
FLOW SHOP GROUP SCHEDULING WITH LIMITED BUFFER
CAPACITY AND DIFFERENT WORKFORCE
G. Celano, A. Costa and S. Fichera
Dipartimento di Ingegneria Industriale e Meccanica, Università di Catania, Viale A. Doria 6, 95125 Catania, Italy
Keywords: Group scheduling, Workforce, Genetic algorithm.
Abstract: A permutational flowshop group scheduling problem (GSP) with sequence dependent set-up times, finite
interoperational buffer capacity and workers with different skills has been investigated in this paper. The
set-up times are influenced by the sequence of groups and the worker skill level; the manufacturing tasks on
a part are completely automated and the working times do not depend on the operator’s skill. The
minimization of the completion time is the objective of the group scheduling. A Genetic Algorithm is
proposed as an efficient tool to solve the investigated problem; a benchmark of problems has been generated
to investigate the influence of the inter-operational buffer capacity and the worker skill level on the
completion time.
1 INTRODUCTION
To be competitive in the worldwide market of
goods, companies should produce small lots of
different products at a convenient cost level and
different quality standards: consequently, their
manufacturing systems should be flexible and
reconfigurable in a short time. In this changing
environment, the workforce plays a strategic role: in
particular, at the capacity planning level a team of
operators should be correctly assembled who
provide for the sufficient skills to manufacture a
specific lot of production.
In the investigated manufacturing system, the
jobs are grouped into families in accordance to the
group technology principles and should visit an
identical sequence of machines, whose set-up times
are sequence dependent. The inter-operational
buffers between the machines have finite dimension.
In order to evaluate scheduling conditions as close
as possible to the actual process configuration, the
influence of workers is modelled, too. The operators
are not a critical resource: for this reason, the job
transfer time from one machine to its downstream
one is considered as negligible. Conversely, the
tasks related to the set-up of each group of jobs
worked on each workstation are carried out by one
operator randomly selected out from the currently
available crew of workers; thus, the set-up times
depend on the sequence of the groups visiting the
workstation and the operators skills. Finally, the
worker does not influence the processing time of
each job because each working machine is
automated. The objective of the scheduling is the
minimization of the total completion time. This is a
frequent scenario encountered in the manufacturing
of mechanical parts by means of CNC centers.
Currently, at the best of our knowledge no
optimization procedure is available from literature to
solve the investigated scheduling problem. The aim
of this paper is building the mathematical model and
designing an optimization tool able to find efficient
solutions to this problem. A proper genetic
algorithm has been designed and a benchmark of
process scenarios characterized by different numbers
of machines, families and worker skills has been
generated to study the proposed scheduling problem.
The remainder of the paper is organized as
follows: in Section 2 a review of the literature is
reported; Section 3 presents the problem statement
and the mathematical notation; then, in Section 4 the
optimization algorithm is described; the
computational results are provided and discussed in
Section 5. Conclusions and future research complete
the paper.
486
Celano G., Costa A. and Fichera S..
FLOW SHOP GROUP SCHEDULING WITH LIMITED BUFFER CAPACITY AND DIFFERENT WORKFORCE.
DOI: 10.5220/0003648704860491
In Proceedings of the 8th International Conference on Informatics in Control, Automation and Robotics (MSIE-2011), pages 486-491
ISBN: 978-989-8425-75-1
Copyright
c
2011 SCITEPRESS (Science and Technology Publications, Lda.)

2 LITERATURE REVIEW
As stated above, the investigated problem can be
approached as a Group Scheduling Problem with
sequence dependent set-up times and finite capacity
of the inter-operational buffers in presence of a multi
skilled workforce.
The flowshop Group Scheduling problem has
been challenged as an evolution of the traditional
flowshop problem, where the effect of set-up and
similarities among jobs grouped into families is
considered into the mathematical model formulation.
Several approaches to the Group Scheduling
Problem (GSP) with sequence independent set-ups
and unlimited buffer capacity have been proposed:
Wemmerlov and Vakharia (1991) extended the
implementation of constructive algorithms for the
group scheduling problem by performing an external
sequencing of families and then an internal
scheduling of parts within families. A Simulated
Annealing algorithm was proposed by Vakharia and
Chang (1990). Genetic algorithms have been
developed for the GSP by Shridar and Rajendran
(1994). Schaller (2000) has presented a comparison
of heuristics and has proposed new procedures for
the determination of effective lower bounds for the
makespan of the sequences.
Franca et al. (2005) have proposed a Genetic
Algorithm and a Memetic Algorithm to schedule
jobs within manufacturing cell modelled as a pure
flowshop problem with sequence dependent set-up
times. The scheduling problem with finite inter-
operational buffers also received attention in
literature. Nowicki (1999) proposed a tabu search
approach for the m>2 machines problem. Wang et
al., (2006) have solved the permutational flow shop
with finite inter-operational buffers by means of
hybrid GAs. A hybrid algorithm based on
differential evolution has been proposed in Qian et
al. (2009) to solve the multi-objective flow shop
scheduling with finite buffers.
The role of workforce in a plant has been
considered as an assignment problem (McDonald
2009); Diginesi et al. (2009) evaluated the effect of
the dynamic worker behaviour on the performance
of a flow line. Fowler et al. (2008) proposed a
heuristic algorithm for the workforce planning with
different operators’ skills.
3 PROBLEM STATEMENT
A notation similar to that adopted by Nowicki
(1999) for the flowshop scheduling problem with
finite interoperational buffer capacity is here
proposed and extended to the group scheduling
problem with sequence dependent set-up times,
finite buffer capacity and skilled workforce. The
jobs are clustered into g (1…..G) families, (groups),
to be worked within a line consisting of i (i=1,…..M)
working machines; for each group g, a job set
J
g
={1
g
,2
g
,…,n
g
} is defined, where n
g
denotes the
number of jobs within the group: thus, it holds
n = n
g
g =1
G
∑
. All the machines should be visited in the
same order by the families of jobs within the mix;
thus, a permutation group flow shop can be
considered. On the machine i, the processing time of
job j
g
clustered within group g is denoted as
p
i, j
g
>0.
Between two machines i-1 and i there is an inter-
operational buffer having a finite capacity f
i
; thus,
there are M-1 finite capacity inter-operational
buffers between machines; finally, two unlimited
capacity buffers are positioned before machine 1 and
after machine M. The set-up time of the generic g-th
scheduled group on machine i is denoted as
SS
i
g −1
(
)
, g
(
)
, (
SS
i
g
(
)
, g
(
)
= SS
i
0
(
)
,1
()
= 0
) and is sequence
dependent.
The workers (w=1…W) employed in the
manufacturing process have different skill levels,
denoted as SL
W
.
The influence of the generic worker w on the set-
up time is modeled as follows:
SS
i
g −1
()
, g
()
* SL
w
,
SL
W
≥1, when the worker w is assigned to machine i
to develop the set-up of group g.
Within each group g, the vector
π
g
(
)
=
π
g
(
)
1
g
()
,...,
π
g
(
)
n
g
()
⎛
⎝
⎜
⎞
⎠
⎟
represents a permutation
of jobs, whereas the external permutation of the
groups is denoted by
Ω=
π
1
()
,...,
π
G
()
⎛
⎝
⎜
⎞
⎠
⎟
.
To determine a feasible sequence of jobs, a set of
constraints related to jobs, machines and buffer
availabilities must be defined. Let us denote as
SJ
i,
π
g
()
j
g
()
the starting time on machine i for the
π
g
(
)
j
g
(
)
scheduled job within g-th scheduled group.
The job routing constraint is expressed as:
SJ
i,
π
g
()
j
g
()
≥ SJ
i −1,
π
g
()
j
g
()
+ p
i −1,
π
g
()
j
g
()
i = 2, ., Mj
g
= 1
g
,.,n
g
g = 1, . , G
(1)
FLOW SHOP GROUP SCHEDULING WITH LIMITED BUFFER CAPACITY AND DIFFERENT WORKFORCE
487

A machine is available to work a job after that
the preceding job in the sequence belonging to the
same group has been unloaded or at the completion
of the set-up activities on the machine, if the
currently scheduled job is the first within a group:
if j
g
>1
g
SJ
i,
π
g
()
j
g
()
≥ SJ
i,
π
g
()
j
g
−1
()
+ p
i,
π
g
()
j
g
−1
(
)
if j
g
=1
g
(2)
SJ
i,
π
g
()
j
g
()
≥ SJ
i,
π
g −1
()
n
g −1
()
+ p
i,
π
g −1
()
n
g −1
()
+
+SS
i
g −1
()
, g
()
* SL
w
(3)
valid for
GgnjMi
gggg
,...,2,1,...,2,1...,2,1 ===
With reference to the constraints related to the
generic inter-operational buffer capacity f
i+1
, the
following situations can occur.
i) the inter-operational buffer capacity f
i+1
is
saturated and the machine i is blocked by jobs
belonging to the same group. The job to be loaded
on machine i belongs to the same group too. Then, it
holds:
SJ
i,
π
g
()
j
g
()
≥ SJ
i +1,
π
g
()
j
g
−1−f
i +1
(
)
if j
g
-1>f
i+1
(4a)
SJ
i,
π
g
()
j
g
()
≥ SJ
i +1,
π
g −1
()
n
g −1
()
if j
g
-1=f
i+1
(4b)
Valid for
GgnjMi
ggg
,...,2,1,...,2...,2,1 ===
ii) the inter-operational buffer capacity f
i+1
is
saturated and the machine i is blocked by jobs
belonging to the same group. The job to be loaded
on machine i is the first of a new group. Then, it
holds:
SJ
i,
π
g
()
1
g
()
≥ SJ
i +1,
π
g −1
()
n
g −1
−f
i +1
()
+ SS
i
g −1
()
, g
()
* SL
w
if n
g
-1
>f
i+1
(5a)
SJ
i,
π
g
()
1
g
()
≥ SJ
i +1,
π
g −2
()
n
g −2
()
+ SS
i
g −1
()
, g
()
* SL
w
´
if n
g
-1
=f
i+1
(5b)
valid for
i
= 1,2...,mg= 2,...,G
iii) the inter-operational buffer capacity f
i+1
is
saturated by different groups of jobs. The job to be
loaded on machine i is not the first of a new group.
Then, it holds:
SJ
i,
π
j
g
()
≥ SJ
i +1,
π
g −1
()
n
g −1
− f
i +1
− j
g
−1
()
()
(
)
if n
g
-1
>(f
i+1
-(j
g
-1
))
(6a)
SJ
i,
π
j
g
()
≥ SJ
i +1,
π
g −r
()
n
g −r
+ n
g −x+1
x =2
r
∑
− f
i +1
− j
g
−1
()
()
⎛
⎝
⎜
⎜
⎞
⎠
⎟
⎟
if n
g
-1
≤(f
i+1
-(j
g
-1
))
(6b)
valid for
rn
g −x +1
< f
i +1
− j
g
−1
()
x =2
r
∑
⎛
⎝
⎜
⎜
⎞
⎠
⎟
⎟
,
and
i
=
1, 2..., Mj
g
=
2
g
,..., n
g
g = 2,...,G
iv) the inter-operational buffer capacity f
i+1
is
saturated by different groups of jobs. The job to be
loaded on machine i is the first of a new group.
Then, it holds:
SJ
i,
π
1
g
()
≥ SJ
i +1,
π
g−1
()
n
g −1
− f
i +1
− j
g
−1
()
()
()
+SS
i
g −1
()
, g
()
* SL
w
if n
g-1
>(f
i+1
-(j
g-1
))
(7a)
SJ
i,
π
1
g
()
≥SJ
i +1,
π
g−r
()
n
g−r
+ n
g−x+1
x=2
r
∑
− f
i +1
− j
g
−1
()
()
⎛
⎝
⎜
⎜
⎞
⎠
⎟
⎟
+SS
i
g−1
(
)
, g
(
)
*SL
w
if n
g-1
≤(f
i+1
-(j
g-1
))
(7b)
valid for
rn
g −x +1
< f
i +1
− j
g
−1
()
x =2
r
∑
⎛
⎝
⎜
⎜
⎞
⎠
⎟
⎟
, and
i
=
1, 2...,Mg
=
2,...,G
Equations (1) through (7) are valid under the
following assumptions:
()
()
0=
g
g
j
π
if j
g
≤0,
(
)
(
)
0
0
0
=j
π
, SJ
i,0
=0 and p
i,0
=0, f
0
=f
M+1
=0
Given a sequencing of groups and jobs within
each group, a step-by-step evaluation of the starting
inspection time
SJ
i,
π
g
()
j
g
()
for each job on machine
i is obtained by computing the maximum value of
SJ
i,
π
g
()
j
g
()
with respect to the constraints (1)-(7b).
Then, the completion time
C
i,
π
g
()
j
g
()
=
SJ
i,
π
g
()
j
g
()
+
p
i,
π
g
()
j
g
()
(8)
each job on machine i can be easily computed.
The objective of the group scheduling problem is
the minimization of the makespan of the entire mix
to be worked.
C
max
Ω
()
= S
M,
π
G
()
n
G
()
+ p
M,
π
G
()
n
G
()
⎛
⎝
⎜
⎜
⎞
⎠
⎟
⎟
(9)
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
488

4 THE GENETIC ALGORITHM
The genetic algorithm developed to solve the
investigated Group Scheduling Problem requires a
proper chromosome encoding able to work with
standard genetic operators.
The chromosome encoding has been developed
to map separately the sequence of groups and the
sequences of jobs within each group: a chromosome
is coded through a two dimensional decimal array
seq(r,s), (r=1,G+1; s=1,
max max
g
n
g[]
;G
⎧
⎨
⎩
⎫
⎬
⎭
). Rows
(1:G) contain the internal job sequence p
(g)
within
each group; the last row G+1 contains the external
group sequence: each row of the array seq(r,s) is
here considered as a sub-chromosome. The number
of columns of a chromosome array coincides with
the maximum number of jobs assigned to a single
group. The chromosome fitness is equal to the
makespan corresponding the schedule it encodes.
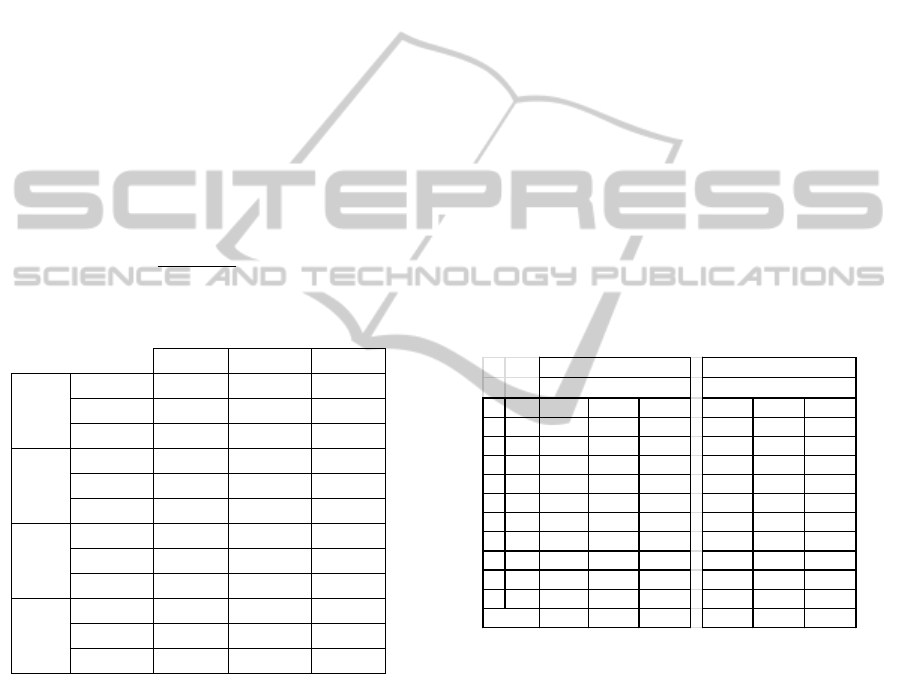
With this notation, a population of chromosomes can
be coded through a three dimensional array. In
Figure 1 an example of population for a problem
with G=4 and n=11 jobs, (n
1
=4, n
2
=2, n
3
=3, n
4
=2) is
presented:
Figure 1: Population and chromosome representation.
Two different kinds of crossover operators with
an equal probability to be selected have been
implemented: the position based crossover (PBC)
and the two point crossover (TPC).
The mutation operator can work with P
m
probability on sub-chromosomes representing both
sequences of jobs within a group or sequences of
groups. Mutation is performed with an equal
probability of selecting one among the following
two operators: an allele swapping operator, which
performs an exchange on a random number of
alleles; and a block swapping operator, which
performs a block exchange of alleles. To prevent
from the elimination of the current best sequence,
the survival of a copy of the current fittest individual
within the population is ensured by an elitist
strategy. Conversely, the premature convergence of
the algorithm towards a sub-optimum solution due to
a rapid increase of the number of copies of «the
fittest individuals» within the current population can
occur: thus, a population diversity control technique
has been embedded in the developed GA. In the
current population, a mutation operator is applied to
those copies of chromosomes exceeding an assigned
number D
max
. To perform consecutive
intensification-diversification cycles of the
evolutionary process, after N
ip
iterations without
improvements in the fittest individual, the mutation
probability is increased by ΔPm. When a new
minimum is found, Pm is reset to its initial value.
Once a new optimal solution is found, the algorithm
execution is continued for at least Δit further
population generations.
5 COMPUTATIONAL RESULTS
The model investigation and the GA algorithm test
have been performed by generating a benchmark of
problems accordingly to the procedure proposed in
Schaller et al. (2000) for the GSP with set-up times
and adapted to cope with finite buffer capacity and
differently skilled workers. The number n
g
of jobs
within a group randomly varies in the interval
[1 ,10]; the job processing times
p
i, j
g
have been
randomly generated from a uniform distribution
U [1,10]. The number of groups G and the number
of machines M range between 3 and 10: totally, ten
different line configurations have been considered.
The sequence dependent set-up times are extracted
out from three different uniform distributions to
generate three classes of problems for each line
configuration: the shorter set-up SS, (U [1,20]), the
medium set-up MS, (U[1,50]), and larger set-up LS,
(U [1,100]) classes of problems. Each class of
problems consists of 10 instances: a total number of
300 problems have been generated. Four available
buffer capacities f
i
=1, 2, 4, 20, for i=1,…, M-1,
between machines have been considered. Four skills
levels SL
w
=1.0, 1.1, 1.3, 1.5 have been assumed to
model the workforce impact on the GS problem: this
means that a worker with skill level 1.3 complete the
set-up operation in a time 30% longer than a worker
with skill 1.0. For each problem, a percentage
PW=10%, 30%, 50% of available workforce having
skill level larger then 1.0 has been considered.
Totally, 10800 scenarios have been investigated.
The following GA parameters have been selected:
number of population chromosomes N
S
=30;
maximum number of duplicates D
MAX
=2; equal
probability for the two crossover operators to be
selected PCR=0.5; equal probability for the two
FLOW SHOP GROUP SCHEDULING WITH LIMITED BUFFER CAPACITY AND DIFFERENT WORKFORCE
489
mutation operators to be selected PCM=0.5;
mutation probability P
m
=0.13; improvement in the
mutation probability ΔP
m
=0.05 after 500 iterations
without a new improvement in the makespan. The
maximum number of iterations is set equal to
15.000. The numerical analysis has been carried out
as follows. First of all, the benchmark of 300
problems has been optimized by assuming the
limiting condition of infinite inter-operational buffer
capacity and uniform skill level equal to SL
w
=1.0.
For each problem, the obtained makespan can be
interpreted as a lower bound LB that can be used to
quantify the effect of the limited buffer capacity, the
skill level and the skill variety within the working
team. Then, for each problem the optimal makespan
C
max
in presence of the constraints related to limited
inter-operational buffer capacity and skilled
workforce has been found. Finally, the percentage
increase of the makespan with respect to its
corresponding lower bound has been calculated:
LB
LBC
C
MK
−
=Δ
max
(10)
Table 1: Average results for each class of problems.
SL
w
=1.1 SL
w
=1.3 SL
w
=1.5
f
i
=1 PW=10% 8.36% 9.41% 10.27%
PW=30% 9.30% 12.68% 16.08%
PW=50% 10.39% 16.36% 22.32%
f
i
=2 PW=10% 4.78% 5.85% 6.72%
PW=30% 5.63% 9.10% 12.33%
PW=50% 6.94% 12.49% 18.48%
f
i
=4 PW=10% 2.20% 3.02% 4.04%
PW=30% 3.09% 6.00% 9.19%
PW=50% 4.10% 9.48% 15.40%
f
i
=20 PW=10% 0.36% 1.18% 2.04%
PW=30% 1.21% 3.80% 7.01%
PW=50% 2.06% 6.68% 12.10%
Thus, a large value of ΔC
MK
should be
interpreted as an index of significant makespan
increase with respect to the limiting condition. Table
1 shows the obtained results.
As expected, it turns out that a larger inter-
operational buffer capacity reduces the influence of
the workforce skill variability; for example, when
the inter-operational buffer capacity varies from f
i
=1
to f
i
=4, with the same workforce allocation strategy
the averaged makespan distance from its lower
bound value decreases from 8.36% to 2.20%. In
table 1 it is also possible to appreciate the effect of
the workforce skill and the team mix: both of them
have a positive effect on the makespan.
For example, when the workforce skill level is
reduced from SL
w
=1.1 to 1.5, the distance from the
lower bound increases from 4.1% to 15.4% for f
i
=4
and PW=50%. In the same way, the variety of team
composition PW influences the makespan: for
example, when PW varies from 10% to 50% the
distance from the lower bound increases from 1.18%
to 6.68% for f
i
=20 and SL
w
=1.3.
Finally, a second order interaction between the
worker skill level SL
w
and the buffer capacity f
i
is
evident: in fact, the larger is f
i
the lighter is the effect
of SL
w
on the makespan deterioration. For example,
given PW=50%, when f
i
=2 and SL
w
=1.3 it results
ΔC
MK
=12.49%; otherwise, when f
i
=20 and SL
w
=1.3
it results ΔC
MK
=6.68%, that is ΔC
MK
is halved. This
happens because the available buffer capacity
partially decouples the interactions between
consecutive machines, thus reducing the probability
of starving /blocking conditions due to delays in the
set-up activities. Therefore, the worker skills need to
be carefully accounted for those manufacturing
scenarios characterized a finite inter-operational
buffer capacity.
Table 2a: variable SL
w
Table 2b: variable PW.
i g 1.1 1.3 1.5 10,0% 30,0% 50,0%
3 3 3,3% 5,2% 4,3% 3,3% 4,0% 4,7%
4 3 3,5% 4,4% 6,3% 3,5% 4,2% 5,6%
4 4 5,9% 7,0% 6,6% 5,9% 7,0% 8,1%
5 5 6,2% 6,7% 7,4% 6,2% 6,8% 7,9%
5 6 6,2% 7,3% 7,0% 6,2% 6,5% 7,6%
6 5 8,2% 9,0% 9,4% 8,2% 9,3% 9,7%
6 6 8,0% 8,8% 9,9% 8,0% 9,4% 10,2%
8 8 8,6% 9,9% 10,0% 8,6% 9,4% 10,2%
8 10 10,8% 11,6% 13,5% 10,8% 12,0% 13,1%
# 10 10,7% 12,0% 13,4% 10,7% 11,6% 13,3%
averag
e
8,4% 9,4% 10,3% 8,4% 9,3% 10,4%
fi=1 PW=10%
SLw
fi=1 Slw=1.1
PW
Tables 2 and 3 show the same results as Table 1,
but stratified for each couple (G,M) of groups and
machines investigated in the benchmark. Table 2a
considers three levels for SL
w
, f
i
=1 and PW=10.
Similarly, Table 2b considers three levels for PW,
f
i
=1 and SL
w
=1.1. Table 3a shows the same ΔC%
results when f
i
is varied at three levels; Table 3b
considers f
i
, PW and SL
w
contemporarily varied at
three levels.
In Table 2 the worker effects quantified through
the skills level and team mix composition are
equivalent and range between 8.4% and 10.3%.
Conversely, in Table 3 the buffer effect ranges
between 2.2% and 8.4%. The interaction effect of
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
490
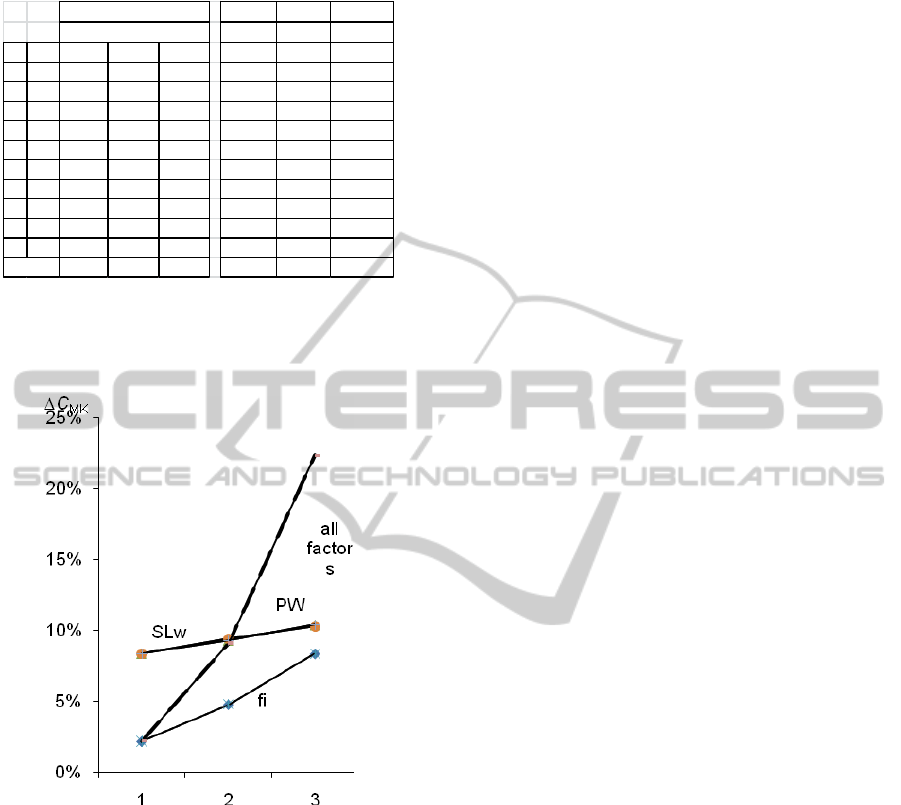
Table 3a: variable f
i
3b: all factors are variable.
fi=4 fi=2 fi=1
PW=10% PW=3 0% PW=50%
ig 4 2 1
Slw=1.1SLw=1.3 SLw=1.5
3 3 1,2% 2,1% 3,3% 1,2% 3,4% 13,5%
4 3 0,3% 1,5% 3,5% 0,3% 4,8% 15,7%
4 4 1,5% 3,3% 5,9% 1,5% 7,0% 18,1%
5 5 1,4% 3,6% 6,2% 1,4% 6,6% 17,0%
5 6 1,6% 2,6% 6,2% 1,6% 5,8% 17,6%
6 5 1,9% 4,8% 8,2% 1,9% 8,0% 18,8%
6 6 2,3% 4,7% 8,0% 2,3% 8,8% 20,9%
8 8 2,3% 4,5% 8,6% 2,3% 8,8% 20,7%
8 10 3,2% 6,3% 10,8% 3,2% 12,4% 28,5%
10 10 2,7% 6,6% 10,7% 2,7% 11,9% 28,2%
averag
e
2,2% 4,8% 8,4% 2,2% 9,1% 22,3%
PW=10% SLw=1.1
fi
the three factors is significantly higher and ranges
between 2.2% and 22.3%. The averaged results
presented Tables 2 and 3 are graphically shown in
Figure 2.
Figure 2: Influence of factors.
6 CONCLUSIONS
A permutational flowshop group scheduling problem
(GSP) with sequence dependent set-up times, limited
interoperational buffer capacity, workers with
different skills and different mix of the working
crew has been taken into account. In the model, the
set-up times depend on both the sequence of groups
and the worker skill level; the working times have
been considered independent by the skill of the
operator because the working operations are
completely automated. A Genetic Algorithm has
been proposed as an efficient tool to solve the
investigated problem with respect to the
minimization of the total completion time. A
sensitivity analysis has been carried out on a
benchmark of problems to show the relevant
influence of all factors considered in the model. A
future development of this research will treat the
scheduling of jobs as well as the workers assignment
strategy to each machine as independent variables of
the optimization problem.
REFERENCES
Diginesi S.; Kock A., Mummolo G., Rooda J., (2009). The
effect of dynamic worker behavior on flow line
performance. International Journal of Production
Economics, 120 (2), 368-377.
Fowler J., Wirojanagud P., Gel E., (2008). Heuristics for
workforce planning with worker differences.
European Journal of Operational Research, 190 (3),
724-740.
França, P. M., Gupta, J. N. D., Mendes, A. S., Moscato,
P., Veltink, K. J., (2005). Evolutionary algorithms for
scheduling a flowshop manufacturing cell with
sequence dependent family set-ups. Computers &
Industrial Engineering, 48 (3), 491-506.
McDonald T., Ellisb K., Van Akenb E., Koellingb C.,
(2009). Development and application of a worker
assignment model to evaluate a lean manufacturing
cell. International Journal of Production Research, 47
(9), 2427–2447.
Nowicki, E., (1999). The permutation flow shop with
buffers. A tabu search approach. European Journal of
Operational Research, 116, 205-219.
Qian, B., Wang, L., Huang, D., Wang, W., Wang, X.,
(2009). An effective hybrid DE-based algorithm for
multi-objective flow shop scheduling with limited
buffers. Computers & Operations Research, 36, 209-
233.
Schaller, J. E., (2000). A comparison of heuristics for
family and job scheduling in a flow-line
manufacturing cell. International Journal of
Production Research, 38(2), 287-308.
Shridar, J., Rajendran, C., (1994). A genetic algorithm for
family and job scheduling in a flow-line
manufacturing cell. Computers and Industrial
Engineering, 27, 469-472.
Vakharia, A. J., Chang, Y. L, (1990). A simulated
annealing approach to scheduling a manufacturing
cell. Naval Research Logistics, 37, 559-577.
Wang, L., Zhang, L., Zheng, D. Z., (2006). An effective
hybrid genetic algorithm for flow shop scheduling
with limited buffers. Computers & Operations
Research, 33, 2960-2971.
Wemmerlov, U., Vakharia, A. J., (1991). Job and family
scheduling of a flow-line manufacturing cell: a
simulation study. IIE Transactions, 23(4), 383-392.
FLOW SHOP GROUP SCHEDULING WITH LIMITED BUFFER CAPACITY AND DIFFERENT WORKFORCE
491
