
Throwing and Capturing of Workpieces by Robots
New Transport Services for the Internet-Of-Things in Production Systems
Heinz Frank
1
and Roland Koblinger
2
1
Campus Kuenzelsau, Heilbronn University, Daimlerstrasse 39, Kuenzelsau, Germany
2
Wittenstein AG, Walter-Wittenstein-Str. 1, Igersheim,Germany
Keywords: Intralogistic, Robot, Throwing, Capturing, Internet-Of-Things.
Abstract: In the first part of the paper for the transportation of workpieces within production systems an approach in
which robots are throwing and capturing the workpieces is presented. This concept also can be applied for
elevating, turn-over and commissioning of workpieces. The main advantages of this method are high
speeds, high flexibility and the need of few resources. In the second part of the paper it is described how
throwing and capturing of workpieces can be applied in production systems which are realized according to
the internet-of-things concept.
1 INTRODUCTION
In the past years throwing and capturing by robots
was investigated as a new technology for the
handling and transportation of workpieces in
production systems. It was shown that it is possible,
to throw objects from one robot to another over
distances of several meters. In this paper different
examples for the application of this new method will
be proposed. Further it will be discussed, how such
robots can provide new services for the IOT-concept
(IOT – internet-Of–things) in production systems.
2 STATE OF THE ART
Many research works have been performed in the
past at first to investigate throwing and capturing of
ball shaped objects by robots (Frese et al., 2001);
(Senoo et al., 2008); (Barteit, 2009). During the last
years also throwing and capturing of axial-
symmetric objects was developed (Frank et al.,
2012); (Frank, 2013). Figure 1 shows a 2-DOF
parallel kinematic robot which is capable to throw
and capture such objects over distances of 3 m. It
consists of an arm-axis which has a length of 50 cm
and a gripper-axis which can be turned in its tool
center point (TCP). Both axes are driven each by a
servo motor.
The concept for throwing and capturing of axial-
symmetric objects in their axial direction is shown in
Figure 2. For launching the objects, the robot
accelerates its arm in a rotary movement until the
object achieves in the launching point L its throwing
angle α
L
and its throwing-speed v
L
. At this point the
object is released from the gripper. The parameters
α
L
and v
L
must be controlled very accurate, so that
the thrown object meets on its trajectory the
predefined capturing point C with a high precision.
Figure 1: 2-DOF parallel kinematic robot for throwing and
capturing of axial-symmetric objects.
During the flight the pose of the object is measure
on its trajectory at a point M. With this measurement
434
Frank H. and Koblinger R..
Throwing and Capturing of Workpieces by Robots - New Transport Services for the Internet-Of-Things in Production Systems.
DOI: 10.5220/0004584004340438
In Proceedings of the 10th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2013), pages 434-438
ISBN: 978-989-8565-71-6
Copyright
c
2013 SCITEPRESS (Science and Technology Publications, Lda.)
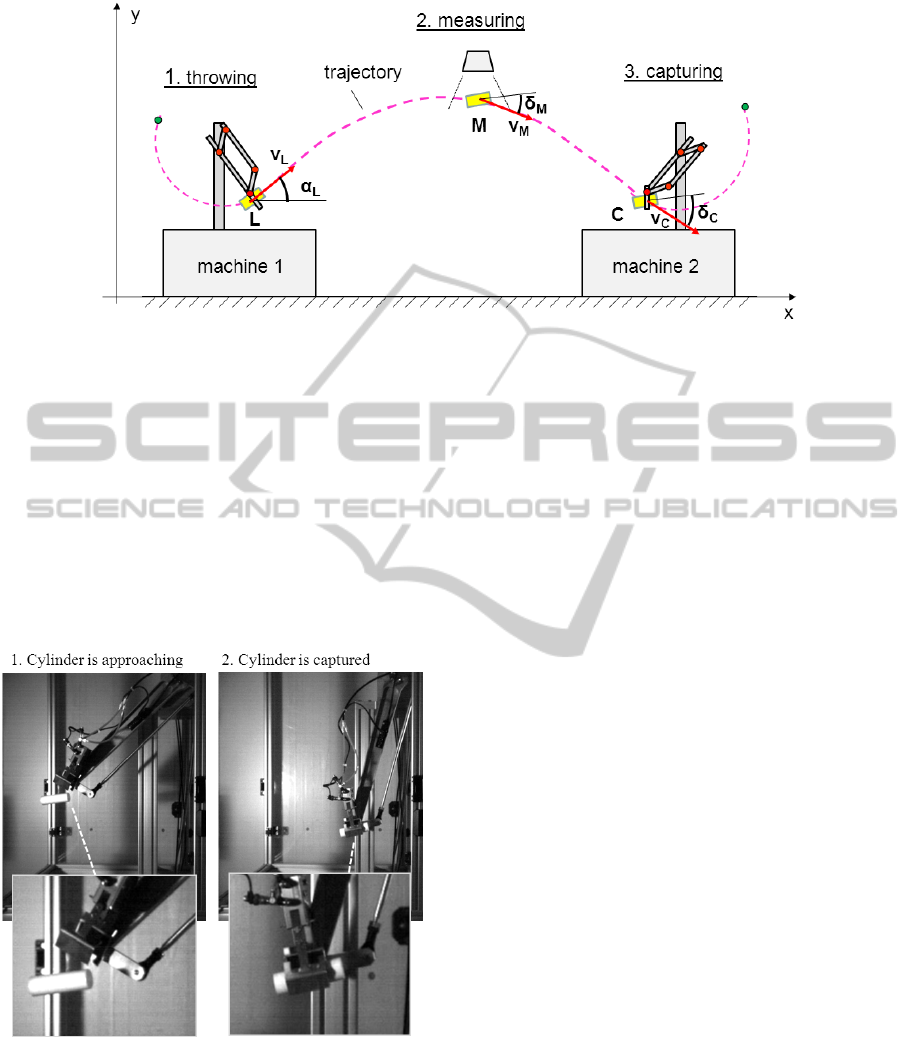
Figure 2: Concept for throwing and capturing of axial-symmetric objects.
the pose of the object at the capturing point C can be
predicted.
For capturing the object the robot arm is also
accelerated in a rotary movement. The gripper must
arrive at the capturing point C at the same time and
with the same speed v
C
as the flying object (Figure
3). Based on the prediction of the pose in the
capturing point, the object can be captured within
the xy-plane in different angles. After clamping the
object during its flight, it will be softly decelerated
with the arm-axis of the robot.
Figure 3: Capturing of a cylinder.
In (Frank, 2013) this concept was validated by
throwing of two different types of cylinders. One of
them was compliant flying, which means that the
orientation of the cylinder was following during its
flight always the direction of its trajectory. This
cylinder was captured in 98 % of the throws.
Another cylinder with a higher mass and a smaller
diameter was not compliant flying. It arrived at the
capturing point with different angles in the xy-plane.
This cylinder could be captured successfully in 85 %
of the throws.
3 APPLICATIONS
FOR THROWING
AND CAPTURING
In this chapter several examples for the application
of throwing and capturing by robots in the intra-
logistic of production systems are presented.
3.1 Transportation of Workpieces
As already shown in Figure 2, throwing and
capturing can be applied for the transportation of
workpieces between two machines. For the safety of
people the space in which workpieces are thrown
must be protected by guards. The following
advantages could be achieved with such a concept:
The workpieces can be thrown with high speeds
directly from the handling robot at one machine to
the handling robot at another machine. So the
transportation times will be very short.
The workpieces can be thrown from a robot to any
random point within a limited space. So the
transportation is for the destination points of the
workpieces very flexible. This is useful not only
for the transportation to different machines within
an area but also when machines are relocated from
time to time.
Already today many machines are equipped with
handling robots to load and unload workpieces
to/from machines. If such handling robots would
be extended with the capability for throwing and
ThrowingandCapturingofWorkpiecesbyRobots-NewTransportServicesfortheInternet-Of-ThingsinProduction
Systems
435

capturing, no additional transportation equipment
would be required to bring the workpieces from
one machine to another.
3.2 Elevation of Workpieces
In production systems workpieces sometimes must
be raised from one level to another. Figure 4 shows
as an example a study for a continuous flow
production, in which vials for pharmaceutical
products were thrown onto a band-conveyor. In this
approach the throwing parameters were controlled
so, that the vials arrived only a few millimeters
above the conveyor and with the same speed as the
conveyor. The main goal of this approach was to
avoid frictions at the vials within an aseptic
environment.
Figure 4: Elevation of vials onto a conveyor.
3.3 Turnover of Workpieces
Workpieces can be turned-over by throwing and
capturing from one orientation to another. For such
an operation a workpiece can be thrown with the
arm of the robot vertical up. At the launching-point
the gripper-axis must give the workpiece also a
certain turning movement. So the robot can capture
the workpiece again like a juggler. Today turn-over
operations are performed either by separate turn-
over devices or by robots which put the workpieces
first on a deposition place, than turn their gripper
and finally grap them again. Such an operation is
generally very time-consuming.
3.4 Commissioning of Parts
from a High-bay Racking
Figure 5 shows a concept for commissioning of parts
from a high-bay racking. From the bin locations
individual parts can be pushed out so that they are
falling down. A robot can capture the parts during
their flight, decelerate them smoothly and then put
them onto a conveyor belt. So a predefined sequence
of parts can be achieved on the conveyor belt. The
main advantage of this concept is its high
commissioning rate.
Figure 5: Commissioning of parts from a high back racket.
3.5 Operations which need
an All-around Access for Parts
In production some operations need for the parts an
all-around access. Examples are inspections by
cameras and coating, painting or surface-treatment
of workpieces. Such operations could be performed
when parts are flying. During the flight time the
parts then can be accessed from each side. The flight
time however is in general only the fraction of a
second.
4 THROWING ROBOTS
FOR THE
INTERNET-OF-THINGS
4.1 IOT-concept
Since the complexity of many production systems is
steadily increasing, today much research work is
performed to adapt the principles of the world-wide-
web (global interconnected network of computers)
for production systems. In such systems production
devices are considered as an interconnected network
of things (IOT – internet of things). The main
features of such systems can be summarized as
follows (Hribernik et al., 2010); (Wagner et al.,
2010), (Hompel et al., 2008), (Vossiek et al., 2010):
Individual production devices like machines,
robots and transport systems shall be realized as
ICINCO2013-10thInternationalConferenceonInformaticsinControl,AutomationandRobotics
436
decentralized autonomous units (things) which
offer production services and which are able to
collaborate with each other. Therefore they must
be connected directly to the internet
communication network.
Like subnets in the internet, production systems
shall provide redundancies and a high robustness.
For an easy adaption to new production
requirements it shall be possible to remove and
add things very easily („Plug’n’Produce“).
Objects which have to be moved through the
network of things, like individual parts, individual
tools or pallets with several parts or tools must be
equipped with an identification-tag (e.g. RFID -
radio-frequency identifi-cation) which can be read
by the transportation devices.
The basic principles for controlling the information
flows in the world-wide-web shall be adapted in
the IOT for the control of the material flow.
Objects shall move self-determined through the
network. According to their desired workflow the
objects are asking themselves for their desired
transportation and processing services.
4.2 Throwing and Capturing
in a Subsystem of an IOT
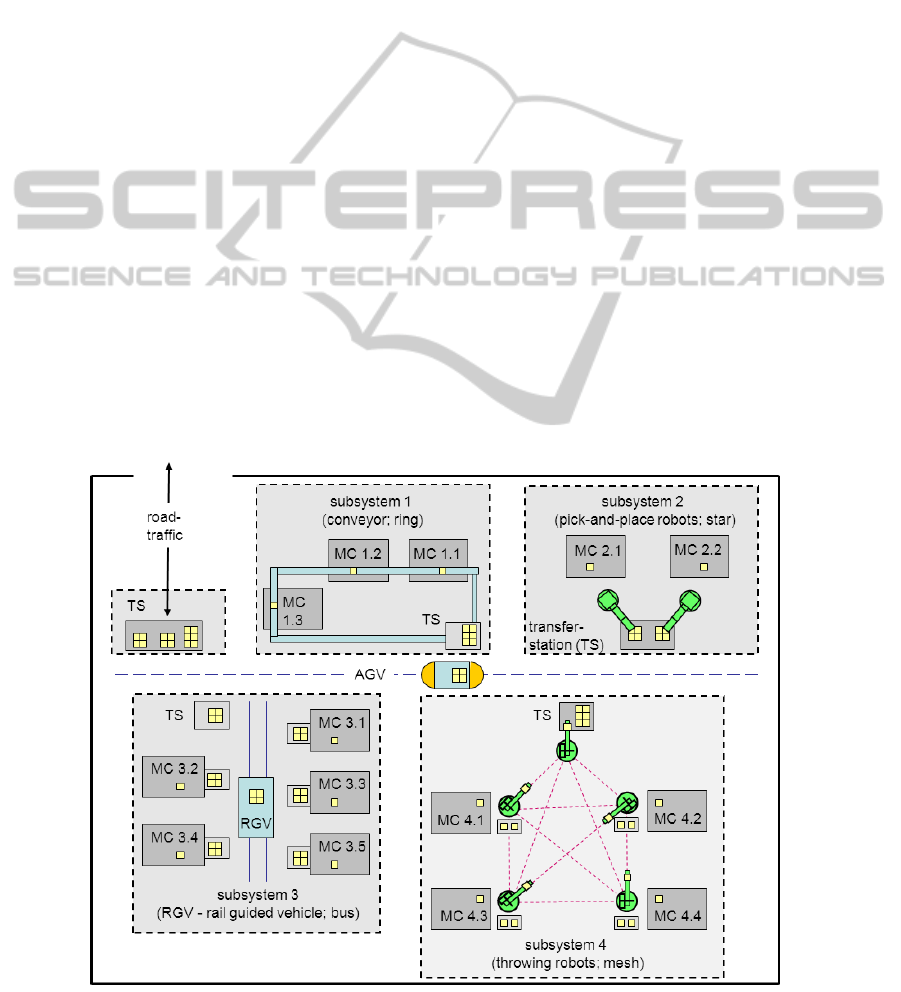
In the world-wide-web subnets can be realized with
different media like fiber optics, twisted pair or
WLAN and different topologies like line, mesh and
ring. As it can be seen in Figure 6 in subsystems of
production systems in an analogy different types of
transport systems like automated guided vehicles
(AGV), conveyors, pick-and-place robots, and rail
guided vehicles (RGV) can be used.
The application of throwing robots is shown
within Figure 6 in subsystem 4. Therefor the robot,
as it is shown in Figure1, would require an
additional axis to turn the whole robot into different
directions. In an IOT-concept the method of
throwing and capturing provides the following
advantages features:
The robots are autonomous devices which need for
the interconnection to their surrounding only a
cable for their power supply. The connection to the
internet can be performed by WLAN. The robots
don’t need any direct mechanical connections to
other devices.
For plug ‘n produce a throwing robot at first must
be toughed with its own location within the
production system. In addition to this it needs the
locations of the other throwing robots, which it can
retrieve from them via WLAN.
For the transportation of parts the robots offer
services for throwing and capturing as they are
described in chapter 3. When e.g. a transport-
service is requested from an object, the throwing
Figure 6: Example for the intra-logistic in a production environment with different types of subsystems.
ThrowingandCapturingofWorkpiecesbyRobots-NewTransportServicesfortheInternet-Of-ThingsinProduction
Systems
437

robot needs further information like dimensions
and the mass. Such information the robot can
retrieve from the internet. Then the throwing-robot
has to request the capturing-service from another
robot. After that the transportation can be
performed.
For the transportation of the objects within the
subsystem alternate paths can be used. For that
automatically routing tables can be generated
within the robots similar to the routing tables
within routers in the internet.
5 CONCLUSIONS
In the first part of this paper for the transportation
and handling of workpieces within production
systems a visionary method for throwing and
capturing them by robots was presented. The
advantages of this method would be short times,
high flexibility and the need of few resources. In
several research works it was already proved, that
this method is basically working. On the other hand
further research work is still required to make this
method for practical applications more reliable. In
the second part of the paper it was shown, that the
features of throwing robots provide good conditions
for their integration in IOT-concepts.
REFERENCES
Frank, T., Janoske, U., Mittnacht, A., and Schroedter, C.,
2012. Automated throwing and capturing of cylinder-
shaped objects. In Proceedings of the 2012 IEEE
International Conference on Robotics an Automation
(ICRA 2012), pp. 5264 – 5270.
Frank, T., 2013. Zur Automatisierung des sanften Werfens
und Fangens von Objekten zum Zwecke des
innerbetrieblichen Transports. Bergische Universität
Wuppertal: Dissertation.
Frese, U., Bäuml, B., Haidacher, S., Schreiber, G.,
Schaefer, I., Hähnle, and M., Hirzinger, G., 2001. Off-
the shelf vision for a robotic ball catcher. In
Proceedings of the 2001 IEEE International
Conference on Intelligent Robots and Systems.
Senoo, T., Namiki, A., and Ishikawa, M., 2008. High-
speed throwing motion based on kinetic chain
approach. In Proceedings of the 2008 IEEE
International Conference on Intelligent Robots and
Systems, pp. 3206 – 3211.
Barteit, D. F., 2009. Tracking of thrown objects. Vienna
University of Technology: Dissertation.
Hribernik, K. A., Warden, T., Thoben, K. D., and Herzog,
O., 2010. An Internet of things for transport logistics –
An approach to connecting the information and
material flows in autonomous cooperating logistic
processes. MITIP 2010 – Conference on Modern
Information Technology in the Innovation Processes ,
Aalborg University. Available: http://www.sfb637.uni-
bremen.de/pubdb/repository/SFB637-C2-10-004-IC.pdf
Wagner, T., Haußner, C., Elger, J., Löwen, U., and Lüder,
A., 2010. Engineering processes for decentralized
factory automation systems. InTech. Available:
www.intechopen.com/ books/ factory-automation/engi-
neering-
processes- for- decentralized- factory-automat-
ion- systems
Ten Hompel, M., and Nagel, L., 2008. Cellular transport
systems – Making things move in the „internet of
things.“ Oldenbourg Wissenschaftsverlag, IT- Infor-
mation Technology 50 (2008) 1, pp 59 -65.
Vossiek, M., Miesen, R., and Wittwer, J., 2010. RF
identification and localization - Recent steps towards
the internet of things in metal production and
processing. In Proceedings on 18
th
IEEE International
Conference on Microwave Radar and Wireless
Communications (MIKON).
ICINCO2013-10thInternationalConferenceonInformaticsinControl,AutomationandRobotics
438
