consumed by the auxiliary equipment of the
monitored machine tool, such as the cutting fluid
pump, the air conditioner of the electrical cabinet,
the hydraulic pump and the tool changer. The energy
consumed by the minimum quantity lubrication
(MQL) system is represented only for the sake of
comparison with its counterpart alternative (i.e.
cutting fluid pump).
The main conclusions which can be drawn from the
analysis of the MTS energy share for the machining
of the planar face at low and high speed levels are as
follows:
(i) for both conditions the power required for
the idle state of the machine generates the
highest energy consumption
(ii) the transient non-cutting movements of the
feed axes do not show appreciable energy
consumption; the acceleration of the
COMPUTING FOR GREEN MACHINING - Recent Results and Research Perspectives
29
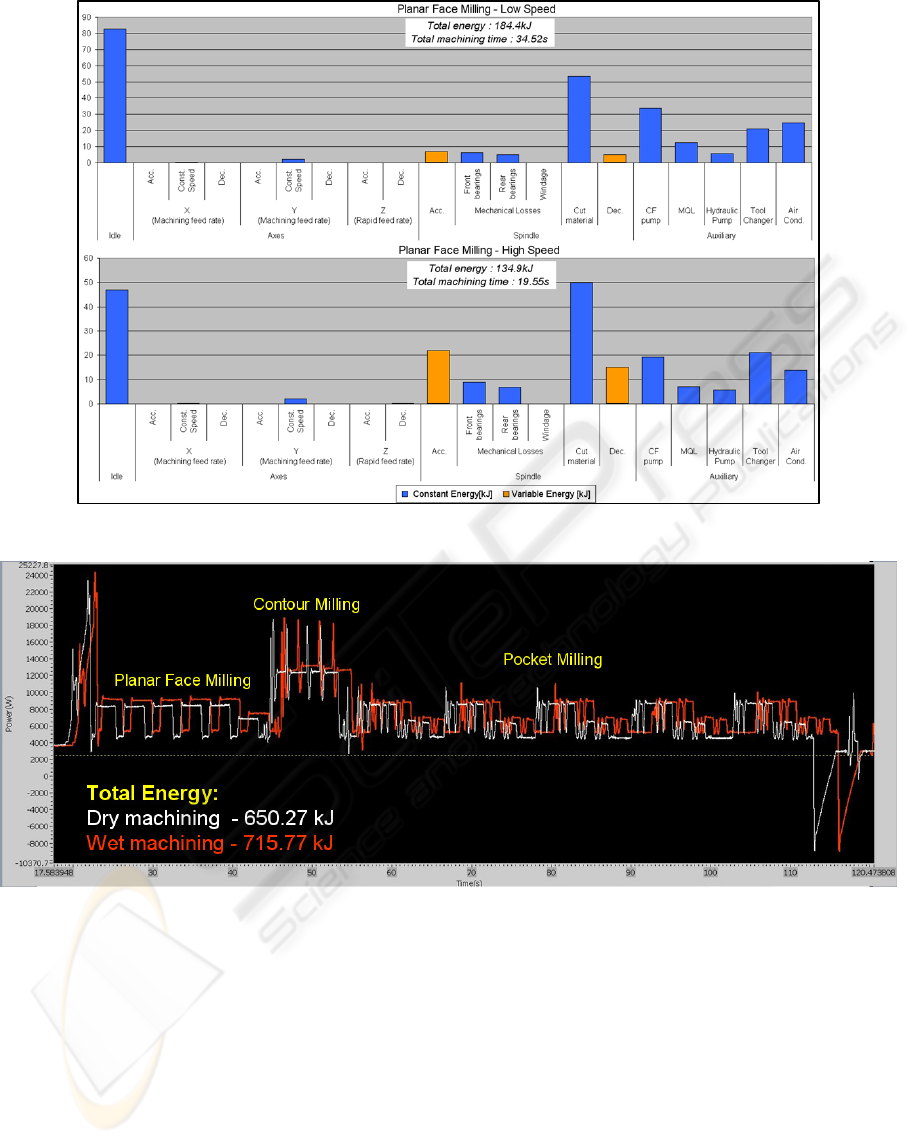
Figure 6: Machine Tool System consumed energy (kJ) for planar face milling (low speed vs. high speed).
Figure 7: Machine Tool System energy consumption (kJ) for part milling (wet vs. dry machining).
Spindle consumes more energy as the
cutting speed increases but it is assumed to
be performed only once at the beginning of
the machining of the milling features of the
part and an important amount of this
energy can be recovered by electrical
braking during spindle deceleration
(ii) The energy consumed to overcome the
mechanical losses of the spindle is
proportional with the speed
(iv) The low spindle speed level employed for
the machining of the planar face proved to
be 36.7 % more energy demanding than
the machining in a higher speed range
If several auxiliary components are used in
parallel during the use phase, the energy required to
fulfill the auxiliary functions of the machining
system can easily become dominant.
Figure 7 shows the difference between the
energy consumed during the milling of the features
depicted in Figure 5 by employing the same cutting
parameters under dry and wet conditions. The
difference mainly stems from the energy required to
run the cutting fluid pump.
INNOV 2010 - International Multi-Conference on Innovative Developments in ICT
30

4 CONCLUSIONS
We have presented a research vision for the
development of methods and software tools to
support the design and operation of machine tools
while reducing their energy consumption and
environmental impacts. We presented this vision as
a hierarchy of modeling problems to be resolved
starting from the process level, to the process
planning level, to the machine tool life cycle, to the
sustainable factory and finally to the machining
network management. Besides this vision we briefly
presented support the design and operation of
machine tools while reducing their energy
consumption and environmental impacts. We
presented this vision as a hierarchy of modeling
problems to be resolved starting from the process
level, to the process planning level, to the machine
tool life cycle, to the sustainable factory and finally
to the machining network management. Besides this
vision we briefly presented some of our recent work
on energy consumption modeling in milling of
prismatic parts. This modeling allows comparing
process plans with regard to their cutting parameters
and the selected machine tools. Furthermore, it
allows identifying the most important components of
energy consumption in the machine tool so that we
can focus in their optimal design and use.
In this paper we discussed some of our recent
research relative to the first two levels in the
hierarchy of the machine tool system presented in
Figure 4 and a part of the third level. The complete
coverage of all the life cycles of a machine tool
(third level) is a goal for the future as is the research
on the remaining two levels (fourth and fifth).
REFERENCES
Akbari, J., Oyamada, K., Saito, Y., 2001. LCA of Machine
Tools with regards to their secondary effects on
quality of machined parts. In Proceedings EcoDesign
2001: Second International Symposium on
Environmentally Conscious Design and Inverse
Manufacturing, Tokyo, 347-352.
Dahmus, J., Gutowski, T., 2004. An Environmental
Analysis of Machining. In Proceedings of the 2004
ASME International Mechanical Engineering
Congress, Anaheim, California, USA, November
13-19.
Denkena, B., Reichstein, M., Kramer, N., Jacobsen, J.,
Jung, M., 2005. Eco- and Energy-Efficient Grinding
Processes. In Key Engineering Materials, Vol. 291-
292, 39-44.
Dornkundwar, V., Krishnan, N., Bauer, D. Sheng, P.,
1998. A Distributed Environmental Planning Model
for Machined Components. In Proceedings 5th
International Seminar on Life Cycle Engineering,
KTH Stockolm 227-239.
Jayal, A. D., Balaji, A.K., 2007. On a process modeling
framework for sustainable manufacturing: A
machining perspective. In IMECE 2007, Proceedings
of the ASME International Mechanical Engineering
Congress and Exposition, 301-307.
Munoz, A.A., Sheng, P., 1995. An analytical approach for
determining the environmental impact of machining
processes. In Journal of Materials Processing
Technology 53 , 736-758.
Narita, H., Kawamura, H., Norms, T., Lian-Yi C.,
Fujimoto, H., Hasebe, T., 2006. Development of
prediction system for environmental burden for
machine tool operation. In JSME International
Journal, Series C, v 49, n 4, 1188-95.
Srinivasan, M., Sheng, P., 1999a. Feature-based process
planning for environmentally conscious Machining -
Part 1: microplanning. In Robotics and Computer
Integrated Manufacturing 15, 257-270.
Srinivasan, M., Sheng, P., 1999b. Feature based process
planning in environmentally conscious machining-
Part 2: macroplanning. In Robotics and Computer
Integrated Manufacturing 15 (1999) 271-281.
Young, P., Byrne, G., Cotterell, M., 1997. Manufacturing
and the Environment. In Journal of Advanced
Manufacturing Technology 13:448-493.
Zhigang, J., Hua, Z., Xiao, L., 2008. Study on the cutting
technology based on green manufacturing. In Key
Engineering Materials, v 375-376, 2008, 158-62.
COMPUTING FOR GREEN MACHINING - Recent Results and Research Perspectives
31
