
MULTI-STAGE DECISION BASED APPROACH FOR
BALANCING BI-OBJECTIVE U-SHAPED ASSEMBLY LINES
WITH ALTERNATIVE SUBASSEMBLY GRAPHS
Seren Ozmehmet Tasan
Department of Industrial Engineering, Dokuz Eylul University, Izmir, Turkey
Keywords: Assembly Line Balancing, U-shaped Assembly Line, Alternative Subassembly Graphs, Multi-stage
Decisions, Genetic Algorithms, Fuzzy Logic Controller.
Abstract: The purpose of this study is to propose an efficient way to balance the u-shaped assembly lines with
alternative subassembly graphs while minimizing the number of stations and maximizing the line efficiency.
U-shaped assembly line balancing models with alternative subassembly graphs (uALB/sb) under
consideration contains two kinds of special issues, i.e. the selection of a suitable subassembly graph among
alternatives and the balancing according to the operational precedence constrained among the tasks in the
selected subassembly graph. To deal with the multiple objectives and the special issues, first we designed
this uALB/sb as a network problem and then proposed a multi-stage decision based genetic algorithm
(mdGA). Additionally, in order to improve the performance of mdGA, we use fuzzy logic controller for
fine-tuning of genetic parameters. Finally, uALB/sb problem has been solved using the proposed solution
approach to highlight the applicability and performance of the proposed solution approach.
1 INTRODUCTION
Traditionally, an assembly line is organized as a
serial line, where stations are arranged along a
conveyor belt serially. In modern production lines
with the implementation of just-in-time (JIT)
production principles, u-shaped lines are being more
preferred among other line layouts, where serial
lines are rather inflexible and have other
disadvantages which might be overcome by a u-
shaped assembly line. The u-shaped line
compliments the JIT principle by providing more
alternatives. Namely, u-shaped lines provide more
alternatives for assigning tasks to station (operators)
than comparable serial lines because operators can
handle not only adjacent tasks, but also tasks on both
side of the u-shaped line. Further as more
advantages, u-shaped line is crowded with work
places and space is needed few. Operators work
together in u-shaped line and it can make
communication easier and trust each other.
In u-shaped lines, the stations are arranged along
a rather narrow U, where both legs are closely
together, and the entrance and the exit of the line are
on the same position. Stations in between those legs
may work at two segments of the line facing each
other simultaneously. This means that the
workpieces can revisit the same station at a later
stage in the production process without changing the
flow direction of the line. This can result in better
balance of station loads due to larger number of
task-station combinations where operators can
handle adjacent tasks as well as tasks on both sides
of the u-shaped line. Another advantage of u-shaped
lines is that they simultaneously maximize both the
use of operational workspace and operator
communication and trust, such that machines take up
less space and workers are closer to one another.
Besides improvements with respect to job
enrichment and enlargement strategies, a u-shaped
line design might result in a better balance of station
loads due to the larger number of task-station
combinations (Miltenburg & Wijngaard, 1994;
Monden, 1998; Scholl & Klein, 1999). Usually, in a
u-shaped assembly line balancing model, researchers
deal with the allocation of the tasks among stations
so that the precedence relations are not violated and
given objective functions is optimized. Additionally
at the same time, there mostly exits alternative ways
of doing these tasks, e.g., there may be two
alternative ways to perform a cable assembly task.
This kind of disjunctive assembly line balancing
334
Ozmehmet Tasan S..
MULTI-STAGE DECISION BASED APPROACH FOR BALANCING BI-OBJECTIVE U-SHAPED ASSEMBLY LINES WITH ALTERNATIVE SUBASSEM-
BLY GRAPHS.
DOI: 10.5220/0003942903340342
In Proceedings of the 2nd International Conference on Pervasive Embedded Computing and Communication Systems (PECCS-2012), pages 334-342
ISBN: 978-989-8565-00-6
Copyright
c
2012 SCITEPRESS (Science and Technology Publications, Lda.)

problem has been receiving attention of researchers
since it has been first identified by Capacho &
Pastor (2005), However, all of the researchers
considered only single model with serial lines such
as Capacho & Pastor (2006, 2008), and Scholl et al.
(2009). In this study, we considered U-shaped
assembly line balancing models with alternative
subassembly graphs (uALB/sb). The problem under
consideration contains two kinds of special issues,
i.e. the selection of a suitable subassembly graph
among alternatives and the balancing according to
the operational precedence constrained among the
tasks in the selected subassembly graph.
Traditionally to solve these kinds of u-ALB/sb
problems, researchers first tries to identify the best
alternative in the form of one precedence diagram
and finally balance this problem using only this
precedence diagram. However, most of the time,
researchers are giving the utmost importance to the
balancing rather than the selection of alternatives.
Particularly, the disjunctive relationship between
these two problems is often neglected and they are
solved separately in a hierarchical manner.
Nevertheless, by using the traditional hierarchical
approach, the u-ALB/sb problem can lose its
integrity since the researchers are eliminating some
features of the whole problem before balancing
procedure.
To maintain the integrity of the u-ALB/sb
problem, in this study, an integrated monolithic
approach, which considers selection together with
balancing, is proposed. Particularly, a multi-stage
decision based genetic algorithm (mdGA) approach
is constructed in order to consider it as an exclusive
problem while using a specific decoding procedure.
The rest of the paper is organized as follows; In
Section 2, the background information on the main
features of u-ALB/sb are introduced. In Section 3,
overall methodology of the proposed mdGA
approach and its general features are discussed in
detail. In Section 4, in order to evaluate the
performance, the proposed mdGA approach is
demonstrated on some problem instances, and the
experimental results are analyzed. Finally, the
concluding remarks and future research directions
are given in the last section.
2 BALANCING U-SHAPED
ASSEMBLY LINES WITH
ALTERNATIVE SUBASSEMBLY
GRAPHS
The assembly line balancing problems are usually
represented with precedence relations, which can be
transformed into a more visual form as precedence
diagrams. Precedence diagrams only model
conjunctions (AND relations), not disjunctions (OR
relations). However, in real-life, we usually come
across assembly line balancing problems with
alternative subassembly graphs. In this section, we
considered uALB models with alternative
subassembly graphs (uALB/sb). The uALB is a
generalization of assembly line balancing problems
and hence belongs to the class of NP-hard problems.
Hence its decision version uALB/sb is NP-complete.
As a disjunctive network optimization problem, in
uALB, each subassembly graph represents
subassembly, which is the alternative way for
performing a subset of task or tasks and each node
represents the tasks of a subassembly. The uALB/sb
model consists of i=0,1,…, I+1 subassemblies and
the precedence relations between each subassembly
are taken into consideration according to the
network structure. In each subassembly i, there are
k=0,1,…, K+1 alternative ways to perform that
subassembly. Fig.1 illustrates the conceptual
network for assembly line balancing problem with
alternative subassembly graphs.
In each alternative subassembly k, there are
j=0,1,…, J+1 tasks with precedence relations, where
p
ikj
denotes the variable processing time of task j in
alternative k of subassembly i. Particularly, the
detailed concepts of subassembly graphs and task
are given in Fig.2. In this model, the activities are
interrelated by two kinds of constraints; the
precedence constraints which are known from
traditional uALB, force a task no to be started before
all its predecessors have been finished and the new
constraints force a subassembly no to be started
before all its predecessors have been finished.
Specifically, the uALB/sb model considered in
this study can be defined by the following
assumptions:
A1. The problem consists of multiple
subassemblies.
A2. There exists alternative ways to perform
each subassembly.
A3. Each subassembly alternative contains
number of tasks with known processing
time
A4. The assembly line is used to assemble
one homogeneous product in mass
quantities.
A5. The line is U-shaped, paced line with
fixed cycle time and there are no feeder
lines.
MULTI-STAGE DECISION BASED APPROACH FOR BALANCING BI-OBJECTIVE U-SHAPED ASSEMBLY
LINES WITH ALTERNATIVE SUBASSEMBLY GRAPHS
335
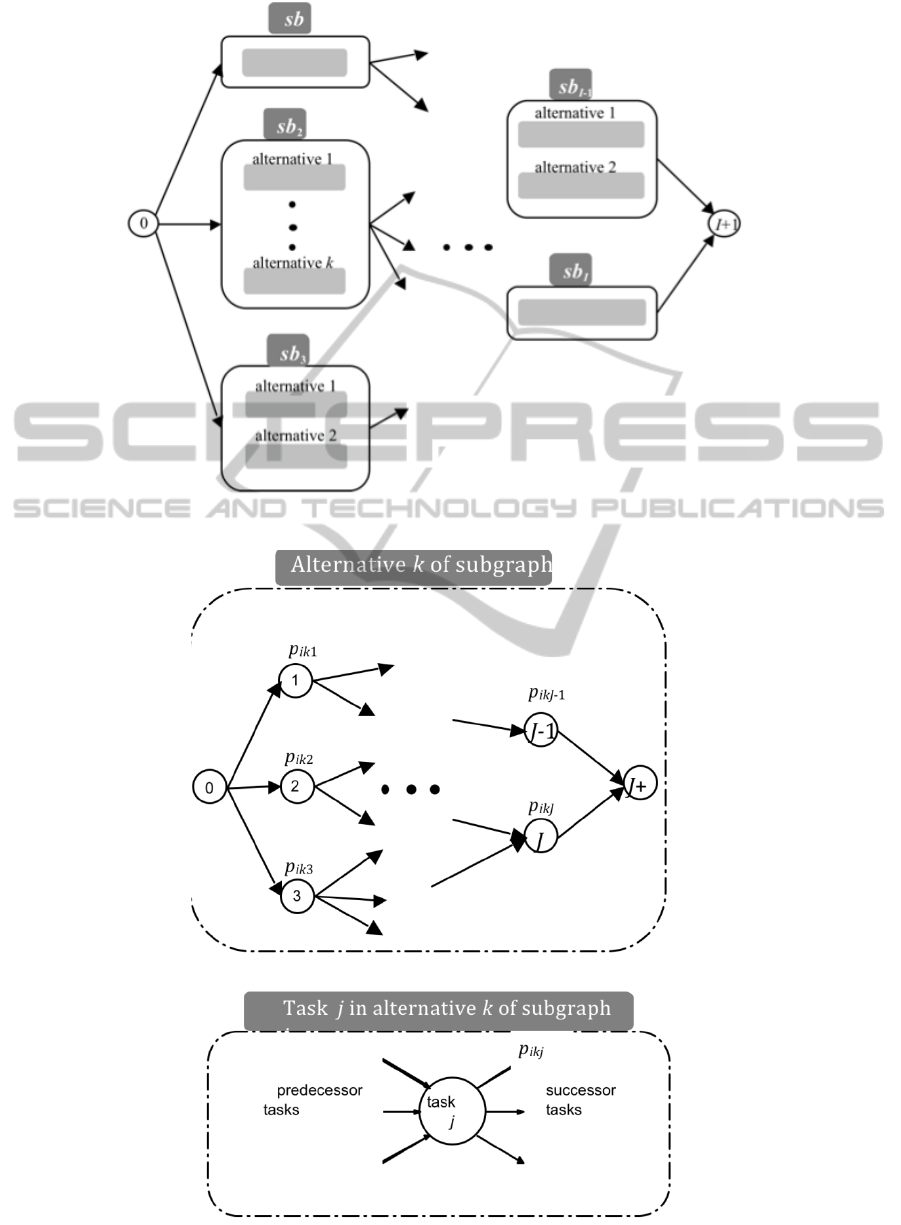
Figure 1: General concept of an assembly line balancing problem with alternative subgraphs.
Figure 2: Subgraph and task concepts.
PECCS 2012 - International Conference on Pervasive and Embedded Computing and Communication Systems
336

A6. The processing times of tasks are
deterministic.
A7. All stations are equally equipped with
respect to machines and workers.
A8. A task cannot be split among two or
more stations.
A9. There are no assignment restrictions
besides the precedence constraints.
A10. All stations can process any one of the
tasks and all have the same associated
costs.
A11. The processing time of a task is
independent of the station and
furthermore, they are not sequence
dependent.
A12. The problem model allows for the
forward and backward assignment of
tasks to stations; for example, the first
and last tasks of an assembly can be
placed in the same station on a u-shaped
line, but not on a serial line system.
A13. The objectives are to minimize the
number of stations and maximize the line
efficiency.
For network complexity of alternative k of
subassembly graph i, the following normalized
complexity measure, C
ik
over [0,1] is adapted from
Browning & Yassine (2010);
max max
2
max
44 4
(2)
ik
AN
C
N
′
−+
=
−
(1)
where A’
max
represents the number of precedence
relationships (non-redundant arcs), and N
max
represents the number of nodes. The network
complexity of alternatives for subassembly graph i is
defined by
123,
(, , )
i
iiii iK
CCCC C= K
. In this study,
instead of using a composite network complexity
such as using subassembly graph complexity
averages, a vector of subassembly graph complexity
measures,
123,
(, , )
I
CCCC C= K
will be used as the
disjunctive network complexity measure.
3 MULTI-STAGE DECISION
BASED GA APPROACH
The foundation of mdGA lies in the multi-stage
decision making problem (mdmP) described as one
process, which can be divided into several stages. At
each stage, there exist a set of similar decision to be
made that is called state. In the past decade this
problem has captured the interest of researchers,
which resulted in formation of various solution
approaches such as mdGA. In the original mdGA
approach, first the problem is constructed; second
this problem is divided into several stages; third
corresponding states are assigned to these stages;
and finally an optimum state for each stage is found
using genetic search procedure. For more
information about the original mdGA, readers may
refer to Osman et al. (2005), Gen & Zhang (2006)
and Gen et al. (2008). In this research, a GA
approach will be constructed in order to solve the
disjunctive network problems efficiently. Since there
exist two sub-problems, i.e., selection and balancing,
mdGA is going to be developed to reflect the sub-
problems together in the exclusive problem.
However, since the u-ALB/sb problems consist
of two sub-problems, a new kind of mdGA has been
proposed. In the proposed mdGA approach, first the
selection sub-problem is divided into the stages;
second the corresponding states are assigned to these
stages; third the scheduling sub-problem is
constructed states; and finally the newly constructed
scheduling sub-problems is solved by using genetic
search procedure. The overall procedure of the
proposed mdGA approach is planned as follows:
overall procedure: mdGA for u-ALB/sb problems
input: problem data, GA parameters
output: the best balance
begin
t ← 0;
initialize P( t ) by multistage-based and priority-
based encoding routines;
evaluate P( t ) by priority-based decoding routine;
while (not terminating condition) do
create C( t ) from P( t ) by crossover routine;
create C( t ) from P( t ) by mutation routines;
evaluate C( t ) by priority-based decoding routine;
if t > u then
regulate adaptive GA parameters p
C
and p
M
by
using fuzzy logic parameter tuning routine;
select P( t + 1) from P( t ) and C( t ) by selection
routine;
t ← t + 1;
end
output the best balance;
end
* P( t ) and C( t ) represents parent and offspring in current
generation t, respectively.
* u represents the number of generations needed to warn-up the
genetic search procedure.
MULTI-STAGE DECISION BASED APPROACH FOR BALANCING BI-OBJECTIVE U-SHAPED ASSEMBLY
LINES WITH ALTERNATIVE SUBASSEMBLY GRAPHS
337
3.1 Genetic Representation and
Initialization
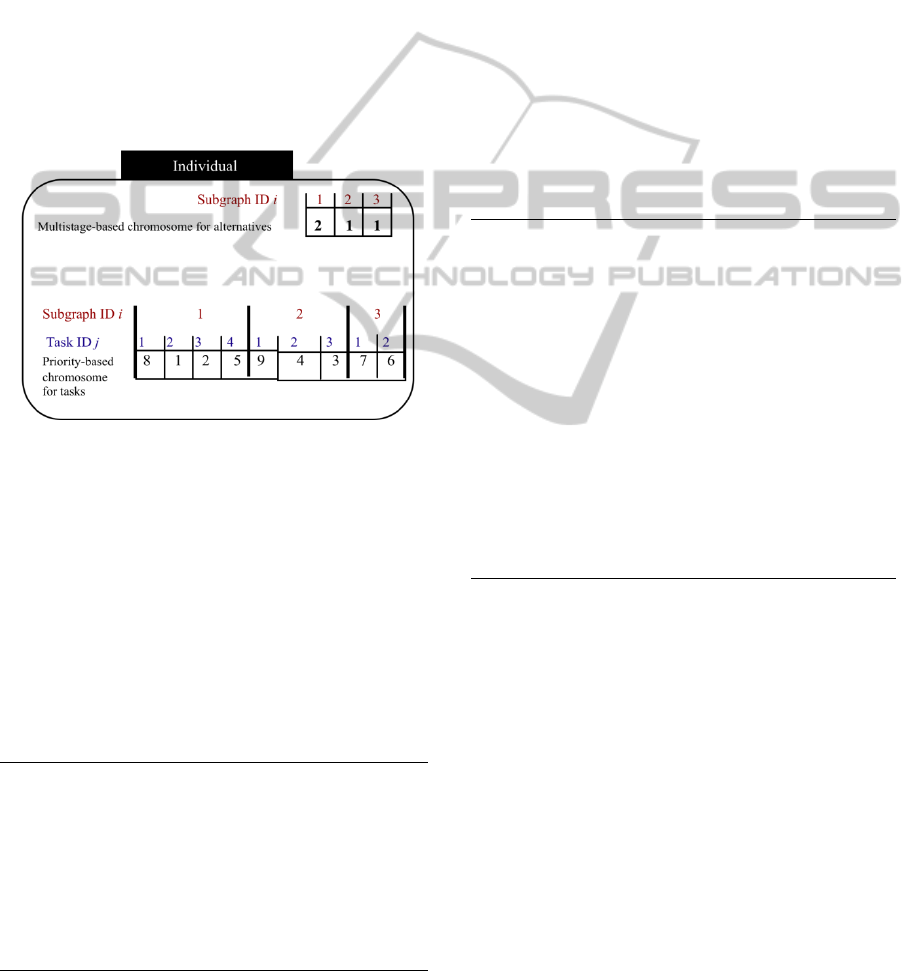
In the proposed mdGA, an individual, which is
composed of two chromosomes, i.e. multistage-
based chromosome for representation of
subassembly graph alternatives and priority-based
chromosome for representing node sequences, is
constructed (see Figure 3). The multistage-based
chromosome is a fixed-length direct chromosome
representation. However, the priority-based
chromosome is variable-length indirect chromosome
representation. To develop a genetic representation,
there are three main phases, i.e. creating stages,
creating a feasible disjunctive network, designing
the schedule.
Figure 3: Genetic representation for a u-ALB/sb problem.
Phase 1: Creating stages
step 1.1: Generate a random number to each
alternative subassembly graph using multistage-
based encoding procedure
In order to create multistage-based chromosome,
permutation encoding given in Figure 4 is used. For
each subassembly graph, a random integer number
between [1, K
i
) is generated. In the multistage-based
chromosome, the position is used to denote a
subassembly graph ID and the content of the gene v
1
( ) is used to denote the selected alternative way to
perform this subassembly graph K
i
(see Figure 3).
procedure: permutation encoding routine
input: number of subgraphs I, number of alternatives for
subgraphs i, K
i
output: multistage-based chromosome v
1
( )
begin
for i=1 to I
v
1
(i) ←0;
for i=1 to I
v
1
(i) ← random[1, K
i
];
output multistage-based chromosome v
1
()
end
Figure 4: Permutation encoding procedure for creating a
multistage-based chromosome.
Phase 2: Creating a feasible precedence network
step 2.1: Generate a random priority to every node
in selected alternative subassembly graph using
priority-based encoding procedure
Using the multistage-based chromosome, a
network model can be constructed using priority-
based chromosome. In order to create a priority-
based chromosome, an indirect representation
scheme called priority-based encoding method is
used. Figure 5 presents the procedure for the
priority-based encoding procedure where v
2
( ) is a
priority value and m is number of total nodes in all
subassembly graphs. In the priority-based
chromosome, the position is used to denote a node
ID and the priority value v
2
( ) is used to denote the
priority associated with the node. The value of a
gene is an integer exclusively within [1, m). The
larger the integer value is the higher the priority
becomes (see Figure 3).
procedure: priority-based encoding routine
input: number of subgraphs I, multistage-based
chromosome v
1
( )
output: priority-based chromosome v
2
( )
1
2
1
1
2
2
1
1 ( )
() 0;
1;
(())do
random(1, ( ));
(()0)
() ;
1;
ρ
ρ
ρ
ρρ
=
=
←
←
≤
←
=
←
←+
iI
jvi
vj
vi
jvi
vj
vj
begin
for to
for to
while
if then
end
end
output priority-based chromosome v
2
( )
end
Figure 5: Priority-based encoding procedure for creating a
priority-based chromosome.
Phase 3: Designing the balance
step 3.1: Decode a feasible node sequence that
satisfies the precedence constraints using priority-
based decoding procedure.
In order to decode the priority-based
chromosome generated by encoding procedure in
step 2.1, a special two-step priority-based decoding
procedure is used for accommodating the
characteristics of uALB/sb. In this procedure, first
the priorities of each task are used to create a
feasible task sequence that satisfies the precedence
constraints in the uALB/sb model. Later, using the
feasible task sequence found in the first step, tasks
are assigned to stations. Figure 6 presents the two-
step priority-based decoding procedure.
step 3.2: Draw a Gantt chart for this balance
PECCS 2012 - International Conference on Pervasive and Embedded Computing and Communication Systems
338

Using the balance found in step 3.1, the Gantt
chart for the balance can be easily designed.
3.2 Genetic Operators
Since an individual is composed of two parts and
also the priority-based chromosome is variable in
length, the usage of genetic operators, i.e. crossover,
mutation and selection, becomes more complicated.
The objective of applying crossover operator, which
generates new solutions (offsprings) using parts
contained in different solutions of the current
population (parents), is to guide the search toward
promising regions of the feasible domain while
maintaining some level of diversity in the
population. Crossover operator was used only for the
priority-based chromosome representation. The
position-based crossover (PMX) was adopted
(Syswerda, 1991). Essentially, it takes some tasks
from one parent at random and fills vacuum position
with tasks from the other parent by a left-to-right
scan. Since priority-base chromosome is variable in
length, the parents with different lengths are used in
PMX operation, which may result in offsprings with
different lengths.
As a mutation operator, for multistage-based
chromosome random mutation is used and after that
for priority-based chromosome swap mutation (SM)
is used (Syswerda, 1991). In random mutation, a
random gene is randomly selected and the content of
this gene is randomly generated between the integer
values of [1, K
i
] are used. In swap mutation two
positions are selected at random and their contents
are swapped is used.
To eliminate the drawback of classic selection
operators, diversity preserving selection (DPS)
operator is used in this research (Bosman &
Thierens, 2003).
Like elitist selection, DPS preserves the best
chromosome in the next generation and overcome
the stochastic errors of sampling. With the elitist
selection, if the best individual in the current
generation is not reproduced into the new
generation, one individual is randomly removed
from the new population and the best one is added to
the population. However, DPS dynamically adjust
itself to be more elitist when population’s diversity
is high and less aggressive (less elitist) when the
population includes solutions that are increasingly
similar. In DPS procedure, the population diversity
measure is represented by D where D ∈ [0,1]
increases with the diversity of the population.
procedure 1: priority-based decoding routine (step 1:
creating task sequence)
input: number of tasks n, chromosome v(j)
output: a task sequence T
S
begin
S
,sT
←
∅←∅
;
0, 0nj
←
←
;
while (j ≤ n) do
(
)
Suc
s
j←
;
(
)
Prec
s
j←
;
(
)
{
}
*
arg maxjvjjs
←
∈
;
ss
←
\
*
j
;
*
SS
TTj
←
∪
;
*
;
jj
←
end
output
a task sequence T
S
end
procedure 2: priority-based decoding routine (step 2: task
to station assignment)
input: processing time t
j
, chromosome v(j), the task
sequence T
S
output: number of stations m, efficiency E, schedule S
begin
0, =1, 2, , ;
0, =1, 2, , ;
0, 0, 0, 0, 0;
j
i
tj n
Si m
jmEV EV
←
←
←←←← ←
K
K
for j = 1 to n
while (
()
i
tS
≤ c
T
) do
SS
S
;
;
() () ;
j
ij
iij
TT
ST
tS tS t
←
←
←
+
S
T
←
S
T
\
S
;
j
T
SUM S
SUM T
T
T
1;
;
/( );
;
/;
j
i
m
tT
Et mc
uu
uum
←
++
←
←
←++
←
end
end
output
number of stations m, efficiency E,
end
Figure 6: Two-step priority-based decoding procedure for
designing a balance.
3.3 Parameter Tuning Strategy by FLC
In this research, a fuzzy logic controller (FLC)
concept of Wang et al. (1997) is used to regulate the
MULTI-STAGE DECISION BASED APPROACH FOR BALANCING BI-OBJECTIVE U-SHAPED ASSEMBLY
LINES WITH ALTERNATIVE SUBASSEMBLY GRAPHS
339

Figure 7: Coordinated strategies of FLC and mdGA.
parameter values as a auto-tuning strategy in the
proposed mdGA. At the beginning of the genetic
search procedure of mdGA, the parameter values for
crossover rate (p
C
) and mutation rate (p
M
) are kept
constant for a predetermined period of time (u),
which represents the number of generations needed
to warm-up the genetic search procedure before
starting the FLC. After u
th
generation, FLC auto-
tuning strategy recalculates the values of p
C
and p
M
while considering the changes in the average fitness
value in each generation. Thus by fine-tuning of
these parameters, much computational time can be
saved and the search ability of mdGA in finding
global optimum can be improved more than the
conventional mdGA without FLC. The main idea of
the concept used in this research consists of two
FLCs; crossover FLC and mutation FLC that are
implemented independently to adaptively regulate
the crossover ratio and mutation ratio during the
genetic search process (see Figure 7). The inputs of
mutation fuzzy controller are the same as the
crossover fuzzy controller, and the output of which
is changed by the mutation ratio.
4 COMPUTATIONAL
EXPERIMENTS
To investigate the performance of the proposed
mdGA approach for solving uALB/sb,
computational experiments have been performed on
a set of problems, which consist of different number
of subassemblies, different disjunctive network
complexity measures and different cycle times.
Since there exists no benchmark problem set in
literature, five problems were randomly constructed
to form the uALB/sb instances. The first two
problems have subassemblies with low network
complexity (C
ik
<0.6) and the following three
problems have subassemblies with high network
complexity (C
ik
≥0.6). Table 1 summarizes the
information about problem instances.
In the computational experiments, the proposed
mdGA is compared to two traditional hierarch
methods, which solve the uALB/sb in two steps. The
first step includes the selection of alternative
subassemblies with minimum number tasks in order
to form one precedence diagram and the second step
includes solving this precedence diagram. After the
selection of subassemblies, to solve the u-shaped
assembly line balancing problem, the first method
uses IP and the second method uses priority-based
GA proposed by Gen et al. (2008).
For the computational experiments, the following
values for mdGA parameters are used: Population
size: popSize =1000, Crossover probability: p
C
=0.75, Mutation probability: p
M
=0.2, and
Terminating condition: Maximum number of
generations: maxGen = 100 or Convergence limit:
conLim=40. In mdGA, the values of p
M
and p
C
are
adaptively regulated by FLC during overall
procedure. For each problem set, the traditional
hierarchic method with priority-based GA and the
proposed mdGA approaches were run 10 times with
parameters mentioned and compared with the
traditional hierarchic method with IP solved in
Lindo. The results are summarized in Table 2.
Based on the computational experiments while
considering minimization of the number of stations
and maximization of the line efficiency as
objectives, it can be clearly seen that for uALB/sb
with shorter cycle times (i.e. 14 and 33), lower
number of subassemblies (i.e. 2 and 3) and lower
disjunctive complexities, all methods performed
PECCS 2012 - International Conference on Pervasive and Embedded Computing and Communication Systems
340
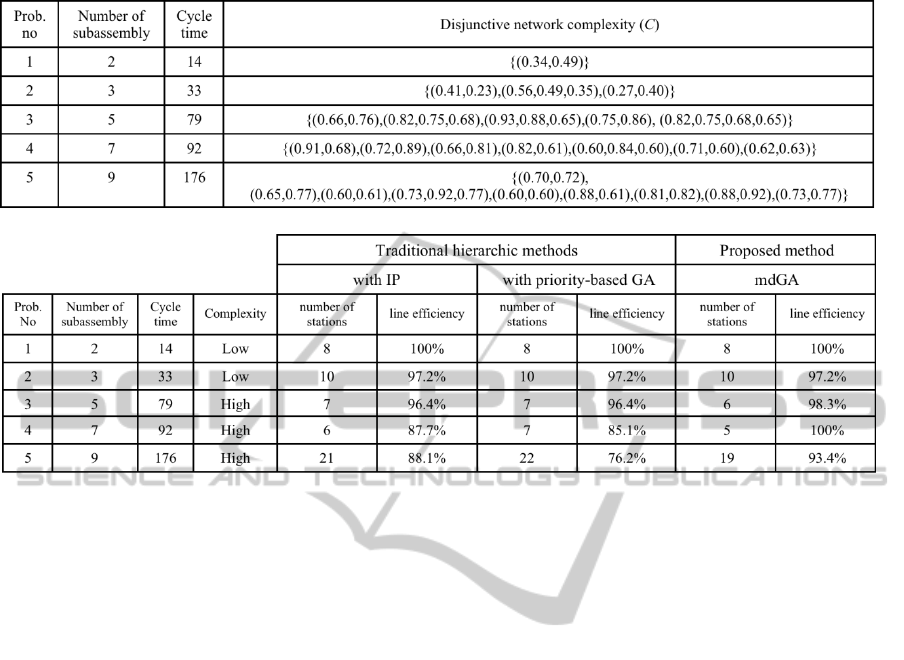
Table 1: Summary of uALB/sb instances.
Table 2: Computational results of uALB/sb.
similarly. However, in other problem instances with
longer cycle times and higher disjunctive
complexities, the proposed mdGA methods
outperformed the other traditional hierarchic
methods for both objectives. Particularly, this is due
to the increased number of possible task-workstation
assignments during mdGA while considering
alternative subassemblies simultaneously.
Overall, the proposed mdGA performs well for
all uALB/sb instances
.
5 CONCLUSIONS
In a highly competitive environment with rapidly
changing requirements, researchers have to consider
several alternatives when dealing with assembly line
balancing problems. In these problems, it is expected
that alternative networks under a single disjunctive
network umbrella will deliver benefit, which is not
achievable, if the alternative networks were solved
independently. Particularly, most of the time,
researchers are giving the utmost importance to the
balancing rather than the selection of the
alternatives. However, the relationship between
these two problems is often neglected and they are
solved separately in a hierarchical manner, which
usually result in the loss of network integrity.
Therefore, to maintain the integrity, there is a need
for a solution method that can effectively handle and
solve this kind of problems.
For this purpose, the contribution of this research
is threefold. First, the u-ALB/sb problem, which
consists of alternative selection and balancing sub-
problems, were defined in detail. Second as a
contribution to solution method, a new mdGA
approach was proposed to handle and solve this kind
of problems, while maintaining the integrity. In the
proposed mdGA, first, two chromosomes, i.e. fixed-
length multistage-based chromosome for
representation of subassembly graph alternatives and
variable-length priority-based chromosome for
representing task sequence, were introduced in order
to form an individual that is representing a problem
solution. Following, advanced genetic operators
adapted to the specific individual structure and the
characteristics of the u-ALB/sb problem were used.
Besides, FLC based auto-tuning strategy was used to
regulate the genetic parameters during the genetic
search process of mdGA. Third as a contribution to
problem area, in order to accommodate the
characteristics of uALB/sb, a new two-step priority-
based decoding procedure was used. Furthermore, in
order to illustrate the performance of the proposed
mdGA approach, a set of problems for u-ALB/sb
were generated and the results found by the
proposed mdGA approach were compared with two
traditional hierarchic methods. From the solution
performance perspective, computational experiments
showed that the proposed mdGA approach is
effective in finding good solutions for both problem
types, especially for problems with high disjunctive
MULTI-STAGE DECISION BASED APPROACH FOR BALANCING BI-OBJECTIVE U-SHAPED ASSEMBLY
LINES WITH ALTERNATIVE SUBASSEMBLY GRAPHS
341

network complexities, while maintaining structural
integrity of the problem by considering alternative
subassembly graphs simultaneously. There are
various future research directions related to this
research. In order to illustrate performance of the
proposed solution approach, new, adapted and
adopted solution approaches can be constructed to
solve the u-ALB/sb problems and their
performances can be compared with the proposed
mdGA. Furthermore, the proposed approach can be
applied to real world problems that are usually
complex and large.
REFERENCES
Bosman P. A. N. & Thierens D., 2003. The Balance
between Proximity and Diversity in Multiobjective
Evolutionary Algorithms. IEEE Transactions on
Evolutionary Computation, vol. 7, no. 2.
Browning T. R. & Yassine A. A., 2010. Resource-
constrained Multi-project Scheduling: Priority Rule
Performance Revisited, International Journal of
Production Economics, vol. 126, no. 2, pp. 212-228.
Capacho L. & Pastor R., 2005. ASALBP: The Alternative
Subgraphs Assembly Line Balancing Problem.
Working paper IOC-DP-P 2005-5. Universitat
Politecnica de Catalunya.
Capacho L. & Pastor R., 2006. The ASALB Problem with
Processing Alternatives Involving Different Tasks:
Definition, Formallization and Resolution. Lecture
Notes in Computer Science 3982, pp. 554-563.
Capacho L. and Pastor R., 2008. ASALBP: The
Alternative Subgraphs Assembly Line Balancing
Problem. International Journal of Production
Research, vol. 46, pp. 3503–3516.
Gen M. & Zhang H., 2006. Effective Designing
Chromosome for Optimizing Advanced Planning and
Scheduling, Dagli, C.H. et al. ed.: Intelligent
Engineering Systems through Artificial Neural
Networks, vol.16, pp.61-66, ASME Press.
Gen M., Cheng R., & Lin L., 2008. Network Models and
Optimization: Multiobjective Genetic Algorithm
Approach, Springer.
Miltenburg J. & Wijngaard J., 1994. The U-line Line
Balancing Problem, Management Science, vol. 40, no.
10, pp. 1378-1388.
Monden Y., 1998. Toyota Production System––An
Integrated Approach to Just-in-time, 3rd ed.
Dordrecht: Kluwer.
Osman M. S., Abo-Sinna M. A. & Mousa A. A., 2005. An
Effective Genetic Algorithm Approach to
Multiobjective Resource Allocation Problems, Applied
Mathematics and Computation, vol.163, pp.755-768.
Scholl A. & Klein R., 1999. Balancing Assembly Lines
Effectively—A Computational Comparison. European
Journal of Operational Research, vol. 114, pp. 50–58.
Scholl A., Boysen N., & Fliedner M., 2009. Optimally
Solving the Alternative Subgraphs Assembly Line
Balancing Problem, Annals of Operations Research,
vol. 172, no. 1, pp. 243-258.
Syswerda G., 1991. Scheduling Optimization using
Genetic Algorithms, 332-349 in Davis, L. Ed.:
Handbook of Genetic Algorithms, Van Nostrand
Reinhold, New York.
Wang P. Y, Wang G. S., & Hu Z. G., 1997. Speeding up
the Search Process of Genetic Algorithm by Fuzzy
Logic, Proceedings of European Congress on
Intelligent Techniques and Soft Computing, pp. 665-
671.
PECCS 2012 - International Conference on Pervasive and Embedded Computing and Communication Systems
342
