
MODELING OF ABRASIVE WATER JET MACHINING USING
TAGUCHI METHOD AND ARTIFICIAL NEURAL NETWORKS
Menelaos Pappas
1
, Ioannis Ntziantzias
2
, John Kechagias
1,2
and Nikolaos Vaxevanidis
2,3
1
Department of Mechanical Engineering, Technological Educational Institute of Larissa, Larissa 41110, Greece
2
Department of Mechanical Engineering, University of Thessaly, Volos 38334, Greece
3
Department of Mechanical Engineering Educators, School of Pedagogical and Technological Education (ASPETE)
N. Heraklion 14121, Athens, Greece
Keywords: Abrasive Water Jet Machining (AWJM), Artificial Neural Networks (ANN), Taguchi Method, Surface
Quality, Process Parameters.
Abstract: This work presents a hybrid approach based on the Taguchi method and the Artificial Neural Networks
(ANNs) for the modeling of surface quality characteristics in Abrasive Water Jet Machining (AWJM). The
selected inputs of the ANN model are the thickness of steel sheet, the nozzle diameter, the stand-off distance
and the traverse speed. The outputs of the ANN model are the surface quality characteristics, namely the
kerf geometry and the surface roughness. The data used to train the ANN model was selected according to
the Taguchi’s design of experiments. The acquired results indicate that the proposed modelling approach
could be effectively used to predict the kerf geometry and the surface roughness in AWJM, thus supporting
the decision making during process planning.
1 INTRODUCTION
The AWJM belongs to the non-conventional
material removal methods and is used in industry to
machine different materials ranging from soft,
ductile to hard and brittle materials. This process
does not produce dust, thermal defects or fire
hazards. It is a good process for shaping composite
materials and imparts almost no surface
delamination see Momber and Kovacevic, 1997 and
Wang and Wong, 1999.
The primary interests in TRIP sheet steel
processing are the kerf shape (kerf width and kerf
taper) and surface quality (surface roughness of cut),
as well as burrs which may be formed at the jet exit
(Figure 1). Kerf shape and quality in slotting sheet
materials by AWJM and the resulting surface
roughness have been studied in recent research
works (Gudimetla, 2002; Hascalik, Ulas and Gurun
2007; Jegaraj and Babu, 2007; Valicek et al., 2007).
The innovation of the present work relies on the
use of a hybrid modeling approach based on the
Taguchi method and the Artificial Neural Networks
(ANNs) for the modeling of surface quality
characteristics in Abrasive Water Jet Machining
(AWJM). The experiments were performed on two
transformation induced plasticity (TRIP) steel sheets
which were processed using AWJM with three
different diameters of the nozzle (nozzle diameter),
three different distance values between the nozzle
and the sheet steel (stand-off distance) and three
different traverse speeds (also known as cutting
speed or travel speed). The selected inputs of the
ANN model are the thickness of steel sheets, the
nozzle diameter, the stand-off distance and the
traverse rate (cutting speed). The outputs of the
ANN model are the surface quality characteristics,
namely the kerf geometry and the surface roughness.
The data used to train the ANN model was selected
according to the Taguchi’s design of experiments
(DoE).
2 EXPERIMENTAL SETUP
Details concerning the experimental procedure and
the materials are given elsewhere; see Petropoulos et
al., 2009 and Vaxevanidis et al., 2010; therefore
only the main features are summarized below.
TRIP multi-phase steels belong to a new
generation of steel grades exhibiting an enhanced
combination of strength and ductility, with extensive
377
Pappas M., Ntziantzias I., Kechagias J. and Vaxevanidis N..
MODELING OF ABRASIVE WATER JET MACHINING USING TAGUCHI METHOD AND ARTIFICIAL NEURAL NETWORKS.
DOI: 10.5220/0003681103770380
In Proceedings of the International Conference on Neural Computation Theory and Applications (NCTA-2011), pages 377-380
ISBN: 978-989-8425-84-3
Copyright
c
2011 SCITEPRESS (Science and Technology Publications, Lda.)

applications in automotive and aerospace industry;
see Olson and Azrin, (1978). The TRIP steels tested
are designated as TRIP 800 HR-FH and TRIP 700
CR-FH. Specimens of both materials are of square
form (10x10 cm
2
) but differ in thickness, hardness
and processing method.
Machining was performed on a SIELMAN
HELLENIC HYDROJET industrial AWJM system.
In each specimen a slot of 3 cm in length was
cut. Each slot corresponds to different machining
conditions. After processing, each specimen was
separated in order to allow roughness measurements
to be performed on the machined surface.
The pressure at which a water jet operates is
about 400 MPa, which is sufficient to produce a jet
velocity of 900 m/s. Such a high-velocity jet is able
to cut materials such as ceramics, composites, rocks,
metals etc (Momber and Kovacevic, 1997).
Figure 1: Schematic representation of a typical cut in
AWJM.
The standard L
18
(2
1
x3
7
) orthogonal design of
experiments (DoE) technique was applied
(Kechagias, 2007; Kechagias et al., 2010; Pappas et
al., 2011). Columns 1, 2, 3, and 4 are assigned to
steel sheet thickness (A, mm), nozzle diameter (B,
mm), stand-off distance (C, mm), and traverse speed
(D, mm/min), respectively. The other columns were
left vacant (Table 1).
The measured quality indicators were the
arithmetic mean surface roughness (R
a
,) and the
mean kerf width.
R
a
measurements were performed with a
Surtronic 3+ stylus profilometer supported by
Talyprof® software. The cut-off length selected was
0.8 mm and the measurements were undertaken in
the direction of the cut. The parameter values appear
as averages of five measurements on each surface at
the medium area of the cut.
Table 1: Matrix Experiment.
Process Parameters
Performance
measures
No of
Exp.
A B C D Vacant
kerf
(mm)
R
a
(μm)
1 0.9 0.95 20 200 0.978 4.5
2 0.9 0.95 64 300 1.155 6.2
3 0.9 0.95 96 400 1.082 7.1
4 0.9 1.2 20 200 1.351 6.2
5 0.9 1.2 64 300 1.423 7.3
6 0.9 1.2 96 400 1.447 8.8
7 0.9 1.5 20 300 1.464 7.0
8 0.9 1.5 64 400 1.792 8.7
9 0.9 1.5 96 200 1.802 9.1
10 1.25 0.95 20 400 0.858 5.9
11 1.25 0.95 64 200 1.113 6.0
12 1.25 0.95 96 300 0.952 6.3
13 1.25 1.2 20 300 1.176 6.3
14 1.25 1.2 64 400 1.151 6.6
15 1.25 1.2 96 200 1.448 6.9
16 1.25 1.5 20 400 1.385 5.8
17 1.25 1.5 64 200 1.501 6.7
18 1.25 1.5 96 300 1.560 6.8
As it is illustrated in Figure 1 the kerf is of
tapered form and to evaluate this characteristic, the
semi-sum of the upper area width and the lower area
width were measured by a stereoscope (Petropoulos
et al., 2009).
3 MODELING FRAMEWORK
An ANN model was constructed that can predict
mean kerf diameter and mean surface roughness
(R
a
), for every possible combination of values for
the four studied input parameters, namely the
thickness of steel sheet, the nozzle diameter, the
stand-off distance and the traverse speed. However,
the prediction capability of the model is more
efficient while the values of the parameters are
inside the valid ranges, which can be extracted from
the values summarized in Table 2.
Table 2: Parameter Design.
Process Parameters Units
Levels
1 2 3
A steel sheet thickness mm 0.9 1.25 -
B nozzle diameter mm 0.95 1.2 1.5
C stand-off distance mm 20 64 96
D traverse speed mm/min 200 300 600
steel sheet thickness
nozzle diameter
stand-off distance
traverse speed
kerf
R
a
Figure 2: Architecture of the neural network model.
NCTA 2011 - International Conference on Neural Computation Theory and Applications
378

The model was created with the use of the
Neural Network Fitting Tool of Matlab
®
, which is
used for data fitting problems (Demuth and Beale,
2001). In fitting problems, neural network is used to
map between a data set of numeric inputs
(independent variables) and a set of numeric targets
(response variables).
A two-layer feed-forward network with five (5)
sigmoid hidden neurons and two (2) linear output
neurons was used in the frame of this modelling
approach. The network was trained with Levenberg-
Marquardt backpropagation algorithm. The neural
network architecture is presented in Figure 2.
The input data that was fed to the ANN model is
an 18x4 matrix, representing eighteen (18) samples
(number of experiments) of four (4) elements (steel
sheet thickness, nozzle diameter, stand-off distance
and traverse speed), while the target data is an 18x2
matrix, representing eighteen (18) samples of two
(2) elements (kerf and R
a
).
These 18 samples were randomly divided into
three subsets, namely the training, the validation and
the testing samples. The training subset that uses the
70% of the data (12 samples) is presented to the
network during training, and the network is adjusted
(define weight factors and bias) according to its
error. The validation subset that contains the 15% of
the data (3 samples) is used to measure network
generalization, and to halt training when
generalization stops improving. The testing subset
that uses the 15% of the data (3 samples) has no
effect on training and so provides an independent
measure of network performance during and after
training. This subset is used to compare output
(simulated data) and target (experimental data).
Training automatically stops when generalization
stops improving, as indicated by an increase in the
mean square error of the validation samples. Mean
Squared Error (MSE) is the average squared
difference between outputs and targets. Lower
values are better. Zero means no error. The MSE of
training of the created ANN was equal to 0.0425 and
its training took 12 epochs to complete. The best
validation performance is 0.10429 at epoch 6.
Regression values measure the correlation
between outputs and targets. An R value of 1 means
a close relationship, 0 a random relationship. The
regression analysis of the created ANN model
resulted to R values for training, validation and
testing, which were very close to 1, means a very
close relationship between the output (simulated
values) and the target (experimental values).
4 MODELING RESULTS
Based on the design variables for AWJM modeling
presented in Table 1, the performance measures
(surface quality characteristics) are tabulated in
Table 3. In the same Table the simulated results
obtained by the created ANN model as well as the
deviation between experimental (measured) and
simulated by ANN values are presented.
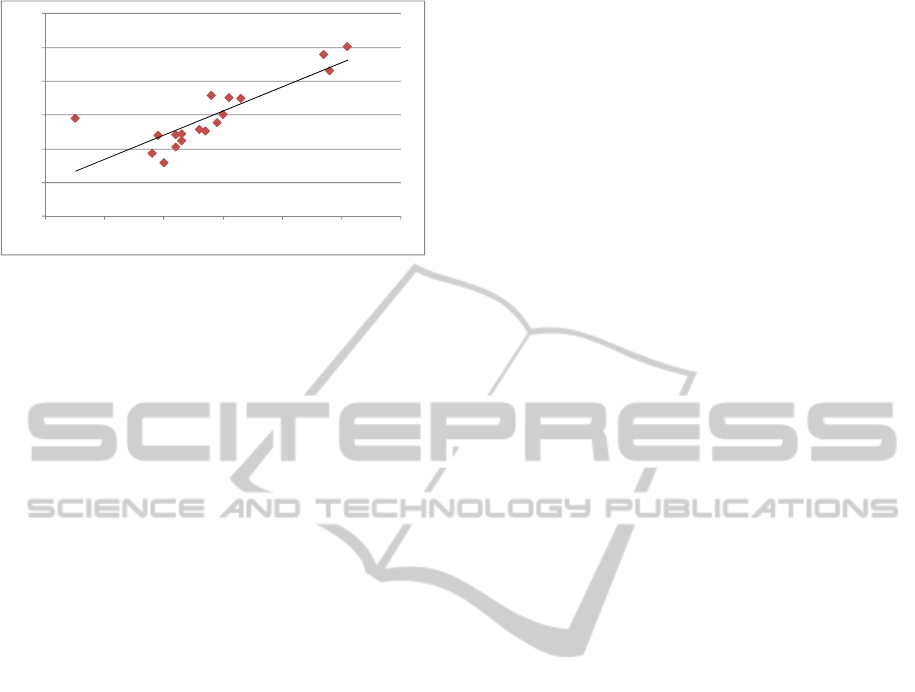
The correlation between experimental and
simulated data (neural network output) for kerf and
R
a
is shown in Figure 3 and 4 respectively.
A good correlation between experimental data
and simulated data (neural network output) both for
kerf and R
a
(R
2
close to 0.7) is evident.
Table 3: Experimental and simulated by ANN values of
the performance measures (kerf and R
a
).
Experimental Simulated Deviation
No
of
Exp
kerf
(mm)
R
a
(μm)
kerf
(mm)
R
a
(μm)
kerf
(mm)
R
a
(μm)
1 0.978 4.5
1.231 6.9 0.253 2.4
2 1.155 6.2
0.946 6.0 -0.209 -0.2
3 1.082 7.1
1.035 7.5 -0.047 0.4
4 1.351 6.2
1.155 6.4 -0.196 0.2
5 1.423 7.3
1.391 7.5 -0.032 0.2
6 1.447 8.8
1.485 8.3 0.038 -0.5
7 1.464 7.0
1.525 7.0 0.061 0.0
8 1.792 8.7
1.734 8.8 -0.058 0.1
9 1.802 9.1
1.842 9.0 0.040 -0.1
10 0.858 5.9
1.092 6.4 0.234 0.5
11 1.113 6.0
0.865 5.6 -0.248 -0.4
12 0.952 6.3
1.094 6.4 0.142 0.1
13 1.176 6.3
1.217 6.2 0.041 -0.1
14 1.151 6.6
1.300 6.6 0.149 0.0
15 1.448 6.9
1.223 6.8 -0.225 -0.1
16 1.385 5.8
1.321 5.9 -0.064 0.1
17 1.501 6.7
1.516 6.5 0.015 -0.2
18 1.560 6.8
1.467 7.6 -0.093 0.8
R²=0,71
0,8
1,0
1,2
1,4
1,6
1,8
2,0
0,8 1,0 1,2 1,4 1,6 1,8 2,0
Figure 3: Correlation between experimental data and
simulated data (neural network output) for kerf.
MODELING OF ABRASIVE WATER JET MACHINING USING TAGUCHI METHOD AND ARTIFICIAL NEURAL
NETWORKS
379
R²=0,70
4,0
5,0
6,0
7,0
8,0
9,0
10,0
4,0 5,0 6,0 7,0 8,0 9,0 10,0
Figure 4: Correlation between experimental data and
simulated data (neural network output) for R
a
.
5 CONCLUSIONS
The proposed hybrid approach based on Artificial
Neural Networks and Taguchi methodology was
used for AWJM mean kerf width and surface
roughness modelling purpose.
The Taguchi approach was used in order to
optimize the experimental effort whitout loosing the
prediction accuracy of the ANN model.
The acquired results indicate that the proposed
modelling approach could be effectively used to
predict the kerf geometry and the surface roughness
in AWJM, thus supporting the decision making
during process planning.
ACKNOWLEDGEMENTS
The authors wish to thank Sielman S.A., Volos,
Greece, for AWJM of the specimens. TRIP steels
were provided by Laboratory of Materials, Dept. of
Mechanical Engineering, University of Thessaly.
REFERENCES
Wang, J. & Wong, W. (1999). Study of abrasive waterjet
cutting of metallic coated sheet steels. International
Journal of Machine Tools & Manufacture, 39, pp. 855-
870.
Demuth, H. & Beale, M. (2001). Neural networks toolbox
for use with Matlab, User’s guide. The MathWorks,
Inc.
Gudimetla, P., Wang, J. & Wong, W. (2002). Kerf
formation analysis in the abrasive waterjet cutting of
industrial ceramics. Journal of Materials Processing
Technology, 128 (1-3), pp. 123-129.
Hascalik, A., Ulas, C. & Gurun, H. (2007). Effect of
traverse speed on abrasive waterjet machining of Ti-
6Al-4V alloy. Materials & Design, 28(6), pp. 1953-
1957.
Jegaraj, J. J. R. & Babu, N. R. (2007). A soft computing
approach for controlling the quality of cut with
abrasive waterjet cutting system experiencing orifice
and focusing tube wear. Journal of Materials
Processing Technology , 185 (1-3), pp. 217-227.
Kechagias, J. (2007). Investigation of LOM process
quality using design of experiments approach. Rapid
Prototyping Journal, 13(5), 316-323.
Kechagias, J., Pappas, M., Karagiannis, S., Petropoulos,
G., Iakovakis, V. & Maropoulos, S. (2010). An ANN
approach on the optimization of the cutting parameters
during CNC plasma-arc cutting. In: Proceedings of
ESDA2010: 10
th
Biennial ASME Conference on
Engineering Systems Design and Analysis, 12-14 July
2010, Istanbul, Turkey.
Momber, A. W. & Kovacevic, R. (1997). Principles of
Abrasive Water Jet Machining. Springer.
Olson, G. B. & Azrin, M. (1978). Transformation behavior
of TRIP steels. Metallurgical and Materials
Transactions A, 9(5), pp. 713-721.
Pappas, M., Kechagias, J., Iakovakis, V. & Maropoulos, S.
(2011). Surface roughness modelling and optimization
in CNC end milling using Taguchi design and Neural
Networks. In: Proceedings of the 3rd International
Conference on Agents and Artificial Intelligence, pp,
595-598.
Petropoulos, G., Tsolakis, N.; Vaxevanidis, N. &
Antoniadis, A. (2009) Topographic description of
abrasive waterjet machined surfaces. In: Proc. 2
nd
European Conference on Tribology -ECOTRIB 2009,
7-10 June 2009, Pisa, Italy, pp. 309-314.
Valicek, J. et al. (2007). Experimental analysis of
irregularities of metallic surfaces generated by
abrasive waterjet. International Journal of Machine
Tools & Manufacture, 47(11), pp. 1786-1790.
Vaxevanidis, N. M., Markopoulos A. & Petropoulos G.
(2010). Artificial Neural Network Modeling of
Surface Quality Characteristics in Abrasive Water Jet
Machining of Trip Steel Sheet. In: J.P. Davim (ed.)
Artificial Intelligence in Manufacturing Research.
Nova Science Publishers, Inc, pp 79-99.
NCTA 2011 - International Conference on Neural Computation Theory and Applications
380
