
The Optimal Gasoline Blending into Romanian Refinery
Case Study
Cristian Patrascioiu and Nicolae Nicoleta
Petroleum-Gas University of Ploiesti, Bucuresti 39 Av., Ploiesti, Romania
Keywords: Gasoline Blending, Mix Formula, Linear Optimization, Objective Function, Restrictions, MATLAB
Optimization, Industrial Optimization Software.
Abstract: The paper presents the research into Romanian industrial in line gasoline blending. The paper is structured
in three parts. First part presents an industrial bending system of a Romanian refinery. The second part
contents a research of the blending mathematical model for petroleum products. The last part is a case study,
regarding an industrial problem of the gasoline blending in a Romanian refinery. The study has reported
similitude and differences between the optimal solution calculated by Blend Optimization and Supervisory
System (BOSS) and the optimal solution obtained by using the author’s model.
1 INTRODUCTION
Refineries are not producing final products
according with quality norms, it’s producing
different components with various chemical
specifications from whom is produced the final
products. In this category is included the commercial
gasoline. The actual technology used to produce a
commercial gasoline presents two main processes:
tank blending and in line blending.
In order to control these blending processes, the
authors detect two types of issues. The first problem
is the automation system with which is controlled
the blending process. In literature there are presented
various automation systems used for petroleum
products blending (Hydrocarbon Processing 1987;
1989; 1991; 1995).
The second problem is the blend recipe. This can
be determinate based on experiments and is
unchangeable, or it can be determinate by
calculations, based on a mathematical model. In the
second variant, a particular interest it is represented
by a test of an optimum blend recipe. The Romanian
refineries have automation systems which can
provide a control of this blending process, and
software system which can determine an optimal
recipe to produce commercial gasoline
(http://iom.invensys.com).
In this context, authors formed a blending
process in order to obtain a commercial gasoline
and, by solving this, they could compare the numeric
results derived from the blending model purposed
with dates generated by the software of the
optimization system used in refineries. The
validation of this system software is the objective of
this article.
2 INDUSTRIAL SYSTEM FOR IN
LINE BLENDIG OF
PETROLEUM PRODUCTS
The in line blending is a process where the entire
components are blended simultaneously, in a
common pipeline, and then send in a final product
tank. The advantages of this method are (Manescu
1970); (Lambert 2006):
- significant reduction of the blending process
time;
- realized the blend in a closed and pressurized
system;
- eliminate the blends in other tanks;
- control the blending process during cycle
mixing, with on line analyzers characteristics;
- the possibility to obtain batches according with
optimum recipes.
Figure 1 presents an industrial system used for in
line blending of petroleum products in a refinery
from Romania. This system has two subsystems: one
subsystem for the automation of the in line blending
527
Patrascioiu C. and Nicoleta N..
The Optimal Gasoline Blending into Romanian Refinery - Case Study.
DOI: 10.5220/0004146405270532
In Proceedings of the 9th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2012), pages 527-532
ISBN: 978-989-8565-22-8
Copyright
c
2012 SCITEPRESS (Science and Technology Publications, Lda.)
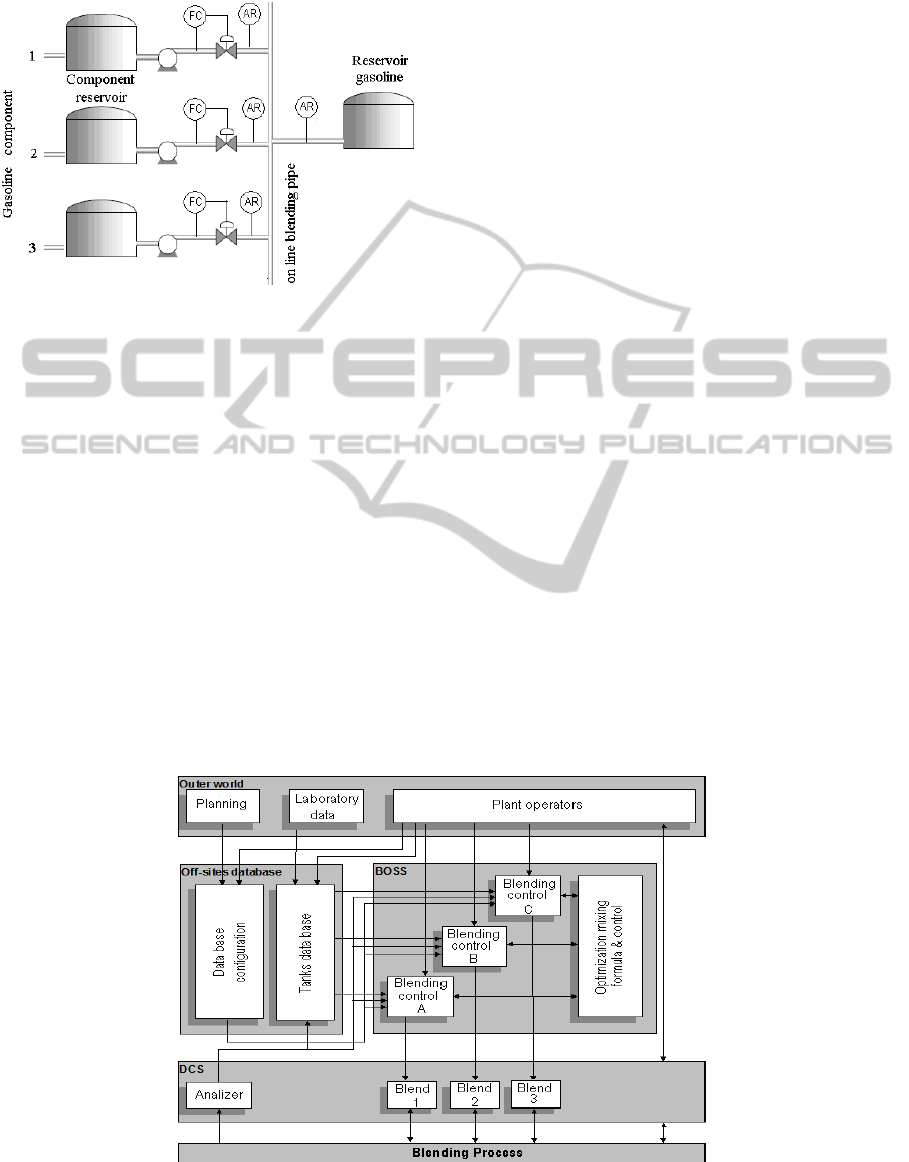
process and the other subsystem used to calculate
the optimal blending recipes.
Figure 1: Industrial system for petroleum products in line
blending.
2.1 The Industrial Blending Control
System
The blending control system includes the following
control elements: regulatory control system for
flows composed by flow transmitter with outlet
pulse and regulatory control valve, temperature and
pressure measurement system, components
specification measurement system and final product
characteristics measurement system. The
measurement system used for blending components
and final product is related to the NIR analyzer
(http://www.unityscientific.com). The NIR analyzers
can measure many characteristics, for large
petroleum products diversity. Some of
characteristics of the NIR analyzer are:
− API density;
− distillation temperature at 10%, 50% and 90% ;
− research octane number (RON) and motor octane
number (COM);
− aromatic content;
− Reid pressure vapors;
− benzene and olefins content.
2.2 Optimization Software System
The name of the Optimization subsystem of the in
line blending for petroleum products is Blend
Optimization and Supervisory System (BOSS) and
this is used in the refinery to mix an optimum recipe
for crude oil and to obtain optimum recipes for
gasoline and diesel products. The optimization
system is using a linear programming to make the
optimum recipe for gasoline blending.
The main objective is to minimized blend costs
and quality giveaway of the final product. The
structure of the optimal control system – BOSS is
illustrated in figure 2.
3 MATHEMATICAL
MODELLING OF THE
GASOLINE BLENDING
PROCESS
In scope to validate the optimization system BOSS,
the authors have studied the mathematical model of
the gasoline in line blending process and they have
solved the linear optimization problem.
Figure 2: The optimal control system BOSS structure.
ICINCO2012-9thInternationalConferenceonInformaticsinControl,AutomationandRobotics
528

3.1 Mathematical Model
The gasoline in line blending is formulated so: a
refinery has n types of gasoline,
n,,i,b
i
K1= . Each
type of gasoline is characterized by the next
properties: research octane number o
i
; density d
i
;
distillation index r
i
and components prices c
i
. The
scope is to obtain a commercial gasoline with a
minimum price, in quantity of
b tones, with
research octane number
o , density d and distillation
index
r
.
The model purpose by the authors contains an
objective function and a restriction array. The
objective function has a financial order and with a
next formula:
∑
=
=
n
i
ii
xcF
1
(1)
where x
i
represents the quantity from component i
witch is included in blend.
The restriction array contains the next calculation
formulas for estimation and checks the next gasoline
blend properties:
• Research octane number
∑∑
==
≥
n
i
i
n
i
ii
xoxo
11
(2)
• distillation index
∑∑
==
≥
n
i
i
n
i
ii
xrxr
11
(3)
• density
i
n
i
i
n
i
i
i
d
x
d
x
∑
∑
=
=
≥
1
1
(4)
• components quantity
n,,,i,bx
ii
K21=≤
(5)
• available quantity
bx
n
i
i
≥
∑
=1
(6)
• non-negativity condition of the variables
n,...,,i,x
i
210 =≥
(7)
3.2 The Solving Model
To solve the linear optimization problem, the
authors have used the MATLAB function lp,
function which determines the minimum point for a
multivariable objective function, for who, the
restriction are presented in a matrix form (Ghinea
1997); (Patrascioiu, 2005). The optimization
problem has the next formula:
()
[]
⎥
⎥
⎥
⎦
⎤
⎢
⎢
⎢
⎣
⎡
×=
n
n
min
x
x
x
cccF
M
K
2
1
21
X ;
(8)
⎥
⎥
⎥
⎦
⎤
⎢
⎢
⎢
⎣
⎡
≤
⎥
⎥
⎥
⎦
⎤
⎢
⎢
⎢
⎣
⎡
×
⎥
⎥
⎥
⎦
⎤
⎢
⎢
⎢
⎣
⎡
mn
mnmm
n
n
b
b
b
x
x
x
aaa
aaa
aaa
MM
K
KKKK
K
K
2
1
2
1
21
22221
11211
;
(9)
and
n,,ixxx
imax,iimin,
K1=
≤
≤
(10)
From these four variants of the lp function
utilization, the authors have selected the variant
where the restriction array contains equality
restrictions and inequality restrictions, subject to
have this formula:
x=lp(c,a,b,VMI,VMS,x0,k);
The description of these variables from this lp
function is:
x - variables row vector;
c - row vector coefficients;
a - restrictions coefficients matrix;
b - row vector of restrictions free element;
x0 - initial values of variables vector;
VMI-
imin,
x values vector, associated to simple
skirts restrictions;
VMS-
imax,
x
values vector, associated to simple
skirts restrictions;
k – equality restrictions number from the
restriction array.
4 CASE STUDY
The authors have analyzed the optimal software
system BOSS from Invensis Corp. used into
Romanian refinery. The case study developers the
nest problems:
– the industrial mixing problem;
– the mathematical modeling;
TheOptimalGasolineBlendingintoRomanianRefinery-CaseStudy
529

– the comparison between the BOSS results and
the author’s model results.
The validation of the software system BOSS has
been the objective of the case study.
4.1 The Industrial Mixing Problem
The industrial mixing problem is the production of
4000 t commercial gasoline at a minimum price with
the next properties:
− Research octane number to be minimum 94.8;
− Density at 15°C to be maximum 0.7673g/cm
3
;
− Benzene content to be maximum 0.795 ppm;
− Sulfur content to be maximum 7.4 ppm;
− Final boiling temperature to be maximum 202°C.
To produce this type of commercial gasoline there
are available eight components with the properties
presented in table 1. The quantity of i component
which is mixed is x
i
4.2 The Industrial and the Solving
Model Problem
The application of the general model presented in
the section 3 and in according to the conditions
formulated in table 1 conduces to mathematic model
of the commercial gasoline production, respectively
the relations (11) – (12).
The restrictions used by the authors system have
the next components:
– Restriction (2) relates to research octane number.
– Restriction (4) associated to density.
– Restriction developed by the mixing benzene
content. This restriction is an additive expression.
– Restriction what relates the sulfur content of the
commercial gasoline. This restriction is an additive
expression, too.
– Restriction associated to total quantity of the
commercial gasoline.
– The restriction group (5) refers to the available
quantity of each gasoline component.
– The restriction group (7) associated to non-
negativity condition of each variable.
Using the MATLAB function lp, they is obtained
the optimal solution
⎥
⎥
⎥
⎥
⎥
⎥
⎥
⎦
⎤
⎢
⎢
⎢
⎢
⎢
⎢
⎢
⎣
⎡
=
3184
3761
5160
42105
0
2357
3431
0
.
.
.
.
.
.
opt
X .
This solution satisfies the restrictions system (12). In
same mode, all the restriction of the commercial
gasoline are satisfied, table 2. This fact reflects the
robust character of the optimization algorithm and
the validity of the mathematical model.
4.3 Comparison between the BOSS
Results and the Author’s Model
Results
The authors have tested the BOSS optimization
system for the same example presented in section
4.1. The quantities of the eight gasoline components
are presented in table 3.
87654321
8446414655160421059561457534319528 x.x.x.x.x.x.x.x.Fmin +
+
+
+
+
++=
;
(11)
⎪
⎪
⎪
⎪
⎪
⎪
⎪
⎪
⎩
⎪
⎪
⎪
⎪
⎪
⎪
⎪
⎪
⎨
⎧
≥
≤
≤
≤
≤
≤
≤
≤
≤
=+++++++
≤+++++++
≥+++++++
≥+++++++
≥+++++++
≥+++++++
,81, = i 0, x
446.8 x
1465.4 x
160.5 x
2105.4 x
561.9
x
575.4 x
431.3 x
528.9 x
4000
80800364794792112101043135787
29601511510130145
31800200024017200376010620
52163912591340126611611307140815311
379200961101157915105610274194
i
8
7
6
5
4
3
2
1
87654321
87654321
87654321
87654321
87654321
87654321
K
xxxxxxxx
xx.x.xxxx.x.
xxxxxxxx.
x.xxx.x.x.xx.
x,x,x,x,x,x,x.x,
xxxx.x.x.xx.
(12)
ICINCO2012-9thInternationalConferenceonInformaticsinControl,AutomationandRobotics
530
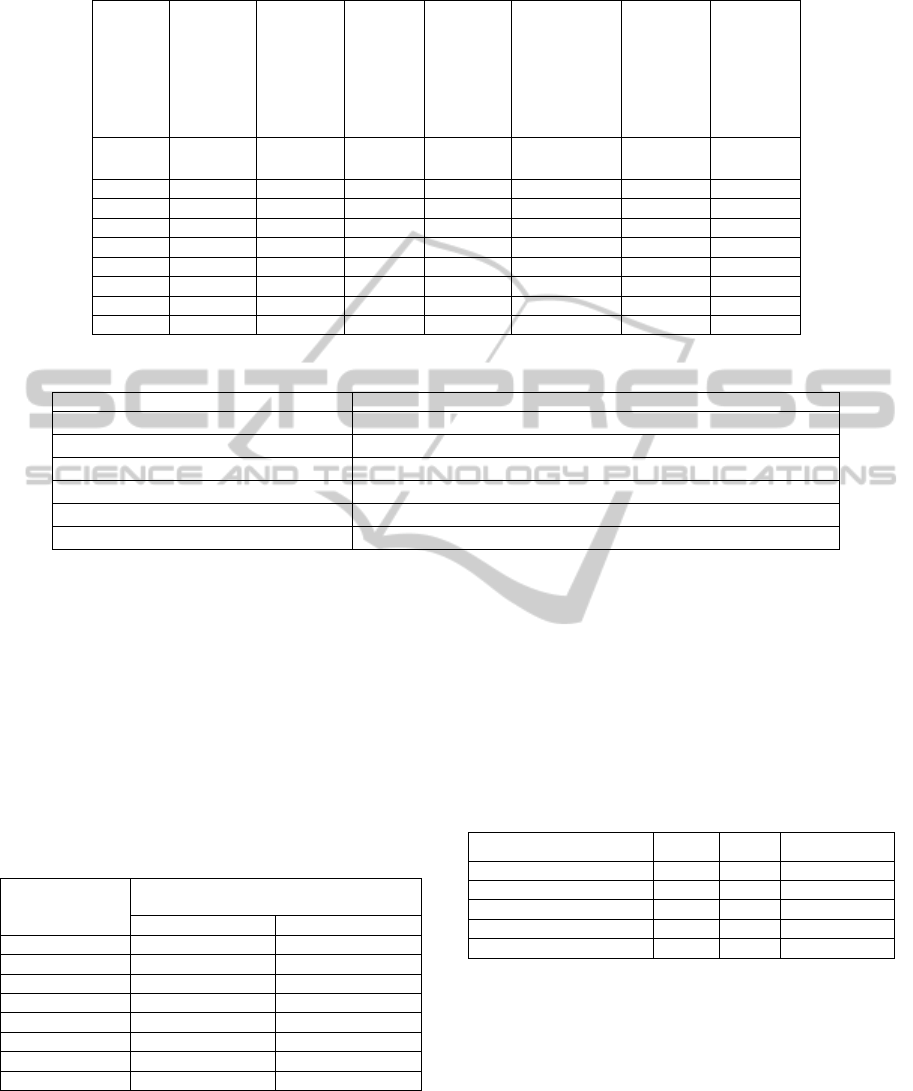
Table 1: The properties of the mixing components of the gasoline commercial product.
Component of
gasoline
Research octane
number
Density
[g/cm
3
]
Benzene
concentration [%
vol]
Sulfur
concentration
[ppm]
Final
boiling point
[°C]
Quantity
[ t ]
Cost
[RON/t]
o
i
d
i
z
i
s
i
r
i
b
i
c
i
1 94.1 0.653 0.062 5.4 87.7 528.9 677.8
2 74.0 0.710 1.0 1 135.3 431.3 617.1
3 102.6 0.764 0.376 30 104 575.4 735
4 105.5 0.861 0.720 1 210 561.9 647.8
5 91.7 0.790 1.240 10 211 2105.4 677.8
6 115.0 0.746 0 15 79.4 160.5 1032.8
7 110.0 0.793 0 1 79.4 1465.4 923
8 96.0 0.610 0.02 15 36 446.8 677.8
Table 2: The values of the restriction functions.
Restriction Value
Quantity
0 431.3 357.2 0 2105.4 160.5 761.3 184.3 4000
+
+++ +++=
Research octane number
95.38 94.8≥
Density
0.7673 0.7673≥
Benzene concentration
0.795 0.795≥
Sulfur concentration
9.53 7.4≥
Final boiling point
154.89 202≤
The optimal BOSS solution is different in accord to
MATLAB optimal solution, especially to the
component 1 and 4. For the component 7 and 8, the
calculated quantity with MATLAB program is 50%
in rapport to the quantity calculated by BOSS
software. However, the quantity of the component 2,
3, 5 and 6 are identical values.
The source of the differences between the
optimal solution calculated by BOSS software and
MATLAB software is the mathematical model.
Table 3: Comparison between the BOSS solution and the
MATLAB solution.
Gasoline
component
Quantity
[tons]
BOSS MATLAB
x
1
528.9 0
x
2
431.3 431.3
x
3
575.4 357.2
x
4
561.9 0
x
5
2105.4 2105.4
x
6
160.5 160.5
x
7
1465.4 761.3
x
8
446.8 184.3
The obtained results indicate that the BOSS
mathematical model is more complicate than the
author’s mathematical model. The analysis of the
mathematical model developed by the authors has
evidenced other deficiencies according to BOSS
software. In table 4 there is presented a comparison
between the gasoline properties estimated by BOSS
software and the author’s model. The author’s model
is in total according with the BOSS software for
density and benzene concentration.
Unfortunately, the author’s model is in des-
according with the final boiling point of the
gasoline.
Table 4: Comparison between the gasoline properties
estimated by BOSS software and the author’s model.
Gasoline properties Unit BOSS Author’s model
Research octane number - 94.8 95.38
Density g/cm
3
0.7673 0.7673
Benzene concentration % vol 0.795 0.795
Sulfur concentration ppm 7.4 9.53
Final boiling point
0
C 202 154.89
5 CONCLUSIONS
The paper presents the author’s research into
industrial in line gasoline blending. The study has
reported differences between the optimal solution
calculated by Blend Optimization and Supervisory
System and the optimal solution obtained by using
the author’s model. The authors have identified the
gut components of the proposed mathematical model
TheOptimalGasolineBlendingintoRomanianRefinery-CaseStudy
531

(Research octane number, density and benzene
concentration) but in same time, they have
incriminated the major deficiencies of model (sulfur
concentration and final boiling point).
The research of the authors will continue with
the next steps:
− experimental determination of the physical
properties of the compounds used to the gasoline
reformulating;
− the blend of the gasoline with know composition
and experimental determination of the physical
properties of the blend;
− the verification of the calculus relations used in
the gasoline blend mathematical model.
REFERENCES
Ghinea, M., Fireteanu, V., Matlab. Numeric calculus,
Editura Teora, Bucuresti, 1997 (Romanian)
Lambert, D., Sanchez, M., Ribero, B., All in the blend,
Hydrocarbon Processing, September, 2006
Manescu, M., Dumitru, V., Ionescu, V., Barbatu, G. I.,
Mathematical programming in the oil industry,
Editura Academiei Republicii Socialiste Romania,
Bucuresti, 1970 (Romanian);
Patrascioiu, C.,
Optimization techniques, Editura
MatrixRom, Bucuresti, 2008 (Romanian);
* * * Advanced Process Control Handbook II,
Hydrocarbon Processing, Gulf Publishing Co., March
1987.
* * * Advanced Process Control Handbook IV,
Hydrocarbon Processing, Gulf Publishing Co., March
1989.
* * * Advanced Process Control Handbook VI,
Hydrocarbon Processing, Gulf Publishing Co.,
September 1991.
* * * Advanced Control and Information Systems’95,
Hydrocarbon Processing, Gulf Publishing Co.,
September 1995.
http://iom.invensys.com/EN/Pages/Solutions_InventoryM
anagement_and_ProductBlending_PB_BOSS.aspx
http://www.unityscientific.com/industries/chemical
ICINCO2012-9thInternationalConferenceonInformaticsinControl,AutomationandRobotics
532
