
SIGNAL PRE-PROCESSING SUBSYSTEM FOR THE PURPOSE
OF INDUSTRIAL CONTROL
Ivan Puchr
COMPUREG Plzeň, s.r.o., Nádražní 18, Plzeň, Czech Republic
Pavel Herout
Department of Computer Science and Engineering, University of West Bohemia, Plzeň, Czech Republic
Keywords: Signal processing, Real-time systems, Control systems, Rolling mill.
Abstract: Commonly used methods of signal processing are often too complex and many of them induce time delay
between the original and processed signal. A problem arises how to supply the controller with quality input
signals without substantial delay taking limited computing power of the controller's hardware into account.
A possible solution based on a signal pre-processing subsystem (SPS) delivering quality input signals to the
controller is described in this paper. Concept of the SPS is based on a hardware unit with a real-time
operating system managing a composition of application tasks. Hardware and software structure of the SPS
is composed to enable to utilize the following specific signal processing strategy. Different signal
processing methods process a particular signal simultaneously and an algorithm of continuous decision
making provides the momentary best possible result in the form of a weighted combination of outputs
generated by single signal processing methods. Solution is intended for enhancement of the automatic
thickness/gauge control (AGC) for cold rolling mills.
1 INTRODUCTION
The quality of a process control is substantially
influenced by the quality of the controller's input
signals. In cases where the quality of input signals is
low, methods of signal processing come into
account. But these methods are often complex and
require a computing power. At the same time the
methods of signal processing (e.g. filtering) usually
bring some time delay of the signal (Vaseghi, 1987).
If the controlled process is fast, quality of input
signals is low and the control algorithm is complex
at the same time, a problem arises how to deliver
quality input signals without substantial delay to the
control algorithm with a limited computing power of
the controller's hardware. With the aim to solve this
problem, the computing power is usually increased
within the controller's hardware unit by the use of
higher clock frequency of CPU or by adding of
another CPU or another CPU board. But there are
cases where this solution is not possible without the
change of the whole hardware base or where current
technical limits are reached. Then, another
possibility is used. The controller's hardware is
distributed to more hardware units connected to a
computer network.
This paper describes the latter possibility - a
solution of this problem using a signal pre-
processing subsystem (SPS). The SPS is designed
for delivering quality input signals for the controller
via a computer network. Solution is introduced in
the application of the automatic thickness/gauge
control (AGC) of a metal strip produced by a cold
rolling mill.
2 MOTIVATION
Some industrial applications of control indicate that
the standard concept using an all-in-one hardware
unit for input signal acquisition, control algorithm
execution and output signal distribution has in some
cases its drawbacks:
While the control algorithm and the part of the
controller ensuring the algorithm execution are
more or less standardized for a particular
415
Puchr I. and Herout P..
SIGNAL PRE-PROCESSING SUBSYSTEM FOR THE PURPOSE OF INDUSTRIAL CONTROL.
DOI: 10.5220/0003530404150418
In Proceedings of the 8th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2011), pages 415-418
ISBN: 978-989-8425-74-4
Copyright
c
2011 SCITEPRESS (Science and Technology Publications, Lda.)

application, the part of the controller supplying
the control algorithm with input signals is highly
dependent on the nature and quality of input
signals and usually has to be changed
substantially.
Computing power of controller's hardware unit
may not be sufficient for execution of both the
complex control algorithm (Ettler, 1992) and
application of sophisticated signal processing
methods on low-quality input signals.
Because of an effort to minimize time delay
imposed by some signal processing methods on
the signals, the scan frequencies of signal
acquisition must be much higher than the actual
frequency of control loop, and this brings further
demands on computing power of the hardware
unit.
Last but not least, the all-in-one hardware unit
solution does not allow to position the input
signal data acquisition and digitization as near as
possible to the sensor which is desirable to avoid
long distance wiring and to reduce noise
influence.
3 SOLUTION
Possible solution of the above mentioned drawbacks
includes decomposition and functional and
topological distribution of the controller's hardware
unit. This approach is widely spread and is
commonly used in many control applications. Main
contribution of our solution consists in complex
approach to the processing of input signals with the
aim to find a base for a more or less universal
solution of input signal quality improvement in a set
of similar control applications.
3.1 Decomposition and Distribution
The original all-in-one solution of the controller is to
be decomposed first. The input signal acquisition is
detached from the controller's hardware unit and
realized by a separate hardware unit called signal
pre-processing subsystem (SPS). Generally, there
can be a set of SPSs in the framework of a particular
control application. The control algorithm and
output signal distribution is executed within the
original hardware unit.
The SPS is located as near as possible to the
sources of the acquired input signals.
The SPS processes the inputs and resulting
enhanced signals are transferred to the controller via
a dedicated high speed computer network.
3.2 Signal Pre-processing Subsystem
The signal pre-processing subsystem (SPS) is the
new key component of the controller.
3.2.1 Concept of Signal Processing in SPS
Processing of controller's input signals in the SPS
has the following key ideas:
Scan frequencies of input signal acquisition are
an order higher than the frequency of control
algorithm loop.
Acquired signal data is buffered before further
processing.
One input signal is processed by several signal
processing methods in parallel.
The currently best result of the particular signal
processing methods or a weighted combination
of several ones is chosen as final input to the
controller with the help of a probabilistic
algorithm of continuous decision making.
The latest values of processed signals are
transmitted via the network to the controller
upon request.
Real-time operating system is the base for the
application software structure. Structure and code of
the application tasks are kept as simple as possible to
spare the computing power and enable to increase
the scan frequencies of the SPS.
The increase of the signal acquisition scan
frequencies brings obviously better starting
conditions for subsequent signal processing
methods. Contribution of the increased scan
frequency of the SPS in comparison to the input
signal acquisition frequency of the original all-in-
one controller is illustrated by Figure 3.
Sufficient computing power of the SPS dedicated
to signal processing enables to process one signal by
several signal processing methods in parallel.
The selection and combination of the outputs
from the particular signal processing methods is the
matter of a specialized probabilistic algorithm of
continuous decision making. Outputs from this
algorithm are buffered in the SPS and prepared for
transmission to the controller.
3.2.2 Transmission of Pre-processed Input
Signals from the SPS to the Controller
As mentioned above, the pre-processed input signals
are ready and continuously updated in the SPS's
memory. For the transmission of the processed
signals to the controller, a local area network (LAN)
is used. It can bring difficulties together with
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
416

Figure 1: Internal structure of the signal pre-processing
subsystem.
advantages mentioned above. Possible unreliability
and time delay of data transmission via the LAN
must be taken into account. These problems are
discussed in many papers concerning the networked
control systems. A method for testing of networked
control systems is described in (Hassapis et al.,
2005).
For the purposes of testing and proof of
functionality of the SPS concept, a common type of
network is used. SPSs and the controller are
connected by standard Gigabit Ethernet network.
This type of network can ensure sufficient stability
of the scan period under following conditions:
The amount of transmitted data is relatively
small.
The communication has the character of
frequently transmitted short packets.
The network is dedicated to SPSs and controller
only.
Controller acts as a logical master and triggers
communication with SPSs - slaves.
A low level communication protocol is used (e.g.
TCP/IP sockets).
An alternative to this simple solution is one of
the real-time industrial networks.
4 PILOT APPLICATION
As the pilot application of the SPS, the automatic
thickness/gauge control (AGC) of a metal strip
produced by a cold rolling mill was selected.
Figure 2: An example of a cold rolling mill.
This is an application where principles of the
technological process are well known and control
algorithms are proved. Further improvements of
control algorithms bring only small increase of the
production quality. On the other hand, there is a big
potential in the quality improvement of input signals
that positively influences control algorithm results
and thus the production quality can be increased.
The following picture illustrates the contribution
of higher signal acquisition frequency of the SPS.
The signal is the strip speed measured by an
incremental rotary encoder.
32 600 32 650 32 700 32 750 32 800 32 850 32 900 32 950 33 000 33 050 33 100
0.902
0.904
0.906
0.908
0.91
Speed [m/s]
Sample number
Fast (thin line) and standard (thick line) signal acquisition frequency
Figure 3: Comparison of raw signal data acquired by the
original all-in-one controller (thick line) and by the SPS
(thin line). Sample number of X-axis corresponds to the
thin line.
In the following sequence of pictures, there can
be seen an angular speed signal processed by the
SPS. The signal measures the rotation of the
deflection roll using an incremental rotary encoder.
The signal is processed by three methods that are
executed simultaneously. The first method is a
moving average filter with the window
corresponding to one revolution of the roll. The
second method is a trend preserving filter designed
for a short delay filtering. The third method
SPS
Input boards
Signal m
acquisition
Signal 1
processing
method 1
Raw signal buffers
. . .
...
Communication controller
Processed signal
buffers
Algorithm of
continuous decision
...
Signal 1 Signal m
Signal 1
acquisition
Signal 1
processing
method n
Signal m
processing
method 1
Signal m
processing
method n
Algorithm of
continuous decision
SIGNAL PRE-PROCESSING SUBSYSTEM FOR THE PURPOSE OF INDUSTRIAL CONTROL
417
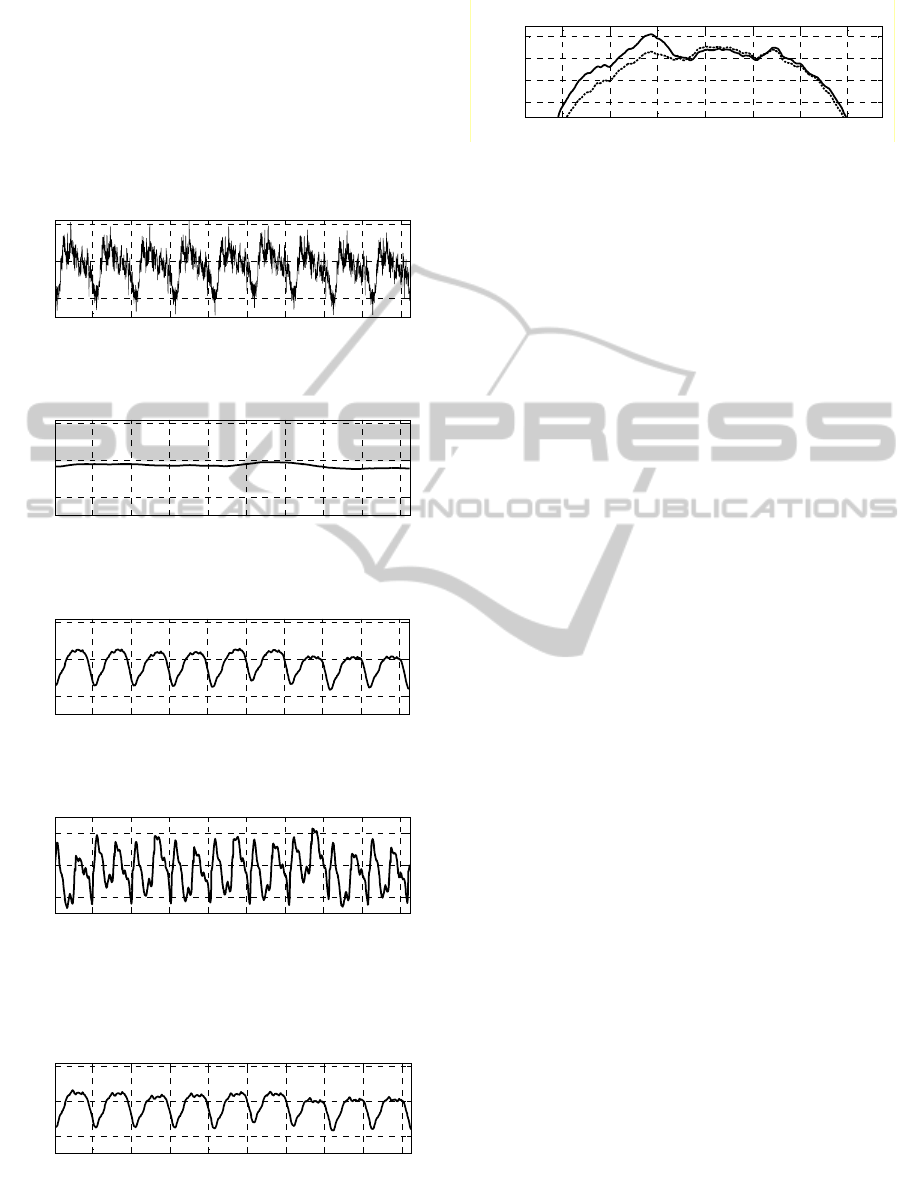
calculates a correction of filtered signal that
improves the result especially during the time of
acceleration and deceleration. This method is based
on the incremental rotary encoder's properties. For
detailed description see (Ettler et al., 2010). These
methods are processed in parallel, and in this
selected time period, a combination of the second
and the third method is selected as the result.
2000 3000 4000 5000 6000 7000 8000 9000 10000
3.5
3.55
3.6
ω
[rad/s]
ω
raw signal
Sample number
Figure 4: Angular speed raw signal.
2000 3000 4000 5000 6000 7000 8000 9000 10000
3.5
3.55
3.6
Sample number
ω
MA
[rad/s]
ω
filtered by moving average filter (method1)
Figure 5: Angular speed filtered by moving average filter.
2000 3000 4000 5000 6000 7000 8000 9000 10000
3.5
3.55
3.6
Sample number
ω
TP
[rad/s]
ω
filtered by trend preserving filter (method2)
Figure 6: Angular speed filtered by trend preserving filter.
2000 3000 4000 5000 6000 7000 8000 9000 10000
-0.02
0
0.02
Sample number
ω
corr
[rad/s]
ω
acceleration / deceleration correction (method3)
Figure 7: Correction of the filtered angular speed that
improves the result especially during the time of
acceleration and deceleration.
2000 3000 4000 5000 6000 7000 8000 9000 10000
3.5
3.55
3.6
Sample number
ω
TPcorr
[rad/s]
Combination of method2 and method3 (
ω
TP
+
ω
corr
)
Figure 8: Combination of two methods selected as the
input for the controller.
1300 1400 1500 1600 1700 1800 1900
3.55
3.555
3.56
3.565
ω
TP
(- -),
ω
TPcorr
[rad/s]
Combination of
ω
TP
+
ω
corr
in comparison to
ω
TP
- detail
Sample number
Figure 9: Comparison of the trend preserving filter output
with and without (dotted line) acceleration / deceleration
correction.
5 CONCLUSIONS
With the aim to improve the results of a set of high
speed control applications, the signal pre-processing
subsystem (SPS) was designed. The functionality of
the controller with SPS was approved by the pilot
application of the automatic thickness/gauge control
(AGC) of a metal strip produced by a cold rolling
mill. Several basic signal processing methods
specific for the selected application were
implemented within the SPS. Development and
implementation of further methods and of the
selection and combination algorithm are a part of
two currently running research projects.
REFERENCES
Vaseghi, S.V., 1987. Advanced Digital Signal Processing
and Noise Reduction, John Wiley & Sons. New Jersey.
Ettler, P., 1992. Advanced algorithms contra lack of
computing power. In Proceedings of IFAC Workshop
on Mutual Impact of Computing Power and Control
Theory, Prague, Czech Republic.
Ettler, P., Puchr, I., Štika, J., 2010. Combined Approach
Helping to Reduce Periodic Disturbances in Speed
Measuring. In PSYCO 2010, IFAC International
Workshop on Periodic Control Systems, Antalya, TR.
Hassapis, G., Geronatsios, S., Grigoriadis, J. , 2005.
Testbed Evaluation of Networked Control Systems. In
proceedings of ICINCO 2005, 2
nd
International
Conference on Informatics in Control, Automation and
Robotics, Barcelona, Spain.
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
418
