
Towards Manufacturing Execution Systems for the Food and Beverage
Packaging Industry
Stefano Caselli
1
, Michele Pattera
1
and Massimo Ricci
2
1
Dipartimento di Ingegneria dell’Informazione, University of Parma, Viale delle Scienze 181/A, Parma, Italy
2
OCME s.r.l., Via del Popolo 20, Parma, Italy
Keywords:
Manufacturing Execution Systems, Packaging, SCADA.
Abstract:
In this paper, we describe the issues faced in bringing advanced supervisory and control concepts in the frag-
mented food and beverage packaging industry. Although packaging equipment manufacturers must cope with
tight cost constraints, heterogenous machines, and customers’ requests for specialized features, we take the
position that time is ready for bringing more advanced features such as automated production flow and full
production supervision even in this domain of consumer oriented and highly personalized products. Manu-
facturing Execution Systems, which have been introduced with success in other manufacturing areas, can be
applied in food and beverage packaging taking advantage from recently proposed standards. This effort re-
quires to supplement the software base of existing machines with an interface layer ensuring interoperability
according to the existing standards. By consolidating these standards and adopting good design practices,
flexible integration, supervision and control of packaging lines can be obtained.
1 INTRODUCTION
In food and beverage (F&B) packaging, most prod-
ucts are more than simple “black boxes”, i.e. items
that must be picked and placed into a larger box and
then wrapped together with thousands of identical
items. F&B products are consumer-oriented products,
and as such they often possess some special character-
istics (e.g., label, expiration date, or preferred side for
display) that must be taken into account in their pack-
aging. Increasingly often, multiple product fillers are
connected to the same packaging area where the dif-
ference in product type must be accounted for, or al-
ternative labels must be applied to the same product
for marketing purposes. Thus, for a variety of rea-
sons F&B products must be individually tracked and
treated during their packaging, taking into account the
differences among otherwise similar products shipped
from the same line, and sometimes even in the same
box or the same pallet.
Until recently, product variation was not too diffi-
cult to handle in the packaging area, mainly because
of the small number of customizable variables. In the
current scenario, however, the complexity brought by
product differentiation and marketing requirements
no longer can be coped with by manual intervention.
Equipment manufacturers must also face the com-
plexity associated with the strong customizations, in-
variably required in food production and packaging
lines, and the need to cope with special machines
from different manufacturers. Packaging equipment
manufacturers are indeed very attentive to satisfy
these increasing customers’ needs. Taking advan-
tage from technological evolution of control devices,
they are determined to evolve their systems to achieve
those characteristics of flexibility and interoperability
required by the market.
In this paper, we describe the issues faced in
bringing advanced supervisory and control concepts
in the fragmented F&B packaging industry. Although
equipment manufacturers must cope with tight cost
constraints as well as customers’ requests for spe-
cialized features, we take the position that time is
ready for bringing more advanced features such as
automated production flow and full production su-
pervision even in the F&B packaging domain. In
other domains, such as mechanical production, semi-
conductor manufacturing and packaging of pharma-
ceutical products, much higher levels of automation
have been obtained in the last 20 years, and the con-
cept of Manufacturing Execution System (MES) has
emerged (MESA, 1997). An MES is an information
system that drives the operation of shop-floor control
devices, provides complete real-time status and pro-
552
Caselli S., Pattera M. and Ricci M..
Towards Manufacturing Execution Systems for the Food and Beverage Packaging Industry.
DOI: 10.5220/0004121205520556
In Proceedings of the 9th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2012), pages 552-556
ISBN: 978-989-8565-22-8
Copyright
c
2012 SCITEPRESS (Science and Technology Publications, Lda.)

duction data from the field to the ERP, and executes
ERP plans and commands. MESes bring obvious ad-
vantages in any domain. In this paper, we discuss
the obstacles that have hindered so far widespread in-
troduction of an information system like MES in the
F&B domain, and we outline a strategy to overcome
these obstacles thanks to technological development
and emerging standards.
Following a deeper discussion of the issues and
motivations leading towards MES-based automation,
the emerging standards that can be leveraged upon are
described. Next, we illustrate an architecture coping
with the heterogeneity of the underlying equipment
and enabling non-disruptive, progressive integration
of advanced features into existing automation design
paradigms.
2 MOTIVATIONS
In the last twenty years, production and packaging
industries have changed the design and organization
of their factories by introducing more accurate and
centralized planning mechanism. Major equipment
manufacturers are indeed supplying solutions to sup-
port production-related activities such as supervisory
control, production reports and traceability of finished
goods. In this new context, machines belonging to a
production line, in addition to the need to exchange
information with other machines in the same line for
smooth line operation, must communicate with enti-
ties outside the line itself. While the need for a new
layer of interaction appears everywhere, in several ar-
eas, including F&B packaging, a large gap remains
between the factory floor and the production planning
level. Currently, the goal is to bridge this gap tak-
ing advantage from a more efficient organization of
information already available and often not properly
utilized.
There are several reasons why the F&B area has
been lagging on the issues of integration and super-
visory control. Cost is one of these issues: the small
margins typical of this sector have been a deterrent
for investment in production technology. Moreover,
the need to cope with the many variations in produc-
tion previously discussed require more complex MES
configurations as well as development of a large num-
ber of custom modules. Finally, the need to integrate
specialized, heterogeneous and lagacy equipment fur-
ther increases the complexity and cost of developing
an appropriate production supervisory and control in-
frastructure.
A typical F&B production plant is made up by
the integration of many automatic machines such as
blowers, fillers, cappers, wrappers, palletizers, etc.,
as well as transport systems that handle product flows
from the beginning to the end of the line. Hetero-
geneity of suppliers allows cost and performance op-
timization of each machine, but often has disadvan-
tages in terms of overall industrial costs, set up times
and interfaces harmonization. The major problems,
however, are not due to different programming lan-
guages or physical connections in the various ma-
chine controllers. Rather, most problems stem from
the difficulty of handling conventions and naming not
homogeneous among the controllers. Since plant op-
eration involves different actors, it is important that
they can speak a common language: end users, equip-
ment manufacturers and systems integrators share the
interest in identifying terminology, control structures
and common organization methods for software pro-
grams, so that working together can be simpler and
more efficient.
Over the last decade, these issues have led the
stakeholders to establish working groups within in-
ternational organizations with the aim of reaching
a standardization of conventions that can meet cur-
rent needs. Two emerging standards relevant to F&B
packaging are PackML (ISA, 2008), developed by
the OMAC Packaging Workgroup, and the Weihen-
stephan standard (Kather and Voigt, 2010) developed
by the Technische Universit
¨
at M
˜
A
¨
unchen in conjunc-
tion with major German industrial players. Interoper-
ability, indeed, represents a new global challenge in
automation software.
2.1 PackML Standard
The PackML standard (ISA, 2008) has been proposed
by OMAC, the Organization for Machine Automa-
tion and Control (http://www.omac.org), and has been
adopted mainly in North America. PackML con-
siders many aspects of line automation and provides
guidelines for writing machine software and for com-
municating between different devices. Adopting the
full PackML proposed model requires a particular
software organization for each machine, according
to a functional decomposition and a predefined state
schema. Tables for receiving remote commands and
information exchange according to PackTags conven-
tions must be defined. The PackML standard in-
cludes also guidelines for Overall Equipment Effi-
ciency (OEE) computation. From a practical stand-
point, software refactoring is a process known to be
expensive and often cause of potential malfunctions.
For these reason PackML offers also a more conserva-
tive approach (PackTags-only approach) for standard-
ization of software already developed. This approach
TowardsManufacturingExecutionSystemsfortheFoodandBeveragePackagingIndustry
553
is implemented by simply inserting the data structure
in existing software, thereby obtaining a system that
at least complies to the standard for external inter-
facing purposes. This feature is very important for
the F&B domain, where legacy and third party hw/sw
components must be invariably accounted for.
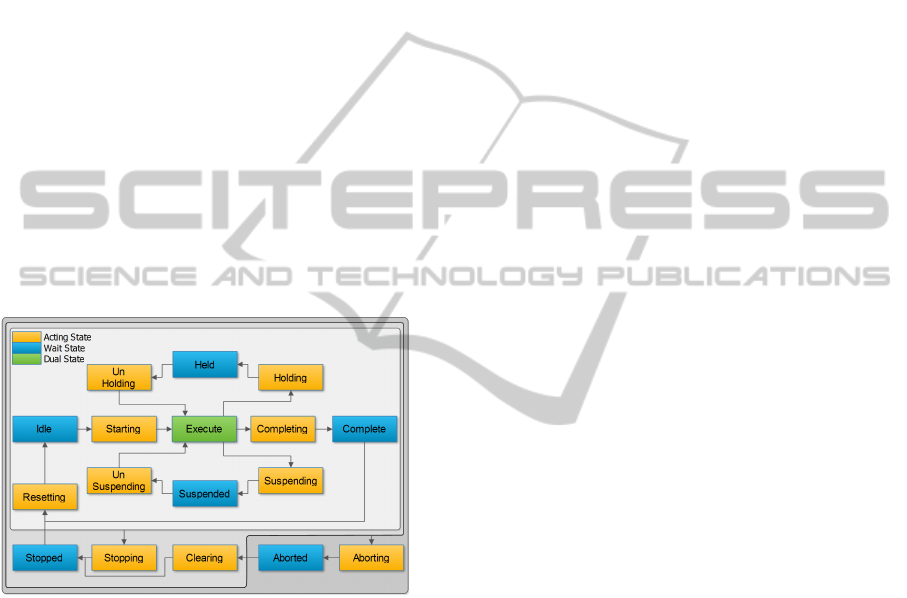
The full PackML state model is shown in Fig-
ure 1. This model represents all states and transi-
tions defined by the standard. The state model is suit-
able for representing operations of every type of auto-
mated machinery. Thanks to the naming convention
set called PackTags, each entity can expose all the
information inside a computation node (and receive
remote commands) in a structured and standardized
form. Adopting common naming conventions is pos-
sibly the most important issue in an integration sce-
nario: in this way all entities can exchange informa-
tion without the need to use a different protocol for
each different manufacturer. Exporting information
using this set of rules allows every other entity in the
plant, including supervisory systems, able to know in
a fine grained way the state of each machine and react
or interact appropriately.
Figure 1: PackMLstate model for automatic operation.
2.2 Weihenstephan Standard
The Weihenstephan standard (http://weihenstephan-
standards.com/), proposed by Technische Universit
¨
at
M
¨
unchen and developed in conjunction with ma-
jor German breweries, is gaining broad acceptance
mainly in Europe. The last major version of this stan-
dard is called WS2005 (Kather and Voigt, 2010). Its
focus is mainly on communication aspects, and for
this purpose it defines protocols to be used for each
ISO/OSI stack level.
The WS2005 part 2 document includes an exhaus-
tive list of tags for data exchange between machin-
ery and generic Product Data Acquisition (PDA) sys-
tems. Compared with PackTags, this set is less struc-
tured but more detailed. Tags defined by WS2005 are
specifically designed for packaging and beverage in-
dustries, so it would be difficult to apply this tag set
outside these sectors. Since the project motivating
this paper specifically adresses packaging of food and
beverage products, the WS tag set is very interesting,
especially in order to integrate the more flexible but
somehow generic PackTags set.
The WS2005 standard also provides harmoniza-
tion directives for interoperation with PackML, so the
two standards can share state models and the most im-
portant data describing general machine status. This
feature leaves designers free to integrate both proto-
cols and allows the design of equipment that can talk
with supervisory systems that adopt either standard.
3 MES IN PACKAGING
INDUSTRY
An MES is an information gateway integrated in the
enterprise network ensuring that all data are correctly
understood and operations executed in a consistent
way (Qiu and Zhou, 2004). MESes operate collect-
ing real-time data from the field and making them
available in an aggregate way throughout the whole
enterprise, eventually doing some minor computation
over the data collected (Figure 2). Their effective-
ness does not depend only on the features they offer or
the performance they can achieve, but requires a deep
involvement of all actors within the enterprise mov-
ing towards this new philosophy, that implies elimina-
tion of manual intervention on production processes
(MESA, 1997).
Automatic data collection performed by MES is
characterized by low latency and is transcription er-
ror free, so moving information in this way can re-
sult in a significant increase in effectiveness of plant
operation procedures. MES designs are oriented to
short term planning and performance optimization
of production lines, and perform coordination oper-
ations at a finer granularity compared to ERP sys-
tems. Whereas ERP functionalities are not standard-
ized, MESA has identified eleven functional requisite
types which can drive MES application in any shop
floor (Younus et al., 2010).
Packaging is a challenging domain for supervi-
sory systems. Packaging shop floors usually consist
of multiple lines with several specialized or similar
machines that can run different jobs with different
products and materials. In this scenario, an MES can
concur to many aspects of process production, such
as order dispatching, plant supervision, events track-
ing and OEE assessment.
Factors such as higher productivity, cost reduc-
ICINCO2012-9thInternationalConferenceonInformaticsinControl,AutomationandRobotics
554
MES
Integrated Production Data
Working with Operations
Management Systems
People and Practice
Products &
Process
Engineering
With MES
Business Intelligence
Business Intelligence
Products &
Process
Engineering
Operations Management System
People/Paper
Folklore/Practice
Before MES
Shop Floor
Control Devices
Automation Equipments
Shop Floor
Control Devices
Automation Equipments
Figure 2: Integrating the shop floor in the business intelli-
gence: Transition from a conventional information system
to a Manufacturing Execution System. Adapted from (Qiu
and Zhou, 2004).
tions and regulations compliance have always been
main motivations to support investments. Achieving
each of these goals has resulted in a more efficient
resource usage, regardless of the fact that they were
energy, materials, human resources or informations.
With introduction of MES, efficient resource usage
can become a goal, rather than a means (Soplop et al.,
2009). Materials management based on production
flow instead of intensive storing, real time monitoring
of plants, energy-as-a-resource management and dry
run prevention, elimination of paper based reporting,
. . . , are all activities that can be supervised and co-
ordinated by a MES in an optimized way, from order
dispatching to finished goods.
4 ARCHITECTURAL OVERVIEW
In this section we provide an overview of a system
architecture which achieves in the packaging context
the strategic goals associated with integration of a
MES. It is very important to remark the scalability
of the proposed solution, that allows a sharp separa-
tion among business level, factory floor and all other
components more closely linked to the core system.
The number of data points managed by a super-
visory system may change during its life, due to new
investments in equipment, or they may become more
important for enterprise planning. Indeed, there is no
general purpose hardware configuration that can han-
dle all instances and needs. What is needed is a dy-
namic entity that evolves based on amount of man-
aged data, required availability and performance con-
straints. The system should have the necessary com-
puting capacity according to the number of machine
controlled, and therefore to the amount of data pro-
cessed, in order to guarantee minimum latency.
Since the ultimate goal is to supply punctual in-
formation about shop floor equipment, allowing im-
mediate intervention when needed, the other issue
to be considered is system availability. In this sce-
nario, where a substantial amount of information
flows to and from production floor, it becomes im-
portant to eliminate, or at least to drastically re-
duce, system downtimes. As a matter of fact,
for information-driven production, system availability
close to 100% should be obtained. This goal is pur-
sued with load balancing techniques, increasing the
number of critical devices, and, further, implement-
ing store&forward algorithms in software to minimize
data losses when only some devices go down.
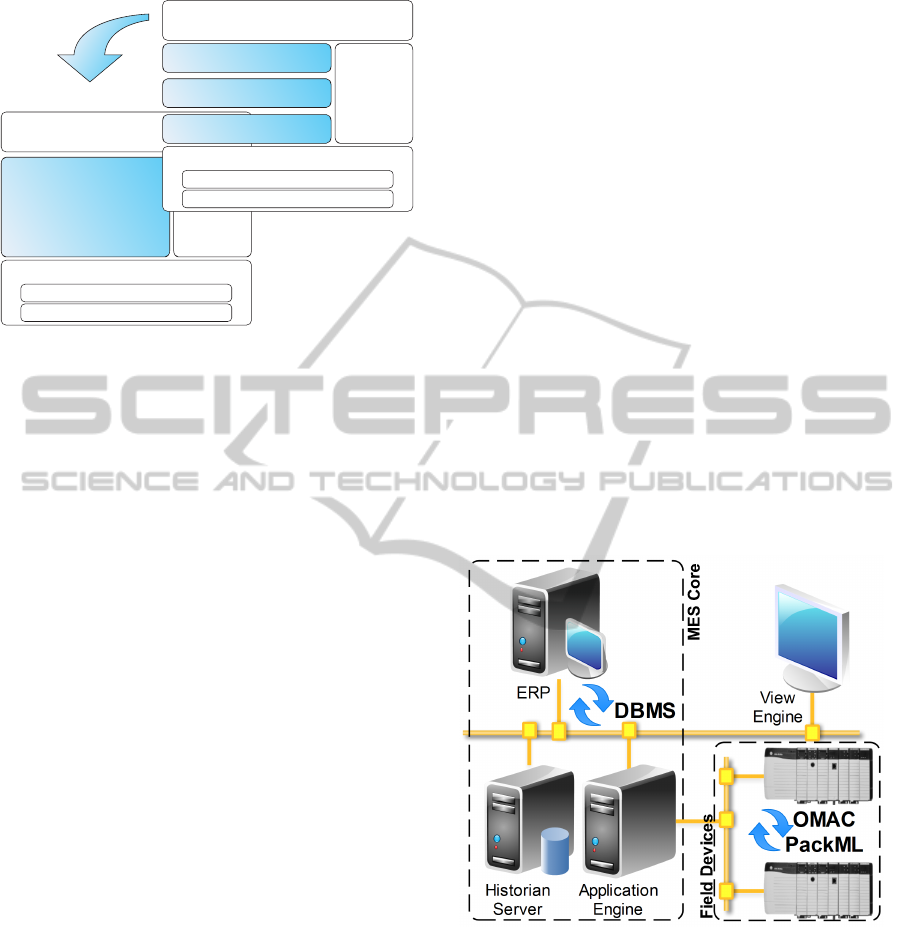
Figure 3 shows the system logic architecture that
can be used in most plants, regardless for their dimen-
sions. Each server role is not linked to a particular
physical machine, but it represents a software service
that can be run in various configurations like on a sin-
gle machine or spread across a cluster or in redundant
mode with a backup server, depending on plant in-
stance.
Figure 3: Architecture of a Line Information System for
Food and Beverage packaging.
Each node in figure 3 therefore represents a fea-
ture of the system:
View Engine. It represents the access point to infor-
mation for standard users. Usually is a worksta-
tion where operators can view the system’s cur-
rent status and get notifications if any device is
not working properly or requires attention.
Application Engine. It is the core engine of the ap-
plication. Each data change is notified from field
drivers and acquired from the application, which
TowardsManufacturingExecutionSystemsfortheFoodandBeveragePackagingIndustry
555

processes and dispatches information to all other
nodes over the network.
Historian Server. It has the responsibility to store
each data received from field devices through the
Application Engine. All events are recorded in its
optimized database in order to build a historical
base and retrieve them later for statistical and per-
formance computations.
ERP. It represents the contact point with business in-
telligence systems used at higher levels in the en-
terprise. The system downloads work orders from
the ERP and puts back results and statistics.
A key element to integrate new and legacy equip-
ment in the architecture is the introduction of a state
model according to one or both the standards previ-
ously discussed in the control software of each ma-
chine, so as to enable full interaction with the MES.
We have undertaken the effort to implement such
compatibility layer for a number of machines in-
volved in several packaging lines, thereby enabling
their integration into full Line Information Systems.
We claim that this effort is well worth given the po-
tential developments that it makes possible.
A system architecture like the one presented above
brings several advantages, due to the deep integration
among its components, floor plant and upper business
intelligence level. This integration makes possible a
bidirectional communication between involved actors
as well as the ”historicization” of all information re-
lated to the plant activities. Thus, the system permits
full supervision of process and machines, automat-
ing many procedures and doing computations over
data. From the enterprise management point of view,
this means to have a “plant dashboard” showing an
overview of the plant available 24Hx7D and popu-
lated with real time data. This dashboard enables pro-
duction planning and helps in justifying, or more pre-
cisely understanding, factory performance (e.g. from
OEE factors). Likewise, at a lower logical level, line
managers can monitor their lines from a single con-
trol point as well as be assisted in identifying trouble
sources and get reminded of planned maintenance op-
erations.
5 CONCLUSIONS
The issues discussed in this paper provide evidence of
the revolution that is currently in progress in the F&B
packaging domain, regarding line control and ma-
chine coordination. Although this revolution started
several years ago, only now an overall view of the
most innovative market players shows a new model of
plant organization, that is also affecting those who are
less caring at these issues. One can’t help but notice
that the evolution in packaging lines, from electrome-
chanical, to software-based controls, to mechatronic
systems, has several similarities with the techology
evolution in the ICT domain. In the same way in-
formation systems use middleware services for coor-
dinating actions in distributed environments, packag-
ing industries are now ready to move to fully super-
vised factories that exploit MES as core components
to bridge the gap between shop-floor and business lev-
els. In F&B packaging, adopting sound representa-
tional and communication standards at the machine
level has proven to be a key enabling step for MES-
based production and supervision.
ACKNOWLEDGEMENTS
The research and development described in this pa-
per has been carried out in the framework of the col-
laborative effort IntegraPack (www.integrapack.it),
partially funded and supported by Regione Emilia-
Romagna, Italy. We thank the many people who have
contributed to the issues and developments outlined
in the paper.
REFERENCES
Bratukhin, A. and Sauter, T. (2010). Bridging the gap be-
tween centralized and distributed manufacturing exe-
cution planning. In ETFA, 2010, pages 1–8.
ISA (2008). Machine and unit states: An implementation
example of ISA-88. Technical report, ISA.
Kather, A. and Voigt, T. (2010). Weihenstephan standards
for production data acquisition in bottling and packag-
ing plants, general part. Technical report, Technische
Universit
¨
at M
¨
unchen. Version 2005.03.
MESA (1997). MES explained: A high level vision. In
MESA White Paper 6. MESA International.
Qiu, R. and Zhou, M. (2004). Mighty mess; state-of-the-art
and future manufacturing execution systems. Robotics
Automation Magazine, 11(1):19–25, 40.
Ricken, M. and Vogel-Heuser, B. (2010). Modeling of man-
ufacturing execution systems: An interdisciplinary
challenge. In ETFA, 2010, pages 1–8.
Soplop, J., Wright, J., Kammer, K., and Rivera, R. (2009).
Manufacturing execution systems for sustainability:
Extending the scope of MES to achieve energy effi-
ciency and sustainability goals. In ICIEA 2009, pages
3555–3559.
Younus, M., Peiyong, C., Hu, L., and Yuqing, F. (2010).
MES development and significant applications in
manufacturing -a review. In ICETC, 2010, volume 5,
pages 97–101.
ICINCO2012-9thInternationalConferenceonInformaticsinControl,AutomationandRobotics
556
