
Implementation of Cognitive Chips in Machining Error Attenuation
Maki K. Rashid
Mechanical and Industrial Engineering, Sultan Qaboos University, P.O.Box 33 Al-Khod,
Postal Code No.123, Muscat, Sultanate of Oman
Keywords: Cognitive Chips, Piezoelectric Switching, Vibration Attenuation, Smart Structure, Machining Errors.
Abstract: Machining is a complex process that requires a high degree of precision with tight geometrical tolerance and
surface finish. Those are confronted by the existence of vibration in the turning machine tool. Overcoming a
micro level vibration of a cutting tool using smart materials can save old machines and enhance development
in designing new generations of machine tools. Using smart materials to resolve such problems represent one
of the challenges in this area. As a continuation from previous work for the transient solution for a tool tip
displacement using pulse width modulation (PWM) technique that was implemented for smart material
activation to compensate for radial disturbing cutting forces. A Fuzzy algorithm is developed to control the
actuator voltage level to improve dynamic performance. Such technique together with the finite element
method as dynamic model proved a great successfulness. To implement such results in real life industrial
system we may use chips that mimic human brain as developed recently by IBM which is intelligent to learn
through incidents, find patterns, generate ideas and understand the outcomes to reduce tool vibration error.
1 INTRODUCTION
Demand for higher productivity in automated
manufacturing brought to the attention the control of
machine tool dynamics for a better machining
accuracy. Economical and ecological factors
encouraged the old conventional machines to continue
in service by overcoming the tool vibration problem.
Various factors might affect machining process
(Frankpitt, 1995), some of them are non-measurable
and others might change in real-time. However, the
wider use and the availability of cost effective
microcontrollers encouraged the implementation of
intelligent control schemes to overcome such time
dependent problems. The tiny unfavorable relative
motion between the cutting tool and the working piece
that associated with high excitation forces encouraged
the use of smart material actuators to counteract such
motion errors (Dold, 1996). Rigid fixture is a good
choice for minimizing displacements of cutting tools
from its nominal position during machining.
Unfortunately such a luxury is not available in all
applications. The reconfigurable manufacturing era
prefer fixtures consumes less space with minimum
weight (Gopalakrishnan et al., 2002; Moon and Kota
2002).
Previous dynamic modeling of smart toolpost
(Eshete, 1996) is based on linear piezo-ceramic
actuator. Derived models are either believed as lumped
single rigid mass for tool carrier, tool bit and
piezo-actuator or obtained from the most dominant
mode of system vibration as an effective mass,
stiffness and damping coefficients. Such models then
adopted for designing an adaptive controller using the
measured current and applied voltage as control
signals to the actuator. Based on similar principles
(Zhang et al., 1995) derived a mathematical model for
such smart tool post using the PMN. A control system,
and real time microprocessor implementation was
examined (Dold, 1996) and no details are given for the
design and selection of actuator, tool holder, and tool
bit stiffness, and, actuator switching. In case of future
geometrical changes, the validity of using lumped
masses in system modeling is questionable. Nature and
type of signals controlling smart material and how they
affect toolpost dynamic response is suffering from
information shortage. Recently (Hurtado, 2001)
developed an engineering approach in determining
optimum dimension based on stiffness of machining
fixtures. However, geometrical dynamic design for
smart toolpost requests special attention.
This work presents Fuzzy algorithm using a finite
element model (FEM) (Zienkiewicz and Taylor, 2001)
262
K. Rashid M..
Implementation of Cognitive Chips in Machining Error Attenuation.
DOI: 10.5220/0004106302620267
In Proceedings of the 9th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2012), pages 262-267
ISBN: 978-989-8565-21-1
Copyright
c
2012 SCITEPRESS (Science and Technology Publications, Lda.)

for flexible smart tool post incorporating PZT
actuator, tool holder, holder fixture, and tool bit. The
main dimensional variation in the work-piece that
might be caused by tool radial motion is emphasized.
This endeavor involves a development of a finite
element model to evaluate lumped mass modeling
approach, toolpost stiffness ratios and to work on a
Fuzzy control algorithm for actuator input voltage. A
special attention is given for the model to be a robust
for large variations in design parameters. Such finite
element model offers a methodology for future
development in smart toolpost design for limited
space and weight environments.
2 BUILDING THE FEM MODEL
AND GOVERNING
EQUATIONS
In this work Lead Zirconate Titanate (PZT), is
employed as intelligent material for smart toolpost
actuator. This encouraged by a well-developed
theoretical analysis for this material. Also it is the
most common used piezoelectric materials. Toolpost
model incorporates actuator, tool carrier (holder),
supporting diaphragm and tool bit as a spring buffer
between tool carrier and the net actuating force at tool
tip as shown in Figure 1.
Figure 1: Toolpost Model.
The model incorporated conventional stacked PZT
actuator contain polarized ferroelectric ceramic in the
direction of actuation, adhesive, supporting structure,
and electrodes wired electrically as shown in Figure
2.
Figure 2: PZT Stacked Actuator.
Finite element modeling of the PZT actuator and
toolpost are achieved, through the general
constitutive equations of linear piezoelectricity and
by equations of mechanical and electrical balance the
details are given in (Piefort, 2001 and Abboud et al.,
1998). Structural boundary conditions are assigned in
Figure 1, where zero displacements is applied at the
actuator left end and fixed condition at the outer
diaphragm edge. Specifying the applied voltage at
actuator electrodes using PWM which accompanying
the actuator radial force at tool tip finalizes problem
description.
3 TOOLPOST FORCE
GENERATION VERSUS
DISPLACEMENT
Effectiveness of tool error attenuation depends on
PZT actuator capabilities in resisting tool axial force
within the limited range of motion. To build such
information a force versus displacement curve is
developed for the toolpost under investigation in
Figure 1. Figure 3 shows the force-displacement
characteristics at different values of tool tip (tool bit)
to actuator stiffness ratio (KT/KA, coupling spring in
Figure 1 at force application). The plotted curves in
Figure 3 are emphasizing the importance of
increasing (KT/KA) and (KC/KA) ratios. Also the
worth of reducing structural support stiffness
(diaphragm) in the direction of the PZT activation to
increases the actuation movement toward error
reduction. As a first guessing a suitable actuator can
be selected according to the disturbing force level and
the information offered by the force-displacement
calculations. A special consideration should be given
to the dynamic effects during machining. The smart
material data and, the investigated toolpost
dimensions are given in Table 1 for both static and
dynamic calculations.
Implementation of Cognitive Chips in Machining Error Attenuation
263

Figure 3: Smart toolpost force generation versus
displacement for different tool tip to actuator stiffness
ratios.
Table 1: Toolpost dimension and material.
Item
Value
Units
Cylindrical PZT-8 Stack
PZT Thickness
0.09e-03
m
Electrode Thickness (Nickel)
0.03e-03
m
Structural support (Stainless)
0.03e-03
m
Adhesive Thickness
10.0e-06
m
Number of layers
500
Effective Radius
5.0e-3
m
Steel Cylindrical Tool Carrier (holder)
Radius
10.0e-3
m
Length
55.0e--3
m
Steel Tool Bit Effective Length
Assumed Effective Length
20.0e-3
m
Steel Diaphragm
Thickness
0.5e-3
m
Outside Radius
20.0e-3
m
4 FUZZY ALGORITHM FOR
VOLTAGE ACTIVATION
Obtained results in (Rashid, 2004) prove significant
deviation of lumped mass modeling from the finite
element solution especially in the range of low
(KD/KA) and high (KC/KA) where the PZT
actuation is maximum as pointed out in Figure 3.
Therefore the finite element method is the reliable
tool of assessing switching methodology and system
damping in smart toolpost during error reduction.
Transient solution for tool displacement in time
domain for system shown in Figure 1 is given in
(Rashid, 2004 and Rashid, 2011). Smart toolpost
configuration and associated data are given in table 1.
4.1 PWM Modeling
Tool tip position error is reduced by appropriate
voltage activation to the smart material. An
economical way for smart material activation in
vibration attenuation is by using Pulse Width
Modulation (PWM). It is a common technique
available on microcontroller units (MCU) to govern
the time average of power input to actuators. The
time dependent motion accompanying the tool
vibration attenuation using the PWM for the smart
material activation is the next step.
The smart material voltage activation is either
triggered by a piezo stack with force sensing layer or
by using a suitable type of displacement sensor. In
both methods sensing location should reflect cutting
tool position error correctly. Switching circuits (Luan
and Lee, 1998) are not investigated in this work. But
the level of the required activation voltage for the
piezo stack is carefully discussed.
Representation of switching voltage as a series of
PWM cycles is based on the peak cutting force level
at the measured frequency ( ), where, the initial
peak voltage is estimated accordingly from Fig. 3. A
complete period of force cycle ( ) is then divided
into number of duty cycles (
). At any of these
divisions, the time duration of the PWM high
DC-voltage is calculated according to the obtained
voltage factor from the fuzzy algorithm discussed
next. A time delay in voltage activation can be
incorporated as a function of force period. Two
switching are associated with each PWM cycle
segment, therefore switching rate is
fPWM
N
2
.
Effects of switching voltage input, forcing frequency
, and, damping level upon toolpost time response
are parameters to be discussed in smart toolpost
transient solution. A harmonic force waveform is
assumed for all presented results.
4.2 The Fuzzy Algorithm
For such a nonlinear problem a fuzzy modeling
algorithm (Passino, 1998) is launched to extract rules
that relate actuator voltage factor (a multiplication
factor to the estimated voltage from Figure 3) to the
toolpost position error and the time rate of change of
error as shown in Figure 4. Five linguistic values are
used, namely L=‘‘Low’’, M/L=‘‘Medium to low’’,
M=‘‘Medium’’, M/H=‘‘Medium to High’’ and
H=‘‘High’’.
The algorithm considers each input and output
variables to be equally divided by symmetric
membership functions of triangular type, and the
algorithm uses the t-norm max to select the degree to
which two fuzzy sets match. The output of each fuzzy
f
f
T
PWM
N
f
ICINCO 2012 - 9th International Conference on Informatics in Control, Automation and Robotics
264
inference system is derived using the standard
Zadeh–Mamdani’s min–max gravity reasoning
method. The rules in the fuzzy model have the
following form:
(1)
Where,
)(i
R
is the ith rule,
j
x
are the antecedent
variables, and
z
is the consequent variable. For the
toolpost,
j
x
will be the error and, the rate of change
of error as obtained from the FEM model, and z will
be the actuator voltage factor. Symbols
)(i
j
A
represent the fuzzy sets, and,
)(i
B
are the rules
conclusion of the fuzzy system. The inference
operation and the defuzzification formula of the
fuzzy algorithm are described in various literatures
(Passino, 1998). A number of calculations and
fine-tuning are pursued to obtain the final
membership functions and the rule-base for the
voltage factor of the controller as given in table 2.
Table 2: The controller rule base.
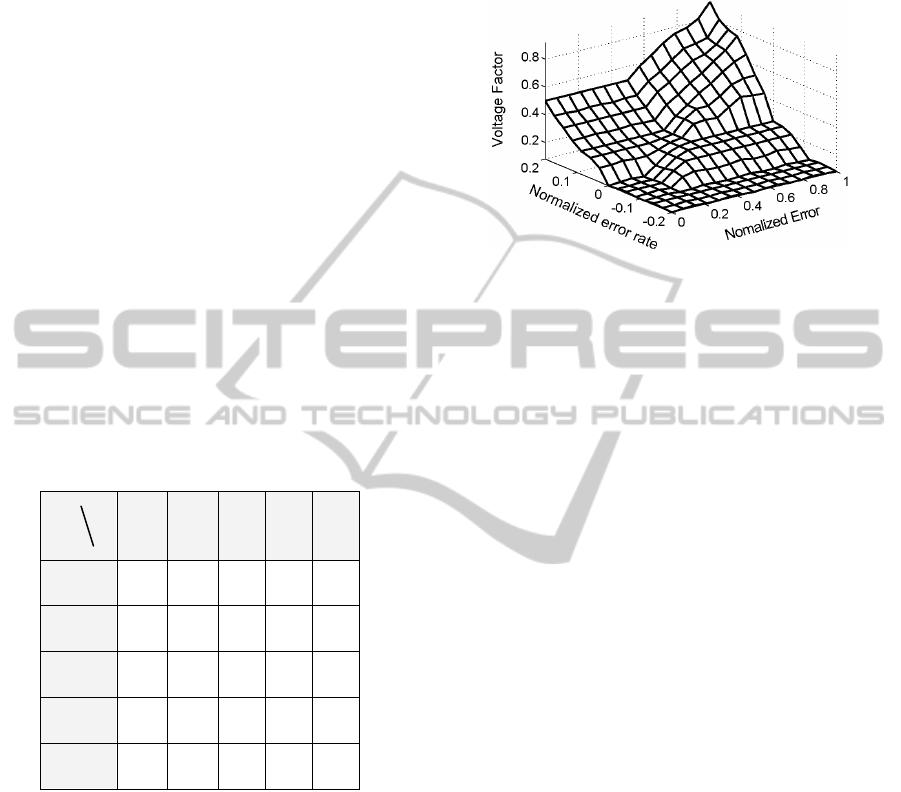
Figure 4 shows the control surface of the fuzzy
controller, offering a correlation between the voltage
factor VF as a function of the normalized error
and the normalized rate of change in error
. By
considering the negative error is the tool tip
displacement away from the work piece axis then
is the negative of the normalized tool tip error with
respect to the maximum static displacement of the
peak radial cutting force? The universe of discourse
of the input variable
is defined to be within the
range [0, 1] where the voltage is only applied when
the tool has an inward motion away from the work
piece axis. While
is the time rate of change of
error
calculated every one tenth of the force period
and given a universe of discourse [-0.2, 0.2]. Finally
VF is a multiplication factor for the estimated voltage
from the static tool force-displacement chart in Fig. 4
and given a universe of discourse [0, 1].
Figure 4: Fuzzy control surface for voltage factor.
5 RESULTS OF FUZZY
CONTROLLED RESPONSE
FOR INTEGRATED TOOLPOST
Requirements to reduce tool holder size and weight
encourage developing new tactics of using smart
actuators to attain high precision by compensating
unfavorable motion errors.
Estimation of cutting tool radial force might
involve several variables. In general the static force
relation (Frankpitt, 1995) which expressed in terms of
depth of cut ( , mm), cutting speed ( , mm/s), feed
( , mm/rev), and, coefficients describing the
nonlinear relationships (
,,, and
) can be used
as a first guess in error attenuation:
rrr
KtfVdKF )(
a general constant (2)
,,
r
K
and,
are to be calibrated for each
tool-workpiece, tool-work material combinations,
process types, tool-wear condition, workpiece
hardness, tool geometry and speed. For presented
results both Eq. (2) and Figure 3 deliver the first
estimate of the force and applied voltage to the
actuator. Following force values are obtained
according to the Fuzzy control surface in response to
error and rate of error. Data for the produced results
are given in Table 1. Using a few PWM cycles per
force period can cause unfavorable switching
dynamic excitation by actuator to tool post as shown
in Figure 5 for ten PWM cycles. Twenty PWM cycles
per force period produce more favorable results but
more than twenty have little effect. For comparison,
the outcome of increasing
by ten folds from
selected datum of 1% damping ratio for first mode
)1(BiszTHENAisxand
...AisxandAisxIF:R
)i()i(
mm
)i(
2
2
)i(
1
1
)i(
d
H
M/H
M
M/L
L
H
H
M/H
M
M
M
M/H
M/H
M
M/L
M/L
M/L
M
M/L
M/L
M/L
L
L
M/L
L
L
L
L
L
L
L
L
L
L
L
d
V
f
Implementation of Cognitive Chips in Machining Error Attenuation
265
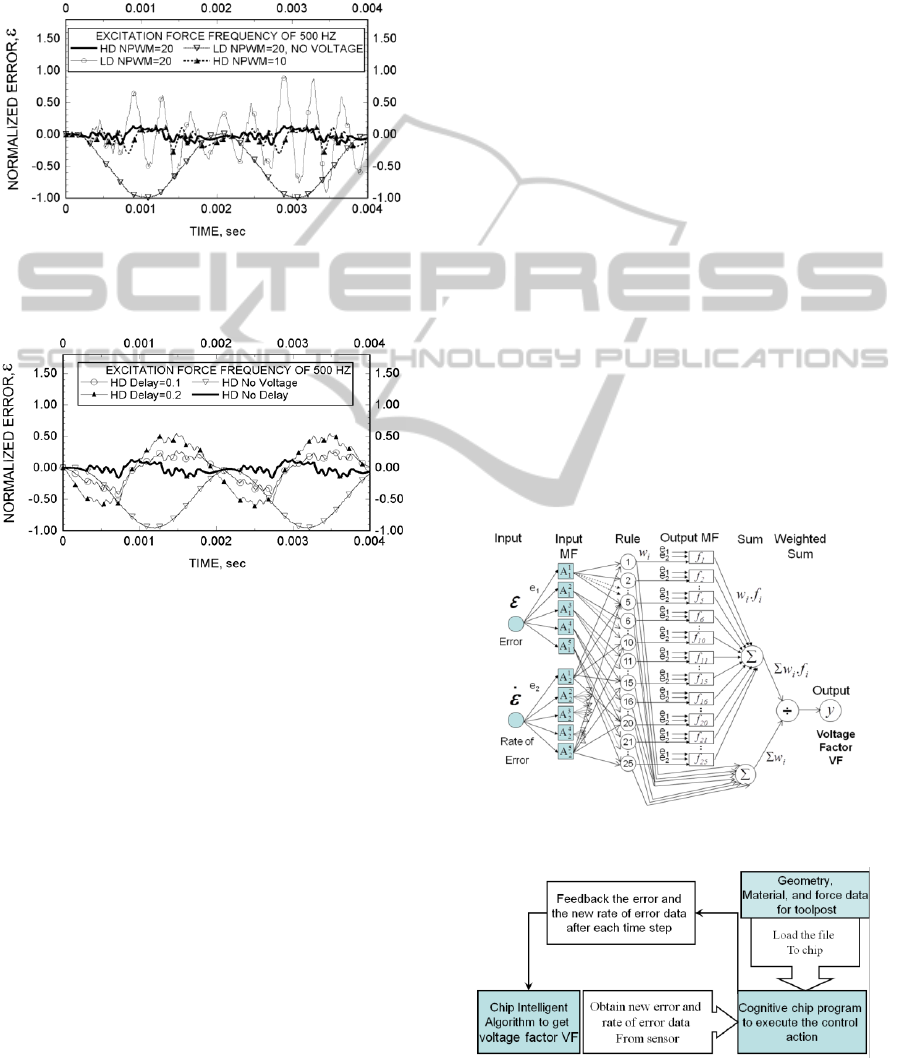
and 5% for second mode produce significant
reduction in tool tip normalized error. Both damping
and voltage activation are contributed to reduction in
normalized error as shown in Figure 5. Using a high
damping only does not solve error attenuation
problem as indicated in Figure 6.
Figure 5: Normalized tool tip error versus time for KT/KA
= 10, KC/KA = 10 and KD/KA = 0,01 for high damping
(HD), low damping (LD) and N
PWM
of 20 or 10.
Figure 6: Normalized tool tip error versus time for
KT/KA=10, KC/KA=10, KD/KA=0,01, high damping
(HD), delay of 0,1, delay of 0,2 and N
PWM
of 20 or 10.
Negative normalized error in Figures 5-6 indicates
outward tool tip retraction away from the workpiece
axis. Tool bit to actuator stiffness ratio (KT/KA) has
importance in terms of force availability for tool tip
error elimination and accurate displacement sensing
as shown in Figure 3. For a stiffness ratio greater than
ten identical displacements produced between tool tip
and tool carrier main body. Taking into consideration
the geometrical factors, deviation starts to be
noticeable when stiffness ratio (KT/KA) drops below
one. Importance of such parameter depends on
required final error limits and type of application.
Time delay in voltage activation has a significant
effect if the delay is exceed 10% of the force
frequency period as shown in Figure 6.
6 CONTROLLER
CONFIGURATION USING
COGNITIVE CHIP
It is difficult to acquire a controller that ensures
continuous error tracking under stabilized condition
for smart toolpost under continuous exposal to an
erratic real time force inputs. The idea of using an
intelligent controller is generated by the random
nature of system excitations which largely depends
on unpredictable parameters such as structural
properties, friction, and other variable dynamic forces
(Rashid, 2011). A neural network can model the
response of such system by means of a nonlinear
regression in the discrete time domain. The result is a
network, with adjustable weights, that might
approximate the system dynamics. Though it is a
problem since the knowledge is stored in an opaque
fashion and the learning results in a large set of
parameter values which almost impossible to be
interpreted in words. Conversely using a fuzzy rule
based controller that consists of readable if-then
statements which is almost a natural language, cannot
learn new rules alone.
The structure of using intelligent controller is
shown in Figure 7 (Rashid, 2011) where MF is the
membership function. The idea of implementing the
cognitive chip is described in Figure 8.
Figure 7: Intelligent controller architecture (Rashid, 2011).
Figure 8: Flow chart for cognitive chip implementation.
ICINCO 2012 - 9th International Conference on Informatics in Control, Automation and Robotics
266

7 CONCLUSIONS
Reducing machining error in old turning machines
using smart material can reduce industrial waste, save
money and, improve design flexibility for new
cutting tools. The outcome of this work show
stiffness ratios in toolpost structural design have a
major rule in actuator selection and design. Support
stiffness in the direction of actuation should be
minimal. Tool bit to actuator stiffness should be
higher than one and to the extents that make tool error
is acceptable. Tool bit to actuator stiffness and tool
carrier (holder) to actuator stiffness both are preferred
to be high. The developed fuzzy algorithm for voltage
activation factor based on normalized error and its
rate proved a significant effectiveness in error
attenuation. Implementation if intelligent scheme
proved effectiveness during FEM simulation. Using
cognitive chips in real application as in Figure 8 is the
idea of future development.
REFERENCES
Abboud, N. N., Wojcik, G. L., Vaughan, D. K., Mould, J.,
Powell, D. J., and, Nikodym, L., (1998), Finite Element
Modeling for Ultrasonic Transonic Transducers,
Proceedings SPIE Int. Symposium on Medical Imaging,
San Diego, Feb 21-27, 1-24.
Dold, G., (1996), Design of a Microprocessor-Based
Adaptive Control System for Active Vibration
Compensation Using PMN Actuators, MS Thesis,
University of Maryland at College Park.
Eshete, Z., (1996), In Process Machine Tool Vibration
Cancellation Using Electrostrictive Actuators, Ph.D.
Thesis, University of Maryland at College Park.
Frankpitt, B. A., (1995), A Model of the Dynamics of a
Lathe Toolpost that Incorporates Active Vibration
Suppression, Institute for System Research, University
of Maryland at College Park.
Gopalakrishnan, V., Fedewa, D., Mehrabi, M. G., Kota, S.
and Orlandea, N., (2002), Design of Reconfigurable
Machine Tools, ASME J. Manuf. Sci. Eng., Technical
Briefs, 124, 483-485.
Hurtado, J. F., and Melkote, S. N., (2001), Improved
Algorithm for Tolerance-Based Stiffness Optimization
of Machining Fixtures, ASME J. Manuf. Sci. Eng., 123,
720-730.
Luan, J., and, Lee, F. C., (1998), Design of a High
Frequency Switching Amplifier for Smart Material
Actuators with Improved Current Mode Control, PESC
98, Vol. 1, Fukuoka, 59-64.
Moon, Y., and, Kota, S., (2002), Design of Reconfigurable
Machine Tools, ASME J. Manuf. Sci. Eng., Technical
Briefs, 124, 480-483.
Passino, K. M., and Yurkovich, S., (1998), Fuzzy Control,
Addison Wesley Longman, Inc.
Piefort, V., (2001), Finite Element Modeling of
Piezoelectric Active Structures, Ph.D. Thesis, ULB,
Active Structures Laboratory- Department of
Mechanical Engineering and Robotics.
Rashid, M. K. (2011). Neurofuzzy Implementation in
Smart Toolpost To Improve Performances. Global
Journal of Researches in Engineering (A), Volume XI,
Issue VII, Version 1.0 December, 1-10.
Rashid, M. K., (2004), Smart Actuator Stiffness and
Switching Frequency in Vibration Suppression of a
Cutting Tool, Smart Materials and Structures, Vol.13:
1-9.
Zhang, G., Ko, W., Luu, H., and Wang, X. W., (1995),
Design of a smart Tool Post for Precision Machining,
Proceedings of the 27
th
CIRP International Seminar on
Manufacturing Systems, Ann Arbor, MI, 157-164.
Zienkiewicz, O. C., and, Taylor, R. L., (2001), The Finite
Element Method, Fifth edition Vol.1: The Basis,
Butterworth-Heinemann.
Implementation of Cognitive Chips in Machining Error Attenuation
267
